KR20170138443A - 열 강화 유리 제조 장치 및 방법 - Google Patents
열 강화 유리 제조 장치 및 방법 Download PDFInfo
- Publication number
- KR20170138443A KR20170138443A KR1020177030208A KR20177030208A KR20170138443A KR 20170138443 A KR20170138443 A KR 20170138443A KR 1020177030208 A KR1020177030208 A KR 1020177030208A KR 20177030208 A KR20177030208 A KR 20177030208A KR 20170138443 A KR20170138443 A KR 20170138443A
- Authority
- KR
- South Korea
- Prior art keywords
- glass
- wall
- cooling
- temperature
- heat transfer
- Prior art date
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/067—Forming glass sheets combined with thermal conditioning of the sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/064—Forming glass sheets by the overflow downdraw fusion process; Isopipes therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B25/00—Annealing glass products
- C03B25/04—Annealing glass products in a continuous way
- C03B25/06—Annealing glass products in a continuous way with horizontal displacement of the glass products
- C03B25/08—Annealing glass products in a continuous way with horizontal displacement of the glass products of glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B25/00—Annealing glass products
- C03B25/04—Annealing glass products in a continuous way
- C03B25/10—Annealing glass products in a continuous way with vertical displacement of the glass products
- C03B25/12—Annealing glass products in a continuous way with vertical displacement of the glass products of glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/012—Tempering or quenching glass products by heat treatment, e.g. for crystallisation; Heat treatment of glass products before tempering by cooling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
-
- Y02P40/51—
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Abstract
유리 성형 장치 및 방법은 유리와 상기 장치 사이의 복사 열전달을 향상시키고 수직 및 수평 모든 방향으로 조정될 수 있는 상기 장치의 벽에 냉각 기계장치를 포함한다. 상기 유리 성형 장치와 방법은 또한 유리와 상기 성형 장치 사이의 복사 열전달에 영향을 미치고, 수직 및 수평 모든 방향으로 조정될 수 있으며, 그리고 상기 냉각 기계장치에서 독립적으로 작동할 수 있다.
Description
본 출원은 25 U.S.C. § 119하에서, 2015년 4월 17일에 제출된 미국 가출원 번호 62/148870 의 우선권을 주장하며, 그 내용 전체가 참조로 본원에 포함된다.
본 발명은 일반적으로 열 강화된 유리 제조 장치 및 방법에 대한 것으로서, 더욱 구체적으로는 높은 유리 유동 속도에 대해 열적으로 강화된 유리 제조 장치 및 방법에 대한 것이다.
LCD 텔레비젼 및 휴대용 전자장치와 같은 디스플레이 분야를 위한 평평한 유리 기판과 같은 유리 재료의 제조에는, 용융 유리의 유동 속도를 증가시키려는 끊임없는 요구가 있어 왔다. 용융된 유리의 유속이 증가할수록, 제조 공정으로 더욱 많은 에너지가 전가된다. 제조 공정으로 더 많은 에너지가 전가될수록, 다른 모든 가정이 동일한 경우, 유리 제조 장치의 유리 내부의 온도는 증가될 것이다. 상기 증가된 온도는 용융 유리의 안정화 감소와 더불어 하나 이상의 바람직하지 않은 제품 특성을 포함하는 많은 잠재적인 바람직하지 않은 효과들 중 적어도 하나를 야기할 수 있다.
유리 제조 공정이 융합 인발된 유리를 포함할 때, 변화하는 유동 속도에서 기준 냉각 곡선을 유지하려는 시도(원하는 유리 특성을 유지하기 위해)는 제어된 냉각을 달성하기 위해 디자인된 구성요소의 적어도 하나의 변경과 단열 구성과 관련된 변경을 포함할 수 있다. 그러나, 상기 기술들은 점점 더 높은 용융된 유리 유동 속도와 감소된 평균 형성 유리 두께에 대처하기 적합하지 않을 수 있다. 게다가, 수직 및 수평 방향 모두에서의 냉각 곡선의 열 프로파일, 특히 높은 용융된 유리 유동 속도와 감소된 유리 두께를 조정하기 위한 증가된 능력을 가질 수 있는 것이 바람직할 것이며, 그러한 조건하에서는, 어느 방향으로든 냉각 곡선을 조정하기가 더욱 어렵다.
본원 발명은 유리 제품을 제조하기 위한 장치에 대한 것이다. 상기 제조 장치는 용융된 유리와 제조 장치의 벽 사이의 복사 열전달을 향상시키고 수직 및 수평 모든 방향으로 조정될 수 있는 상기 제조 장치의 적어도 하나의 벽의 냉각 기계장치를 포함한다. 냉각 기계장치는 상기 냉각 기계장치가 없는 조건에 비해, 유리 리본에서 상기 제조 장치의 벽으로 증가된 복사 열전달을 제공한다. 상기 제조 장치는 또한 용융된 유리와 상기 제조 장치의 벽 사이의 복사 열전달에 영향을 미치며, 수직 및 수평 모든 방향으로 조정될 수 있고, 그리고 냉각 기계장치에서 독립적으로 작동할 수 있는 가열 기계장치를 포함한다. 상기 가열 기계장치는 상기 가열 기계장치가 없는 조건에 비해 유리 리본으로부터 상기 제조 장치의 벽으로 감소된 복사 열전달을 제공한다.
또한, 본원 발명은 상기 유리 제품 제조 장치에서 유리 제품을 형성하는 단계를 포함하는 유리 제품을 제조하는 방법에 대한 것이다. 상기 제조 장치는 용융된 유리와 상기 제조 장치의 벽 사이의 복사 열전달을 향상시키고 수직 및 수평 모든 방향으로 조정될 수 있는 상기 제조 장치의 적어도 하나의 벽의 냉각 기계장치를 포함한다. 상기 냉각 기계장치는 상기 냉각 기계장치가 없는 조건에 비해 유리 리본으로부터 상기 제조 장치의 벽으로 증가된 복사 열전달을 제공한다. 상기 제조 장치는 또한 용융된 유리와 상기 제조 장치의 벽 사이의 복사 열전달에 영향을 미치며, 수직 및 수평 모든 방향으로 조정 가능하고, 그리고 상기 냉각 기계장치에서 독립적으로 작동할 수 있는 가열 기계장치를 포함한다. 상기 가열 기계장치는 상기 가열 기계장치가 없는 조건에 비해 유리 리본으로부터 상기 제조 장치의 벽으로 감소된 복사 열전달을 제공한다.
이들 및 다른 실시 예들의 부가적인 특징들 및 장점들은 이하의 상세한 설명에서 설명될 것이고, 부분적으로는 그 설명으로부터 당업자에게 쉽게 명백하게 될 것이고, 또는 다음의 상세한 설명, 청구 범위 및 첨부 도면을 포함하는, 본 명세서에 기술된 실시예들을 실행함으로써 인식될 것이다.
전술한 일반적인 설명 및 다음의 상세한 설명은 본 발명의 실시예를 제시하고, 청구된 실시예들의 본질 및 특성을 이해하기 위한 개요 또는 프레임워크를 제공하기 위한 것임을 이해해야 한다. 첨부 도면들은 이들 및 다른 실시예들의 추가 이해를 제공하기 위해 포함되며, 본 명세서에 통합되어 본 명세서의 일부를 구성한다. 도면들은 이들 및 다른 실시예들의 다양한 실시예를 도시하고, 설명과 함께 그 원리 및 동작을 설명한다.
도 1은 본 발명의 실시예에 따른 성형 장치를 포함하는 유리 제품을 생산하기 위한 장치의 개략도이다.
도 2는 도 1의 성형 장치의 단면 확대된 사시도이다.
도 3은 본원에 개시된 실시예에 따른 유리 성형 장치의 두 벽 사이의 유리 리본의 단면도이다.
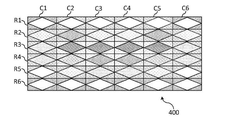
도 4는 본원에 개시된 실시예에 따른 냉각 및 가열 기계장치의 작동을 개략적으로 나타낸 것이다.
도 5는 본원에 개시된 실시예에 따른 유리 성형 장치의 두 벽 사이의 유리 리본의 단면도이다.
도 6은 본원에 개시된 실시예에 따른 냉각 및 가열 기계장치의 작동을 개략적으로 나타낸 것이다.
도 7은 본원에 개시된 실시예에 따른 유리 성형 장치의 두 벽 사이의 유리 리본의 단면도이다.
도 8은 본원에 개시된 실시예에 따른 냉각 및 가열 기계장치의 작동을 개략적으로 나타낸 것이다.
도 9는 본원에 개시된 실시예에 따른 유리 성형 장치의 두 벽 사이의 유리 리본의 단면도이다.
도 10은 본원에 개시된 실시예에 따른 냉각 및 가열 기계장치의 작동을 개략적으로 나타낸 것이다.
도 2는 도 1의 성형 장치의 단면 확대된 사시도이다.
도 3은 본원에 개시된 실시예에 따른 유리 성형 장치의 두 벽 사이의 유리 리본의 단면도이다.
도 4는 본원에 개시된 실시예에 따른 냉각 및 가열 기계장치의 작동을 개략적으로 나타낸 것이다.
도 5는 본원에 개시된 실시예에 따른 유리 성형 장치의 두 벽 사이의 유리 리본의 단면도이다.
도 6은 본원에 개시된 실시예에 따른 냉각 및 가열 기계장치의 작동을 개략적으로 나타낸 것이다.
도 7은 본원에 개시된 실시예에 따른 유리 성형 장치의 두 벽 사이의 유리 리본의 단면도이다.
도 8은 본원에 개시된 실시예에 따른 냉각 및 가열 기계장치의 작동을 개략적으로 나타낸 것이다.
도 9는 본원에 개시된 실시예에 따른 유리 성형 장치의 두 벽 사이의 유리 리본의 단면도이다.
도 10은 본원에 개시된 실시예에 따른 냉각 및 가열 기계장치의 작동을 개략적으로 나타낸 것이다.
다음에서, 본 발명의 실시예는 첨부된 도면을 참조할 것이다. 가능한, 같은 참조 번호는 도면 전체에 걸쳐 동일하거나 유사한 부분들을 나타내는데 사용될 것이다.
본원에 사용된 것처럼, "장치의 적어도 하나의 벽의"이라는 용어는 유리가 유리 작동점을 포함하며 그 이하의 최소한의 온도로부터 유리 스트레인점(strain point)을 포함하여 그 이하의 온도로 냉각되는 유리 제조 장치의 영역을 적어도 부분적으로 둘러싸는 영역을 나타내며, 벽에 통합되든지 또는 벽에 또는 내부에 부착되든, 하나 이상의 배플(baffles)을 포함하는, 상기 벽의 또는 벽 상에 구성요소 및 물질을 포함한다.
본원에 사용된 것처럼, "복사 열전달을 향상시키는 냉각 기계장치"라는 용어는 상기 냉각 기계장치가 없는 조건에 비해, 유리 리본으로부터 장치의 벽으로의 증가된 복사 열전달을 제공하는 기계장치를 나타낸다.
본원에 사용된 것처럼, "복사 열전달에 영향을 미치는 가열 기계장치"라는 용어는 상기 가열 기계장치가 없는 조건에 비해 유리 리본에서 장치의 벽으로 감소된 복사 열전달을 제공하는 기계장치를 나타낸다. 특히, 복사 열전달에 영향을 미치는 가열 기계장치는 가열 부재에 가장 근접한 유리 리본의 일부의 온도보다 높거나, 낮거나, 또는 거의 같은 가열 부재를 포함할 수 있다.
본원에 사용된 것처럼, "작동점"이라는 용어는 유리의 점도가 104poise인 섭씨 온도를 나타낸다.
본원에 사용된 것처럼, "연화점"이라는 용어는 유리의 점도가 107.6poise인 섭씨 온도를 나타낸다.
본원에 사용된 것처럼, "어닐링점(annealing point)"이라는 용어는 유리의 점도가 1013poise인 섭씨 온도를 나타낸다.
본원에 사용된 것처럼, "스트레인점(strain point)"이라는 용어는 유리의 점도가 1014.5poise인 섭씨 온도를 나타낸다.
본원에 개시된 실시예는 점점 더 높은 유리 유동 속도에서의 유리 시트와 같은 유리의 개선된 냉각과, 예컨대 200℃와 유리의 작동점 사이의 유리 온도에서의 감소된 두께를 가능하게 할 수 있으며, 유리의 침강 지역을 포함하는 온도 범위 또는 예컨대 주어진 온도에서 유리의 압축 및 냉각 속도에 따르는 유리로 다양한 특성이 부여되는 온도 범위로서 광범위하게 정의될 수 있다. 상기 온도 범위는 또한 유리의 연화점과 스트레인점 사이의 온도 범위를 포함할 수 있으며, 유리의 연화점과 어닐링점 사이 그리고 유리의 어닐링점과 스트레인점 사이의 온도 범위를 포함한다.
도 1은 추후 유리 시트로 가공되기 위해 유리 리본(103)을 융합 인발하기 위한 유리 성형 장치(101)에 대한 예시의 개략도이다. 다른 융합 성형 장치가 추가 예시에 제공될 수 있지만 도시된 유리 성형 장치는 융합 인발 장치를 포함한다. 유리 성형 장치(101)는 저장고(109)에서 배치 재료(107, batch material)를 수용하도록 구성된 용융 용기(또는 용해로)(105)를 포함할 수 있다. 배치 재료(107)는 모터(113)에 의해 동력을 공급받는 배치 이송 장치(111)를 통해 도입될 수 있다. 선택 제어기(115)는 화살표(117)로 나타낸 것과 같이, 용융 용기(105)로 원하는 양의 배치 재료(107)를 도입하기 위해 모터(113)를 작동하도록 구성될 수 있다. 유리 수위 탐측기(119, glass level probe)는 스탠드파이프(123, standpipe) 내의 용융 유리(또는 용융된 유리)(121) 수위를 측정하는데 사용될 수 있으며 통신 선로(125) 를 통해 제어기(115)로 측정된 정보를 연통하는데 사용될 수 있다.
유리 성형 장치(101)는 또한 용융 용기(105)에서 하류에 위치하고 제1 연결 튜브(129)를 통해 용융 용기(105)에 유동적으로 연결된, 청징 튜브와 같은 청징 용기(127)를 포함할 수 있다. 교반 챔버와 같은 혼합 용기(131)는 또한 청징 용기(127)로부터 하류에 위치될 수 있으며, 보울(bowl)과 같은 전달 용기(133)는 상기 혼합 용기(131) 하류에 위치될 수 있다. 도시된 것처럼, 제2 연결 튜브(135)는 청징 용기(127)를 혼합 용기(131)로 연결할 수 있으며 제3 연결 튜브(137)는 상기 혼합 용기(131)를 상기 전달 용기(133)로 연결할 수 있다. 추가로 나타낸 것처럼, 강하관(139, downcomer)은 전달 용기(133)에서 성형 장치(143)의 유입구(141)로 용융 유리(121)를 전달하기 위해 배치될 수 있다. 도시된 것처럼, 용융 용기(105), 청징 용기(127), 혼합 용기(131), 전달 용기(133), 및 성형 장치(143)는 유리 성형 장치(101)를 따라 연속적으로 배치될 수 있는 유리 용융 스테이션의 예시이다.
용융 용기(105)는 통상적으로 내화 벽돌(예, 세라믹 벽돌)과 같은 내화 재료로 만들어진다. 유리 성형 장치(101)는 통상적으로 백금 또는 백금-로듐(rhodium), 백금-이리듐(iridium) 및 이들의 조합과 같은, 백금-함유 금속으로 만들어지지만, 몰리브덴(molybdenum), 팔라듐(palladium), 레늄(rhenium), 탄탈륨(tantalum), 티타늄(titanium), 텅스텐(tungsten), 루테늄(ruthenium), 오스뮴(osmium), 지르코늄(zirconium), 및 이들의 조합 및/또는 이산화 지르코늄과 같은 내화 금속을 또한 포함할 수 있는 구성요소를 추가로 포함할 수 있다. 백금-함유 구성요소는 제1 연결 튜브(129), 청징 용기(127)(예, 청징 튜브), 제2 연결 튜브(135), 스탠드파이프(123), 혼합 용기(131)(예, 교반 챔버), 제3 연결튜브(137), 전달 용기(133)(예, 보울), 강하관(139) 및 유입구(141) 중 하나 이상을 포함할 수 있다. 성형 장치(143)는 내화재와 같은 세라믹 재료로 만들어지며, 유리 리본(103)을 형성하도록 디자인된다.
도 2는 도 1의 선 2-2를 따른 유리 성형 장치(101)의 단면 사시도를 나타낸다. 도시된 바와 같이, 성형 장치(143)는 한 쌍의 위어로 적어도 부분적으로 형성된 트로프(201)를 포함할 수 있으며, 상기 한 쌍의 위어는 상기 트로프(201, trough)의 양쪽 측면에 형성된 제1 위어(203, weir) 및 제2 위어(205)로 이루어진다. 추가로 도시된 것처럼, 상기 트로프는 또한 바닥 벽(207)으로 적어도 부분적으로 형성될 수 있다. 도시된 것처럼, 위어(203, 205)과 바닥 벽(207)의 내부 표면은 둥근 모서리가 제공될 수 있는 실질적으로 U자형으로 형성될 수 있다. 추가 예시에서, U자형은 서로에 대해 실질적으로 90도인 표면을 가질 수 있다. 또 다른 예시에서, 트로프는 위어(203,205)의 내부 표면의 교차점으로 형성된 바닥 표면을 가질 수 있다. 예를 들어, 트로프는 V자형 형상을 가질 수 있다. 비록 도시되지 않았지만, 트로프는 추가 예시에서 추가 구조를 포함할 수 있다.
도시된 것처럼, 트로프(201)는 위어의 상부와 트로프(201)의 하부 부분 사이의 깊이 "D"를 가질 수 있으며, 상기 깊이 "D"는 깊이가 실질적으로 축(209)을 따라 동일할 수 있지만 축(209)을 따라 변한다. 트로프(201)의 깊이 "D"가 변하는 것은 유리 리본(103)의 폭을 가로지르는 유리 리본 두께의 일관성을 용이하게 할 수 있다. 단지 하나의 예시에서, 도 2에 도시된 것처럼, 성형 장치(143)의 유입구 근처의 깊이 "D1"은 트로프(201)의 유입구로부터 하류의 위치에서 트로프(201)의 깊이 "D2"보다 더 클 수 있다. 점선(210)으로 나타낸 것처럼, 바닥 벽(207)은 유입구 말단에서 대향 말단부로 성형 장치(143)의 길이를 따라서 깊이의 실질적으로 연속적인 감소를 제공하기 위해 축(209)에 대해 예각으로 연장될 수 있다.
성형 장치(143)는 성형 웨지(211)를 추가로 포함하며 이는 성형 웨지(211)의 대향하는 말단부 사이에서 연장하는 한 쌍의 아래쪽으로 경사진 성형 표면 부분(213, 215)을 포함한다. 상기 한 쌍의 아래쪽으로 경사진 성형 표면 부분(213, 215)은 하류 방향(217)을 따라 모여져서 루트(219, root)를 형성한다. 인발 평면(221)은 상기 루트(219)를 통해 연장되며 상기 유리 리본(103)은 인발 평면(221)을 따라 하류 방향으로 인발될 수 있다. 도시된 것처럼, 인발 평면(221)은 루트(219) 2등분할 수 있지만 인발 평면(221)은 루트(219)에 대해 다른 방향으로 연장될 수 있다.
성형 장치(143)는 한 쌍의 아래쪽으로 경사진 성형 표면 부분(213, 215) 중 적어도 하나와 교차하는 하나 이상의 엣지디렉터(223, edge directors)가 선택적으로 제공될 수 있다. 추가 예시에서, 하나 이상의 엣지디렉터는 모든 아래쪽으로 경사진 성형 표면 부분(213, 215)과 교차할 수 있다. 추가 예시에서, 엣지디렉터는 성형 웨지(211)의 대향된 말단부 각각에 배치될 수 있으며, 유리 리본(103)의 가장자리는 엣지디렉터에서 흘러나오는 용융된 유리에 의해 형성된다. 예를 들어, 도 2에 도시된 것처럼, 엣지디렉터(223)는 제1 대향 말단부(225)에 배치될 수 있으며, 제2 동일한 엣지디렉터(도 2에 미도시)는 제2 대향 말단부(도 1의 227 참고)에 배치될 수 있다. 각각의 엣지디렉터(223)는 모든 아래쪽으로 경사진 성형 표면 부분(213, 215)과 교차도록 구성될 수 있다. 각각의 엣지디렉터(223)는 서로 실질적으로 동일할 수 있지만 엣지디렉터는 추가 예시에서 다른 특징을 가질 수 있다. 다양한 성형 웨지 및 엣지디렉터 구조는 본 발명의 실시예에 따라 사용될 수 있다. 예를 들어, 본 발명의 실시예는, 그 전체가 참조로서 본원에 포함된, 미국 특허 3,451,798, 미국 특허 3,537,834, 미국 특허 7,409,839, 및/또는 2009년 2월 26일에 제출된 미국 가출원 번호 61/155,669에 개시된 성형 웨지와 엣지디렉터 구조와 함께 사용될 수 있다.
도 3은 유리 성형 장치(101)의 제1 벽(302a)과 제2 벽(302b) 사이의 유리 리본(103)의 단면도이다. 각각의 벽(302a, 302b)은, 예컨대, 강철 프레임을 포함할 수 있다. 제1 벽(302a)의 내부 부분은 (304a), (304b)로서 도 3에 나타낸, 다수의 배플(baffles)을 포함한다. 배플은 벽의 대부분을 이루는 재료와 동일하거나 다른 재료로 이루어질 수 있다. 도 3이 제1 및 제2 벽(302a, 302b) 각각에 두 개의 배플을 나타내고 있지만, 본원에 개시된 실시예에 한정되지 않고, 장치의 각 벽에, 1에서 1000개의 배플을 포함하여, 또한 2에서 500개의 배플, 추가로 5에서 200개의 배플을 포함해, 적어도 하나의 배플과 같은 임의의 수량의 배플을 포함할 수 있다.
각각의 벽(302a, 302b)은 하기에 더욱 자세하게 설명된 것처럼, 용융된 유리와 장치의 벽 사이의 복사 열전달을 향상시키고 수직 및 수평 모든 방향으로 조정할 수 있는 냉각 기계장치를 포함한다. 각각의 벽(302a, 302b)은 또한, 하기에 더욱 자세하게 설명된 것처럼, 용융된 유리와 장치의 벽 사이의 복사 열전달에 영향을 미치며 수직 및 수평 모든 방향으로 조정할 수 있으며, 상기 냉각 기계장치에서 독립적으로 작동할 수 있는 가열 기계장치를 포함한다.
특히, 도 3에 도시된 실시예에서, 각각의 제1 벽(302a) 및 제2 벽(302b)은 도관에서의 유체 유동을 포함하는 냉각 기계장치를 포함한다. 특히, 제1 벽(302a)은 (310a, 310b, 310c, 310d, 및 310e)로 도 3에 도시된 다수의 도관을 포함하며, 상기 도관은 벽 내부에 수용된다. 도 3이 제1 및 제2 벽(302a, 302b) 각각에 5개의 도관을 나타내지만, 본원에 개시된 실시예에 한정되지 않으며 장치의 각 벽에, 예컨대 적어도 하나의 도관, 또한 1개에서 1,000개 도관을 포함하여, 또한 2에서 500개 도관, 및 또한 5에서 200개 도관을 포함하여, 임의의 수의 도관을 포함할 수 있다.
도관을 통해 흐르는 유체는, 예컨대, 공기와 같은 가스, 또는 액체일 수 있다. 어떤 예시의 실시예에서, 유체는 액체이며, 특히 예시의 실시예에서 유체는 물이다.
예시의 실시예에서, 도관을 통해 흐르는 유체는 예컨대, 90℃ 이하, 및 또한 80℃ 이하, 20℃에서 100℃를 포함하여, 추가로 30℃에서 90℃를 포함하여, 그리고 또한 40℃에서 80℃를 포함하여, 100℃보다 낮은 온도를 갖는다.
예를 들어, 바람직한 실시예에서, 유체는 예컨대 90℃ 이하, 그리고 또한 80℃ 이하와 같이, 100℃ 이하 온도의 물이다.
도관을 통해 흐르는 유체는 유리 성형 장치의 유입구 측에 가장 가까운 측으로부터 유리 성형 장치의 압축 측에 가장 가까운 측으로, 또는 그 반대와 같이, 장치의 한쪽에서 다른 쪽으로 흐를 수 있다. 대안으로서, 유체는 각 벽의 중심 가까이에서 각 벽의 말단부를 향해(즉, 중심에서 벽의 말단부로 반대 방향으로)흐를 수 있다.
각 도관은 다른 도관의 유체 흐름이 유사하거나 다른 온도 및/또는 유동 속도가 되도록 개별적으로 제어될 수 있다. 예를 들어, 일부 도관에서, 유체의 온도 및/또는 유동 속도는 다른 도관의 유체의 온도 및/또는 유동 속도와 같거나 다른 온도일 수 있다. 더욱이, 같거나 다른 유체는 다른 도관을 통해 흐를 수 있다. 예를 들어, 공기와 같은 가스가 적어도 하나의 도관을 통해 흐를 수 있으며, 반면 적어도 하나의 다른 도관에는 물과 같은 액체가 흐를 수 있다.
또한, 각각의 도관은 장치의 각 벽의 길이의 오직 일부분을 통해 연장될 수 있다. 예를 들어, 장치의 각 벽은 벽을 따른 X 및 Y 방향으로 연장되는 도관의 행 및 열의 배열을 포함할 수 있다. 도관의 배열에서의 각각의 도관은 다른 도관에서의 유체 흐름이 유사하거나 다른 온도 및/또는 유동 속도가 되도록 개별적으로 제어될 수 있다. 예를 들어, 일부 도관에서, 유체의 온도 및/또는 유동 속도는 다른 도관에서의 유체의 온도 및/또는 유동 속도와 같거나 다를 수 있다. 더욱이, 같거나 다른 유체는 다른 도관을 통해 흐를 수 있다. 예를 들어, 공기와 같은 가스가 일부 도관을 통해 흐를 수 있는 반면, 다른 도관에는 물과 같은 액체가 흐를 수 있다. 이러한 방식으로, 냉각 기계장치는 수직 및 수평 모든 방향으로 조정될 수 있다.
냉각 기계장치를 통한 복사 열전달은 각각의 벽(302a, 302b)의 내부(즉, 유리 리본(103)에 가장 가까운 벽 측면에) 코팅을, 세텍 세라믹 테크놀러지(Cetek Ceramic Technologies)에서 이용할 수 있는 고 방사율 세라믹 코팅과 같은, 고 방사율 코팅으로 더욱 강화할 수 있다. 상기 고 방사율 코팅은 도 3에서 (304a, 304b, 304c, 및 304d)로 나타낸, 배플의 외부 표면에 코팅될 수 있다.
복사 열전달은 또한 성형 웨지(211) 아래의 성형 장치(101)의 상부 구역의 적어도 4개의 냉각 바요넷(bayonet)과 같은, 적어도 하나의 냉각 바요넷(도 3에 미도시)을 포함하므로써 강화될 수 있다.
복사 열전달은 또한 배플 위 및/또는 아래에 존재하는 단열 바스켓(insulation baskets, 도 3에 미도시)의 제거를 통해 강화될 수 있다.
추가 열전달은 장치 내의 적어도 부분적인 진공을 생성함으로써, 배플(304a-d) 내의 공기 유동과 같은 유체 유동을 포함하여, 각각의 벽(302a, 302b) 사이 또는 내부와 같이, 장치 내의 공기 유동과 같은, 대류 유체 유동을 증가시키는 것처럼, 장치 내의 대류 열전달의 양이 증가함에 따라 영향을 받을 수 있다. 상기 강화된 대류 열전달 기계장치의 예시의 실시예는 그 전체가 참고로 본원에 포함된, 미국 출원 61/829,566에 개시된다.
도 3에 도시된 실시예에서, 각각의 벽(302a, 302b)은 가열 기계장치를 포함한다. 특히, 제1 벽(302a)은 도 3에 (306a 및 306b)로 도시된 다수의 가열 부재를 포함한다. 제2 벽(302b)은 또한 도 3에 (306c, 306d)로 도시된, 다수의 가열 부재를 포함한다. 각각의 가열 부재(306a-d)는 유리 리본(103)에 가장 가까운 벽의 측면 벽(302a, 302b)의 내부 표면에 위치된다. 도 3에는 각각의 제1 및 제2 벽(302a, 302b)에 두 개의 가열 부재가 도시되지만, 본원에 개시된 실시예는 이에 한정되지 않으며, 장치의 각 벽에, 1에서 2,000개의 가열 부재를 포함하여, 그리고 또한 2에서 1,000개의 가열 부재를 포함하여, 그리고 또한 5에서 500개의 가열 부재를 포함하여, 적어도 하나의 가열 부재와 같이, 임의 수량의 가열 부재를 포함할 수 있다.
도 3에는 유리 리본(103)에 가장 가까운 벽의 내부 표면에 가열 부재(306a-d)를 나타내지만, 본원에 개시된 실시예는 가열 부재가 벽의 내부에 수용되는 것을 포함한다. 예를 들어, 어떤 예시의 실시예에서, 일부 가열 부재는 각 벽의 내부 표면에 배치될 수 있지만(예컨대 도 3에 도시된 것처럼), 다른 가열 부재는 각 벽의 내부에 수용된다.
가열 부재는, 어떤 예시의 실시예에서 전기 저항 가열 부재일 수 있다. 예를 들어, 어떤 실시예에서, 가열 부재는 칸탈(Kanthal)에서 이용가능한 전기 저항 가열 부재를 포함할 수 있다. 어떤 실시예에서, 가열 부재는 몰리브덴 디실리사이드(MoSi2, molybdenum disilicide)와 철, 크롬, 및 알루미늄의 합금(FeCrA)으로 구성된 그룹에서 선택된 적어도 하나의 재료를 포함할 수 있다. 작동 시, 전기 가열 부재의 온도는, 예컨대 1,200℃에서 1,900℃, 예컨대 1,300℃에서 1,800℃, 또한 예컨대 1,400℃에서 1,700℃의 범위에 있을 수 있다.
각각의 가열 부재는 개별적으로 제어될 수 있다. 예를 들어, 각각의 가열 부재는 일부 가열 부재의 온도 또는 퍼센트 전력 포화도(percent power saturation)가 다른 가열 부재의 온도 또는 퍼센트 전력 포화도와 같거나 다를 수 있다.
또한, 각각의 가열 부재는 장치의 각 벽의 길이의 일부분 만을 통하여 연장될 수 있다. 예를 들어, 장치의 각 벽은 벽을 따른 X 및 Y 방향으로 연장되는 가열 부재의 행 및 열의 배열을 포함할 수 있다. 이러한 방식으로, 가열 기계장치는 수직 및 수평 모든 방향으로 조정될 수 있다. 이러한 방식으로, 가열 기계장치는 또한 냉각 기계장치에서 독립적으로 작동할 수 있다.
가열 기계장치를 통한 복사 열전달은 가열 부재와 장치의 대부분의 벽 사이에 충분한 열 절연재를 배치함으로써 더욱 영향을 받을 수 있다. 도 3에 도시된 것처럼, 열 열전재(308a)는 가열 부재(306a)와 제1 벽(302a) 사이에 배치되고, 열 절연재(308b)는 가열 부재(306b)와 제1 벽(302a) 사이에 배치되며, 열 절연재(308c)는 가열 부재(306c)와 제2 벽(302b) 사이에 배치되고, 열 절연재(308d)는 가열 부재(306d)와 제2 벽(302b) 사이에 배치된다.
임의의 특정 재료에 한정되지 않지만, 열 절연재는, 어떤 예시의 실시예에서, 600℃에서, 5.0 W/mK 이하, 예컨대 2.5 W/mK 이하, 또한 예컨대 1.0 W/mK 이하, 또한 예컨대 0.5 W/mK 이하, 그리고 또한 예컨대 0.25 W/mK의 열전도율을 가지며, 600℃에서, 예컨대 0.1에서 5.0 W/mK, 0.1에서 2.0 W/mK을 포함하여, 또한 0.1에서 1.0 W/mK을 포함하여, 그리고 또한 0.1에서 0.5 W/mK를 포함하며, 또한 0.1에서 0.25 W/mK 범위의 열전도율을 갖는다. 열 절연재에 대한 예시의 재료는 유니프랙스(Unifrax)에서의 화이버프랙스®알루미노 규산염 섬유(Fiberfrax®alumino silicate fibers)를 포함할 수 있다.
도 5는 제1 벽(302a)과 제2 벽(302b) 사이의 유리 리본(103)에 대한 단면도로서, 도관(310a-j)이 제1 및 제2 벽(302a, 302b)의 외부 표면에 배치된 것을 제외하고, 도 3에 도시된 실시예와 유사하다.
도 7은, 배플(304a-d) 각각이 유체 유동 도관(312a-d)을 포함하고 있는 것을 제외하고, 도 3에 도시된 실시예와 유사한 유리 성형 장치(101)의 제1 벽(302a)과 제2 벽(302b) 사이의 유리 리본(103)의 단면이며, 여기서 도관(312a)은 배플(304a)에 상응하고, 도관(312b)은 배플(304b)에 상응하며, 도관(312c)은 배플(304c)에 상응하며, 그리고 도관(312d)은 배플(304d)에 상응한다. 도 7에 도시된 실시예에서, 도관은 유리 리본(103)에 가장 인접한 배플의 일부분 근처에 배치되지만, 본원에 개시된 실시예는 도관이 배플의 다른 영역에 배치되는 것을 포함하며, 더불어, 도관이 배플의 더 큰 표면 영역과 접촉하는 형상을 가진 실시예와, 또한 동일한 배플 내에 두 개 이상의 도관이 존재하는 실시예를 포함한다.
배플 도관을 통해 흐르는 유체는, 예컨대, 공기와 같은 가스 또는 액체일 수 있다. 어떤 예시의 실시예에서 유체는 액체이며, 특히 예시의 실시예에서 유체는 물이다.
예시의 실시예에서, 배플 도관을 통해 흐르는 유체는 100℃ 이하의 온도, 예컨대 90℃ 이하, 및 또한 예컨대 80℃ 이하의 온도를 가지며, 20℃에서 100℃를 포함하여, 그리고 또한 30℃에서 90℃를 포함하여, 또한 40℃에서 80℃를 포함하는 온도 범위를 갖는다.
예를 들어, 바람직한 실시예에서, 유체는 100℃ 이하, 예컨대 90℃ 이하, 그리고 또한 예컨대 80℃ 이하의 온도의 물이다.
배플 도관이 벽의 한쪽에서 다른 쪽으로 연장된 경우, 유체는 각 벽의 중앙 부근에서 각 벽의 말단부를 향해 흐를 수 있다(즉, 중앙에서 벽의 말단부로 반대 방향으로).
각각의 배플 도관은 다른 배플 도관에서 흐르는 도관이 유사하거나 또는 다른 온도 및/또는 유동 속도로 있도록 개별적으로 제어될 수 있다. 예를 들어, 일부 배플 도관에서, 유체의 온도 및/또는 유동 속도는 다른 배플 도관의 유체의 온도 및/또는 유동 속도와 같거나 다를 수 있다. 더욱이, 같거나 다른 유체는 다른 배플 도관을 통해 흐를 수 있다. 예를 들어, 공기와 같은 가스는 적어도 하나의 배플 도관을 통해 흐를 수 있는 반면, 적어도 하나의 다른 배플 도관에서, 물과 같은 액체가 흐를 수 있다.
또한, 각각의 배플 도관은 장치의 각 벽의 길이의 일부만을 통하여 연장될 수 있다. 예를 들어, 장치의 각 벽은 벽을 따라 X 및 Y 방향으로 연장되는 배플 도관의 열 및 행을 포함할 수 있다. 각각의 배플 도관은 다른 배플 도관에서 흐르는 유체가 유사하거나 다른 온도 및/또는 유동 속도이도록 개별적으로 제어될 수 있다. 예를 들어, 일부 배플 도관에서, 유체의 온도 및/또는 유동 속도는 다른 배플 도관의 유체의 온도 및/또는 유동 속도와 같거나 다른 온도로 있을 수 있다. 더욱이, 같거나 또는 다른 유체는 다른 배플 도관을 통해 흐를 수 있다. 예를 들어, 공기와 같은 가스는 일부 배플 도관을 통해 흐를 수 있는 반면, 다른 도관에서는 물과 같은 액체가 흐를 수 있다. 이러한 방식으로, 냉각 기계장치는 수직 및 수평 모든 방향으로 더욱 조정될 수 있다.
도 9는 제1 및 제2 벽(302a, 302b)의 외부 표면에 도관(310a-j)이 배치된 것만 제외하고, 도 7에 도시된 실시예와 유사한 유리 성형 장치(101)의 제1 벽(302a) 및 제2 벽(302b) 사이의 유리 리본(103)의 단면도이다.
따라서, 본원에 개시된 실시예는 냉각 기계장치가 적어도 두 개의 냉각 기계장치, 즉 제1 냉각 기계장치 구성요소와 제2 냉각 기계장치 구성요소를 포함하는 실시예를 포함하며, 상기 제1 냉각 기계장치 구성요소는 예컨대 도 7에 도시된 장치의 벽의 내부에서, 또는 예컨대 도 9에 도시된 장치의 벽의 외부 표면 위와 같이 제2 냉각 기계장치 구성요소보다 유리 리본으로부터 상대적으로 더욱 떨어져 있는 도관의 유체 유동을 포함한다. 제2 냉각 기계장치 구성요소는, 예컨대 도 7 및 9에 도시된 배플 도관 내에서와 같이, 제1 냉각 기계장치 구성요소보다 유리 리본에 더 가까운 도관에서의 유체 유동을 포함한다. 제1 및 제2 냉각 기계장치 구성요소의 도관을 통하여 흐르는 유체는 예컨대, 같거나 다를 수 있으며 가스 또는 액체일 수 있다. 어떤 예시의 실시예에서, 제1 및 제2 냉각 기계장치 구성요소 모두의 도관을 흐르는 유체는 액체이며, 특히 예시의 실시예에서 유체는 물이다.
공동 작동하는 경우, 냉각 기계장치의 제1 및 제2 구성요소는 같거나 다른 유동 속도 및 온도로 흐르는 유체를 포함할 수 있다. 예를 들어, 장치의 각 벽은 냉각 기계장치의 제1 및 제2 구성요소 각각의 도관의 행 및 열 배열을 포함할 수 있으며, 도관은 벽을 따라 X 및 Y 방향으로 연장된다. 냉각 기계장치의 어느 구성요소의 각각의 도관은 다른 도관에서 흐르는 유체가 유사하거나 다른 온도 및/또는 유동 속도에 있도록 개별적으로 제어될 수 있다.
본원에 개시된 실시예는 전술한 것을 포함하며, 점점 더 높은 유동 속도 및 감소된 두께로 유리의 생산을 가능하게 할 수 있으며, 이러한 생산은 예컨대, 밀도, 압축, 영률(Young's Modulus), 특정 계수, 열 팽창계수, 프아송 비(Poisson's Ratio), 더불어 뒤틀림과 같은 우수한 특성을 가진 유리 시트의 생산을 가능하게 하는 미리 정해진 냉각 곡선을 가능한 가까이 따른다. 예를 들어, 본원에 개시된 실시예는 0.5mm 이하의 두께, 2.6g/㎤ 이하의 밀도, 65GPa 이하의 영률, 그리고 100미크론 이하의 뒤틀림을 가진 점점 더 높은 유동 속도로 유리의 생산을 가능하게 할 수 있다.
예를 들어, 유리 유동 속도가 증가되면서, 냉각 기계장치는 수직 및 수평 방향 중 적어도 하나로 조절 또는 조정되어 장치로부터 더욱 열을 뽑아내서 더 높은 유동 속도의 결과로서 장치로 전가된 증가된 에너지를 보상할 수 있다. 동시에, 소정의 냉각 곡선에 가능한 가깝게 따르고 어떤 공정 드리프트(process drift)에 대해 조절하도록 증가된 유동 속도로 유리의 냉각을 가능하게 하기 위해, 가열 기계장치는 가열 부재와 유리 사이의 열전달을 변경하기 위해 수직 및 수평 방향 중 적어도 하나로 조절 또는 조정될 수 있다. 냉각 및 가열 기계장치는 또한 다른 유리 유동 속도만이 아니라 다른 유리 두께와 더불어 다른 소정의 냉각 곡선을 가진 다른 유리 구성을 설명하기 위해서 조절될 수 있다.
본원에 설명된 실시예에서, 조정 알고리즘은, 예컨대, 장치에서 다른 유동 속도로 다른 유리 구성요소의 열 대응을 설명하여 소정의 냉각 곡선을 가능한 가깝게 따르도록 유리의 냉각을 가능하게 하기 위해 실시간으로 냉각 및 가열 기계장치 각각을 조절하는 공정 제어 알고리즘을 채용할 수 있다. 어떤 실시예에서, 조정 알고리즘은 컴퓨터 프로세서를 채용할 것이다. 어떤 실시예에서, 조정 알고리즘은 하향 인발 방향뿐만아니라 인발 횡단으로도 유리의 냉각을 고려할 수 있으며, 이로써, 수직 및 수평 모든 방향으로의 유리의 냉각을 실시간 제어할 수 있다.
수직 및 수평 모든 방향으로의 냉각 및 가열 기계장치의 조정가능성은 기계장치의 임의의 수직 또는 수평 영역으로 적어도 하나의 다상 냉각 및 유도 가열 부재를 포함시킴으로써 더욱 향상될 수 있다. 이러한 부재는 다상 냉각 시스템이 작동 중에 있는지 또는 유도 가열 시스템이 작동 중에 있는지에 따라 장치의 동일한 영격을 가열 또는 냉각하도록 작동할 수 있다. 예시의 다상 냉각 및 유도 가열 시스템은 미국 출원 14/460,447에 개시되며, 그 전체가 참고로 본원에 포함된다.
도 4는 본원에 개시된 실시예에 따른 냉각 및 가열 기계장치(400)의 작동에 대한 개략도이다. 도 4에 도시된 실시예에서, 열 C1-C6는 인발을 횡단하는 영역을 나타낸다(C3 및 C4는 유리 시트의 중간에 해당하고 C1 및 C6은 유리 시트의 가장자리에 해당한다). 반대로, 행 R1-R6은 인발 아래의 영역을 나타낸다(R1은 유리가 상대적으로 높은 온도 있는 인발 상에서 상대적으로 높은 지점에 있고, R6은 유리가 상대적으로 낮은 온도에 있는 인발 상에서 상대적으로 낮은 지점에 있다). 각각의 셀(cell) 내에서, (C1-R1, 등) 사각형의 배경 영역은 가열 기계장치를 나타낸다. 특히, 셀 내에서 음영 정도가 더 큰 곳, 더 많은 양(또는 포화도에 비해 더 높은 퍼센트), 냉각 또는 가열 기계장치의 각각의 냉각 또는 가열 즉 장치의 영역. 예를 들어, 음영이 더 높은 사각형 배경 셀은 음영이 덜한 사각 배경 셀에 비해 냉각 기계장치로부터의 더 많은 양의 냉각을 나타낸다. 유사하게, 더 큰 음영을 가진 다이아몬드 형태의 영역은 덜한 음영을 가진 다이아몬드형 영역에 비해 가열 기계장치로부터 더 많은 양의 가열을 나타낸다. 사각 배경 셀 또는 다이아몬드형 영역에 음영이 없는 것은 각각의 냉각 또는 가열 기계장치가 장치의 영역에서 효과적으로 꺼진 것을 나타낸다. 도 4의 실시예가 6x6 행 및 열 배열을 나타내지만, 본원에 개시된 실시예는 이에 한정되지 않으며, 임의의 수의 행 및 열을 포함할 수 있고, 또한 다른 행 또는 열 내의 다른 수의 셀을 포함할 수 있다.
도 4의 실시예에서, 냉각 기계장치는 장치를 횡단하고 내려가며 거의 일정하게 작동한다. 반대로, 가열 기계장치는 장치를 횡단은 거의 일정하지만, 중간 높이 영격에서 가열이 더 크고 더 높고 더 낮은 높이 영역에서는 낮게 가열하는, 수직 높이의 함수로서 변하도록 작동한다. 도 4에서 볼 수 있듯이, 본원에 개시된 실시예는 모든 가열 및 냉각 기계장치가 장치의 동일한 영역에서 작동하는 것을 포함한다.
도 6은 본원에 개시된 실시예에 따른 냉각 및 가열 기계장치(400)의 작동을 나타내는 다른 개략도이다. 도 6의 실시예에서, 냉각 및 가열 기계장치 모두는 거의 장치를 일정하게 횡단하지만, 중간 높이 영역에서는 가열 양이 더 많고 높고 낮은 높이 영역에서는 냉각 양이 더 많은, 수직 높이의 함수로 변하도록 작동한다.
도 8은 본원에 개시된 실시예에 따른 냉각 및 가열 기계장치(400)의 작동을 나타내는 또 다른 개략도이다. 도 8의 실시예에서, 냉각 기계장치는 장치의 횡단으로 거의 일정하지만, 더 높고 낮은 영역에서는 냉각 양이 더 많고, 중간 높이 영역에서는 냉각 양이 더 적은 수직 높이의 함수로 변하도록 작동된다.
도 10은 본원에 개시된 실시예에 따른 냉각 및 가열 기계장치(400)의 작동을 나타내는 또 다른 개략도이다. 도 10의 실시예에서, 냉각 및 가열 기계장치 모두는 수평 및 수직 모든 방향으로 변한다.
전술한 것처럼, 본원에 개시된 실시예는 점점 더 높은 유동 속도로 유리의 생산을 가능하게 할 수 있으며, 이러한 생산은 소정의 냉각 곡선에 가능한 가깝게 따른다. 예를 들어, 본원에 개시된 실시예는, 변화하는 유리 유동 속도에서, 유리가 유리의 연화점과 스트레인점 사이의 온도에 있을 때보다 유리가 유리의 스트레인점과 200℃ 사이의 온도에 있을 때 더 빠른 평균 냉각 속도로 유리가 냉각되도록, 냉각 기계장치와 가열 기계장치가 구성되는 것을 포함할 수 있다. 상기 실시예는 또한, 변화하는 유리 유동 속도에서, 유리가 연화점과 스트레인점 사이 온도에 있을 때보다 유리의 작동점과 연화점 사이 온도에 있을 때 더 빠른 냉각 속도로 유리가 냉각되도록 냉각 및 가열 기계장치가 구성되는 것을 포함할 수 있다. 상기 실시예는 추가적으로, 변화하는 유리 유동 속도에서, 유리가 유리 연화점과 어닐링점 사이의 온도에 있을 때보다 유리가 어닐링점과 스트레인점 사이의 온도에 있을 때 더 빠른 평균 냉각 속도로 냉각되도록 냉각 및 가열 기계장치가 구성되는 것을 포함할 수 있다. 상기 실시예는 상대적으로 높은 용융 유리 유동 속도로, 예컨대 0.5mm 이하의 두께를 가진 유리 시트와 같은 얇은 유리 시트를 생산할 수 있지만, 동시에, 소정의 냉각 곡선을 따른 것은, 용융된 유리 리본 주변 환경이 최소한으로 지장을 주어서, 최소한의 공정 문제로 고품질의 제품을 안정적으로 생산할 수 있다.
예시의 유리 작동점은 이에 한정하지 않지만, 1,100℃에서 1,500℃를 포함한다. 예시의 유리 연화점은 이에 한정하지 않지만, 800℃에서 1,200℃를 포함한다. 예시의 유리 어닐링점은 이에 한정하지 않지만, 550℃에서 950℃를 포함한다. 예시의 유리 스트레인점은 이에 한정하지 않지만, 500℃에서 900℃를 포함한다.
본원에 개시된 특정 실시예가 오버플로우 하향 인발 공정에 대해 설명되었지만, 상기 실시예의 작동 원리는 또한 유동 공정 및 슬롯 인발 공정과 같은 다른 유리 성형 공정에 적용될 수 있다.
당업자는 본 발명의 사상 및 범위를 벗어나지 않으면서 본 발명의 실시예에 대해 다양한 수정 및 변형이 이루어질 수 있음을 명백히 알 수 있을 것이다. 따라서, 본 발명은 첨부된 청구 범위 및 그 균등물의 범위 내에서 이들 및 다른 실시 예들의 수정 및 변형을 포함하는 것으로 의도된다.
Claims (22)
- 유리 제품의 제조 장치로서,
용융된 유리와 상기 유리 제조 장치의 벽 사이의 복사 열전달을 향상시키고 수직 및 수평 모든 방향으로 조정될 수 있는, 상기 유리 제조 장치의 적어도 하나의 벽의 냉각 기계장치; 및
용융된 유리와 상기 제조 장치의 벽 사이의 복사 열전달에 영향을 미치고, 수직 및 수평 모든 방향으로 조정될 수 있으며, 그리고 상기 냉각 기계장치에서 독립적으로 작동할 수 있는 가열 기계장치;를 포함하며,
상기 냉각 기계장치는 상기 냉각 기계장치가 없는 조건에 비해 유리 리본으로부터 상기 유리 제조 장치의 벽으로 증가된 복사 열전달을 제공하고, 상기 가열 기계장치는 상기 가열 기계장치가 없는 조건에 비해 유리 리본으로부터 상기 유리 제조 장치의 벽으로 감소된 복사 열전달을 제공하는, 유리 제품의 제조 장치. - 청구항 1에 있어서,
상기 냉각 기계장치는 상기 유리 제조 장치의 벽의 도관에서의 유체 유동을 포함하는, 유리 제품의 제조 장치. - 청구항 2에 있어서,
상기 유체는 액체인, 유리 제품의 제조 장치. - 청구항 3에 있어서,
상기 액체는 물인, 유리 제품의 제조 장치. - 청구항 2에 있어서,
상기 유체의 온도는 100℃ 이하인, 유리 제품의 제조 장치. - 청구항 1에 있어서,
상기 가열 기계장치는 적어도 하나의 전기 저항 가열 부재를 포함하는, 유리 제품의 제조 장치. - 청구항 1에 있어서,
오버플로우(overflow) 하향 인발 성형 장치를 포함하는, 유리 제품의 제조 장치. - 청구항 2에 있어서,
상기 유리 제조 장치의 벽의 적어도 하나의 유체 유동 도관은 배플(baffle) 구역에 위치하는, 유리 제품의 제조 장치. - 청구항 1에 있어서,
상기 냉각 기계장치 및 가열 기계장치는 상기 유리가 유리의 연화점(softening point)과 스트레인점(strain point) 사이의 온도에 있을 때보다 유리의 스트레인점과 200℃ 사이의 온도에 있을 때 더 빠른 평균 냉각 속도로 냉각되도록 구성되는, 유리 제품의 제조 장치. - 청구항 9에 있어서,
상기 냉각 기계장치 및 가열 기계장치는 상기 유리가 유리의 연화점(softening point)과 스트레인점(strain point) 사이의 온도에 있을 때보다 유리의 작동점과 연화점 사이의 온도에 있을 때 더 빠른 평균 냉각 속도로 냉각되도록 구성되는, 유리 제품의 제조 장치. - 청구항 1에 있어서,
상기 유리 제품은 0.5mm 이하의 두께를 가진 유리 시트(sheet)인, 유리 제품의 제조 장치. - 유리 제품 제조 장치에서 유리 제품을 성형하는 단계를 포함하는 유리 제품 제조 방법으로서, 상기 유리 제조 장치는,
용융된 유리와 상기 제조 장치의 벽 사이의 복사 열전달을 향상시키고 수직 및 수평 모든 방향으로 조정될 수 있는, 상기 유리 제조 장치의 적어도 하나의 벽의 냉각 기계장치; 및
용융된 유리와 상기 유리 제조 장치의 벽 사이의 복사 열전달에 영향을 미치고, 수직 및 수평 모든 방향으로 조정될 수 있으며, 그리고 상기 냉각 기계장치에서 독립적으로 작동할 수 있는 가열 기계장치;를 포함하되,
상기 냉각 기계장치는 상기 냉각 기계장치가 없는 조건에 비해 유리 리본으로부터 상기 유리 제조 장치의 벽으로 증가된 복사 열전달을 제공하고, 상기 가열 기계장치는 상기 가열 기계장치가 없는 조건에 비해 유리 리본으로부터 상기 유리 제조 장치의 벽으로 감소된 복사 열전달을 제공하는, 유리 제품의 제조 방법. - 청구항 12에 있어서,
상기 냉각 기계장치는 상기 유리 제조 장치의 벽의 도관에 유체 유동을 포함하는, 유리 제품의 제조 방법. - 청구항 13에 있어서,
상기 유체는 액체인, 유리 제품의 제조 방법. - 청구항 14에 있어서,
상기 액체는 물인, 유리 제품의 제조 방법. - 청구항 13에 있어서,
상기 유체의 온도는 100℃ 이하인, 유리 제품의 제조 방법. - 청구항 12에 있어서,
상기 가열 기계장치는 적어도 하나의 전기 저항 가열 부재를 포함하는, 유리 제품의 제조 방법. - 청구항 12에 있어서,
상기 유리 제조 장치는 오버플로우 하향 인발 성형 장치를 포함하는, 유리 제품의 제조 방법. - 청구항 13에 있어서,
상기 유리 제조 장치의 벽의 적어도 하나의 유체 유동 도관은 배플 구역에 위치되는, 유리 제품의 제조 방법. - 청구항 12에 있어서,
상기 냉각 기계장치 및 가열 기계장치는 유리가 유리의 연화점과 스트레인점 사이의 온도에 있을 때보다 유리의 스트레인점과 200℃ 사이에 있을 때 더 빠른 평균 냉각 속도로 냉각되도록 작동되는, 유리 제품의 제조 방법. - 청구항 20에 있어서,
상기 냉각 기계장치 및 가열 기계장치는 유리가 유리의 연화점과 스트레인점 사이의 온도에 있을 때보다 유리의 작동점과 연화점 사이의 온도에 있을 때 더 빠른 평균 냉각 속도로 냉각되도록 작동되는, 유리 제품의 제조 방법. - 청구항 12에 있어서,
상기 유리 제품은 0.5mm 이하의 두께를 가진 유리 시트인, 유리 제품의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562148870P | 2015-04-17 | 2015-04-17 | |
| US62/148,870 | 2015-04-17 | ||
| PCT/US2016/026553 WO2016168066A1 (en) | 2015-04-17 | 2016-04-08 | Thermally enhanced glass manufacturing apparatus and method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170138443A true KR20170138443A (ko) | 2017-12-15 |
Family
ID=57126648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177030208A KR20170138443A (ko) | 2015-04-17 | 2016-04-08 | 열 강화 유리 제조 장치 및 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20180079675A1 (ko) |
| JP (1) | JP6794370B2 (ko) |
| KR (1) | KR20170138443A (ko) |
| CN (1) | CN107771165B (ko) |
| TW (1) | TW201641455A (ko) |
| WO (1) | WO2016168066A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110291049B (zh) * | 2016-11-23 | 2022-03-11 | 康宁股份有限公司 | 用于玻璃带热控制的方法和设备 |
| DE102018111543A1 (de) * | 2017-05-22 | 2018-11-22 | Schott Ag | Verfahren und Vorrichtung zur Dickenkontrolle eines Materialbands |
| WO2020005555A1 (en) | 2018-06-28 | 2020-01-02 | Corning Incorporated | Continuous methods of making glass ribbon and as-drawn glass articles from the same |
| DE102018123284A1 (de) * | 2018-09-21 | 2020-03-26 | sedak GmbH & Co. KG | Vorrichtung zum Tempern von Glasscheiben |
| US20210380457A1 (en) * | 2018-10-05 | 2021-12-09 | Corning Incorporated | Glass forming apparatuses having injection and extraction ports and methods of cooling glass using the same |
| CN114450255B (zh) * | 2019-09-13 | 2023-11-21 | 康宁股份有限公司 | 采用回旋管微波加热装置形成玻璃带的连续方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4402722A (en) * | 1982-02-01 | 1983-09-06 | Ppg Industries, Inc. | Cooling arrangement and method for forming float glass |
| EP1746076A1 (en) * | 2005-07-21 | 2007-01-24 | Corning Incorporated | Method of making a glass sheet using rapid cooling |
| WO2008036227A1 (en) * | 2006-09-20 | 2008-03-27 | Corning Incorporated | Temperature compensation for shape-induced in-plane stresses in glass substrates |
| KR101846035B1 (ko) * | 2009-11-24 | 2018-04-05 | 코닝 인코포레이티드 | 조절된 두께를 갖는 유리 시트 제조를 위한 방법 및 장치 |
| CN203173971U (zh) * | 2010-08-04 | 2013-09-04 | 安瀚视特控股株式会社 | 玻璃板制造装置 |
| JP5189224B2 (ja) * | 2011-03-28 | 2013-04-24 | AvanStrate株式会社 | ガラス板の製造方法及びガラス板製造装置 |
| CN102869623B (zh) * | 2011-03-31 | 2016-07-27 | 安瀚视特控股株式会社 | 玻璃基板的制造方法及玻璃基板的制造装置 |
| US20120318020A1 (en) * | 2011-06-17 | 2012-12-20 | Robert Delia | Apparatus and methods for producing a glass ribbon |
| US20130133370A1 (en) * | 2011-11-28 | 2013-05-30 | Olus Naili Boratav | Apparatus for reducing radiative heat loss from a forming body in a glass forming process |
| JP2014193780A (ja) * | 2013-03-28 | 2014-10-09 | Avanstrate Inc | ガラス板製造方法、および、ガラス板製造装置 |
| JP2014214062A (ja) * | 2013-04-26 | 2014-11-17 | AvanStrate株式会社 | ガラス板製造方法、および、ガラス板製造装置 |
-
2016
- 2016-04-08 JP JP2017554302A patent/JP6794370B2/ja active Active
- 2016-04-08 WO PCT/US2016/026553 patent/WO2016168066A1/en active Application Filing
- 2016-04-08 KR KR1020177030208A patent/KR20170138443A/ko unknown
- 2016-04-08 US US15/566,833 patent/US20180079675A1/en not_active Abandoned
- 2016-04-08 CN CN201680035048.3A patent/CN107771165B/zh not_active Expired - Fee Related
- 2016-04-11 TW TW105111237A patent/TW201641455A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JP6794370B2 (ja) | 2020-12-02 |
| CN107771165A (zh) | 2018-03-06 |
| TW201641455A (zh) | 2016-12-01 |
| CN107771165B (zh) | 2020-12-01 |
| JP2018516221A (ja) | 2018-06-21 |
| US20180079675A1 (en) | 2018-03-22 |
| WO2016168066A1 (en) | 2016-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170138443A (ko) | 열 강화 유리 제조 장치 및 방법 | |
| KR20130111970A (ko) | 이동하는 유리 시트의 적외선 가열 및/또는 냉각을 위한 방사 시준기 | |
| US11512015B2 (en) | Method and apparatus for glass ribbon thermal control | |
| KR102412300B1 (ko) | 유리 리본 냉각을 관리하기 위한 방법 및 장치 | |
| JP6364021B2 (ja) | 誘導加熱を用いてエッジ誘導部材上の失透を最小限に抑える方法および装置 | |
| CN105307989A (zh) | 浮法玻璃制造方法及浮法玻璃制造装置 | |
| TW201738187A (zh) | 用於製造玻璃帶的玻璃成形設備及方法 | |
| WO2008076359A1 (en) | Apparatuses and methods for controlling the temperature of glass forming materials in forehearths | |
| JP6034950B2 (ja) | ガラス製造プロセスにおける成形本体の熱分離装置 | |
| JP7085546B2 (ja) | 成形本体の寸法変動を補償するための方法および装置 | |
| US3329491A (en) | Method and apparatus for producing window glass sheets |