KR20180088640A - 촉매성 조성물 및 이들로 만들어진 구조물 - Google Patents
촉매성 조성물 및 이들로 만들어진 구조물 Download PDFInfo
- Publication number
- KR20180088640A KR20180088640A KR1020187012152A KR20187012152A KR20180088640A KR 20180088640 A KR20180088640 A KR 20180088640A KR 1020187012152 A KR1020187012152 A KR 1020187012152A KR 20187012152 A KR20187012152 A KR 20187012152A KR 20180088640 A KR20180088640 A KR 20180088640A
- Authority
- KR
- South Korea
- Prior art keywords
- catalytic
- fibers
- binder
- channel
- bentonite
- Prior art date
Links
- 230000003197 catalytic effect Effects 0.000 title claims abstract description 217
- 239000000203 mixture Substances 0.000 title claims abstract description 34
- 239000011230 binding agent Substances 0.000 claims abstract description 281
- 239000000463 material Substances 0.000 claims abstract description 70
- 238000000034 method Methods 0.000 claims abstract description 62
- 229910010293 ceramic material Inorganic materials 0.000 claims abstract description 20
- 238000000465 moulding Methods 0.000 claims abstract description 9
- 238000005342 ion exchange Methods 0.000 claims abstract description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 136
- 239000000835 fiber Substances 0.000 claims description 91
- 238000006243 chemical reaction Methods 0.000 claims description 66
- ILRRQNADMUWWFW-UHFFFAOYSA-K aluminium phosphate Chemical group O1[Al]2OP1(=O)O2 ILRRQNADMUWWFW-UHFFFAOYSA-K 0.000 claims description 60
- 239000010457 zeolite Substances 0.000 claims description 60
- 239000000377 silicon dioxide Substances 0.000 claims description 57
- 229910000278 bentonite Inorganic materials 0.000 claims description 50
- 229940092782 bentonite Drugs 0.000 claims description 50
- 239000000440 bentonite Substances 0.000 claims description 50
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical group O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 claims description 49
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 25
- 239000006072 paste Substances 0.000 claims description 23
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 18
- 230000008021 deposition Effects 0.000 claims description 14
- 239000008119 colloidal silica Substances 0.000 claims description 13
- -1 ilite Inorganic materials 0.000 claims description 10
- 230000000737 periodic effect Effects 0.000 claims description 10
- 230000008569 process Effects 0.000 claims description 10
- 239000000725 suspension Substances 0.000 claims description 9
- 239000002002 slurry Substances 0.000 claims description 8
- 229910000281 calcium bentonite Inorganic materials 0.000 claims description 7
- 229910001919 chlorite Inorganic materials 0.000 claims description 7
- 229910052619 chlorite group Inorganic materials 0.000 claims description 7
- QBWCMBCROVPCKQ-UHFFFAOYSA-N chlorous acid Chemical compound OCl=O QBWCMBCROVPCKQ-UHFFFAOYSA-N 0.000 claims description 7
- ONCZQWJXONKSMM-UHFFFAOYSA-N dialuminum;disodium;oxygen(2-);silicon(4+);hydrate Chemical compound O.[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[O-2].[Na+].[Na+].[Al+3].[Al+3].[Si+4].[Si+4].[Si+4].[Si+4] ONCZQWJXONKSMM-UHFFFAOYSA-N 0.000 claims description 7
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 claims description 7
- 229910052622 kaolinite Inorganic materials 0.000 claims description 7
- 229910000279 potassium bentonite Inorganic materials 0.000 claims description 7
- 229910021647 smectite Inorganic materials 0.000 claims description 7
- 229910000280 sodium bentonite Inorganic materials 0.000 claims description 7
- 229940080314 sodium bentonite Drugs 0.000 claims description 7
- 229910001887 tin oxide Inorganic materials 0.000 claims description 7
- YQOPHINZLPWDTA-UHFFFAOYSA-H [Al+3].[Cr+3].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O Chemical compound [Al+3].[Cr+3].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O YQOPHINZLPWDTA-UHFFFAOYSA-H 0.000 claims description 6
- NXMRPJWKUHQMML-UHFFFAOYSA-K [Cr+3].P(=O)([O-])([O-])[O-].[Mg+2] Chemical compound [Cr+3].P(=O)([O-])([O-])[O-].[Mg+2] NXMRPJWKUHQMML-UHFFFAOYSA-K 0.000 claims description 6
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 claims description 6
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 claims description 6
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 claims description 6
- 229910000165 zinc phosphate Inorganic materials 0.000 claims description 6
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 5
- 229960000892 attapulgite Drugs 0.000 claims description 5
- 238000010304 firing Methods 0.000 claims description 5
- 239000007789 gas Substances 0.000 claims description 5
- 229910052625 palygorskite Inorganic materials 0.000 claims description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 4
- CETPSERCERDGAM-UHFFFAOYSA-N ceric oxide Chemical compound O=[Ce]=O CETPSERCERDGAM-UHFFFAOYSA-N 0.000 claims description 3
- 229910000422 cerium(IV) oxide Inorganic materials 0.000 claims description 3
- 229910003455 mixed metal oxide Inorganic materials 0.000 claims description 3
- 238000007493 shaping process Methods 0.000 claims description 3
- 229910052799 carbon Inorganic materials 0.000 claims description 2
- 239000002808 molecular sieve Substances 0.000 claims description 2
- 229910052757 nitrogen Inorganic materials 0.000 claims description 2
- 239000000741 silica gel Substances 0.000 claims description 2
- 229910002027 silica gel Inorganic materials 0.000 claims description 2
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 claims description 2
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 claims 1
- 229910052900 illite Inorganic materials 0.000 claims 1
- 239000002923 metal particle Substances 0.000 claims 1
- 239000012621 metal-organic framework Substances 0.000 claims 1
- VGIBGUSAECPPNB-UHFFFAOYSA-L nonaaluminum;magnesium;tripotassium;1,3-dioxido-2,4,5-trioxa-1,3-disilabicyclo[1.1.1]pentane;iron(2+);oxygen(2-);fluoride;hydroxide Chemical compound [OH-].[O-2].[O-2].[O-2].[O-2].[O-2].[F-].[Mg+2].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[K+].[K+].[K+].[Fe+2].O1[Si]2([O-])O[Si]1([O-])O2.O1[Si]2([O-])O[Si]1([O-])O2.O1[Si]2([O-])O[Si]1([O-])O2.O1[Si]2([O-])O[Si]1([O-])O2.O1[Si]2([O-])O[Si]1([O-])O2.O1[Si]2([O-])O[Si]1([O-])O2.O1[Si]2([O-])O[Si]1([O-])O2 VGIBGUSAECPPNB-UHFFFAOYSA-L 0.000 claims 1
- 239000013460 polyoxometalate Substances 0.000 claims 1
- 239000000919 ceramic Substances 0.000 abstract description 8
- 239000003054 catalyst Substances 0.000 description 122
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 108
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 67
- 229910021536 Zeolite Inorganic materials 0.000 description 50
- 230000000694 effects Effects 0.000 description 29
- 150000001336 alkenes Chemical class 0.000 description 27
- 238000001125 extrusion Methods 0.000 description 21
- 238000012546 transfer Methods 0.000 description 18
- 229910017119 AlPO Inorganic materials 0.000 description 14
- 238000000151 deposition Methods 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 14
- 238000005266 casting Methods 0.000 description 13
- 239000002245 particle Substances 0.000 description 13
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 12
- 239000002694 phosphate binding agent Substances 0.000 description 11
- 239000000843 powder Substances 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 10
- 238000002156 mixing Methods 0.000 description 10
- 239000011148 porous material Substances 0.000 description 10
- 239000006259 organic additive Substances 0.000 description 9
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 239000008188 pellet Substances 0.000 description 8
- 239000002253 acid Substances 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 7
- 230000009849 deactivation Effects 0.000 description 7
- 238000009792 diffusion process Methods 0.000 description 7
- 239000011248 coating agent Substances 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 230000009467 reduction Effects 0.000 description 6
- 238000012360 testing method Methods 0.000 description 6
- 241000264877 Hippospongia communis Species 0.000 description 5
- 230000008859 change Effects 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 238000009826 distribution Methods 0.000 description 5
- 230000003993 interaction Effects 0.000 description 5
- 239000000376 reactant Substances 0.000 description 5
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 238000010146 3D printing Methods 0.000 description 4
- LCGLNKUTAGEVQW-UHFFFAOYSA-N Dimethyl ether Chemical compound COC LCGLNKUTAGEVQW-UHFFFAOYSA-N 0.000 description 4
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 4
- 229910021529 ammonia Inorganic materials 0.000 description 4
- 239000004927 clay Substances 0.000 description 4
- 239000000571 coke Substances 0.000 description 4
- 238000004939 coking Methods 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 239000006260 foam Substances 0.000 description 4
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 4
- 229920000609 methyl cellulose Polymers 0.000 description 4
- 239000001923 methylcellulose Substances 0.000 description 4
- 235000010981 methylcellulose Nutrition 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 238000000518 rheometry Methods 0.000 description 4
- 230000002195 synergetic effect Effects 0.000 description 4
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- 239000000084 colloidal system Substances 0.000 description 3
- 238000002591 computed tomography Methods 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000009977 dual effect Effects 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000002429 nitrogen sorption measurement Methods 0.000 description 3
- 238000000879 optical micrograph Methods 0.000 description 3
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 3
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 3
- 238000007086 side reaction Methods 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 238000003786 synthesis reaction Methods 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- MWUXSHHQAYIFBG-UHFFFAOYSA-N Nitric oxide Chemical compound O=[N] MWUXSHHQAYIFBG-UHFFFAOYSA-N 0.000 description 2
- 239000012494 Quartz wool Substances 0.000 description 2
- 150000001335 aliphatic alkanes Chemical class 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 238000006555 catalytic reaction Methods 0.000 description 2
- 238000012512 characterization method Methods 0.000 description 2
- 230000002301 combined effect Effects 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000003795 desorption Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 230000002779 inactivation Effects 0.000 description 2
- 150000002484 inorganic compounds Chemical class 0.000 description 2
- 229910010272 inorganic material Inorganic materials 0.000 description 2
- 239000010954 inorganic particle Substances 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 230000011987 methylation Effects 0.000 description 2
- 238000007069 methylation reaction Methods 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 241000894007 species Species 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 230000007480 spreading Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 238000004438 BET method Methods 0.000 description 1
- 0 CC1C(*S)CCCC1 Chemical compound CC1C(*S)CCCC1 0.000 description 1
- 229910017488 Cu K Inorganic materials 0.000 description 1
- 229910017541 Cu-K Inorganic materials 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 239000004480 active ingredient Substances 0.000 description 1
- 239000011149 active material Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000013019 agitation Methods 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 229940044927 ceric oxide Drugs 0.000 description 1
- 229910000420 cerium oxide Inorganic materials 0.000 description 1
- PBAYDYUZOSNJGU-UHFFFAOYSA-N chelidonic acid Natural products OC(=O)C1=CC(=O)C=C(C(O)=O)O1 PBAYDYUZOSNJGU-UHFFFAOYSA-N 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000004320 controlled atmosphere Methods 0.000 description 1
- RKTYLMNFRDHKIL-UHFFFAOYSA-N copper;5,10,15,20-tetraphenylporphyrin-22,24-diide Chemical group [Cu+2].C1=CC(C(=C2C=CC([N-]2)=C(C=2C=CC=CC=2)C=2C=CC(N=2)=C(C=2C=CC=CC=2)C2=CC=C3[N-]2)C=2C=CC=CC=2)=NC1=C3C1=CC=CC=C1 RKTYLMNFRDHKIL-UHFFFAOYSA-N 0.000 description 1
- 229910052878 cordierite Inorganic materials 0.000 description 1
- 238000007405 data analysis Methods 0.000 description 1
- 230000020335 dealkylation Effects 0.000 description 1
- 238000006900 dealkylation reaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- JSKIRARMQDRGJZ-UHFFFAOYSA-N dimagnesium dioxido-bis[(1-oxido-3-oxo-2,4,6,8,9-pentaoxa-1,3-disila-5,7-dialuminabicyclo[3.3.1]nonan-7-yl)oxy]silane Chemical compound [Mg++].[Mg++].[O-][Si]([O-])(O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2)O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2 JSKIRARMQDRGJZ-UHFFFAOYSA-N 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 229910001657 ferrierite group Inorganic materials 0.000 description 1
- 238000000445 field-emission scanning electron microscopy Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 238000004128 high performance liquid chromatography Methods 0.000 description 1
- BHEPBYXIRTUNPN-UHFFFAOYSA-N hydridophosphorus(.) (triplet) Chemical compound [PH] BHEPBYXIRTUNPN-UHFFFAOYSA-N 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 239000013110 organic ligand Substances 0.000 description 1
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 1
- RUDFQVOCFDJEEF-UHFFFAOYSA-N oxygen(2-);yttrium(3+) Chemical class [O-2].[O-2].[O-2].[Y+3].[Y+3] RUDFQVOCFDJEEF-UHFFFAOYSA-N 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 229910001415 sodium ion Inorganic materials 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- QHGNHLZPVBIIPX-UHFFFAOYSA-N tin(ii) oxide Chemical class [Sn]=O QHGNHLZPVBIIPX-UHFFFAOYSA-N 0.000 description 1
- 230000001052 transient effect Effects 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2/00—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic
- B01J2/02—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic by dividing the liquid material into drops, e.g. by spraying, and solidifying the drops
- B01J2/06—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic by dividing the liquid material into drops, e.g. by spraying, and solidifying the drops in a liquid medium
- B01J2/08—Gelation of a colloidal solution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2/00—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic
- B01J2/20—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic by expressing the material, e.g. through sieves and fragmenting the extruded length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J27/00—Catalysts comprising the elements or compounds of halogens, sulfur, selenium, tellurium, phosphorus or nitrogen; Catalysts comprising carbon compounds
- B01J27/14—Phosphorus; Compounds thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J29/00—Catalysts comprising molecular sieves
- B01J29/04—Catalysts comprising molecular sieves having base-exchange properties, e.g. crystalline zeolites
- B01J29/06—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof
- B01J29/08—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof of the faujasite type, e.g. type X or Y
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J29/00—Catalysts comprising molecular sieves
- B01J29/04—Catalysts comprising molecular sieves having base-exchange properties, e.g. crystalline zeolites
- B01J29/06—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof
- B01J29/08—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof of the faujasite type, e.g. type X or Y
- B01J29/084—Y-type faujasite
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J29/00—Catalysts comprising molecular sieves
- B01J29/04—Catalysts comprising molecular sieves having base-exchange properties, e.g. crystalline zeolites
- B01J29/06—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof
- B01J29/18—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof of the mordenite type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J29/00—Catalysts comprising molecular sieves
- B01J29/04—Catalysts comprising molecular sieves having base-exchange properties, e.g. crystalline zeolites
- B01J29/06—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof
- B01J29/40—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof of the pentasil type, e.g. types ZSM-5, ZSM-8 or ZSM-11, as exemplified by patent documents US3702886, GB1334243 and US3709979, respectively
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J29/00—Catalysts comprising molecular sieves
- B01J29/04—Catalysts comprising molecular sieves having base-exchange properties, e.g. crystalline zeolites
- B01J29/06—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof
- B01J29/70—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof of types characterised by their specific structure not provided for in groups B01J29/08 - B01J29/65
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J29/00—Catalysts comprising molecular sieves
- B01J29/04—Catalysts comprising molecular sieves having base-exchange properties, e.g. crystalline zeolites
- B01J29/06—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof
- B01J29/70—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof of types characterised by their specific structure not provided for in groups B01J29/08 - B01J29/65
- B01J29/7007—Zeolite Beta
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J35/00—Catalysts, in general, characterised by their form or physical properties
- B01J35/02—Solids
- B01J35/04—Foraminous structures, sieves, grids, honeycombs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J35/00—Catalysts, in general, characterised by their form or physical properties
- B01J35/02—Solids
- B01J35/06—Fabrics or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J35/00—Catalysts, in general, characterised by their form or physical properties
- B01J35/02—Solids
- B01J35/10—Solids characterised by their surface properties or porosity
- B01J35/1033—Pore volume
- B01J35/1038—Pore volume less than 0.5 ml/g
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J35/00—Catalysts, in general, characterised by their form or physical properties
- B01J35/02—Solids
- B01J35/10—Solids characterised by their surface properties or porosity
- B01J35/1033—Pore volume
- B01J35/1042—0.5-1.0 ml/g
-
- B01J35/633—
-
- B01J35/635—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/0009—Use of binding agents; Moulding; Pressing; Powdering; Granulating; Addition of materials ameliorating the mechanical properties of the product catalyst
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/02—Impregnation, coating or precipitation
- B01J37/03—Precipitation; Co-precipitation
- B01J37/038—Precipitation; Co-precipitation to form slurries or suspensions, e.g. a washcoat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/08—Heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/001—Rapid manufacturing of 3D objects by additive depositing, agglomerating or laminating of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/20—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein the material is extruded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/008—Bodies obtained by assembling separate elements having such a configuration that the final product is porous or by spirally winding one or more corrugated sheets
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C1/00—Preparation of hydrocarbons from one or more compounds, none of them being a hydrocarbon
- C07C1/20—Preparation of hydrocarbons from one or more compounds, none of them being a hydrocarbon starting from organic compounds containing only oxygen atoms as heteroatoms
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C11/00—Aliphatic unsaturated hydrocarbons
- C07C11/02—Alkenes
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G3/00—Production of liquid hydrocarbon mixtures from oxygen-containing organic materials, e.g. fatty oils, fatty acids
- C10G3/42—Catalytic treatment
- C10G3/44—Catalytic treatment characterised by the catalyst used
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G3/00—Production of liquid hydrocarbon mixtures from oxygen-containing organic materials, e.g. fatty oils, fatty acids
- C10G3/42—Catalytic treatment
- C10G3/44—Catalytic treatment characterised by the catalyst used
- C10G3/48—Catalytic treatment characterised by the catalyst used further characterised by the catalyst support
- C10G3/49—Catalytic treatment characterised by the catalyst used further characterised by the catalyst support containing crystalline aluminosilicates, e.g. molecular sieves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2229/00—Aspects of molecular sieve catalysts not covered by B01J29/00
- B01J2229/30—After treatment, characterised by the means used
- B01J2229/42—Addition of matrix or binder particles
-
- B01J35/51—
-
- B01J35/56—
-
- B01J35/58—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B33Y70/10—Composites of different types of material, e.g. mixtures of ceramics and polymers or mixtures of metals and biomaterials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00034—Physico-chemical characteristics of the mixtures
- C04B2111/00181—Mixtures specially adapted for three-dimensional printing (3DP), stereo-lithography or prototyping
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/0081—Uses not provided for elsewhere in C04B2111/00 as catalysts or catalyst carriers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2521/00—Catalysts comprising the elements, oxides or hydroxides of magnesium, boron, aluminium, carbon, silicon, titanium, zirconium or hafnium
- C07C2521/06—Silicon, titanium, zirconium or hafnium; Oxides or hydroxides thereof
- C07C2521/08—Silica
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2521/00—Catalysts comprising the elements, oxides or hydroxides of magnesium, boron, aluminium, carbon, silicon, titanium, zirconium or hafnium
- C07C2521/16—Clays or other mineral silicates
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2529/00—Catalysts comprising molecular sieves
- C07C2529/04—Catalysts comprising molecular sieves having base-exchange properties, e.g. crystalline zeolites, pillared clays
- C07C2529/06—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof
- C07C2529/40—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof of the pentasil type, e.g. types ZSM-5, ZSM-8 or ZSM-11
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2529/00—Catalysts comprising molecular sieves
- C07C2529/04—Catalysts comprising molecular sieves having base-exchange properties, e.g. crystalline zeolites, pillared clays
- C07C2529/06—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof
- C07C2529/80—Mixtures of different zeolites
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C2529/00—Catalysts comprising molecular sieves
- C07C2529/82—Phosphates
- C07C2529/84—Aluminophosphates containing other elements, e.g. metals, boron
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G2400/00—Products obtained by processes covered by groups C10G9/00 - C10G69/14
- C10G2400/20—C2-C4 olefins
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/50—Improvements relating to the production of bulk chemicals
- Y02P20/52—Improvements relating to the production of bulk chemicals using catalysts, e.g. selective catalysts
Abstract
본 발명은 촉매적 물질 및 제1 및 제2 무기 바인더를 포함하는 세라믹 물질로부터 만들어진 촉매적 조성물 및 이로 만들어진 촉매성 구조물에 관한 것이다. 바람직하게는, 상기 구조물은 콜로이드성 세라믹 성형 기술로 만들어진다. 촉매적 또는 이온 교환 응용에서 구조물의 사용 또한 제공된다. 본 발명의 촉매성 구조물이 우수한 기게적, 물리화학적 및 촉매적 특성을 가짐이 증명되었다.
Description
본 발명은 촉매성 조성물, 이로 만들어진 촉매성 구조물 및 이들의 용도에 관한 것이다.
더 특히, 본 발명은 우수한 역학적, 물리화학적 및 촉매적 특성을 갖는 (내재된) 촉매성 구조물, 및 이의 용도에 관한 것이다.
산업에서, 촉매는 팩킹된 베드 펠릿(packed bed pellet)의 형태로 흔히 사용되지만, 이러한 펠릿은 질량 및 열 전달 제한을 겪을 수 있다. 이러한 제한을 감소시키기 위하여, 펠릿의 크기는 감소될 수 있으며, 이는 촉매 베드를 동안 (원하지 않은) 압력 하락(drop)을 증가시킬 것임에도 불구하고 감소될 수 있다.
당해 기술분야에서, 구조된(structured) 거대다공성(microporous) 촉매는 비활성 구조된 지지체 물질, 예컨대 폼(foam) 또는 허니콤(honeycomb)을 얇은 활성 촉매성 코팅과 결합하여 조사되어 왔다. 일반적으로, 비활성 지지체의 표면에 도포된 촉매성 물질의 이러한 얇은 코팅은 현저하게 낮은 압력 하락을 제공하고 좋은 질량 및 열 전달 특성을 나타낸다. 그러나, 이러한 종래의 거대다공성 구조된 촉매의 하나의 주요한 단점은 반응 부피 당 촉매의 제한된 양이다.
흥미로운 대안은 자가-지지 일체식 (monolithic) 촉매로도 불리는 벌크 또는 내재된 촉매성 구조물이며, 여기서 활성 촉매 성분은 일체식 촉매 내로 혼입된다. 이러한 방식에서, 반응기 중의 극소수의 부피가 비활성 지지체 물질에 의해 손실된다. 반대로, 자가-지지 일체식 촉매를 이용함에 의해, 많은 양의 촉매성 물질이 반응기 내에 균일하게 도입될 수 있다.
다양한 방법이 당해 기술분야에서 일체식 촉매의 합성을 위해 이용가능하지만, 최종적인 촉매성 구조물이 활성 촉매 부위의 좋은 접근가능성을 위해 높은 공극율을 갖는 것을 필요로 하기 때문에, 상기 방법들의 전부가 벌크 촉매성 구조물의 합성을 위해 응용될 수 있는 것은 아니다.
촉매성 일체식을 성형하기 위한 가장 흔하게 사용되는 방법은 압출 성형이다. 슬러리를 포함하는 제올라이트 일체식의 직접 압출은 당해 기술 분야에서, 예를 들면 자가-지지 제올라이트 허니콤을 제조하는 하나의 방법으로, Aranzabal 등 (Chem. Eng. J. 162 (2010) 415)과 Zamaniyan 등 (Appl. Catal. A Gen. 385 (2010) 214)에 의해 이미 설명되어 있다. 폼 형성을 위한 템플레이트와 같은 다른 방법이 또한 사용된다 (Y.-J. Lee 등. Catal. Letters 129 (2009) 408).
당해 기술분야에서 이미 공지된 상기 방법 및 자가-지지 일체식 촉매가 더 통상적인 (코팅된) 촉매성 구조물의 단점을 극복하는 것을 목표함에도 불구하고, 단점은 이러한 구조물이 메탄올-대-올레핀 (methanol-to-olefins; MTO) 반응과 같은 크게 발열인 반응에서 제한된 규모 및 열 전달 특성을 여전히 나타낸다는 것이다. 또한, 모델링 연구는 상기 구조물의 벽의 두께 및 공극율이 이러한 형태의 반응에서 선택성에 영향을 가질 것임을 제시했다 (W. Guo 등. Fuel Process. Technol. (2012) 6 및 W. Guo 등. Chem. Eng. J. 207-208 (2012) 734).
또한, 충분한 다공성의 필요 조건 다음으로, 벌크 촉매성 구조물은 또한 좋은 기계적 강도를 가질 것을 필요로 한다. 그러나, 당해 기술분야에서 이미 공지된 벌크 촉매성 구조물은 종종 이들의 공극율 또는 이들의 기계적 강도의 어느 하나가 낮다는 문제점을 갖는다.
US 2011/0237426는 다수의 제올라이트 입자를 무기 바인딩 물질 및 유기 바인더와 혼합시켜, 제올라이트 원료 물질(raw material)을 준비하는 혼합 단계; 상기 제올라이트 원료 물질을 압출 성형하여 형성된 제올라이트 물품을 얻는 형성 단계; 및 상기 형성된 제올라이트 물품을 소성하여(firing) 제올라이트 구조물을 준비하는 소성 단계를 포함하는, 제올라이트 구조물의 제조방법을 개시한다. 이 문서에서 사용된 무기 바인딩 물질은 하나의 부류의 무기 바인더를 포함한다, 즉 산 실리카 졸, 알루미나로 코팅된 실리카 입자, 양이온성 실리카 졸, 끈(string)-유사 실리카 입자를 포함하는 실리카 졸, 및 다수의 구형 실리카 입자의 하나가 옆의 것에 고정된 형태를 갖는 실리카 입자를 포함하는 실리카 졸로 구성된 군으로부터 선택된 적어도 하나의 종류의 실리카 졸을 포함한다. 또한 제올라이트 원료 물질에서, 제올라이트 입자 및 무기 바인딩 물질의 전체에 대한 유기 바인더의 함량 비가 너무 낮으면 안되며, 이는 형성된 제올라이트 입자의 점도가 너무 높아지고, 형성된 제올라이트 입자가 압출성형-형성될 수 없기 때문인 것이 개시되어 있다. 유기 바인더의 비율이 너무 높아서도 안되며, 이는 제올라이트 구조물의 공극율이 높아지고 구조물의 강도가 낮아지기 때문이다. 또한, 상기 혼합 단계에서 준비된 제올라이트 원료 물질이 미리 결정된 형태, 예를 들면 필름-유사 형태, 플레이트-유사 형태, 관 형태, 또는 허니콤 형태로 압출성형된다. 허니콤 형태를 갖는 제올라이트를 압출성형하는 것은 촉매가 워시코팅된(washcoated)된 허니콤 (예를 들면 코어디어라이트(cordierite)와 같은 세라믹 물질로 만들어짐)에 비해 더 낮은 압력 하락을 갖는 것으로 보고된다. 공지된 방법으로 우수한 기계적 강도를 갖는 제올라이트 구조물이 만들어질 수 있지만, 외부 주변 벽이 바람직하게는 압출된 허니콤 제올라이트 구조물의 전체 외부 주변부를 둘러싸서 이러한 구조물의 분해를 피하기 위해 배치된다는 것이 설명된다.
당해 기술분야에서 이미 들인 노력에도 불구하고, 여전히 다공성인, 개선된 기계적 특성뿐만 아니라 촉매적 특성을 갖는 (내재된) 촉매성 구조물을 제공할 필요성이 있다.
본 발명의 양태는 선행된 촉매성 구조물의 단점을 극복한, 개선된 촉매성 조성물 및 이로 만들어진 (내재된) 촉매성 구조물을 제공하는 것을 예상한다.
본 발명의 양태는 선행된 촉매성 구조물에 비해 개선된 기계적 및 촉매적 특성 (즉 구조물 중의 활성 촉매 성분의 개선된 효과)을 갖는, 이러한 촉매성 조성물 및 이로 만들어진 (내재된) 촉매성 구조물을 제공하는 것을 예상한다.
그러므로 본 발명의 양태에 따르면, 첨부된 청구항에서 제시되는 것과 같이, (내재된 또는 벌크) 촉매성 구조물을 적층하는(또는 제조하는) 방법이 제공된다. 상기 방법은 조성물을 성형하여 미소성 구조물(green structure)을 수득하는 단계를 포함한다. 분말과 같은 건조 조성물, 또는 (압축가능한) 슬러리, 현탁액 또는 페이스트일 수 있는, 상기 조성물은 세라믹 물질을 포함한다. 상기 세라믹 물질은 촉매성 물질 및 제1 및 제2 무기 바인더를 포함한다. 초기 강도를 부여하기 위해 임의로 될 수 있는, 미소성 구조물은 소성되어 벌크 촉매성 구조물이 수득된다.
본 발명의 또 다른 양태에 따르면, 첨부된 청구항에서 제시된 것과 같이, 벌크 또는 내재된 촉매성 구조물이 제공된다. 상기 벌크 촉매성 구조물은 앞선 단락에서 설명된 방법을 통해 수득될 수 있는 것이다.
일 양태에 따르면, 상기 벌크 촉매성 구조물은 무기 화합물로 구성된다. 상기 벌크 촉매성 구조물은 유리하게는 유기 화합물을 포함하지 않는다.
또 다른 양태에 따르면, 상기 벌크 촉매성 구조물은 일체식이고 유동 방향 (flow direction)으로 연장하는 길이를 갖는 제1 채널 및 방사상 방향 (radial direction)으로 연장하는 길이를 갖는 제2 채널을 포함한다. 상기 유동 방향 및 상기 방사상 방향은 유리하게는 수직 방향이다. 상기 방사상 방향은 임의의 방향, 심지어 평면을 가로지르는 것 내에 정렬된 아치형 방향 일 수 있고 유리하게는 유동 방향에 대해 수직이다. 상기 제1 및 제2 채널은 유동적으로 연결된다.
유리하게는, 상기 벌크 촉매성 구조물은 상기 벌크 촉매성 구조물 내에 생성된 적층된 네트워크를 형성하는 섬유를 포함한다. 0.1 mm 내지 2 mm 범위의 직경을 가질 수 있는 상기 섬유는 유리하게는 층 내에 정렬되고 제1 및/또는 제2 채널을 따라 연장한다. 층 내의 섬유는 유리하게는 연속적인 섬유들 사이에 채널을 형성하기 위해 서로 떨어져서 위치한다(space apart). 연속적인 섬유들은 유리하게는 서로에 대해 사선이 되도록, 유리하게는 30° 내지 150°의 각도에서, 유리하게는 45° 내지 135°의 각도에서, 유리하게는 60° 내지 120°의 각도에서 사선이 되도록 배향된 축을 갖는다. 상기 적층된 네트워크는 유리하게는 층들의 반복된 스택과 동일한 것들을 스택킹(stacking)함에 의해 수득된 주기적인 구조물이다. 상기 반복된 스택은 상호간에 사선인 방향을 따라 배향된 섬유들로 된 복수개의 층들을 포함할 수 있다. 연속적인 층들의 섬유들이 상호간에 직각으로 배치될 때, 교호 층을 포함하는 반복된 스택이 수득된다. 각 교호 층의 연속적인 것들은 이들의 정렬된 섬유들을 가질 수 있다. 이러한 경우에, 반복된 스택은 2개의 층으로 구성되고 구조물은 스택킹의 방향 내 직선 채널을 가질 것이다. 대안적으로 적어도 2개의 교호 층의 적어도 하나의 연속적인 것들은 섬유들이 교호 층의 연속적인 것들 사이에서 지그재그가 되도록 배치된다. 이러한 경우에, 재그재그 채널은 스택킹의 방향 내에서 얻어질 수 있다. 더 대안적으로, 또는 부가적으로, 촉매 구조물 전반에 걸친 섬유들 사이의 공극률은 점진적으로 변화하여, 이른바 변화 구조물(gradient structure)을 얻는다. 또 다른 대안은 이전 것에 비해 소수인 각도로 연속적인 층들을 회전시켜, 나선 유사 채널을 갖는 이른바 회전 구조물(rotating structure)을 얻는다.
상기 양태에 따른, 및 특히 서로 연결된 제1 및 제2 채널 내의, 벌크 촉매성 구조물은 더 많은 개구 즉 접근가능한 구조물로 특징지어지며, 반응기를 통한 더 낮은 압력 하락을 초래한다. 결론적으로, 반응기를 통한 반응물의 유동이 증가하고, 촉매의 질량 당 더 높은 전환율을 초래한다. 또한, 더 많이 열린 구조물은 반응물의 유동 및 촉매성 구조물 간의 열 이송을 향상시키고 (반응의 유동이 확산되거나 통과되는 것들을 통해), 이로 인해 구조물 도처에 걸친 핫 스팟(hot spot)의 형성을 피하며, 이는 결국 코킹(coking)과 같은 부반응을 최소화시킨다. 또한, 상기 방법으로, 벌크 촉매성 구조물의 기하학은, 더 균일한 기하학이 수득되도록, 더 조절될 수 있다. 이는 촉매성 구조물을 통한 반응물의 균일한 유동을 가능하게 하고, 이로 인해 온도 차이 및 부반응으로 이어질 수 있는 국소적인 차이를 회피하며, 결국 더 낮은 선택성을 초래한다. 그러므로 본 양태에 따른 벌크 촉매성 구조물은 열 및/또는 질량 전달 제한이 중요한 반응(예를 들면 크게 발열인 반응)에서 이용에 유리하다.
본 발명의 양태에 따른 촉매성 구조물 내 2가지 종류의 무기 바인더를 합하는 것은 상승 효과(synergic effect)를 제공한다, 즉 2개의 상이한 바인더의 사용의 결합 효과 및 이들의 촉매성 구조물 내 상호간 상호작용은, 최종 구조물 내의 바람직한 특성을 얻는 데에 유리하다. 더 특히, 본 발명에서 설명된 것과 같이, 하나의 촉매성 구조물 내 2가지 종류의 무기 바인더를 합하는 것은, 제조 동안 물질의 거동에 유리한 영향을 가질 뿐 아니라 최종 구조물의 기계적인 특성 및 물리화학적 특성, 예컨대 기계적 강도, 안정성, 공극률, 비표면적 및 산성도에 유리한 영향을 갖는다.
따라서 본 발명의 양태에 따른 촉매성 구조물은 질량 및 열 전달 특성을 개선시키고, 따라서 선행 촉매 구조물에 비해 촉매의 활성, 선택성 및 안정성을 개선시킨다.
본 발명의 다른 양태에 따르면, 첨부된 청구항에 제시된 것과 같이, 본 발명의 구조물의 용도가 제공된다.
본 발명의 양태는 촉매적 또는 이온 교환 응용에서뿐 아니라 크게 질량 및/또는 열 전달 특성, 혼합 효율 (예를 들면 기체/액체 또는 액체/액체 시스템) 및/또는 낮은 압력 하락이 요구되는 다른 응용에서 사용될 수 있다.
본 발명에서, 메탄올의 올레핀으로 전환에서 ZSM-5 구조된 촉매의 안정성 및 선택성에 대한 2가지 상이한 종류의 무기 바인더의 사용의 영향 (상승 효과)가 나타났다. 메탄올의 올레핀으로 반응의 안정성 및 선택성에서 본 발명의 양태에 따른 촉매 시스템의 질량 및 열 이송 특성의 효과가 증명되었다. 본 발명의 양태에 따른 촉매의 거시적인 구조의 최적화는 촉매적 과정의 선택성 및 안정성의 개선으로 이어진다.
본 발명의 유리한 양태는 독립 청구항에서 제시된다.
본 발명의 양태는 첨부된 도면을 참조로 하여 더 자세히 설명될 것이다.
도 1은 직선 채널을 갖는 본 발명의 일 구현예의 3DFD 구조물의 사진이다 (1-1 구조물).
도 2는 본 발명의 로보캐스팅된(robocasted) 이종(binary) 바인더인 벤토나이트/실리카 촉매성 구조물의 3D-CT 스캔 이미지이다.
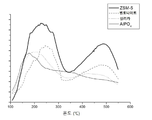
도 3은 촉매성 물질로서 제올라이트 ZSM-5에 기초한 제올라이트 구조물에 결합된 로보캐스팅된 단일 바인더 (벤토나이트, 실리카, 또는 알루미늄포스페이트)의 NH3-TPD 프로파일을 나타낸다. ZSM-5의 NH3-TPD 프로파일 또한 나타난다.
도 4는 촉매성 물질로서 제올라이트 ZSM-5에 기초한 본 발명의 제올라이트 구조물에 결합된 로보캐스팅된 2종 바인더(binary binder) (벤토나이트/실리카, 실리카/ 알루미늄포스페이트, 또는 벤토나이트/알루미늄포스페이트)의 NH3-TPD 프로파일을 나타낸다. ZSM-5의 NH3-TPD 프로파일 또한 나타난다.
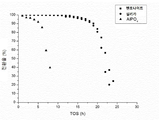
도 5는 본 발명의 상이한 2종 바인더 촉매에서 스트림에 대한 시간의 함수로서 메탄올에서 올레핀으로의 전환률을 나타낸다(65 wt% ZSM-5/35 wt% 2종 바인더, 450℃).
도 6은 본 발명의 상이한 단일 바인더 촉매에서 스트림에 대한 시간의 함수로서 메탄올에서 올레핀으로의 전환률을 나타낸다(65 wt% ZSM-5 / 35 wt% 단일 바인더, 450℃).
도 7은 상이한 섬유 직경을 갖는 구조물에서 스트림에 대한 시간의 함수로서 메탄올의 전환률을 나타낸다(65 wt% ZSM-5/35 wt% 실리카/AlPO4, 450℃).
도 8은 상이한 공극률을 갖는 구조물에서 스트림에 대한 시간의 함수로서 메탄올의 전환율을 나타낸다 (65 wt% ZSM-5/35 wt% Silica/AlPO4, 450℃).
도 9는 1-1 3DFD 정방정계 구조물(tetragonal structure)의 광학 현미경 이미지 (도 9a 및 9b); 1-3 3DFD 면심 (face-centered) 구조물 (도 9c 및 9d)를 나타내며, 9a, 9c와 9b, 9d 각각에서 구조물의 측면도와 상면도를 나타낸다.
도 10은 상이한 아키텍처(architecture)를 갖는 본 발명의 2종 바인더 실리카/알루미늄포스페이트 ZSM-5 촉매에서 스트림에 대한 시간의 함수로서 메탄올로부터 올레핀으로의 전환율을 나타낸다(65 wt% ZSM-5 / 35 wt% 2종 바인더, 450℃).
도 1은 직선 채널을 갖는 본 발명의 일 구현예의 3DFD 구조물의 사진이다 (1-1 구조물).
도 2는 본 발명의 로보캐스팅된(robocasted) 이종(binary) 바인더인 벤토나이트/실리카 촉매성 구조물의 3D-CT 스캔 이미지이다.
도 3은 촉매성 물질로서 제올라이트 ZSM-5에 기초한 제올라이트 구조물에 결합된 로보캐스팅된 단일 바인더 (벤토나이트, 실리카, 또는 알루미늄포스페이트)의 NH3-TPD 프로파일을 나타낸다. ZSM-5의 NH3-TPD 프로파일 또한 나타난다.
도 4는 촉매성 물질로서 제올라이트 ZSM-5에 기초한 본 발명의 제올라이트 구조물에 결합된 로보캐스팅된 2종 바인더(binary binder) (벤토나이트/실리카, 실리카/ 알루미늄포스페이트, 또는 벤토나이트/알루미늄포스페이트)의 NH3-TPD 프로파일을 나타낸다. ZSM-5의 NH3-TPD 프로파일 또한 나타난다.
도 5는 본 발명의 상이한 2종 바인더 촉매에서 스트림에 대한 시간의 함수로서 메탄올에서 올레핀으로의 전환률을 나타낸다(65 wt% ZSM-5/35 wt% 2종 바인더, 450℃).
도 6은 본 발명의 상이한 단일 바인더 촉매에서 스트림에 대한 시간의 함수로서 메탄올에서 올레핀으로의 전환률을 나타낸다(65 wt% ZSM-5 / 35 wt% 단일 바인더, 450℃).
도 7은 상이한 섬유 직경을 갖는 구조물에서 스트림에 대한 시간의 함수로서 메탄올의 전환률을 나타낸다(65 wt% ZSM-5/35 wt% 실리카/AlPO4, 450℃).
도 8은 상이한 공극률을 갖는 구조물에서 스트림에 대한 시간의 함수로서 메탄올의 전환율을 나타낸다 (65 wt% ZSM-5/35 wt% Silica/AlPO4, 450℃).
도 9는 1-1 3DFD 정방정계 구조물(tetragonal structure)의 광학 현미경 이미지 (도 9a 및 9b); 1-3 3DFD 면심 (face-centered) 구조물 (도 9c 및 9d)를 나타내며, 9a, 9c와 9b, 9d 각각에서 구조물의 측면도와 상면도를 나타낸다.
도 10은 상이한 아키텍처(architecture)를 갖는 본 발명의 2종 바인더 실리카/알루미늄포스페이트 ZSM-5 촉매에서 스트림에 대한 시간의 함수로서 메탄올로부터 올레핀으로의 전환율을 나타낸다(65 wt% ZSM-5 / 35 wt% 2종 바인더, 450℃).
본 발명의 일 양태에 따르면, 촉매성 조성물 및 (내제된) 이로 만들어진 촉매성 구조물이 제공된다.
본 발명의 문맥에서, 벌츠 촉매성 구조물 또는 자가-지지 일체식 촉매로도 불리는 내제된 촉매성 구조물은 활성 촉매 성분이 (일체식) 구조물 내에 (내부에) 혼입되는 촉매성 구조물을 가리킨다.
본 발명의 문맥에서, 2종 바인더가 결합된 촉매성 구조물은 촉매성 물질 및 2개의(상이한 종류의) 무기 바인더 (즉 제1 및 제2 무기 바인더)(의 조합)로 만들어진 본 발명에 따른 촉매성 구조물을 가리킨다. 본 명세서에서, 2종 바인더가 결합된 촉매성 구조물은 2종 바인더 구조물, 2종 바인더 시스템 또는 2종 바인더 촉매로도 불린다.
본 발명의 일 양태에서, 촉매성 조성물은 세라믹 물질을 포함하며, 상기 세라믹 물질은 촉매성 물질 및 제1 및 제2 무기 바인더 (즉 2개의 (상이한 종류의) 무기 바인더 (의 조합))를 포함한다 (또는 구성된다).
본 발명의 또 다른 양태에서, 촉매성 구조물은 본 발명의 촉매성 조성물을 포함한다. 유리하게는 (내제된) 촉매성 구조물은 본 발명의 촉매성 조성물로부터 만들어진다.
본 발명의 (내제된) 촉매성 구조물은 세라믹 물질로 만들어지고(built up) (또는 만들어지고 (made of)) 상기 세라믹 물질은 촉매성 물질 및 제1 및 제2 무기 바인더 (즉 2개의 (상이한 종류의) 무기 바인더 (의 조합))를 포함한다 (또는 구성된다).
다시 말하면, 본 발명의 (내제된) 촉매성 구조물은 세라믹 물질로 만들어지고(built up) (또는 만들어지고 (made of)) 상기 세라믹 물질은 촉매성 물질 및 제1 및 제2 무기 바인더 (즉 2개의 (상이한 종류의) 무기 바인더 (의 조합))를 포함한다 (또는 구성된다). 상기 제1 및 제2 무기 바인더는 2종 바인더 조성물을 형성한다.
더 특히, 제1 및 제2 무기 바인더와 함께, 활성 촉매성 성분 (촉매성 물질의)은 본 발명의 촉매성 (일체식) 내에 (내부에) 혼입된다 (제조된다).
유리하게는, 제1 및 제2 무기 바인더는 본 발명의 (내제된) 촉매성 구조물을 성형하기 위한 세라믹 물질에 첨가된다.
제1 및 제2 무기 바인더를 촉매성 물질에 가함으로써 (또는 구조물을 촉매성 물질과, 제1 및 제2 무기 바인더와 함께 적층함으로써(building up)) 본 발명의 형성된 (내제된) 촉매성 구조물은 충분하거나 더 개선된 기계적 특성을 갖는다(선행 기술의 촉매성 구조물보다). 또한, 이의 촉매적 특성, 즉 구조물 내의 활성 촉매 성분의 활성도가 개선된다 (선행 기술의 촉매성 구조물보다).
본 발명의 문맥에서, 촉매 또는 촉매성 물질은 (숙고 중인 화학 반응에 대한) 촉매 활성을 갖는(나타내는) 물질을 가리킨다.
본 발명의 문맥에서, 내제된 촉매성 물질은 내제적으로 (또는 본질적으로) 촉매 활성을 갖는(나타내는) 물질 (예를 들면 제올라이트)을 가리킨다.
유리하게는, 본 발명의 조성물의 촉매성 물질은 무기 화합물을 포함한다 (또는 만들어진다 또는 구성된다).
더 유리하게는, 촉매성 물질은 제올라이트 (제올라이트 물질, 제올라이트입자, 제올라이트 분말), 알루미나 (알루미나 입자), 활성화된 알루미나, 실리카 (실리카 입자), 실라카 겔, 지르코나, 세리아 (즉 CeO2, 세륨 (IV) 옥사이드(cerium (IV) oxide), 세릭 옥사이드(ceric oxide), 세륨 옥사이드(cerium oxide), 세륨 디옥사이드(cerium dioxide)로도 알려짐), 혼합된 금속 산화물, 활성탄, 탄소 분자체 (carbon molecular sieves), 금속-유기 구조체 (MOF) 를 갖는 입자, 또는 폴리옥소메탈레이트 (POM) (의 입자) 를 포함한다 (또는 구성된다).
본 명세서의 문맥에서, '혼합된 금속 산화물'은 일부 종류의 금속 산화물을 포함하는 단일 균질 조성물 (single homogeneous composition)을 가리키며, 상기 용어는 당업계에서 흔히 사용된다.
본 명세서의 문맥에서, '금속-유기 구조체'는 일-, 이-, 또는 삼-차원의 구조물을 형성하는 유기 리간드에 배위된 금속 이온 또는 클러스터로 구성된 화합물을 가리키며, 상기 용어는 당업계에서 흔히 사용된다.
더욱 더 유리하게는, 촉매성 물질은 제올라이트 (제올라이트 물질, 제올라이트 입자, 제올라이트 분말), 알루미나 (알루미나 입자), 또는 실리카 (실리카 입자)를 포함한다 (또는 구성된다).
가장 유리하게는, 본 발명의 조성물의 촉매성 물질은 제올라이트 (또는 제올라이트 물질, 제올라이트 입자, 제올라이트 분말) 를 포함한다 (또는 구성된다).
본 발명의 조성물에서, 제올라이트는 ZSM-5 형 제올라이트, β-형 제올라이트, Y-형 제올라이트, 모데나이트 형 제올라이트 (mordenite type zeolite), 및 페리에라이트 형 제올라이트 (ferrierite type zeolite)로부터 선택된 적어도 하나의 제올라이트로 만들어질 수 있다. 이러한 형태의 제올라이트들 중에서 ZSM-5 형 제올라이트, β-형 제올라이트 및 이와 유사한 것이 바람직하다.
촉매성 구조물을 적층하기 위한 3-차원 섬유 적층을 이용한 본 발명의 일 구현예에서, 조성물의 촉매성 물질은 바람직하게는 ZSM-5 형 제올라이트로 만들어진다.
본 발명의 조성물 내 촉매성 물질로서 사용하기 위한 입자의 적절한 크기를 찾는 것은 사용된 (콜로이드성 세라믹) 성형 기술에 의존하도 당해 업계에서 기술은 가진 자의 실시 내에 있다.
본 발명의 일 구현예에서, 특히 촉매성 구조물을 적층하기 위한 3-차원 섬유 적층의 이용시, 제올라이트 입자의 크기가 1㎛ 내지 40㎛에서 포함된다.
본 발명의 문맥에서, 무기 바인더는 촉매성 물질의 입자의 하나가 다른 하나와 영구적으로 결합하거나, 건조 또는 소성 동안 다른 (결정질) 상을 형성하는 무기 결합 물질을 가리킨다.
유리하게는, 본 발명의 조성물의 촉매성 물질 내의 (2개의) 무기 바인더의 총량 (즉 제1 및 제2 무기 바인더의 총량)은 10 wt% 내지 50 wt%에서 포함된다.
더 유리하게는, 본 발명의 조성물 내 무기 바인더 (2개의 총량)에 대한 촉매성 물질(의 양)의 비율은 15 wt% 무기 바인더에 대한 85 wt% 촉매성 물질과, 35 wt% 무기 바인더에 대한 65 wt% 촉매성 물질의 사이이며, 예를 들면 25 wt% 무기 바인더에 대한 75 wt% 촉매성 물질이다.
본 발명의 문맥에서, wt%는 형성된 촉매성 구조물의 총 고체 중량 기준으로 고려되는 성분의 퍼센트를 지칭한다(즉 촉매성 물질 및 무기 바인더를 포함하는 촉매성 조성물의 전체 중량).
유리하게는, 본 발명의 조성물에서, 제1 무기 바인더는 제1 부류의 무기 바인더로부터 선택되고 제2 무기 바인더는 제2 부류의 무기 바인더로부터 선택된다. 다시 말하면, 제1 부류의 무기 바인더로부터 선택된 제1 무기 바인더는 제2 부류의 무기 바인더로부터 선택된 제2 무기 바인더와 함께 합해진다 (또는 함께 사용된다).
더 유리하게는, 제1 부류의 무기 바인더는 점토 바인더(clay binder)를 포함하고 (또는 구성되고), 제2 부류의 무기 바인더는 콜로이드성 실리카, 콜로이드성 알루미나, 콜로이드성 지르코나, 콜로이두성 이트륨 산화물, 또는 콜로이드성 주석 산화물를 포함한다 (또는 구성된다).
제1 부류의 무기 바인더는 점토 바인더일 수 있고 제2 부류의 무기 바인더는 실리카, 알루미나, 지르코나, 등과 같은 무기 입자가 현탁된 콜로이드일 수 있다.
더욱 더 유리하게는, 상기 점토 바인더는 벤토나이트, 소듐 벤토나이드, 칼슘 벤토나이트, 칼륨 벤토나이트, 카올리나이트, 몬모릴로나이트-스멕타이트, 일라이트, 녹니석, 또는 아타폴자이트를 포함한다 (또는 구성된다).
더 바람직하게는, 제1 부류의 무기 바인더는 벤토나이트, 소듐 벤토나이드, 칼슘 벤토나이트, 칼륨 벤토나이트, 카올리나이트, 몬모릴로나이트-스멕타이트, 일라이트, 녹니석, 또는 아타폴자이트를 포함한다 (또는 구성된다); 제2 부류의 무기 바인더는 콜로이드성 실리카, 콜로이드성 알루미나, 콜로이드성 지르코나, 콜로이드성 이트륨 산화물, 또는 콜로이드성 주석 산화물을 포함한다 (또는 구성된다).
더 특히, 제1 부류의 임의의 무기 바인더로부터 선택된 제1 무기 바인더는 제2 부류의 임의의 무기 바인더로부터 선택된 제2 무기 바인더와 합해질 수 있다 (또는 함께 사용될 수 있다).
더 구체적으로, 제1 무기 바인더는 벤토나이트, 소듐 벤토나이드, 칼슘 벤토나이트, 칼륨 벤토나이트, 카올리나이트, 몬모릴로나이트-스멕타이트, 일라이트, 녹니석, 및 아타폴자이트로 구성된 군으로부터 선택된다 (제1 부류의 무기 바인더); 제2 무기 바인더는 콜로이드성 실리카, 콜로이드성 알루미나, 콜로이드성 지르코나, 콜로이드성 이트륨 산화물, 또는 콜로이드성 주석 산화물로 구성된 군으로부터 선택된다 (제2 부류의 무기 바인더).
더욱 더 유리하게는, 제1 무기 바인더는 벤토나이트이고 제2 무기 바인더는 콜로이드성 실리카이다.
유리하게는, 본 발명의 조성물에서, 제1 무기 바인더는 제1 부류의 무기 바인더로부터 선택되고 제2 무기 바인더는 제3 부류의 무기 바인더로부터 선택된다. 다시 말하면, 제1 부류의 무기 바인더로부터 선택된 제1 무기 바인더는 제3 부류의 무기 바인더로부터 선택된 제2 무기 바인더와 합해진다 (또는 함께 사용된다).
제1 부류의 무기 바인더는 점토 바인더일 수 잇고 제3 부류의 무기 바인더는 알루미늄 포스페이트와 같은 무기 열경화성 (thermohardening) 화합물, 예를 들면 용액 중에 존재하는 화합물을 포함할 수 있다.
더 유리하게는, 제1 부류의 무기 바인더는 벤토나이트, 소듐 벤토나이트, 칼슘 벤토나이트, 칼륨 벤토나이트, 카올리나이트, 몬모릴로나이트-스멕타이트, 일라이트, 녹니석, 및 아타폴자이트를 포함한다 (또는 구성된다); 제3 부류의 무기 바인더는 알루미늄포스페이트, 마그네슘-크로뮴 포스페이트, 알루미늄-크로뮴 포스페이트, 또는 아연 포스페이트를 포함한다 (또는 구성된다).
더 구체적으로, 제1 부류의 임의의 무기 바인더로부터 선택된 제1 무기 바인더는 제3 부류의 임의의 무기 바인더로부터 선택된 제2 무기 바인더와 합해질 수 있다 (또는 함께 사용된다).
더 구체적으로, 제1 무기 바인더는 벤토나이트, 소듐 벤토나이트, 칼슘 벤토나이트, 칼륨 벤토나이트, 카올리나이트, 몬모릴로나이트-스멕타이트, 일라이트, 녹니석, 및 아타폴자이트로 구성된 군으로부터 선택된다 (제1 부류의 무기 바인더); 제2 무기 바인더는 알루미늄포스페이트, 마그네슘-크로뮴 포스페이트, 알루미늄-크로뮴 포스페이트, 및 아연 포스페이트 로 구성된 군으로부터 선택된다 (제3 부류의 무기 바인더).
더욱 더 유리하게는, 제1 무기 바인더는 벤토나이트이고 제2 무기 바인더는 알루미늄포스페이트이다.
본 명세서의 전반에 걸쳐, 알루미늄포스페이트는 모노알루미늄 포스페이트를 가리키고 AlPO4로 표시된다.
유리하게는, 본 발명의 조성물에서, 제1 무기 바인더는 제2 부류의 무기 바인더로부터 선택되고 제2 무기 바인더는 제3 부류의 무기 바인더로부터 선택된다. 다시 말하면, 제2 부류의 무기 바인더로부터 선택된 제1 무기 바인더는 제3 부류의 무기 바인더로부터 선택된 제2 무기 바인더와 합해진다 (또는 함께 사용된다).
제2 부류의 무기 바인더는 실리카, 알루미나, 지르코나, 등과 같은 무기 입자가 현탁된 콜로이드일 수 있고, 제3 부류의 무기 바인더는 알루미늄 포스페이트와 같은 무기 열경화성 (thermohardening) 화합물, 예를 들면 용액 중에 존재하는 화합물을 포함할 수 있다.
더 유리하게는, 제2 부류의 무기 바인더는 콜로이드성 실리카, 콜로이드성 알루미나, 콜로이드성 지르코나, 콜로이드성 이트륨 산화물, 또는 콜로이드성 주석 산화물을 포함한다 (또는 구성된다); 제3 부류의 무기 바인더는 알루미늄포스페이트, 마그네슘-크로뮴 포스페이트, 알루미늄-크로뮴 포스페이트, 또는 아연 포스페이트를 포함한다 (또는 구성된다).
더 구체적으로, 제2 부류의 임의의 무기 바인더로부터 선택된 제1 무기 바인더는 제3 부류의 임의의 무기 바인더로부터 선택된 제2 무기 바인더와 합해질 수 있다 (또는 함께 사용된다).
더 구체적으로, 제1 무기 바인더는 콜로이드성 실리카, 콜로이드성 알루미나, 콜로이드성 지르코나, 콜로이드성 이트륨 산화물(제2 부류의 무기 바인더), 및 콜로이드성 주석 산화물로 구성된 군으로부터 선택되고; 제2 무기 바인더는 알루미늄포스페이트, 마그네슘-크로뮴 포스페이트, 알루미늄-크로뮴 포스페이트, 및 아연 포스페이트로 구성된 군으로부터 선택된다(제3 부류의 무기 바인더).
더욱 더 유리하게는, 제1 무기 바인더는 콜로이드성 실리카이고 제2 무기 바인더는 알루미늄포스페이트이다.
본 발명의 일 양태에 따르면, (내제된 또는 벌크) 촉매성 구조물은 상기에서 나타낸 것과 같은 촉매성 구조물로부터 시작하여 만들어진다. 촉매성 구조물은 성형되어 아래에서 설명되는 미소성 구조물을 수득한다. 3차원 프린팅 기술이 유리하게는 성형을 위해 사용된다. 3차원 프린팅 기술이 분말 또는 점도 있는 페이스트를 바탕으로 할 수 있다. 임의로 건조되는, 미소성 구조물은 소성되어 (즉 열적 처리에 도입됨) 촉매성 구조물이 수득된다.
유리하게는, 본 발명의 구조물은 콜로이드성 세라믹 성형 기술에 의해 만들어진다. 본 발명의 문맥에서, "콜로이드성 세라믹 성형 기술"은 세라믹 물질 및 (함께) 제1 및 제2 무기 바인더의 현탁액, 슬러리, 또는 페이스트의 제조; 및 상기 현탁액, 슬러리, 또는 페이스트를 성형하여 본 발명에 따른 구조물로 성형하는 것을 수반하는 성형 기술을 가리킨다.
더 유리하게는, 본 발명의 일 구현예에서, 본 발명의 구조물은 3-차원 섬유 증착 (three-dimensional fiber deposition; 3DFD)에 의해 (또는 활용하여) 만들어진다 (또는 가공된다(fabricated), 제조된다(manufactured), 쌓인다(built)).
본 발명의 이러한 일 양태에 따른 3-차원 (내제된) 촉매성 구조물은 촉매성 물질 및 제1 및 제2 무기 바인더 (즉 2개 (상이한 종류의) 무기 바인더 (의 조합))로 만들어진 섬유를 포함한다 (또는 구성된다, 또는 만들어진다).
3-차원 (3D) 섬유 증착은 3D-프린팅 기술을 가리키며, 로보캐스팅 기술 (또는 로보캐스팅 제조 방법)로도 지칭된다. 로보캐스팅 기술은 당해 업계에서, 예를 들면 US 특허 제6,401,795호에 개시된 기술에서 알려진 압출-기반의 로보틱 증착이다.
유리하게는, 본 발명의 일 양태에서 3-차원 섬유 증착을 활용하여, 구조물이 한층 한층 (layer-by-layer) 쌓이고, (미리-결정된) 3-차원 패턴 (또는 형태, 모양, 아키텍처)에 따른 구조물의 섬유들 간의 네트워크를 형성한다. 이와 같이, 3-차원 섬유 증착을 이용하여, 주기적인 구조물이 수득된다.
본 발명의 일 구현예에서 제1 및 제2 무기 바인더를 촉매성 물질에 가하여 (또는 제1 및 제2 무기 바인더와 함께 촉매성 물질의 섬유를 갖는 구조물을 쌓아서), 로보캐스팅된 (3-차원) (내제된) 촉매성 구조물 (또는 로보캐스팅된 모놀리드 (monolith)은 충분한 또는 더 개선된 기계적 특성 및 개선된 물리화학적 특성을 갖는다 (선행 기술의 촉매성 구조물보다). 또한, 본 발명의 일 구현예에서 로보캐스팅된 구조물이 충분한 또는 더 개선된 기계적 특성을 갖는다는 것과, 이의 촉매적 특성, 즉 구조물 내 활성 촉매 성분의 활성이 개선된다는 것 (선행 기술의 촉매성 구조물보다) 이 발견되었다.
3-차원 (내제된) 촉매성 구조물을 가공하기 위한 본 발명의 일 양태에서 사용된 3D 섬유 증착 또는 로보캐스팅 제조 방법에서, 첨가된 무기 바인더는 일명 영구적인 무기 바인더이다. 3D 섬유 증착 또는 로보캐스팅 제조 방법 동안, 일시적인 유기 첨가제(예를 들면 메틸셀룰로오스)도 압출형의 리올로지(rheology) (유동 거동)을 변형하기 위해 첨가된다. 더 구체적으로, 일시적인 유기 첨가제는, 유기 첨가제가 형성된 구조물로부터 제거된 후, 형성된 3D (내제된) 촉매성 구조물의 형성 특성(forming property) 또는 모양 유지 특성(shape retention property)을 개선하기 위해 첨가된다.
3-차원 (내제된) 촉매성 구조물을 가공하기 위한 본 발명의 일 구현예에서 3D 섬유 증착 또는 로보캐스팅 제조 방법에서 사용되기 위한 적절한 유기 첨가제는 당해 업계의 기술을 가진 자에게 자명할 것이다.
3-차원 (내제된) 촉매성 구조물을 가공하기 위한 본 발명의 일 구현예에서 3D 섬유 증착 또는 로보캐스팅 제조 방법에서 사용되기 위한 유기 첨가제의 적절한 농도를 찾는 것은 사용된 무기 첨가제의 종류 뿐만 아니라 사용된 유기 첨가제의 종류에 의존하고 당해 업계의 기술을 가진 자에게 자명할 것이다.
본 발명의 구조물의 아키텍처는 주기적인 구조물, 유리하게는 주기적인 3D-프린트된 구조물이다. 이러한 주기적인 구조물은 층의 반복된 스택으로 형성될 수 있다. 상기 반복된 스택은 2, 3, 4개 이상의 층으로 구성될 수 있다. 각 층은 유리하게는 가능하다면 하나가 다른 하나에 평행하게 정렬되고 층 내에서 서로 떨어져 위치하는, 다수의 섬유를 포함한다. 반복된 스택 내 연속적인 층의 섬유들은 각각 서로에 대해 사선이고, 예를 들면 각각 서로에 대해 30° 내지 150°의 각도에서 또는 60° 내지 120°의 각도에서 배향된 축을 갖고, 예를 드면 각각 서로에 대해 직각인 축을 갖는다. 섬유들을 서로 떨어지게 함으로써, 채널이 형성된다. 섬유들이 직선인 경우, 층 내의 채널은 또한 직선일 것이다. 섬유들이 아치형 경로를 따르는 경우, 층 내의 채널은 구불구불할 것이다. 반복된 스택 내 층의 충분한 적층에 의하여, 적층의 방향을 따라 배향된 채널이 형성될 수 있다. 이러한 후자의 채널은 직선이거나, 구불구불함(tortuosity)을 나타낼 수 있다.
유리하게는, 구조물의 아키텍처가 직선 채널을 갖는 구조물, 지그재그 채널 구조물, 변화 구조물, 회전 구조물이다. 유리하게는, 구조물의 아키텍처는 직선 채널을 갖는 또는 지그재그 채널을 갖는 구조물이다.
본 발명의 문맥에서, 직선 채널을 갖는 구조물은 다음의 두 방향에서 직선 채널을 갖는 구조물을 가리킨다: 유동 및 방사상. 본 명세서에서 이러한 구조물은 1-1 구조물로 표시된다.
본 발명의 문맥에서, 유동 방향 내에서 지그재그 채널 및 방사상 방향 내에서 직선 채널을 갖는 구조물은 1-3 구조물로 표시된다.
본 발명의 문맥에서, 변화 구조물은 촉매 베드의 벽, 중심, 상단 및/또는 하단에서 더 많은 또는 더 적은 촉매를 갖는 3D 구조물을 가리킨다.
본 발명의 문맥에서, 회전 구조물은 채널과 같은 나선형의 또는 채널과 같은 이동된 나선형(shifted helix)의 3D 구조물을 가리킨다.
유리하게는, 콜로이드성 세라믹 성형 기술에 의한 본 발명의 구조물을 쌓음으로써, (거대)다공성 3D (내제된) 촉매성 구조물 (또는 로로캐스팅된 모놀리드)가 수득되고 촉매의 접근가능성이 강화된다 (선행 기술의 촉매성 구조물보다).
본 발명의 구조물의 거대기공의 기공 크기는 사용된 (콜로이드성 세라믹) 성형 기술, 사용된 촉매성 물질, 사용된 2개의 무기 바인더의 종류, 및 촉매성 구조물의 아키텍처에 의존한다.
더 유리하게는, 본 발명의 촉매성 구조물을 쌓는 (촉매성 물질을 포함하는 또는 구성하는) 세라믹 물질 다공성이다 (만들어진다).
다공성 세라믹 물질을 만들기 위한 적절한 방법은 당해 업계에서 기술을 자에게 분명할 것이다.
더 유리하게는, 본 발명의 일 구현예에서 3-차원 섬유 증착에 의한 구조물을 쌓음으로써, 로보캐스팅된 (거대) 다공성 3D (내제된) 촉매성 구조물 (또는 로보캐스팅된 모놀리드)이 수득되고 촉매의 접근가능성이 강화된다 (선행 기술의 촉매성 구조물보다). 직선 채널을 갖는 본 발명의 일 구현예의 3DFD 구조물이 도 1에서 보여진다. 3DFD의 문맥에서, 용어 거대다공성은 직경으로 50㎛보다 큰 기공 크기를 갖는 거대기공을 갖는, 로보캐스팅된 구조물의 공극률을 가리킨다.
더욱 더 유리하게는, 본 발명의 일 구현예에서 (3DFD) 로보캐스팅된 구조물의 섬유는 다공성이다 (만들어진다).
더 구체적으로, 본 발명의 일 구현예에서 구조물은 다공성 섬유들로부터 만들어진다 (3DFD에 의해서). 다공성 구조물의 섬유를 만들어서, 촉매의 접근가능성이 더욱 더 강화된다 (선행 기술의 촉매성 구조물보다).
더 유리하게는, 본 발명의 일 구현예에서 (3DFD) 로보캐스팅된 구조물의 섬유가 상 반전 (phase inversion)을 활용하여 (에 의하여) 다공성으로 만들어진다.
용어 상 반전은 다공성 구조(construct)를 만드는 기술에서, 예를 들면 Mulder M., Kluwer Academic Publishers, 1996로부터의 "Basic Principles of membrane Technology"로 표제된 책에서 정의된 것과 같이, 알려져 있다.
예를 들면 WO 2009/027525은 상반전에 기초한 3-차원 거대다공성 필라멘트 구조를 생산하는 방법 및 이로 인해 수득된 구조를 설명한다.
15% 무기 바인더에 대한 85% 촉매성 물질 의 비율로, 더 바람직하게는 25% 무기 바인더에 대한 75% 촉매성 물질의 비율로, 더욱 더 바람직하게는 35% 무기 바인더에 대한 65% 촉매성 물질의 비율로 촉매성 물질 및 2개의 (상이한 종류의) 무기 바인더 (의 조합)으로 만들어진 섬유들로 만들어진 본 발명의 일 구현예에서 로보캐스팅된 (거대)다공성 (내제된) 촉매성 구조물이, 충분하거나 더 개선된 기계적 강도를 갖는다는 것이(선행 기술 촉매성 구조물보다) 발견되었다. 또한, 본 발명의 이러한 구조물이 개선된 기계적 특성을 갖는다는 것과, 이의 촉매적 특성이 개선된다는 것이 발견되었다(선행 기술 촉매성 구조물보다).
유리하게는, 본 발명의 구조물은 (적어도 하나의) 추가적인 촉매 성분을 포함하며, 이는 세라믹 물질의 촉매성 물질과 상이하다.
더 구체적으로, 추가적인 촉매 성분의 물질은 구조물을 만드는 세라믹 물질의 촉매성 물질과 상이하다.
본 발명의 일 양태에 따라, 본 발명의 구조물은 촉매적 응용 또는 이온 교환 응용에서 사용될 수 있다.
유리하게는, 본 발명의 구조물은 촉매적 응용을 위해 사용된다.
더 유리하게는, 본 발명의 구조물은 메탄올에서 올레핀으로의 반응을 위해 사용된다.
본 발명은 다음의 실시예를 통해 추가적으로 예시된다.
실시예
아래에서 설명되는 실시예에서, 로보캐스팅은 촉매성 구조물을 얻기 위한 콜로이드성 세라믹 성형 기술로서 사용된다.
로보캐스팅 기술은 당해 업계에서 알려진 압출-기반의 로보틱 증착이다. 로보캐스팅된 (거대)다공성 3D (내제된) 촉매성 구조물 (또는 로보캐스팅된 모놀리드)을 위한 로보캐스팅 제조 방법 (또는 3-차원 (3D) 섬유 증착)을 수행하는 것은 당해 업계에서 기술을 가진 자의 실시 내에 잘 있다.
아래에서 설명된 실시예 1에서, 로보캐스팅된 3-차원 (내제된) 촉매성 구조물 (동일한 1-1 구조물을 가짐)은, 로보캐스팅된 구조물의 섬유를 가공하기 위하여 (또는 구성하기 위하여), 그 안에 첨가되는 제1 및 제2 무기 바인더의 상이한 조합을 갖는 (제1) 활성 촉매성 물질로서 제올라이트 ZSM-5 분말을 토대로 하여 제조된다.
메탄올에서 올레핀 (메탄올-에서-올레핀)의 전환에 적용된 로보캐스팅된 ZSM-5 구조물의 촉매 결과는 실시예 2에서 설명된다. 촉매적 특성에 대한 제1 및 제2 무기 바인더의 상이한 조합의 영향이 조사되었다. 촉매의 선택성 및 안정성에 대한 아키텍처의 영향 또한 본 발명의 로보캐스팅된 실리카/알루미늄포스페이트 2종 바인더 촉매의 2가지 상이한 아키텍처에 대해 증명된다.
본 발명의 로보캐스팅된 (3-차원의) (내제된) 촉매성 구조물을 형성하기 위해 사용되는 다른 적절한 (제1) 활성 촉매성 물질 및 사용된 2가지 상이한 종류의 무기 바인더의 다른 조합뿐만 아니라, 구조물의 다른 적절한 아키텍처 및 다른 종류의 반응에서 형성된 구조물의 용도가 본 명세서로부터 당해 업계의 기술을 가진 자에게 자명할 것이다.
다른 종류의 촉매성 반응은 예를 들면 질량 및 열 전달제한을 갖는 반응, 크게 발열인- (exo-) 및 흡열인 반응, 촉매 지지 안정성의 문제를 갖고/갖거나 안전에 대하 민감한 반응을 포함한다. 더 구체적으로, 다른 종류의 촉매 반응은 예를 들면 사바티에 반응 (CO2 + 4H2 -> CH4 + 2H2O에 의한 이산화탄소의 메탄화), 또는 산화질소 분해 반응 (2N2O -> 2N2 + O2)일 수 있다.
실시예 1:
1A. 로보캐스팅된 (거대) 다공성 3D (내제된) 촉매성 구조물의 제조
촉매 물질로서, 25의 Si/Al비를 갖는 제올라이트 ZSM-5 분말을 수드-케미(Sud-Chemie)에 의해 제공받았다 (입자 크기 분포 0.5 - 22 ㎛, d50 8 ㎛). 제올라이트 분말을 받은 대로 사용했다.
벤토나이트 (VWR), 콜로이드성 실리카 (Ludox HS-40, Sigma Aldrich), 또는 알루미늄포스페이트 용액 (Litopix P-1, Zschimmer und Schwartz)을 제1 및/또는 제2 영구적 무기 바인더로서 사용했다.
사용 전에, 벤토나이트를 물로 밀링했다 (milled). 콜로이드성 실리카 및 알루미늄포스페이트를 15mm 지르코나 볼을 이용하여 250 rpm에서 45분 동안 밀링하여 정확한(right) 입자 크기 분포를 얻었다 (d50 < 10 ㎛).
바인더를 물과 혼합하고, 그 결과 현탁액을 형성한 후, 제올라이트를 상기 현탁액에 가하고 행성형 원심분리 혼합기 (planetary centrifugal mixer)를 이용하여 1900 rpm에서 2분 동안 혼합했다. 사용된 바인더(들)의 종류에 따라, 좋은 유동 거동의 수득된 제올라이트/바인더 페이스트를 얻기 위하여, 물 함량을 고체 중량 함량의 37% 내지 65%에서 변화시켰다. 격렬한 교반으로 인해 슬러리 온도가 증가하면, 점도 있는 페이스트를 압출 전에 실온으로 냉각시켜, 페이스트 조성물 내 물 증발 및 변화를 예방했다. 이중 바인더 시스템의 경우, 상이한 바인더의 비율은 50/50이었다. 단일 및 이중 바인더(들) 시스템 모두에서, 무기 바인더(들)의 총량에 대한 제올라이트의 비율은 65wt% 제올라이트/35wt% 바인더였다.
당해 업계에 공지된 것처럼, 페이스트의 압출 거동은 리올로지에 의존한다. 압출형(extrudate)의 전단박화(shear thinning) 효과는 압출 동안 놓은 유동 거동에 필요하고 충분히 높은 고 점도는 압출 동안 및 압출 후에 구조물의 붕괴를 피하기 위해 필요하다. 또한, 로보캐스팅 과정 동안 구조물의 건조를 조절하기 위해, 온도 및 습도는 압출에 중요하다
수득된 페이스트가 낮은 전단 속도에서 낮은 점도를 보이는 경우에, 메틸셀룰오오스 (Acros Organics)은 페이스트(또는 압출형, 또는 압출 페이스트)의 리올로지를 변형시키기 위한 일시적인 유기 첨가제로서 사용된다. 추가적인 유기 첨가제가 벤토나이트 바인더를 갖는 압출형에 가해지지 않았던 반면, 다른 압출 페이스트에서는 0.5 wt% 내지 1 wt% 메틸셀룰로오스 (Acros Organics)가 로보캐스팅에 적절한 페이스트의 전단박화 거동을 달성하기 위해 사용된다.
로보캐스팅 방법에서 사용되기 위한 유기 첨가제의 적절한 농도를 찾는 것은 사용된 유기 첨가제의 종류에 의존하고 당해 업계의 기술을 가진 자의 실시 내에 있다. 예를 들면 실리카 바인더에서 0.5 wt% 및 알루미늄포스페이트 바인더에서 1 wt%의 메틸셀룰로오스 농도는 적절한 압출 거동을 갖는 페이스트를 생성시켰다.
구조물의 로보캐스팅을, 컴퓨터 수치 제어된 머신 (computer numerical controlled machine; CNC) 상에 있는 얇은 0.9 mm 노즐을 이용하여 수행했다. 압출 과정을 위해, 페이스트 내 (바인더 및 촉매성 물질) 입자의 크기는 노즐의 너비보다 적어도 10배 정도 작아야 한다. 좋은 유동 특성을 달성하기 위해, 바인더 및/또는 촉매성 물질의 입자 크기가 사용된 노즐의 너비보다 큰 경우에, 추가 밀링 과정을 수행한다.
노즐을 통한 페이스트의 연속적인 압출 및 X, Y 및 Z 방향 에서 CNC 머신의 프로그램된 이동 (즉, 로보캐스칭 단계)에 의해서, 구조물이 한층 한층 만들어진다. 페이스트는 섬유를 형성하는 연속적인 필라멘트로 단일 노즐을 통해 압출된다. 도 2에 나타난 것과 같이, 다수의 섬유가 각 층 내 서로 거리를 갖고 떨어져서 나란히 정렬된다. 섬유의 (축의) 배향은 연이은 층 사이에서 변화되어 방사상 방향(섬유 축의 방향)에서 연신하는 채널을 갖고 유동 방향 (즉 층의 스택킹의 방향)에서 연신하는 채널을 갖는 크게 다공성인 구조물을 수득한다. 도 2 내 주기적인 구조물은 2개 층의 반복된 스택으로 구성된다. 그러나, 다른 구조물이 용이하게 착상될(conceive) 수 있다.
한 층 한 층 구조물을 쌓는 것에서 핵심적인 구성요소는 압출형의 체적 유동 및 노즐의 이동 속도이다.
노즐의 속도가 CNC 머신에 의해 결정되기 때문에, 압출의 속도가 노즐의 직경에 따라 조절된다. 압출형의 적절한 유동을 찾는 것은 당해 업계에 기술을 가진 자의 실시 내에 있다. 0.9 mm 노즐의 경우, 유동은 600 ㎕/분에서 유지되었다.
균질한 체적 유동 속도를 달성하기 위하여, 페이스트 저장소 내에서 플런저 (plunger)의 일정한 이동을 이용하여 연속적인 필라멘트로 단일 노즐을 통해 페이스트를 압출한다. 압출 온도를 20℃에서 유지했고 상대 습도 (RH)는 70%였다.
섬유들 간의 열린 공극율(open porosity)은 55% 내지 95%, 유리하게는 65% 내지 95%, 유리하게는 65% 내지 80% 범위일 수 있다.
구조물은 68%의 섬유들간 열린 공극율을 갖게 합성되었으며, 구조물(고체 물질)의 내부 공극율은 고려되지 않았다.
결함 (defect)-없는 자가-지지 촉매 구조물 (이로 인해 상이한 층의 붕괴를 회피함)을 달성하기 위한 로보캐스팅 후 샘플을 건조시켰다.
로보캐스팅 방법에서 사용되기 위한 적절한 건조 방법을 찾는 것은 사용된 바인더의 종류에 의존하고 이는 당해 업계에 기술을 가진 자의 실시 내에 있다.
80% 상대 습도 및 2일 동안 25℃의 조절된 대기에서 로보캐스팅한 후 (합해진, 이종의) 벤토나이트-실리카 바인더 및 (합해진, 이종의) 벤토나이트-알루미늄포스페이트 바인더를 이용하는 샘플을 천천히 건조시켰다. 분당 1℃의 가열 속도를 이용하여 3시간 동안 550℃에서 건조된 구조물을 소결시켰다(calcine). 동일한 조건 하에서 로보캐스팅 후 단일 벤토나이트 바인더를 이용한 비교예 또한 천천히 건조시켰다.
(합해진, 이종의) 실리카-알루미늄포스페이트가 결합된 샘플을 구조물의 붕괴를 피하기 위한 로보캐스팅 과정 동안 빠르게 건조시켰다. 단일 실리카 바인더를 이용한 비교예뿐 아니라 단일 알루미늄포스페이트 바인더를 이용한 비교예도 로보캐스팅 과정 동안 빠르게 건조시켰다.
3D-컴퓨터 단층촬영 (3D-CT) 스캔은 로보캐스팅된 구조물에서 결함이 없음을 보여줬다. 로보캐스팅된 지지 물질은 구조물 전반에 걸쳐 완벽히 균일하다.
도 2는 본 발명의 로보캐스팅된 2종 바인더 벤토나이트/실리카 촉매성 구조물의 3D-CT 스캔 이미지의 예시이다.
1B. 촉매성 구조물의 특성화
리올로지 기술을 사용하여 전단 속도의 작용으로서 압출 페이스트의 점도를 결정했다(kinexus rheometer, Malvern Instruments, Worcestershire, 영국).
전단 속도는 25℃의 온도에서 0.01 내지 1000 s-1사이로 변화했다.
10 mm의 빔 길이를 갖는 레이저 회절 (Mastersizer X, Malvern Instruments, Worcestershire, United Kingdom)을 이용하여 입자 크기 분포를 측정했다.
BET 방법 (Autosorb-1, Quantachrome, 독일)을 이용하여 196℃에서 질소 수착에 의해 상이한 촉매의 겉보기의(apparent) 비 표면적을 측정했다.
X-선 회절 (XRD; X'pert PRO, Philips, Eindhoven, 네덜란드)를 이용하여 Cu-Kα X-선 공급원 (λ= 1.54056 Å)을 이용해 자가-지지 제올라이트 구조물의 상 및 결정성을 시험했다.
5 keV의 가속도 전압에서 냉전계방사형 주사전자현미경 (cold field emission scanning electron microscope) (FEG-SEM) 타입 JSM6340F (JEOL, Tokyo, 일본)을 이용하여 촉매의 표면 및 단면을 조사했다. SEM 동안 전자 빔 하에서 충전을 피하기 위해, Cressington 208 HR (UK) 및 Balzers Union SCD 040 (Balzers, 리히텐슈타인) 고배율 스퍼터-코터(high resolution sputter-cotter)로 각각 모든 샘플을 얇은 Pt(80)/Pd(20) (표면) 또는 Au (단면) 층 (~1.5 nm)으로 코팅했다. 섬유 상에 증착된 코팅의 두께를 결정했다. 순수한 제올라이트 분말 및 이들의 산성도 측정을 위한 코팅 상에 NH3-온도 프로그램된 증착 (NH3-TPD)을 수행했다(Autosorb-iQ-Chemi, Quantachrome, 독일). TPD 측정 전에, 제올라이트로부터 모든 흡착된 물을 제거하기 위해 진공 하에서 200℃에서 16시간 동안 샘플의 기체를 뺐다 (outgass). 전-처리 후 샘플을 100℃에서 암모니아로 포화시켰다. 30 분 동안 헬륨 유체로 초과 암모니아를 제거했다. 암모니아 탈착 동안 10℃/분의 속도에서 100℃ 내지 750℃로 온도를 증가시켰다. 탈착된 암모니아를 열 전도도 검출기 (TCD)를 이용해 검출했다.
1C. 물리화학적 특성
촉매성 물질로 제올라이트 ZSM-5에 기초한, 로보캐스팅된 (거대)다공성 3D (내제된) 촉매성 구조물 (동일한 1-1 구조를 가짐)을 1A 부분에서 제시된 것과 같이 제조한다. 무기 바인더의 상이한 조합을 갖는 구조물을 조사했다. 하나의 단일 무기 바인더만을 이용한 구조물을 비교예로서 분석했다.
본 발명의 2종 바인더 로보캐스팅된 구조물 (35 wt% 2종 바인더 대 65 wt% 촉매성 물질)의 물리적 특성이 표 1에 주어진다.
| 구조물 | BET 표면적 (m²/g) |
미세기공 표면적 (m²/g) |
공극 부피<50nm (cm³/g) |
거대기공 부피 (cm³/g) |
충돌 세기 (Crush strength) (MPa) |
| H-ZSM-5 (100% ZSM-5) |
428 | 379 | 0.159 | - | - |
| 벤토나이트/AlPO4 (65 wt% ZSM-5) | 219 | 140 | 0.111 | 0.404 | 1.54 |
| 벤토나이트/실리카 (65 wt% ZSM-5) | 301 | 242 | 0.282 | 0.572 | 0.66 |
| 실리카/AlPO4 (65 wt% ZSM-5) |
177 | 126 | 0.051 | 0.445 | 0.57 |
표 1: 본 발명의 상이한 2종 바인더 구조물의 물리적 특성
단일 바인더 로보캐스팅된 구조물(35 wt% 단일 바인더 대 65 wt% 촉매성 물질) 물리적 특성이 표 2 내에 주어진다(비교예).
| 구조물 | BET 표면적 (m²/g) |
미세기공 표면적 (m²/g) |
기공 부피<50nm (cm³/g) |
거대기공 부피 (cm³/g) |
충돌 강도 (MPa) |
| H-ZSM-5(100% ZSM-5) | 428 | 379 | 0.159 | - | - |
| 벤토나이트 (65 wt% ZSM-5) | 292 | 250 | 0.185 | 0.734 | 0.21 |
| 실리카 (65 wt% ZSM-5) | 305 | 234 | 0.266 | 0.412 | 0.22 |
| AlPO4(65 wt% ZSM-5) | 124 | 118 | 0.061 | 0.471 | 0.54 |
표 2: 상이한 단일 바인더 구조물의 물리적 특성 (비교예)
질소 수착 측정은 바인더의 본래 및 조합이 최종적인 구조물의 비표면적 및 기공 부피에 영향을 가짐을 나타냈다.
단일 벤토나이트가 결합된 샘플 및 단일 실리카가 결합된 샘플의 미세기공 표면적 (표 2)은 ZSM-5 제올라이트에 비교할 때 현저하게 다르지 않다. 그러나 단일 알루미늄포스페이트가 결합된 샘플은 제올라이트의 기공 내 바인더의 침입으로 인해 미세 기공 면적에서 감소를 보였다. 문헌 (Freiding 등, Appl. Catal. A Gen. 328 (2007) 210)에서 이미 소결 후, 이러한 바인더가 제올라이트의 기공을 막아서 미세 기공 면적 및 미세기공 부피의 손실을 초래할 수 있다는 것이 제시되었다.
표 1로부터, 본 발명의 2종 바인더 구조물에서 질소 수착 측정이 표 2ㅔ 나타난 단일 바인더 구조물의 것과 대응되는 것을 알 수 있다.
알루미늄포스페이트 바인더를 갖는 2종 바인더 구조물(표 1)은 표 2에 나타난 단일 바인더 구조물과 비교할 때 비표면에서 감소를 보이지만, 알루미늄포스페이트의 농도가 2종 바인더 구조물에서 더 낮기 때문에 표 1 내의 감소가 단일 알루미늄포스페이트 바인더보다 작다.
Hg-공극율 측정은, 사용된 바인더에 따라, 단일 바인더 구조물과 비교할 때, 본 발명의 2종 바인더 구조물의 공극율의 중간 거동을 보여준다.
표 1 내에 충돌 시험의 결과는 본 발명의 구조물 내 상이한 바인더의 조합 효과가 최종적인 구조물의 기계적인 강도에 유리하고, 심지어 시너지 효과를 발생시킴 (촉매 구조물 내에서 2개의 상이한 바인더의 사용의 조합 효과 및 이들의 상호간 상호작용이 최종적인 구조물의 기계적 강도에 유리함)을 나타낸다. 이는 벤토나이트 바인더가 상이한 층의 좋은 상호연결을 갖는 결합-없는 구조물이 압출되도록 하는 반면, 다른 바인더는 소결 동안 제올라이트 및 벤토나이트 간의 강한 네트워크를 형성함을 시사한다.
벤토나이트 바인더와 합해진 알루미늄포스페이트 바인더(표 1)는 단일 바인더 시스템에 비해 (표 2), 산업적인 용도에 매우 충분한, 우수한 기계적 강도를 갖는 구조물을 발생시킨다. 더 구체적으로, 알루미늄포스페이트/벤토나이트 이종 물질은 단일 알루미늄포스페이트 바인더 샘플보다 3배 더 높은 강도를 보이고 단일 벤토나이트 샘플보다 7배 이상 높은 강도를 보인다. 이러한 시너지 효과는 또한 벤토나이트/실리카 샘플에 응용가능하며, 이러한 2종 바인더 구조물이 단일 바인더 실리카 및 벤토나이트 구조물보다 3배 높은 기계적 강도를 갖기 때문이다.
실리카 바인더를 알루미늄포스페이트 바인더와 결합한 구조물은 충분한 기계적 강도를 갖는다(그러나 단일 바인더 시스템과 비교할 때 우수한 기계적 강도를 발생시키지는 않는다).
표 2 내 단일 바인더 구조물에 대한 역학 시험의 결과는 단일 알루미늄포스페이트 바인더를 갖는 구조물이 다른 단일 바인더의 구조물보다 높은 기계적 강도를 가짐을 보여준다. 그러나, 단일 바인더 구조물의 기계적 강도 (표 2)는 본 발명의 2종 바인더 구조물의 기계적 강도 (표 1)보다 낮다.
본 발명의 구조물의 얻어진 기계적 강도 (의 값 또는 정도)는, 당해 업계의 단일 바인더 구조물의 기계적 강도의 관점에서 개선되었음에도 불구하고, 사용된 구조된 촉매의 종류에 의존한다 (즉, 사용된 2개 무기 바인더의 종류, 사용된 촉매성 물질 및 촉매성 구조물의 아키텍처에 의존한다). 수득된 기계적 강도 (의 값 또는 정도)는 구조물이 사용될 것으로 예상되는 응용을 고려하여 계산될 것임은 당해 업계에서 기술을 가진 자에게 분명할 것이다.
도 3에 나타난 단일 바인더가 결합된 제올라이트 구조물의 NH3-TPD 프로파일은 촉매성 구조물의 형성하는 데 사용된 단일 바인더에 의존하는 산성도의 차이를 보여준다. 단일 벤토나이트 바인더는 제올라이트의 산점 (acid site)에 영향이 없는 반면, 단일 실리카 바인더를 갖는 구조물은 강한 산점에서 감소를 보여준다. Ludox HS-40 실리카 바인더 내에 존재하는 소량의 나트륨 이온이 제올라이트 내에 존재하는 산점의 일부를 중성화시켜 낮은 산성도를 초래한다. 단일 알루미늄포스페이트 바인더의 사용은 인 (phosphor)의 제올라이트의 산점과의 상호작용으로 인해 더욱 더 산성을 감소시킨다.
본 발명의 2종 바인더가 결합된 제올라이트 구조물의 NH3-TPD 측정의 결과가 도 4 내에 나타난다. 실리카의 이용은 산성도에서 상대적으로 작은 감소를 초래하는 반면 알루미늄포스페이트의 사용은 산성도에서 큰 감소를 초래한다.
실시예 1의 결과로부터 로보캐스팅된 구조물의 형성에서 사용된 바인더가 로보캐스팅 동안의 거동 뿐 아니라 최종적인 구조물의 물리화학적 특성에도 영향을 준다는 것을 보여준다.
상기 결과는 두 종류의 무기 바인더를 하나의 촉매 구조물 내에서 합하는 것이, 본 발명에서 설명한 것과 같이, 최종적인 구조물 내 바람직한 특성을 달성하기에 유리하다는 것을 증명한다.
실시예 1에서, 알루미늄포스페이트 또는 실리카와 같은 무기 바인더와 벤토나이트를 합하여, 단일 바인더 촉매 구조물에 비해(즉 선행 기술의 3D 촉매성 구조물에 비해) 우수한 기계적 특성이 얻어질 수 있음을 보여진다.
본 발명의 촉매성 구조물 내 이종 무기 바인더는, 실시예 1에서 설명된 것과 같이, 최종적인 성분의 비표면적, 공극율 및 산성도에 현저한 영향을 가짐을 증명한다.
실시예 2:
2A. 메탄올에서 올레핀으로 반응에서 로보캐스팅된 ZSM-5 구조물의 촉매적 결과
촉매성 물질로서 제올라이트 ZSM-5에 기반한, 로보캐스팅된 (거대)다공성 3D (내제된) 촉매성 구조물 (동일한 1-1 구조물을 가짐)은 1A 부분에서 제시된 것과 같이 제조된다. 무기 바인더의 상이한 조합을 갖는 구조물이 조사되었다. 오직 하나의 단일 바인더를 이용한 구조물 또한 비교예로 분석되었다.
촉매성 시험은 25 mm의 내부 직경 및 300 mm의 길이를 갖는 고정 베드 반응기 내에서 450℃의 온도 및 주위 압력에서 수행되었다. 25 mm의 길이를 갖는 촉매성 구조물은 얇은 층의 쿼츠 울 (quartz wool)로 팩킹되고 반응기의 중간에 위치된다. 쿼츠 울 및 반응기의 알루미나의 열전달계수가 매우 낮기 때문에 반응기는 준-단열(quasi-adiabatic)으로 간주될 수 있다. 이러한 샘플에서 촉매의 무게는 대략 3.4 g이었다. 제올라이트에서 65 퍼센트의 무게 부분으로, 이것은 반응기 내 대략 2.21g의 제올라이트를 발생시킨다. 비교를 위해 사용된 (순수한) 제올라이트 분말은 펠릿화되고 (pelletize) 체로 걸러졌다 (0.125-0.250 mm 부분). 펠릿화된 입자를 비활성이고 소결된 Al2O3로 희석하고, 구조화된 촉무로서 동일한 반응기에 위치시켰다.
질소 기체를 같이 공급하고 (300 ml/분) 메탄올(Merck, ≥ 99.9 %)을 희석제로 사용했다. 메탄올의 공급속도를 0.1 ml/분의 일정한 유속에서 HPLC 펌프를 이용하여 조절했고 1.4 g메탄올/g촉매/시간의 무게 시간당 공간속도 (weight hourly space velocity; WHSV)를 초래했다. 메탄올의 균질한 유동을 얻기 위해, 메탄올 및 질소를 200℃에서 등온 저장소 내에서 혼합했다. 이러한 혼합물을 가열된 라인을 통해 준-단열 반응기 구역에 공급했다. MTO에서 반응 엔탈피는 -4.6 kcal/mol (-0.54 kJ/gMeOH)이다. 반응의 열에 의해 유발된 반응기 내에서의 이론적으로 완벽히 단열적 온도 증가는 최대 75℃일 것이다. 레퍼런스 제올라이트 분말을 위해, 반응을 4.56-36.46 h-1의 범위 내 무게 시간당 공간 속도 (WHSV)에서 수행했다. 이중 열 전도도 감지기 및 불꽃 이온화 검출기를 이용한 기체 크로마토그래프로 생성물 분포를 분석했다(450-GC, Bruker, Bremen, 독일). 각 유속에서 평형을 달성한 후, 1시간의 등온 기간을 유지하고 4번의 기체 측정을 수행했다. 각 런(run) 후, 공기의 흐름 중에서 2시간 동안 550℃에서 코크(coke)의 소성(burning)에 의해 촉매 샘플을 재생시켰다.
샘플의 비활성화가 발생할 때까지 로보캐스팅된 샘플을 분석했다. 데이터 분석에서, 모든 C5+ 종을 하나의 그룹으로 합했다. 각 샘플에서 90 % 전환율로 선택성을 결정했다.
메탄올의 전환율을 다음의 식으로 계산했다:

상이한 성분의 선택성 및 수율을 다음의 식으로 정의했다:

n은 메탄올 및 디메틸에테르 (DME)를 제외한 생성물 흐름 내 모든 성분을 나타낸다.
모든 로보캐스팅된 구조물은 동일한 아키텍처 (즉 1-1 구조물)을 갖기 때문에, 샘플들 간의 차이는 사용된 상이한 바인더로부터 기인하는 물리화학적 차이에 관한 것이다.
본 발명의 상이한 2종 바인더 촉매(65 wt% ZSM-5 / 35 wt% 2종 바인더, 450℃)에서 스트림 상 시간 (time on stream; TOS)의 함수로서 메탄올에서 올레핀으로의 전환이 도 5 내에 나타난다.
상이한 단일 바인더 촉매(65 wt% ZSM-5 / 35 wt% 단일 바인더, 450℃)에서 스트림 상 시간 (TOS)의 함수로서 메탄올에서 올레핀으로의 전환이 도 6 내에 나타난다(비교예).
도 6 내 결과로부터, 단일 알루미늄포스페이트 바인더가 제올라이트의 활성점에 주요한 영향을 끼친다는 것이 분명하다. 이는 이미 문헌 (Freiding 등, Appl. Catal. A Gen. 328 (2007) 210)에서 바인더로부터의 포스페이트가 기공으로 확산되어 ZSM-5 제올라이트의 활성점과 상호작용할 수 있음이 시사되었다. 이론에 제한되지 않고, 이는 제올라이트의 낮은 산성도를 초래할 수 있다. 또한, 알루미늄포스페이트를 갖는 촉매의 비표면적 및 산성도가 감소한다는 것이 이미 상기 실시예 1에서 설명된 결과로부터 증명되었다, 알루미늄포스페이트의 고농도에서 활성점의 손실이 촉매의 활성도의 주요한 감소를 초래한다는 것이 분명하다. 문헌이 알루미늄포스페이트가 결합된 ZSM-5의 코킹 속도가 느리다는 것을 제시함에도 불구하고, 불활성화는 빠르며, 이는 아마도 남아있는 활성점의 매우 제한된 숫자로 인한 것이다. 단일 실리카 및 단일 벤토나이트 바인더 구조물은 메탄올 전환의 유사한 안정성을 보인다. 단일 실리카 바인더 샘플의 산성도가 단일 벤토나이트 바인더 샘플에서와 같이 살짝 낮아짐에도 불구하고 (실시에 1에서 논의된 도 3에 도시된 것과 같음), 스트림 상 시간의 기능에서 메탄올의 전환은 유사하다. 결과는 안정성이 산점의 숫자 및 강도에 주로 의존한다는 것을 보여준다.
도 5 내 결과로부터, 본 발명의 2종 바인더 시스템에서 스트림 상 시간의 함수로서 메탄올의 전환율은 단일 바인더 시스템(도 6)보다 안정성에서의 증가를 보인다. 벤토나이트/실리카 2종 바인더 촉매는 가장 높은 안정성을 보이며, 상기 안정성은 단일 실리카 시스템 및 단일 벤토나이트 시스템 (도 6 내)에서 보다 현저하게 높고, 시너지 효과를 나타낸다 (촉매 구조물 내 2개의 상이한 바인더의 결합 효과 및 이들의 상호간 상호작용은 최종적인 구조물의 안정성에 유리함). 이론에 제한되지 않고, 이러한 향상의 이유는 2종 바인더 촉매의 더 좋은 확산 특성일 수 있으며 이는 실리카/벤토나이트 바인더 시스템의 내부 메소(meso)- 및 거대공극율이 단일 실리카 바인더 시스템보다 더 높기 때문일 수 있다(실리카/벤토나이트 바인더 및 단일 실리카 바인더 시스템의 거대기공 부피는 각각 0.572 cm3/g 및 0.412 cm3/g이다). 실제로, 안정성이 촉매의 산성 특성 및 확산 특성 모두에 영향을 받기 때문에, 개선된 확산 특성과 함께 단일 벤토나이트와 비교할 때 강한 산성도의 약간의 감소는, 안정성을 증가시킨다. 더 좋은 확산 특성으로 인해, 두 바인더 모두를 이용한 높은 거대- 및 메소기공 부피의 조합은 함께 안정성을 개선시키는 것으로 보인다. 결과는 활성도 및 코킹 속도가 산점 강도 및 밀도와 공극율의 함수임을 보여준다.
실리카/알루미늄포스페이트 2종 바인더 샘플 및 벤토나이트/알루미늄포스페이트 2종 바인더 샘플도 단일 바인더 알루미늄포스페이트 시스템 (도 6 내)보다 안정성에서 중대한 향상을 나타낸다.
또한, NH3-TPD 측정 (참고 도 4, 실시예 1)은, 알루미늄포스페이트 농도가 최종 촉매의 산성도에 중대한 영향을 끼친다는 것과, 2종 바인더 시스템 내 이러한 농도는 단일 바인더 시스템의 것의 단지 절반이기 때문에, 산성도에서 감소는 현저한 것이 아니고 더 많은 (약 산의) 활성 점이 보존되는 것임을, 분명하게 보여준다. 낮은 강한 산점 밀도를 갖는 AlPO4/SiO2 샘플은 따라서 낮은 활성도를 극복할 수 있고 낮은 코킹 속도로 인한 더 높은 안정성을 발생시킬 수 있다. 실리카/알루미늄포스페이트 2종 바인더 샘플은 벤토나이트/알루미늄포스페이트 2종 바인더 샘플보다 더 느린 불활성화를 보인다.
90% 전환에서 본 발명의 2종 바인더 로보캐스팅된 구조물의 선택성(35 wt% 2종 바인더 대 65 wt% ZSM-5 촉매성 물질, 450℃)이 표 3 내에 주어진다.
| 샘플 | CH4 | C2H4 | C3H6 | C4H8 | C2-C4 알칸 | C5+ |
| ZSM-5 펠릿 | 6.4 | 13.6 | 12.2 | 23.8 | 27.5 | 16.5 |
| 벤토나이트/실리카 | 8.9 | 17.7 | 22.7 | 16.6 | 8.0 | 26.1 |
| 벤토나이트/AlPO4 | 4.4 | 19.1 | 33.0 | 13.9 | 7.6 | 22.0 |
| 실리카/AlPO4 | 2.6 | 12.0 | 42.7 | 12.7 | 0.3 | 29.7 |
표 3: 90% 전환에서 본 발명의 2종 바인더 로보캐스팅된 구조물의 선택성 (%) (35 wt% 2종 바인더 대 65 wt% ZSM-5 촉매성 물질, 450℃).
90% 전환에서 단일 바인더 로보캐스팅된 구조물의 선택성(35 wt% 단일 바인더 대 65 wt% ZSM-5 촉매성 물질, 450℃)이 표 4 내에 주어진다(비교예).
| 샘플 | CH4 | C2H4 | C3H6 | C4H8 | C2-C4 알칸 | C5+ |
| ZSM-5 펠릿 | 6.4 | 13.6 | 12.2 | 23.8 | 27.5 | 16.5 |
| 벤토나이트 | 12.4 | 17.5 | 25.0 | 14.6 | 6.9 | 23.6 |
| 실리카 | 9.8 | 20.7 | 14.1 | 17.7 | 10.3 | 27.4 |
| AlPO4 | 1.3 | 12.4 | 42.2 | 11.4 | 1.9 | 30.8 |
표 4: 90% 전환에서 단일 바인더 로보캐스팅된 구조물의 선택성 (%) (35 wt% 단일 바인더 대 65 wt% ZSM-5 촉매성 물질, 450℃) (비교예).
이들 표로부터의 결과를 비교하면, 실리카/알루미늄포스페이트 2종 바인더 촉매의 메탄올에서 가벼운 올레판으로의 선택성이 단일 바인더 알루미늄포스페이트 촉매의 것과 매우 유사하다는 것을 알 수 있다. 그러나, 이러한 2종 바인더 촉매의 안정성 (도 5 참조)은 단일 알루미늄포스페이트 바인더 샘플 (도 6 참조)의 것보다 현저하게 높다. 표로부터, 벤토나이트/실리카 2종 바인더 촉매 대 단일 바인더 벤토나이트 촉매의 선택성에 대한 유사한 결과가 보여질 수 있다(두 구조의 안정성은 상대적으로 높음). 대조적으로, 벤토나이트/알루미늄포스페이트 2종 바인더 촉매의 메탄올에서 가벼운 올레핀으로의 선택성이 단일 바인더 알루미늄포스페이트 촉매의 것과 유사함에도 불구하고, 이러한 2종 바인더 촉매의 안정성(도 5 참조)은 단일 알루미늄포스페이트 바인더 샘플의 것 (도 6 참조)보다 낮다.
더 구체적으로, 결과로부터 실리카/알루미늄포스페이트 2종 바인더 촉매가 프로필렌에 대한 높은 선택성을 나타낸다는 것을 알 수 있다. 무거운 알켄은 더 많은 부분의 생성물을 만드는 반면, 메탄 및 알칸 생성물은 제한적이며, 이는 선택성에 대한 메틸화 및 알켄의 크랙킹 순환 및 (폴리)메틸벤젠 메틸화 및 탈알킬화 순환에서 제한된 이용에 대한 중대한 영향으로 인한 것이다. 벤토나이트/알루미늄포스페이트 촉매의 가벼운 올레핀에 대한 선택성은 단일 바인더 알루미늄포스페이트 및 벤토나이트 촉매의 것 사이에 있다. 특성화는 또한 이것이 중간 확산 특성 (공극율) (표 1, 실시예 1 참조) 및 산성도 (도 4, 실시예 1 참조)를 나타냄을 보여준다. 마지막으로, 벤토나이트/실리카를 포함하는 샘플은 주요 경로로서 (폴리)메틸벤젠 루트의 이용 때문에 메탄 및 알칸 생성과 함께, 실리카 및 벤토나이트 촉매와 유사한 거동을 보인다.
실리카/알루미늄포스페이트 바인더를 갖는 촉매는 가벼운 올레핀의 가장 높은 수율을 보여주기 때문에, 촉매를 추가로 향상시키기 위해, 이 촉매의 상이한 아케텍쳐를 로보캐스팅했다. 결과를 다음의 부분에서 설명한다.
2B. 촉매성 구조물의 아키텍처의 변경
2B. 1. 섬유 직경의 효과
제1 단계에서 섬유 직경의 영향을 계산했다. 400, 900 및 1500 ㎛의 섬유 직경을 갖는 구조물의 촉매성 시험의 결과가 도 7 및 표 5에 나타난다.
| 샘플 | CH4 | C2H4 | C3H6 | C4H8 | C2-C4 알칸 | C5+ |
| 1.5 mm | 2.1 | 12.2 | 41.2 | 13.2 | 3.2 | 28.1 |
| 0.9 mm | 1.8 | 9.3 | 42.3 | 14.5 | 3.0 | 29.1 |
| 0.4 mm | 2.1 | 12.1 | 40.9 | 13.9 | 3.9 | 27.1 |
표 5: 90% 메탄올 전환율에서 상이한 섬유 직경을 갖는 구조물의 선택성 (%) (65 wt% ZSM-5 / 35 wt% 바인더, 450℃).
결과는 섬유 직경을 감소키면 안정성에서 약간 증가됨을 시사한다. 이는 구조물의 섬유 내부의 더 짧은 확산 경로의 결과일 수 있다. 버팀목(strut)의 직경이 증가되면, 반응물은 아마 촉매의 중간에 도달하기에 너무 느리게 확산되고 구조물의 섬유의 중심이 비사용되거나 덜 사용되어 남게 된다. 다른 한편으로는, 섬유의 직경은 섬유 내 체류 시간에 영향을 주며, 이는 코팅 속도에도 영향을 줄 수 있다. 그러나, 비활성화된 촉매가 분석되면, 버팀목의 중심은 검게 보이고, 이는 섬유의 중심에서 코팅을 가리킨다. 그래서 구조물의 섬유의 중심 부분이 반응에 참여하는 것처럼 보이지만 촉매 상의 코크 탈착은 확산 제한을 증가시킬 수 있고, 그래서 특정 시간-상-스트림 후 섬유의 중심이 이의 외부 쉘보다 덜 사용된다.
표 5 내에 나타난 결과로부터, 프로필렌 및 가벼운 올레핀에 대한 선택성은 섬유 직경의 감소에 따라 현저하게 변화하지 않는 것을 알 수 있다. 이는 상이한 섬유 직경을 갖는 샘플에서 반응 메커니즘 내 차이가 없음을 증명한다. 이론에 제한되지 않고, 비활성화에서 차이는 더 아마도 표면적의 손실에서 차이로 인한 것으로 믿어진다.
상이한 섬유 직경을 갖는 샘플의 결과는 반응의 시작에서 구조물의 섬유 내부 실제 질량 또는 열 전달이 없음을 시사한다. 코킹에 의한 비활성화가 더 긴 시간-상-스트림에서 발생하기 때문에, 섬유 직경이 작다면 제올라이트의 채널은 막히게 되고 일부 채널은 더 길게 접근가능한 것으로 보인다. 버팀목의 증가된 외부 표면으로 유발된 이러한 효과는 촉매의 완벽한 비활성화를 살짝 지연시킨다.
2B. 2. 공극율의 효과
거대다공성에서 상이한 촉매성 구조물로 메탄올에서 올레핀으로의 (MTO) 반응에 대한 시간-상-스트림의 결과가 도 8 및 표 6에서 나타난다.
| 샘플 | CH4 | C2H4 | C3H6 | C4H8 | C2-C4 알칸 | C5+ |
| 75% | 1.4 | 9.4 | 43.1 | 14.4 | 2.1 | 29.5 |
| 68% | 1.8 | 9.3 | 42.3 | 14.5 | 3.0 | 29.1 |
| 55% | 1.5 | 14.1 | 41.7 | 15 | 4.4 | 23.3 |
표 6: 90% 메탄올 전환율에서 상이한 공극율을 갖는 구조물의 선택성 (%) (65 wt% ZSM-5 / 35 wt% 바인더, 450℃).
더 높은 공극율 (75%)에서, 안정성이 68% 공극율을 갖는 표준 촉매보다 현저하게 증가한다. 구조물 내에서 55% 공극율을 갖는 샘플은 감소된 안정성을 보였다.
공극율의 차이가 단지 열린 앞면적에서의 차이의 결과이기 때문에, 구조물을 통한 기체 속도는 구조물의 더 높은 공극율 및 더 낮은 공극율에 따라 더 높거나 더 낮았다. 이러한 방식에서, 또한 질량 및 열 전달 특성이 영향을 받았다. 더 낮은 벌크 질량 및 열 전달 및 유동의 방향에서 더 큰 기공은 반응기의 입구에서 촉매적 표면 상의 더 낮은 농도의 메탄올을 발생시킬 수 있다. 즉, 더 적은 열은 국지적으로 방출도리 것이고 따라서 발열 MTO 반응으로부터의 열 생성은 동일한 양의 촉매에서 더 긴 길이의 촉매 베드에 걸쳐 퍼져 나갈 수 있다. 그러므로 베드는 더 확산된다. 이러한 방식에서 코킹은 감소될 수 있다.
반응의 시작 단계(start-up phase)에서 완전한 전환에 도달하는데 걸리는 시간이 더 길기 때문에, 더 큰 공극율을 갖는 베드에서 초기 활성도는 더 낮은 공극율을 갖는 샘플보다 더 낮다는 것을 주의해야 한다(45분 대 15분). 또한, 100% 전환율은 높은 공극율의 촉매 베드에서는 절대 도달될 수 없다. 나아가, 반응기가 완전한 단열성이 아니고 일부 열 전달이 반응기의 표면을 통해 발생한다면, 더 긴 베드가 외부와 더 많은 열을 전달할 수 있다. 따라서, 반응의 발열 성질로 인한 촉매 베드에서 온도 증가는 더 낮은 공극율을 갖는 구조물에 비해 더 낮을 수 있다.
표 6에 나타난 결과로부터, 상이한 공극율을 갖는 샘플들 간 프로필렌 선택성의 분명한 차이는 없는 것을 알 수 있다. 다른 한편으로 에틸렌 수득율은 더 낮은 공극율을 갖는 구조물에서 더 높다. 촉매 베드 내부 온도가 촉매 부피당 전환된 메탄올의 양에 의존하기 때문에, 고 밀도 구조물이 고온의 섬유 내부를 가져서, 크랭킹 속도를 증가시킬 것으로 예상할 수 있다. 반응기 내부의 더 높은 온도가 선택성에서도 현저한 영향을 가질 수 있다.
결과는 더 높은 온도가 에틸렌 선택성과 무거운 올레핀에 대한 더 낮은 선택성을 촉진함을 보여준다. 더 무거운 알켄의 크래킹 속도가 증가하여, 더 높은 에틸렌 수율 및 C5-C7 알켄의 더 낮은 수율을 초래한다. 다른 한편으로는, 가장 낮은 공극율을 갖는 구조물 내의 증가된 압력의 하락은 선택성에 영향을 끼칠 수 있다.
2B. 3. 섬유 스택킹의 효과
본 발명의 실리카/알루미늄포스페이트 2종 바인더 촉매의 상이한 아키텍처를 로보캐스팅했다. 구조물 내 채널의 아키텍처 및 이에 따라 확산 경로 및 구불구불함은, 로보캐스팅 과정 동안 상이한 층의 스택킹을 변화시킴에 의해 변화된다. 더 구체적으로, 1-1 및 1-3 스택킹을 갖는 3DFD 구조물을 0.9 mm 직경 노즐 및 1.1 mm의 프로그램된 섬유간 거리를 이용하여 제조했다.
1-1 적층된 3DFD 구조물은 유동의 방향 내 직선 채널 (1.1 x 1.1 mm)과 함께 2가지 방향에서 더 작은 방사상 채널 (1.1 x 0.45 mm)을 갖는다. 직선 채널을 갖는 구조화된 지지체는 유동 내 더 매우 낮은 구불구불함을 갖고 반응물의 역 혼합 (back mixing) 및 넓은 접촉 시간 분포를 극복하는 것을 돕는다. 1-1 구조물의 섬유들은 사각형의 대칭을 나타낸다. 이러한 사각형 구조물 (1-1 3DFD 구조물)의 광학 현미경 이미지는 도 9a (측면도) 및 도 9b (상면도) 내에 나타난다.
1-3 적층된 3DFD 구조물은 유동의 방향 내 지그재그 채널 (즉 구불구불한 경로) (1.1 x 1.1 mm) 및 2개 방사상 방향에서 더 작은 직선 채널 (1.1 x 0.45 mm)을 갖는다. 유동 방향 내 구불구불한 채널을 갖는 1-3 적층된 구조물은 면심 대칭성(face centered symmetry)을 갖는다. 이러한 면심 구조물 (1-3 3DFD 구조물)의 광학 현미경 이미지는 도 9c (측면도) 및 도 9d (상면도) 내에 나타난다. 그러나, 1-3 적층된 3DFD 구조물에서 사용된 물질은 도 9c 및 9d에서 나타난 것과 다른 크기를 갖는다. 이러한 구조물에서 촉매성 시험에서 적용된 치수는 상기 도면에서 각각 700㎛ 및 200㎛ 대신에 1100㎛ 및 450㎛이다.
구조화된 촉매 및 팩킹된 베드 간의 차이를 평가하기 위해서, 로보캐스팅된 구조물과 동일한 제올라이트-바인더 조성물을 갖는 펠릿도 압출에 의해 제조했다. 2 mm의 직경 및 15mm의 길이를 갖는 동일한 질량의 펠릿을 촉매성 시험을 위한 반응기 내에 주입했다.
상이한 아키텍처를 갖는 본 발명의 2종 바인더 실리카/알루미늄포스페이트 ZSM-5 촉매에서 시간상 스트림의 함수로서 메탄올에서 올레핀으로의 전환 (65 wt% ZSM-5 / 35 wt% 2종 바인더, 450℃)이 도 10에 나타난다.
90% 전환에서 상이한 아키텍처를 갖는 본 발명의 2종 바인더 Silica/AlPO4 촉매의 선택성 (35 wt% 2종 바인더 대 65 wt% ZSM-5 촉매성 물질, 450℃)가 표 7에서 주어진다.
| 샘플 | CH4 | C2H4 | C3H6 | C4H8 | C2-C4 알칸 | C5+ |
| 실리카/AlPO4 1-1 직선 채널 | 2.6 | 12.0 | 42.7 | 12.7 | 0.3 | 29.7 |
| 실리카/AlPO4 펠릿 | 0.7 | 5.8 | 47.1 | 13.9 | 0.9 | 31.6 |
| 실리카/ AlPO4 1-3 지그재그 채널 |
1.2 | 7.4 | 47.2 | 14.3 | 1.9 | 28.0 |
표 7: 90% 전환에서 상이한 아키텍처를 갖는 본 발명의 2종 바인더 Silica/AlPO4 촉매의 선택성 (%) (65 wt% ZSM-5 / 35 wt% 2종 바인더, 450℃).
도 10 내 촉매적 결과는 직선 채널을 갖는 구조물보다 68% 공극율을 갖는 촉매의 팩킹된 베드 또는 1-3 아키텍처(유동의 방향에서 지그재그 채널을 갖는 구조물)를 이용함으로써 안정성에서 현저한 개선을 보인다. 그러나, 직선 채널을 갖는 1-1 구조물의 초기 전환이 높고, 비활성화는 빠르다.
표 7로부터 팩킹된 베드 및 지그재그 1-3 채널된 샘플의 가벼운 올레핀으로의 선택성 또한 직선 채널을 갖는 구조물보다 더 현저하게 좋다는 것을 알 수 있다. 지그재그 채널을 갖는 구조화된 촉매는 거의 69%의 전체 C2-C4 올레핀 선택성을 갖는 팩킹된 베드보다 살짝 더 좋게 수행한다.
지그재그 채널을 갖는 팩킹된 베드 또는 구조물을 이용한 경우 생성된, 유동의 격동 (turbulence)는 구조물로부터 반응의 열을 더 효율적으로 제거하여, 코킹에 의한 더 느린 비활성화 및 더 적은 부반응을 초래한다 (따라서 개선된 선택성을 보여주는 촉매 구조물). 실제로, 비효율적인 열 제거 또는 전달은 구조물 도처에 걸쳐 핫스팟의 생성을 증가시킬 수 있다. 이러한 핫스팟에서, 열이 반응의 발열 성질로 인해 만들어지고 더 빠르고 더 적게 제어된 반응 및 더 많은 열의 생성으로 이어진다. 이러한 효과는 반응의 선택성에서 손실뿐 만 아니라 급격한 코크 생성 및 비활성화를 유도한다. 유체 흐름에서 구불구불함을 강화시키는 1-3 3D 설계된 구조물을 이용하여 수득된, 방사상 대류를 도입함으로써, 촉매의 방사상 열 전달 특성이 개선된다. 이와 같이, 반응은 더 제어되고 균일하고, 즉 핫스팟의 생성을 피하고 구조물 내부 유동의 더 효율적인 혼합으로 이어지며, 결국 더 낮고 아마도 상이한 코크를 초래한다. 더 높은 혼합 효율로 인해, 발열 반응의 열은 따라서 더 많이 제거되어, 1-3 구조화된 촉매의 표면에서 역시 더 낮은 온도를 발생시킨다.
촉매적 선택성 및 안정성에서 유사함에도 불구하고, 팩킹된 베드는 여전히 1-3 구조화된 촉매에 비해 벌크 질량 확산 및 더 높은 압력 하락에서 중대한 단점을 갖는다 (벌크 질량 및 열 전달 특성은 지그재그 채널을 갖는 구조물에서 더 좋고 1-1 구조물보다 유동에서 높은 구불구불함). 1-3 구조물은 압력 하락에서 폼과 동일한 범위인 것으로 나타났으며, 동일한 외부 표면적에서 팩킹된 베드 내 압력 하락보다 여전히 10배 정도 낮은 것으로 나타났다. 1-1 스택킹을 갖는 구조물은 1-3 스택킹을 갖는 구조물보다 여전히 대략 3.5배 낮은 압력 하락을 보였다.
안정성 및 메탄올에서 올레핀으로의 전환의 선택성에 대한 ZSM-5의 상이한 바인더 영향은 실시예 2에서 보여졌다.
알루미늄포스페이트 바이더를 사용할 때 강한 산성도 (및 비표면적) 에서 감소로 인해, 반응의 선택성 (즉 가벼운 올레핀에 대한 선택성)이 개선된 것으로 보여진다. 그러나, 알루미늄포스페이트가 단일 바인더로 사용된다면, 촉매의 안정성은 아마도 활성점에서 중대한 감소로 인해 더 낮았다.
실시예 2 내 결과는 알루미늄포스페이트와 실리카 바인더를 함께 사용한 본 발명의 2종 바인더 시스템이 촉매의 수명을 현저하게 개선시키면서, 가벼운 올레핀에 대한 우수한 선택성에는 영향을 주지 않음을 증명한다. 이는 촉매 구조물 내 2개의 상이한 바인더의 사용의 조합 (시너지) 효과 및 이들의 상호간의 상호작용이 최종적인 구조물의 안정성 및 가벼운 올레핀에 대한 이의 선택성에 유리함을 나타낸다.
본 발명의 촉매성 구조물의 얻어진 안정성 및 선택성의 정도는 사용된 구조화된 촉매의 종류에 의존한다, 즉 사용된 2개 무기 바인더의 종류, 사용된 촉매성 물질 및 촉매성 구조물의 아키텍처에 의존한다 (그리고 구조물이 사용되는 응용을 고려하여 계산된다).
2개의 (상이한 종류의) 무기 바인더를 포함하는 촉매의 아키텍처를 변경함으로써, 촉매의 더 좋은 수명 및 선택성이 얻어질 수 있다. 섬유 직경이 감소되고 공극율이 증가면서 촉매의 안정성이 개선되었다. 다른 한편으로는 선택성은 오직 구조적인 특성(섬유 직경 및 공극율)의 변화에 의해서만 살짝 영향을 받았다. 1-3 아키텍처(유동 방향 내에서 지그재그 채널)를 갖는 실리카/알루미늄포스페이트 ZSM-5 촉매성 구조물은 유동 방향에서 구불구불함으로 인해 (즉, 이러한 종류의 구조화된 촉매의 더 나은 질량 및 열 전달 특성으로 인해) 직선 채널을 갖는 1-1 구조물보다 개선된 안정성 및 선택성을 나타냈다.
따라서 촉매의 아키텍처에서 변화가 이의 촉매적 특성에 중대한 영향을 가짐이 보여졌다. 즉, 촉매 아키텍처는 심지어 고려중인 응용의 기능에서 추가로 조절될 수 있다. 더 구체적으로, 공극율, 벽 두께 및 채널의 아키텍처는 촉매적 특성 및 촉진하는 바인더의 첨가에서의 변화로 독립적으로 조절도리 수 있다. 더 복잡한 설계 또한 가능하다: 예를 들면 벽 또는 중심에서, 또는 촉매의 상단 또는 하단에서 더 많은 촉매 또는 더 적은 촉매를 갖는 변화 구조물; 또는 더욱 더 좋은 혼합 효율을 위한 나선형 유사 채널 (즉 연이은 층들이 이전 것보다 작은 각도로 회전함) 또는 이동된 나선형 유사 채널을 갖는 회전하는 구조물.
실시예로서 MTO 반응을 이용하면, 촉매 베드의 시작에서 높은 공극율을 가지고 촉매 베드의 끝으로 촉매의 밀도가 증가하게 이어지는 변화 구조물이 유리할 수 있다. 이러한 방식에서, 반응의 열은 촉매 베드의 길이에 걸쳐 더 많이 소멸된다. 실제로, 메탄올의 농도가 MTO 반응의 시점에서 여전히 높기 때문에, 촉매를 치는 메탄올 분자의 횟수는 촉매 베드의 시작에서 더 낮다. 메탄올의 농도가 감소할수록, 촉매를 치는 메탄올의 횟수가 밀도 증가에 따라 증가하며, 반응의 열을 더 많이 확산되게 한다.
예를 들면 회전 구조물은 상대적으로 낮은 압력 하락에서 높은 혼합 거동을 가질 수 있다.
또한, 바인더의 양 및 상이한 바인더의 비율은 구조물이 사용되는 응용에 따라 변경될 수 있다. 로보캐스팅 기술의 사용 및 현탁액 조성물의 세심한 선택이 촉매적 시스템의 최적화에 의한 공정 강화에 유리한 이점일 수 있다.
상기 설명 및 실시예 1 및 2로부터, 따라서 본 발명은 선행 기술의 촉매적 조성물 및 구조물의 단점을 극복하는, 개선된 촉매적 조성물 및 이로 만들어진 촉매성 구조물을 제공하게 된다.
본 발명은 (선행 기술의 촉매성 구조물보다) 개선된 기계적 특성 및 물리화학적 특성을 갖는 (내제된) 촉매성 구조물을 제공한다.
본 발명의 (내제된) 촉매성 구조물은 또한 (선행 기술의 촉매성 구조물보다) 개선된 촉매적 특성을 갖는다.
더 구체적으로, 본 발명의 구조물 내 활성 촉매 성분의 효율성이, 선행 기술의 촉매성 구조물보다, 개선되었다.
삼차원 섬유 증착과 같은 급속한 원형화(prototyping) 기술은 상이한 아키텍처를 갖는 주기적인 촉매적 지지체를 제조하게 하며, 상기 촉매는 구조물 전반에 걸쳐 매우 균일하다. 더 구체적으로, 3D-프린팅 기술, 유리하게는 3차원 섬유 증착 기술을 이용하여, 촉매의 아키텍처가 최적회되어 개선된 질량 및 열 전달 특성으로 이어져, 촉매의 활성도, 선택성 및 안정성을 개선시킬 수 있다. 섬유의 스택킹은 최종적인 촉매의 질량 및 열 전달 특성 및 압력 하락에 중대한 영향을 갖는다. 구조물의 층의 스택킹을 변화시킴에 따라, 격동하는 유동을 주입하는, 매우 주기적인 구조물이 생성될 수 있음이 보여졌다. 구불구불함 (혼합, 접촉 시간, 등) 및 전체 이용가능한 촉매 표면 내 확산의 용이성에 관한 양태는 활성도, 선택성 및 안정성의 성능에 분명하게 영향을 준다.
또한, 자가-지지 촉매를 제조하는 로보캐스팅 기술의 이용은, 예를 들면 기술 분야에 알려진 코팅된 구조화된 지지체보다, 구조물 내 활성 성분의 효율성을 향상시키고 반응기 부피 당 활성 물질의 주입을 증가시킨다.
또한, 내제된 촉매성 구조물의 직접 합성은, 촉매의 충분한 주입을 위한 지지체의 제조에 뒤따른 하나 또는 다수의 코팅보다, 제조 동안 더 적은 공정 단계를 필요로 한다.
비록 상기 실시예는 본 발명의 촉매성 구조물을 얻기 위한 로보캐스팅 제조 방법을 이용하여 예시되었지만, 다른 종류의 콜로이드성 세라믹 성형 기술 (예를 들면 통상적인 압출, 폼 제조, 워시코팅, 또는 이와 유사한 것)이 본 발명의 촉매성 구조물을 수득하기 위해 적용될 수 있음은 당해 업계에 기술을 가진 자에게 분명할 것이다.
Claims (37)
- 다음 단계를 포함하는, 벌크 촉매성 구조물(bulk catalytic structure)을 적층하는(building) 방법:
- 세라믹 물질을 포함하는 조성물을 성형하여 미소성 구조물 (green structure)을 수득하는 단계로서, 상기 세라믹 물질은 촉매성 물질 및 제1 및 제2 무기 바인더를 포함하는 것인, 단계;
- 상기 미소성 구조물을 소성하여(firing) 벌크 촉매성 구조물을 수득하는 단계로서, 상기 구조물은 일체식(monolithic)이고 유동 방향 (flow direction)으로 연장하는 길이를 갖는 제1 채널 및 방사상 방향 (radial direction)으로 연장하는 길이를 갖는 제2 채널을 포함하고, 여기서 상기 제1 채널 및 제2 채널은 유동적으로 연결된 것인, 단계.
- 제1항에 있어서, 상기 성형 단계는 상기 조성물의 현탁액, 슬러리 또는 페이스트를 제조하는 단계 및 상기 현탁액, 슬러리, 또는 페이스트를 성형하여 상기 미소성 구조물을 수득하는 단계를 포함하는, 방법.
- 제2항에 있어서, 상기 성형 단계는 3-차원 섬유 적층(deposition)에 의해 상기 현탁액, 슬러리, 또는 페이스트를 섬유로 압출 성형하는 단계를 포함하며, 상기 섬유는 층상 네트워크를 형성하는 것인, 방법.
- 제3항에 있어서, 상기 섬유들은 섬유들 간의 제1 및/또는 제2 채널을 한정하도록 서로 떨어져 위치하는(space apart) 것인, 방법.
- 제2항 또는 제3항에 있어서, 상기 층상 네트워크는 교호하는 층들(alternating layers)을 포함하고, 상기 성형 단계는 상기 교호하는 층들 내의 섬유들 각각을 서로에 대해 사선이 되도록 정렬하는 단계를 포함하는 것인, 방법.
- 제5항에 있어서, 상기 교호하는 층들의 섬유들을 서로에 대해 직각이 되도록 정렬하는 단계를 포함하는, 방법.
- 제5항 또는 제6항에 있어서, 상기 섬유들은 교호하는 층들 각각에서 서로에 대해 평행한 것인, 방법.
- 제5항 내지 제7항 중 어느 하나에 있어서, 상기 교호하는 층들은 제1 교호 층 및 제2 교호 층을 포함하고, 제1 교호 층의 연속적인 것들로 섬유의 배치가 정렬되고, 제2 교호 층의 연속적인 것들로 섬유의 배치가 정렬되는 것인, 방법.
- 제5항 내지 제7항 중 어느 하나에 있어서, 상기 교호 층들은 제1 교호 층 및 제2 교호 층을 포함하고, 상기 방법은 섬유들을 서로에 대해 제1 교호 층의 연속적인 것들로 정렬되도록 배치하는 단계 및 섬유들을 엇갈리는 식으로(in a staggered fashion) 제2 교호 층의 연속적인 것들로 배치하는 단계를 포함하는, 방법.
- 제2항 내지 제6항 중 어느 하나에 있어서, 상기 섬유는 직선인, 방법.
- 제1항 내지 제10항 중 어느 하나에 있어서, 상기 세라믹 물질 내의 제1 및 제2 무기 바인더의 총량이 10 wt% 내지 50 wt%로 포함되는 것인, 방법.
- 제1항 내지 제11항 중 어느 하나에 있어서, 제1 및 제2 무기 바인더에 대한 촉매성 물질의 비율은 중량 기준으로 85/15 내지 65/35로 포함되는 것인, 방법.
- 제1항 내지 제12항 중 어느 하나에 있어서, 상기 제1 채널은 직선인, 방법.
- 제1항 내지 제6항 중 어느 하나에 있어서, 상기 제1 채널은 구불구불한(tortuous) 것인, 방법.
- 제1항 내지 제14항 중 어느 하나에 있어서, 상기 제2 채널은 직선인, 방법.
- 제1항 내지 제15항 중 어느 하나에 있어서, 상기 촉매성 물질은 제올라이트, 알루미나, 활성 알루미나 (activated alumina), 실리카, 실리카 겔, 지르코나, 세리아, 혼합된 금속 산화물, 활성탄, 탄소 분자체 (carbon molecular sieves), 금속-유기 구조체 (metal-organic frameworks), 또는 폴리옥소메탈레이트 (polyoxometalate)의 입자를 포함하는, 방법.
- 제1항 내지 제16항 중 어느 하나에 있어서, 상기 제1 무기 바인더는 벤토나이트(bentonite), 소듐 벤토나이트, 칼슘 벤토나이트, 칼륨 벤토나이트, 카올리나이트 (kaolinite), 몬모릴로나이트-스멕타이트 (montmorillonite-smectite), 일라이트 (illite), 녹니석 (chlorite), 및 아타펄자이트 (attapulgite)로 이루어진 군으로부터 선택되고; 상기 제2 무기 바인더는 콜로이드성 실리카 (colloidal silica), 콜로이드성 알루미나, 콜로이드성 지르코나, 콜로이드성 이트륨옥사이드, 및 콜로이드성 주석 옥사이드로 이루어진 군으로부터 선택된 것인, 방법.
- 제17항에 있어서, 상기 제1 무기 바인더는 벤토나이트이고, 상기 제2 무기 바인더는 콜로이드성 실리카인, 방법.
- 제1항 내지 제16항 중 어느 하나에 있어서, 상기 제1 무기 바인더는 벤토나이트, 소듐 벤토나이트, 칼슘 벤토나이트, 칼륨 벤토나이트, 카올리나이트, 몬모릴로나이트-스멕타이트, 일라이트, 녹니석, 및 아타펄자이트로 이루어진 군으로부터 선택되고; 상기 제2 무기 바인더는 알루미늄포스페이트, 마그네슘-크로뮴 포스페이트, 알루미늄-크로뮴 포스페이트, 및 아연 포스페이트로 이루어진 군으로부터 선택되는 것인, 방법.
- 제19항에 있어서, 상기 제1 무기 바인더는 벤토나이트이고 상기 제2 무기 바인더는 알루미늄포스페이트인, 방법.
- 제1항 내지 제16항 중 어느 하나에 있어서, 상기 제1 무기 바인더는 콜로이드 실리카, 콜로이드 알루미나, 콜로이드 지르코나, 콜로이드 이트륨옥사이드, 및 콜로이드 주석 옥사이드로 이루어진 군으로부터 선택되고; 상기 제2 무기 바인더는 알루미늄포스페이트, 마그네슘-크로뮴 포스페이트, 알루미늄-크로뮴 포스페이트, 및 아연 포스페이트로 이루어진 군으로부터 선택되는 것인, 방법.
- 제21항에 있어서, 상기 제1 무기 바인더는 콜로이드성 실리카이고 상기 제2 무기 바인더는 알루미늄포스페이트인, 방법.
- 세라믹 물질을 포함하는 조성물을 성형하여 미소성 구조물을 수득하는 단계 및 상기 미소성 구조물을 소성하여 벌크 촉매성 구조물을 수득하는 단계에 의해 수득된 벌크 촉매성 구조물로서, 상기 세라믹 물질은 촉매성 물질 및 제1 및 제2 무기 바인더를 포함하고, 상기 구조물은 일체식이고 유동 방향으로 연장하는 길이를 갖는 제1 채널 및 방사상 방향으로 연장하는 길이를 갖는 제2 채널을 포함하고, 여기서 상기 제1 채널 및 제2 채널은 유동적으로 연결된 것인, 벌크 촉매성 구조물.
- 제23항에 있어서, 상기 제1 채널 및 제2 채널을 따라 연장하는 섬유를 포함하고, 상기 섬유는 층상 네트워크를 형성하여 벌크 촉매성 구조물을 형성하는 것인, 벌크 촉매성 구조물.
- 제24항에 있어서, 상기 섬유는 직선인, 벌크 촉매성 구조물.
- 제24항 또는 제25항에 있어서, 주기적인(periodic) 구조를 포함하고, 상기 주기적인 구조는 층의 반복된 스택(stack)을 포함하고, 상기 반복된 스택의 각각의 층은 서로 떨어진 거리에서 정렬된 섬유들의 복수개(multiple ones)를 포함하며, 상기 반복된 스택의 연속적인 층의 섬유들은 상호간에 사선인 방향을 따라 배향되는(oriented) 것인, 벌크 촉매성 구조물.
- 제26항에 있어서, 층의 반복된 스택은 제1 교호 층 및 제2 교호 층을 포함하고, 상기 제1 교호 층의 연속적인 것들로 섬유의 배치가 정렬되고, 제2 교호 층의 연속적인 것들로 섬유의 배치가 정렬되는 것인, 벌크 촉매성 구조물.
- 제26항에 있어서, 층의 반복된 스택은 제1 교호 층 및 제2 교호 층을 포함하고, 상기 제1 교호 층의 연속적인 것들로 섬유의 배치가 정렬되고, 제2 교호 층의 연속적인 것들로 섬유의 배치가 엇갈리고(staggered), 상기 엇갈림은 상기 층들을 스태킹하는 방향에서 지그재그 채널을 형성하는 것인, 벌크 촉매성 구조물.
- 제26항 내지 제28항 중 어느 하나에 있어서, 상기 연속적인 층의 섬유들은 상호간에 직각인 것인, 벌크 촉매성 구조물.
- 제24항 내지 제29항 중 어느 하나에 있어서, 상기 섬유는 0.1 mm 내지 2 mm의 직경을 갖는 것인, 벌크 촉매성 구조물.
- 제23항 내지 제30항 중 어느 하나에 있어서, 상기 제1 채널은 직선인, 벌크 촉매성 구조물.
- 제23항 내지 제30항 중 어느 하나에 있어서, 상기 제1 채널은 구불구불한 것인, 벌크 촉매성 구조물.
- 제23항 내지 제32항 중 어느 하나에 있어서, 상기 제2 채널은 직선인 것인, 벌크 촉매성 구조물.
- 제23항 내지 제33항 중 어느 하나에 있어서, 0.25 cm3/g 내지 1.0 cm3/g, 바람직하게는 0.35 cm3/g 내지 0.75 cm3/g의 범위에 속하는 거대다공성(macroporous) 부피를 갖는 것인, 벌크 촉매성 구조물.
- 제23항 내지 제34항 중 어느 하나에 있어서, 약 303 K의 질소 유동 중 0.04 m/s의 공탑 기체 속도 (superficial gas velocity)에서, 0.3 bar/m 이하, 바람직하게는 0.2 bar/m 이하, 바람직하게는 0.1 bar/m 이하의 압력 강하를 나타내는 것인, 벌크 촉매성 구조물.
- 촉매적 또는 이온 교환 적용, 바람직하게는 촉매적 적용을 위한, 제23항 내지 제35항 중 어느 한 항에 기재된 벌크 촉매성 구조물의 용도.
- 메탄올-대-올레핀 반응을 위한, 제23항 내지 제35항 중 어느 한 항에 기재된 벌크 촉매성 구조물의 용도.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15187788 | 2015-09-30 | ||
| EP15187788.3 | 2015-09-30 | ||
| PCT/EP2016/073443 WO2017055565A1 (en) | 2015-09-30 | 2016-09-30 | Catalytic composition and structures made thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180088640A true KR20180088640A (ko) | 2018-08-06 |
Family
ID=54288633
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187012152A KR20180088640A (ko) | 2015-09-30 | 2016-09-30 | 촉매성 조성물 및 이들로 만들어진 구조물 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US11192095B2 (ko) |
| EP (1) | EP3356039B1 (ko) |
| JP (1) | JP6797196B2 (ko) |
| KR (1) | KR20180088640A (ko) |
| CN (2) | CN117380290A (ko) |
| AU (1) | AU2016333526B2 (ko) |
| DK (1) | DK3356039T3 (ko) |
| PL (1) | PL3356039T3 (ko) |
| WO (1) | WO2017055565A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4171921A4 (en) * | 2020-06-25 | 2024-03-13 | Hewlett Packard Development Co | SHEAR THINNER CONSTRUCTION MATERIAL SLUDGE |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10832753B2 (en) * | 2017-07-31 | 2020-11-10 | General Electric Company | Components including structures having decoupled load paths |
| EP3466648A1 (de) * | 2017-10-09 | 2019-04-10 | Basf Se | Verfahren zur herstellung von katalysatorformkörpern durch mikroextrusion |
| EP3574993A1 (en) | 2018-05-29 | 2019-12-04 | Basf Se | Method for producing transition alumina catalyst monoliths |
| EP3574994A1 (en) * | 2018-05-30 | 2019-12-04 | Basf Se | Method for producing catalyst monoliths for the reforming of hydrocarbons |
| EP3647019A1 (en) | 2018-11-05 | 2020-05-06 | Basf Se | Catalyst monolith for the catalytic oxidation of so2 to so3 |
| EP3647020A1 (en) | 2018-11-05 | 2020-05-06 | Basf Se | Catalyst, catalyst carrier or absorbent monolith of stacked strands |
| AR118743A1 (es) * | 2019-04-21 | 2021-10-27 | Chevron Usa Inc | Proceso de reformación mejorado |
| KR102216179B1 (ko) * | 2019-04-22 | 2021-02-16 | 한국화학연구원 | 촉매구조체 제조용 3d 프린팅 잉크 조성물 및 이를 이용한 촉매구조체의 제조방법 |
| DE102019113587B4 (de) * | 2019-05-22 | 2022-03-24 | Man Energy Solutions Se | Verfahren zum Herstellen eines wabenförmigen, keramischen Körpers eines Katalysators oder Partikelfilters |
| US20220314209A1 (en) | 2019-07-19 | 2022-10-06 | Basf Se | Three-dimensional porous catalyst, catalyst carrier or absorbent structure of stacked strands |
| WO2021013652A1 (en) | 2019-07-19 | 2021-01-28 | Basf Se | Catalyst, catalyst carrier or absorbent monolith of stacked strands having zig-zag or helical longitudinal channels |
| CN112827481B (zh) * | 2019-11-22 | 2023-08-22 | 中国石油天然气股份有限公司 | 一种具有梯度结构的催化剂氧化铝载体材料及其制备方法 |
| EP3838393A1 (en) | 2019-12-19 | 2021-06-23 | Basf Se | Process for the oxidation of sulfur dioxide to sulfur trioxide involving a structured catalyst bed |
| CN112519283B (zh) * | 2020-11-21 | 2022-12-06 | 西安热工研究院有限公司 | 一种熔融沉积成型3d打印脱汞袋笼及其制备方法 |
| CN113787717B (zh) * | 2021-08-16 | 2022-12-09 | 西安交通大学 | 连续纤维增强复合材料多层级轻质结构、设计及制造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5194412A (en) * | 1991-01-22 | 1993-03-16 | W. R. Grace & Co.-Conn. | Catalytic compositions |
| EP0592050B1 (en) | 1992-10-08 | 1996-04-10 | Shell Internationale Researchmaatschappij B.V. | Process for extruding crystalline aluminosilicates |
| US5518678A (en) | 1994-01-26 | 1996-05-21 | Kawata Manufacturing Co., Ltd. | Adsorptive honeycomb-shaped ceramic structure and method for its production |
| US6401795B1 (en) | 1997-10-28 | 2002-06-11 | Sandia Corporation | Method for freeforming objects with low-binder slurry |
| WO2003000480A1 (en) | 2001-06-22 | 2003-01-03 | The Regents Of The University Of Michigan | Methods of designing and fabricating molds |
| CN1239262C (zh) * | 2001-06-25 | 2006-02-01 | 埃克森美孚化学专利公司 | 分子筛催化剂组合物,它的制造方法和在转化过程中的用途 |
| US7271123B2 (en) * | 2002-03-20 | 2007-09-18 | Exxonmobil Chemical Patents Inc. | Molecular sieve catalyst composition, its making and use in conversion process |
| US6993406B1 (en) * | 2003-04-24 | 2006-01-31 | Sandia Corporation | Method for making a bio-compatible scaffold |
| US7309679B2 (en) | 2005-08-08 | 2007-12-18 | Uop Llc | Attrition resistant MTO catalyst |
| DK2195131T3 (da) | 2007-08-29 | 2011-12-12 | Vito Nv | Fremgangmåde til fremstilling af en tre-dimensionel makroporøs filamentkonstruktion baseret på faseinversion og konstruktion opnået derved |
| US20110129640A1 (en) * | 2009-11-30 | 2011-06-02 | George Halsey Beall | Method and binder for porous articles |
| HUE027335T2 (en) * | 2010-02-01 | 2016-09-28 | Johnson Matthey Plc | Extruded solid body three-way catalyst |
| JP5587003B2 (ja) | 2010-03-25 | 2014-09-10 | 日本碍子株式会社 | ゼオライト構造体の製造方法 |
| JP6308943B2 (ja) * | 2011-09-27 | 2018-04-11 | ダウ グローバル テクノロジーズ エルエルシー | セラミックハニカム構造体用セメント及び表皮材 |
| JP5904922B2 (ja) * | 2012-10-10 | 2016-04-20 | コスモ石油株式会社 | 炭化水素油の接触分解触媒及び炭化水素油の接触分解方法 |
-
2016
- 2016-09-30 US US15/765,212 patent/US11192095B2/en active Active
- 2016-09-30 AU AU2016333526A patent/AU2016333526B2/en not_active Ceased
- 2016-09-30 DK DK16778740.7T patent/DK3356039T3/da active
- 2016-09-30 EP EP16778740.7A patent/EP3356039B1/en active Active
- 2016-09-30 PL PL16778740T patent/PL3356039T3/pl unknown
- 2016-09-30 CN CN202311319682.8A patent/CN117380290A/zh active Pending
- 2016-09-30 KR KR1020187012152A patent/KR20180088640A/ko unknown
- 2016-09-30 CN CN201680057232.8A patent/CN108136385A/zh active Pending
- 2016-09-30 WO PCT/EP2016/073443 patent/WO2017055565A1/en active Application Filing
- 2016-09-30 JP JP2018517326A patent/JP6797196B2/ja active Active
-
2021
- 2021-10-29 US US17/514,813 patent/US11547988B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4171921A4 (en) * | 2020-06-25 | 2024-03-13 | Hewlett Packard Development Co | SHEAR THINNER CONSTRUCTION MATERIAL SLUDGE |
Also Published As
| Publication number | Publication date |
|---|---|
| US20180272323A1 (en) | 2018-09-27 |
| CN117380290A (zh) | 2024-01-12 |
| US11547988B2 (en) | 2023-01-10 |
| JP6797196B2 (ja) | 2020-12-09 |
| EP3356039A1 (en) | 2018-08-08 |
| US11192095B2 (en) | 2021-12-07 |
| JP2018535820A (ja) | 2018-12-06 |
| PL3356039T3 (pl) | 2021-07-05 |
| CN108136385A (zh) | 2018-06-08 |
| AU2016333526A1 (en) | 2018-04-26 |
| EP3356039B1 (en) | 2021-03-03 |
| DK3356039T3 (da) | 2021-04-06 |
| US20220048013A1 (en) | 2022-02-17 |
| AU2016333526B2 (en) | 2021-03-04 |
| WO2017055565A1 (en) | 2017-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11547988B2 (en) | Catalytic composition and structures made thereof | |
| Lefevere et al. | The impact of formulation and 3D-printing on the catalytic properties of ZSM-5 zeolite | |
| Lefevere et al. | 3D-printing of hierarchical porous ZSM-5: The importance of the binder system | |
| JP6808007B2 (ja) | 触媒を製造するための方法及び触媒物品 | |
| AU2015365613B2 (en) | Catalyst manufacturing method | |
| CN106457143B (zh) | 生产催化剂的方法和催化剂本身 | |
| US8349755B2 (en) | Zeolite-based honeycomb body | |
| Magzoub et al. | 3D-printed HZSM-5 and 3D-HZM5@ SAPO-34 structured monoliths with controlled acidity and porosity for conversion of methanol to dimethyl either | |
| Li et al. | 3D-printed zeolite monoliths with hierarchical porosity for selective methanol to light olefin reaction | |
| CN103842079B (zh) | 包括磷改性沸石的催化剂在醇脱水工艺中的用途 | |
| US20050129952A1 (en) | High density adsorbent structures | |
| KR20190003615A (ko) | 신규 분자체 프레임워크 유형인 sta-20, 제조 방법 및 용도 | |
| JP7457702B2 (ja) | 積み重ねられたストランドの触媒、触媒担体又は吸収体モノリス | |
| WO2021013652A1 (en) | Catalyst, catalyst carrier or absorbent monolith of stacked strands having zig-zag or helical longitudinal channels | |
| RU2756660C1 (ru) | Каталитический элемент регулярной сотовой структуры для гетерогенных реакций | |
| RU2478429C1 (ru) | Катализатор, способ его получения и способ трансалкилирования бензола диэтилбензолами с его использованием | |
| Wang et al. | In situ crystal engineering on 3D-printed woodpile scaffolds: a monolith catalyst with highly accessible active sites for enhanced catalytic cracking | |
| Mousavi et al. | Formulated Mn-promoted SAPO-34/kaolin/alumina sol micro-size catalyst with a superior performance for methanol to light olefins conversion in a fluidized bed reactor | |
| JPH0275341A (ja) | 耐熱性触媒坦体成型体、及びそれからなる触媒 | |
| Magzoub | Structured catalysts designed and manufactured by 3D-printing technique for functional integration of catalytic systems | |
| WO2024020524A1 (en) | Methods for preparing c2 to c4 hydrocarbons and formulated hybrid catalysts | |
| RU2477177C2 (ru) | Способ приготовления катализатора для разложения закиси азота и процесс обезвреживания газовых выбросов, содержащих закись азота | |
| TW201842968A (zh) | 包含沸石材料、磷、一或多種金屬、及黏合劑的模製品 | |
| Costacurta | ĮC. Vakifahmetoglu DipartimentodiIngegneriaMeccanicaSettoreMateriali, UniversityofPadova, ViaMarzolo9, 35131Padova, Italy |