KR20170134254A - 전자 담배의 플라스틱 구성 요소들의 초음파 용접용 소노트로드 - Google Patents
전자 담배의 플라스틱 구성 요소들의 초음파 용접용 소노트로드 Download PDFInfo
- Publication number
- KR20170134254A KR20170134254A KR1020170065194A KR20170065194A KR20170134254A KR 20170134254 A KR20170134254 A KR 20170134254A KR 1020170065194 A KR1020170065194 A KR 1020170065194A KR 20170065194 A KR20170065194 A KR 20170065194A KR 20170134254 A KR20170134254 A KR 20170134254A
- Authority
- KR
- South Korea
- Prior art keywords
- axis
- millimeters
- cavity
- reference circumference
- attachment
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
-
- A24F47/008—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/54—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81431—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single cavity, e.g. a groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/70—Manufacture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3468—Batteries, accumulators or fuel cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/7414—Smokers'' requisites, e.g. pipe cleaners
- B29L2031/7416—Smokers'' requisites, e.g. pipe cleaners for cigars or cigarettes
Abstract
본 발명은 전자 담배의 플라스틱 구성 요소들의 초음파 용접을 위한 소노트르드(sonotrode)에 관한 것이다.
소노트로드는: 초음파 발생기에 연결될 수 있는 제 1 단부 및 제 2 단부를 포함하는 동체; 용접될 전자 담배의 플라스틱 구성 요소를 적어도 부분적으로 수용하기 위하여, 제 2 단부로부터 제 1 단부를 향하여 전개되는 공동을 구비한다. 공동은 동체의 제 2 단부에 개구를 형성하여, 소노트로드의 외측과 소통한다.
특히, 개구에서, 공동의 단면은 제 1 부분 및 제 2 부분을 포함하는 윤곽을 가지는데, 제 1 부분은 기준 원주의 제 1 원호의 형상을 가지고, 서로 대향하는 제 1 단부 및 제 2 단부를 포함하며, 제 2 부분은 상기 기준 원주의 제 2 원호의 형상을 가지고 서로 대향하는 제 1 단부 및 제 2 단부를 포함한다.
상기 윤곽은 제 3 부분 및 제 4 부분을 더 포함하는데, 상기 제 3 부분은 제 1 부분의 제 1 단부 제 2 부분의 제 1 단부에 연결되고 기준 원주에 대하여 외측으로 전개되고, 상기 제 4 부분은 제 1 부분의 제 2 단부 및 제 2 부분의 제 2 단부에 연결되고, 상기 기준 원주에 대하여 외측으로 전개된다.
소노트로드는: 초음파 발생기에 연결될 수 있는 제 1 단부 및 제 2 단부를 포함하는 동체; 용접될 전자 담배의 플라스틱 구성 요소를 적어도 부분적으로 수용하기 위하여, 제 2 단부로부터 제 1 단부를 향하여 전개되는 공동을 구비한다. 공동은 동체의 제 2 단부에 개구를 형성하여, 소노트로드의 외측과 소통한다.
특히, 개구에서, 공동의 단면은 제 1 부분 및 제 2 부분을 포함하는 윤곽을 가지는데, 제 1 부분은 기준 원주의 제 1 원호의 형상을 가지고, 서로 대향하는 제 1 단부 및 제 2 단부를 포함하며, 제 2 부분은 상기 기준 원주의 제 2 원호의 형상을 가지고 서로 대향하는 제 1 단부 및 제 2 단부를 포함한다.
상기 윤곽은 제 3 부분 및 제 4 부분을 더 포함하는데, 상기 제 3 부분은 제 1 부분의 제 1 단부 제 2 부분의 제 1 단부에 연결되고 기준 원주에 대하여 외측으로 전개되고, 상기 제 4 부분은 제 1 부분의 제 2 단부 및 제 2 부분의 제 2 단부에 연결되고, 상기 기준 원주에 대하여 외측으로 전개된다.
Description
본 발명은 전자 담배의 기술 분야에 관한 것이다. 상세하게는, 본 발명은 전자 담배의 플라스틱 구성 요소들의 초음파 용접을 위한 소노트로드(sonotrode)에 관한 것이다.
공지된 바와 같이, 전자 담배가 상세하게는 전기 에너지에 의하여 용액(통상적으로 물 베이스인, 프로필렌 글리콜 및 클리세롤)을 가열함으로써 용액의 증발을 허용한다.
상세하게는, 전자 담배는 전기 에너지를 한쌍의 터미널들에 공급하기 위한 재충전 배터리를 포함한다. 터미널들은 레지스터(resistor)에 고정되며, 레지스터는 증발될 용액으로 적신 심지에 감긴 복수개의 코일들을 포함한다. 터미널에 전기를 공급하는 배터리의 활성화는 용액의 증발이 발생될 때까지 레지스터의 가열을 일으킨다.
전자 담배는 공기 유동 채널을 포함하는데, 이것은 플라스틱 재료의 지지 요소로부터 돌출하며, 공기 유동 채널을 통하여 공기와 함께 증발 용액을 사용자가 흡입할 수 있다.
지지 요소로부터 2 개의 부착부들도 돌출하는데, 이들은 플라스틱 재료로 만들어지고 그 안에 터미널들이 수용된다 (각각의 부착부에 하나씩 수용된다). 상세하게는, 레지스터의 코일들에 접합되도록 터미널들은 개별의 단부가 부착부들을 지나서 돌출되는 반면에, 대향하는 단부들에서는 재충전 배터리와의 연결을 위하여 연결부들을 유지한다.
이러한 연결부들의 존재는, 연결부들을 적어도 부분적으로 덮도록 하기 위하여, 지지 요소와의 연결 영역에서 부착부들이 각각의 확대된 부분(즉, 전개와 관련된 돌출부)을 형성하게 한다.
상기 설명된 (몰딩으로 얻어지고) 플라스틱 재료로 만들어진 그룹은 개별의 지지 요소에서 베이스에 고정되는데, 이것은 전체적으로 실린더형 섹션을 가지고 플라스틱 재료로 만들어진다.
특히, 지지 요소에 대한 플라스틱 베이스의 고정은 (그리고 따라서 상기 모든 그룹에 대한 고정은) 초음파 용접에 의하여 발생될 수 있다.
초음파 용접은 공지된 바와 같이 용접 영역에서 플라스틱 재료들을 서로 접합시키기 위하여 고주파수 음향 에너지를 이용한다. 개별의 용접 동안에, 용접되어야 하는 구성 요소들(예를 들어, 터미널들이 이미 고정된, 그룹 및 베이스)은 압력하에서 서로 유지되고 초음파 진동을 겪는다.
이러한 목적을 위하여, 주파수 네트워크 에너지를 고주파수로 상승시킴으로써 저주파수 네트워크 에너지를 변형시켜 진동을 발생시키는 제네레이터; 기계적 진동 에너지를 초음파 주파수에서 변형시키는 콘버터; 음파의 진폭을 증가시키는, 부스터; 및, 진동 형태의 에너지를 서로 고정될 필요가 있는 부분들에 전달하는, 소노트로드;를 포함하는 용접기(welder)가 이용된다.
특히, 소노트로드는 실린더형 공동이 제공된 헤드를 포함하며, 용접하는 동안 상기 공동의 내부에 용접될 구성 요소들이(예를 들어, 상기 제안된 예에서는 공기 유동 채널 및, 2 개의 터미널들을 포함하는 측방향 부착부들이) 부분적으로 배치된다. 소노트로드의 헤드가 용접될 구성 요소들로 전달하는 진동은 상기 구동 요소들의 가열을 일으켜서, 용접이 이루어질 수 있다.
그러나, 상기 설명된 소노트로드에 의하여, 전자 담배의 플라스틱 구성 요소들의 최적 용접을 얻을 수 없다. 사실상, (예를 들어, 상기 설명된 그룹 및 베이스의 경우에, 지지 요소와의 연결 영역에서 부착부들에 확대 부분들이 존재하기 때문에) 이러한 구성 요소들이 종종 가지는 불규칙 형태는, 용접의 부분적인 제어만을 허용한다.
결국, 상기 설명된 소노트로드의 용접에서의 불규칙성이 종종 발생되고, 일단 구성 요소들이 함께 용접되면, 이들은 특정 부위에서 불필요한 재료 과잉을 나타낼 수 있거나, 불연속적 용접이 발생될 수 있다.
본 발명의 목적은 상기 언급된 종래 기술의 단점을 극복하는 것이다.
이러한 목적은 첨부된 청구항들에 따른 전자 담배의 플라스틱 구성 요소들의 초음파 용접을 위한 소노트로드를 제안함으로써 달성된다.
유리하게는, 본 발명에 따른 소노트로드로써, 불규칙한 형태 및/또는 그것의 윤곽의 경우에도, 전자 담배를 위한 플라스틱 구성 요소들의 특히 정확한 용접을 얻을 수 있다. 따라서, 일단 용접 작용이 완료되면, 불필요한 영역에서의 구성 요소들의 재료 과잉 및/또는 부정확성을 회피할 수 있다. 또한, 종래 기술과는 다르게, 본 발명에 의하여 용접의 연속성이 보장된다.
본 발명의 특정한 실시예들 및 다른 장점들은 첨부된 도면을 참조하여 다음의 상세한 설명으로부터 명백해질 것이다.
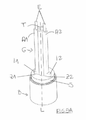
도 1 은 본 발명에 따른 전자 담배의 플라스틱 구성 요소들의 초음파 용접을 위한 소노트로드의 사시도를 도시하며, 일부 내측 부분들이 눈에 띄게 도시되어 있다.
도 2 는 도 1 의 소노트로드의 부분적인 평면도를 도시한다.
도 3 은 도 1 의 소노트로드의, 부분적으로 섹션을 이룬 측면도를 도시한다.
도 4 는 도 3 의 상세부(K)의 확대도를 도시한다.
도 5A 및 도 5b 는 본 발명에 따른 소노트로드에 의하여 용접된, 전자 담배의 일부 구성 요소들에 대한 각각의 사시도를 도시한다.
도 6 은 도 5a 및 도 5b 를 참조하여 도시된 구성 요소들의 정면도이다.
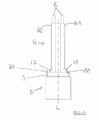
도 7 은 전자 담배의 구성 요소들의 용접 동안에, 본 발명에 따른 초음파 용접기의 측면도를 도시한다.
도 8 은 도 7 의 확대된 상세도를 도시한다.
도 1 은 본 발명에 따른 전자 담배의 플라스틱 구성 요소들의 초음파 용접을 위한 소노트로드의 사시도를 도시하며, 일부 내측 부분들이 눈에 띄게 도시되어 있다.
도 2 는 도 1 의 소노트로드의 부분적인 평면도를 도시한다.
도 3 은 도 1 의 소노트로드의, 부분적으로 섹션을 이룬 측면도를 도시한다.
도 4 는 도 3 의 상세부(K)의 확대도를 도시한다.
도 5A 및 도 5b 는 본 발명에 따른 소노트로드에 의하여 용접된, 전자 담배의 일부 구성 요소들에 대한 각각의 사시도를 도시한다.
도 6 은 도 5a 및 도 5b 를 참조하여 도시된 구성 요소들의 정면도이다.
도 7 은 전자 담배의 구성 요소들의 용접 동안에, 본 발명에 따른 초음파 용접기의 측면도를 도시한다.
도 8 은 도 7 의 확대된 상세도를 도시한다.
도 1 내지 도 4, 도 7 및 도 8 을 참조하면, 본 발명에 따른 전자 담배의 플라스틱 구성 요소(G,B)의 초음파 용접을 위한 소노트로드(sonotrode)는 참조 번호 1 로 표시되어 있다.
소노트로드(1)는 축(H)을 따라서 길이 방향으로 전개된 동체(10)를 구비한다. 동체(10)는 초음파 발생기에 연결될 수 있는 제 1 단부(2) 및, 제 1 단부(2)에 대향하는 제 2 단부(3)를 포함한다. 제 2 단부(3)는 용접되어야 하는 플라스틱 구성 요소(G)에 적어도 부분적으로 접촉한다.
소노트로드(1)는 공동(4)을 구비하고, 이것은 용접되어야 하는 전자 담배의 플라스틱 구성 요소(G)를 적어도 부분적으로 공동 안에 수용하도록 길이 방향 축(H)에 평행한 축을 따라서 동체(10)의 제 2 단부(3)로부터 동체(10)의 제 1 단부(2)를 향하여 전개된다. (도 1 참조)
상세하게는, 동체(4)는 동체(10)의 제 2 단부(3)에 개구(5)를 형성하고, 이것은 소노트로드(1)의 외부와 소통된다.
상세하게는, 개구(5)의 영역에서 공동(4)의 단면은 윤곽(즉, 주위 가장자리)을 가지는데, 상기 윤곽은:기준 원주(C1)의 제 1 원호 형상을 가지고 서로 대향하는 제 1 단부(61) 및 제 2 단부(62)를 포함하는 제 1 부분(6); 및, 상기 기준 원주(C1)의 제 2 원호 형상을 가지고, 서로 대향하는 제 1 단부(71) 및 제 2 단부(72)를 포함하는 제 2 부분(7)을 구비한다. 상세하게는, 제 2 부분(7)의 제 1 단부(71)는 제 1 부분(6)의 제 1 단부(61)에 인접하고, 제 2 부분(7)의 제 2 단부(72)는 제 1 부분(6)의 제 2 단부(62)에 인접한다.
상기 윤곽은 제3 부분(8)을 더 포함하고, 제 3 부분은 제 1 부분(6)의 제 1 단부(61) 및 제 2 부분(7)의 제 1 단부(71)에 연결되는데, 제 3 부분은 상기 기준 원주(C1)에 대하여 외측으로 전개된다.
윤곽은 제 4 부분(9)을 더 포함하고, 상기 제 4 부분은 제 1 부분(6)의 제 2 단부(62) 및 제 2 부분(7)의 제 2 단부(72)에 연결되고, 제 4 부분은 상기 기준 원주(C1)의 외측으로 전개된다.
즉, 개구(5)의 윤곽은 제 2 단부(3)에서 원주로서 형상화되지 않지만, (동일한) 기준 원주(C1)의 2 개의 원호로서만 형상화되며, 2 개 원호들 사이에 기준 원주(C1)에 대하여 외측을 향하여 돌출하는 2 개의 부분(상기 언급된 제 3 부분(8) 및 제 4 부분(9))들이 개재되고 2 개 원호들에 연결된다(특히 도 2 를 참조하면, 개구(5)의 평면도는 그것의 단면도에 대응한다).
유리하게는, 이후에 상세하게 설명되는 바와 같이, 불규칙한 형태 및/또는 윤곽을 가지는 전자 담배의 상기 플라스틱 구성 요소(G,B)의 최적 용접이 허용된다.
예를 들어, 용접되어야 하는 전자 담배의 플라스틱 구성 요소(G,B)는 공기 유동 그룹(G) 및 베이스 요소(B)를 포함한다 (도 5a, 도 5b, 도 6 참조).
공기 유동 그룹(G)은 차례로: 지지 요소(S); 공기 유동 채널을 형성하고 지지 요소(S)로부터 길이 방향 축(L)(예를 들어, 지지 요소(S)에 직각)을 따라서 전개되는 튜브 형상 부분(T); 및, 제 1 부착부(A1) 및 제 2 부착부(A2)를 포함하고, 상기 제 1 및 제 2 부착부는 튜브 형상 부분(T)에 대하여 양측으로 배치되고(즉, 대향하는 측에 배치되고), 베이스 요소(S)로부터, 튜브 형상 부분(T)의 전개 축(L)(예를 들어, 지지부(S)에 직각)에 평행한 길이 방향 축들을 따라서 전개된다.
상세하게는, 제 1 부착부(A1) 및 제 2 부착부(A2)는 지지 요소(S)와의 개별 연결 영역(Z1, Z2)에서 확대된 부분(I1, I2)(즉, 전개 방향에 대하여 돌출되는 부분)의 형상을 가진다 (항상 도 5a, 도 5b, 도 6 참조).
바람직스럽게는, 소노트로드(1)의 공동(4)은 그 안에 튜브 형상 부분(T), 공기 유동 그룹(G)의 제 1 부착부(A1) 및 제 2 부착부(A2)를 수용하도록 형상화되고 미리 배치된다. 상세하게는, 공동(4)의 개구(5)의 단면의 윤곽의 제 3 부분(8) 및 제 4 부분(9)은 공기 유동 그룹(G)의 대응하는 부착부(A1, A2)의 각각의 확대된 부분(I1, I2)을 수용하도록 미리 배치되고 형상화된다. (도 1 내지 도 4 참조).
즉, 공동(4)은 튜브 형상 부분(T), 부착부(A1,A2) 및 개별의 확대 부분(I1, I2)에 의하여 형성된 유닛의 형상에 (가능한 한 많이) 상보적인 형상을 가진다. 이것이 유리하게는 특히 제어된 방식으로 용접을 수행할 수 있게 한다.
예를 들어, 지지 요소(S)는 원형 윤곽을 가지며, 베이스 부재(B)는 실린더형 섹션을 가진다.
예를 들어, 공기 유동 그룹(G)은 몰딩에 의하여 단일 동체로 얻어진다.
제 1 부착부(A1) 및 제 2 부착부(A2)는 각각 그것의 내부에 전자 담배의 금속 터미널(E)을 수용할 수 있다 (도 5a, 도 5b, 도 6 참조).
명세서의 도입 부분에서 언급된 바와 같이, 용액이 증발되도록 가열하는데 이용되는 레지스터(resistor, 미도시)의 코일들에 용접되도록, 터미널(E)은 부착부(A1, A2)를 벗어난 개별의 단부를 가지고 돌출된다. 더욱이 터미널(E)은 상기 언급된 일 단부에 대향하는 단부에서 각각 연결부(미도시)를 가지며, 연결부는 전기 에너지를 공급하기 위한 수단(예를 들어 도시되지 않은 배터리)과 연결되도록 하는 것이다.
이러한 연결부들의 존재는, 적어도 부분적으로 연결부들을 덮는 제 1 부착부(A1) 및 제 2 부착부(A2)가 지지 요소(S)와의 개별적인 연결 영역(Z1,Z2)에 필연적으로 상기 확대된 부분(I1, I2)을 가질 수 있게 한다.
본 발명의 바람직한 실시예에 따르면, 공동(4)은 제 1 부분 및 제 2 부분을 가지고, 상기 제 1 부분은 이전에 설명된 단면을 가지고, 상기 단면은 동체(10)의 제 2 단부(3)로부터 동체(10)의 제 1 단부(2)를 향하여 전개되고, 상기 제 2 부분은 실린더형이며, 전개 축이 동체(10)의 전개 축(H)에 평행하고, 제 2 부분은 제 1 부분으로부터 동체(10)의 제 2 단부(2)를 향하여 연장된다.
바람직스럽게는, 기준 원주(C1)가 공동(4)의 제 2 단부의 가장자리에 의해 정의된 원주와 일치한다.
바람직스럽게는, 공동(4)의 제 2 부분의 전개 축은 기준 원주(C1)의 중심(O)을 통하여 통과된다.
더 바람직스럽게는, 공동(4)의 제 2 부분의 전개 축은 소노트로드(1)의 동체의 전개 축(H)과 일치한다.
도 1 내지 도 4 에 도시된 실시예에 따르면, 제 3 부분(8) 및 제 4 부분(9)은 기준 원주(C1)의 직경 방향 축(D)에 대하여(즉, 기준 원주(C1)의 직경을 통해 지나는 축에 대하여) 비대칭이다.
대안으로서, 도시되지 않은 대안에 따르면, 제 3 부분 및 제 4 부분은 기준 원주의 직경 방향 축에 대하여 대칭적이다. 항상 도면을 참조하면, 제 3 부분(8) 및 제 4 부분(9)은 기준 원주(C1)에 대하여 직경 방향으로 대향한다 (즉, 기준 원주(C1)의 직경의 대향하는 단부들에 배치된다).
예를 들어, 기준 원주(C1)는 5.5 밀리미터 내지 6.0 밀리미터 사이에 포함된 (바람직스럽게는 5.5 밀리미터인) 직경을 가지고, 제 3 부분(8)과 제 4 부분(9) 사이의 최대 직경 방향 거리는 6.70 밀리미터 내지 6.72 밀리미터 사이에 (바람직스럽게는 6.71 밀리미터와 같게) 포함된다.
예를 들어, 기준 원주(C1)의 중심(O)과 제 3 부분(8) 사이의 최대 거리는 3.49 밀리미터 내지 3.59 밀리미터 사이에 포함되는 반면에 (바람직스럽게는 3.54 밀리미터), 기준 원주(C1)의 중심(O)과 제 4 부분(9) 사이의 최대 거리는 3.12 밀리미터 내지 3.23 밀리미터 사이이다 (바람직스럽게는 3.17 밀리미터이다).
첨부된 도면을 참조하면, 제 3 부분(8) 및 제 4 부분(9)은 동체((10)의 길이 방향 전개 축(H)의 방향을 따라서 계산된, 서로 상이한 길이 방향 연장을 가진다.
이것은 예를 들어 적절한 연결구(미도시)에 의하여 각각의 터미널(E)이 공급 수단(미도시)에 연결되는 위치의 함수로서, 축(H)의 방향을 따라서 터미널(E)들의 전개가 가변적일 수 있다는 사실 때문일 수 있다. 실제적이고 그리고/또는 구조상의 이유로 상기 축(H)에 대하여 상이한 위치들에(즉, 상이한 <높이>에) 2 개 터미널(E)들을 연결할 필요성이 있을 수 있다. 이러한 실제적이고 그리고/또는 구조상의 이유는 예를 들어 공급 수단의 유형 및/또는 구조에 관한 것일 수 있다.
결국, 동체(10)의 길이 방향 전개 축(H)의 방향을 따른 제 4 부분(9)의 전개 및 제 3 부분(8)의 전개는, 제 2 단부(3)로부터 동체(10)의 제 1 단부를 향한 시작을 고려하여 비대칭일 수 있다.
예를 들어, 제 3 부분(8)은 제 2 단부(3)로부터 동체(10)의 제 1 단부(2)를 향하여 1.6 밀리미터 내지 2.1 밀리미터 사이(바람직스럽게는 1.6 밀리미터)에 포함된 동체(10)의 전개 축(H)의 방향을 따른 길이 방향 전개를 가질 수 있다.
예를 들어, 제 4 부분(9)은 제 2 단부(3)로부터 동체(10)의 제 1 단부를 향하여 1.3 밀리미터 내지 1.8 밀리미터 사이 (바람직스럽게는 1.3 밀리미터)에 포함된 동체(10)의 전개 축(H)의 방향을 따른 길이 방향 전개를 가질 수 있다.
대안으로서, 도시되지 않은 대안에 따르면, 제 3 부분 및 제 4 부분은 동체의 전개 방향을 따라서 동일한 길이 방향 전개를 가질 수 있으며, 즉, 제 2 단부로부터 동체의 제 1 단부를 향하여 고려하면 축 방향에 대하여 대칭적인 전개를 가질 수 있다.
물론, 위에 표시된 치수 범위는 전자 담배에 접합될 플라스틱 구성 요소들의 치수 범위에 대응하며, 특히 상기 설명될 공기 유동 그룹(G)의 크기에 대하여 그러하다는 점이 주목되어야 한다.
명백하게, 위에서 설명된 소노트로드(1)는 전자 담배의 다른 플라스틱 구성 요소들을 함께 접합시키는데 이용될 수 있으며, 예를 들어, 외측 튜브 형상 용기 요소(containment element)를 베이스 요소(B)에 접합하거나 또는 덮개 요소를 외측 콘테이너에 접합하는데 이용될 수 있다.
본 발명은 또한 위에서 설명된 실시예들중 어느 하나에 따른 소노트로드(1)를 포함하는 초음파 용접기(ultra welder, 11)에 관한 것이다 (도 7 및 도 8 참조).
초음파 용접기(11)는 예를 들어, 소노트로드(1)에 더하여, 저주파수 네트워크 에너지를 고주파수로 전환시킴으로써 저주파수 네크워크 에너지를 변형하여 진동을 발생시키는, 제네레이터(generator); 초음파 주파수에서 진동 기계적 에너지를 변형시키는 콘버터(converter); 음파의 진폭을 증가시키는 부스터(booster); 진동 형태의 에너지를 함께 고정될 필요가 있는 부분들로 전달하는, 소노트로드(sonotrode)를 포함할 수 있다.
명백하게, 초음파 용접기(1)의 사용은 소노트로드(1)에 대하여 설명된 것과 같은 장점을 포함한다.
2. 제 1 단부 3. 제 2 단부
10. 동체 4. 공동
10. 동체 4. 공동
Claims (12)
- 전자 담배의 플라스틱 구성 요소(G, B)들을 초음파 용접하기 위한 소노트로드(sonotrode, 1)로서,
축(H)을 따라서 길이 방향으로 전개되고, 초음파 제네레이터에 연결 가능한 제 1 단부(2) 및 상기 제 1 단부에 대향하는 제 2 단부(3)를 포함하는 동체(10);
용접되어야 하는 전자 담배의 플라스틱 구성 요소(G)를 적어도 부분적으로 수용하기 위한 공동(4)으로서, 동체(10)의 제 2 단부(3)로부터 동체(10)의 제 1 단부(2)를 향하여 상기 길이 방향 전개 축(H)에 평행한 축을 따라서 전개되고, 동체(10)의 제 2 단부(3)에 소노트로드(1)의 외부와 소통하는 개구(5)가 형성된, 공동(4);을 포함하고,
개구(5)에서의 공동(4)의 단면은,
기준 원주(C1)의 제 1 원호의 형상을 가지고 서로 대향하는 제 1 단부(61) 및 제 2 단부(62)를 포함하는, 제 1 부분(6);
상기 기준 원주(C1)의 제 2 원호의 형상을 가지고 서로 대향하는 제 1 단부(71) 및 제 2 단부(72)를 가지는 제 2 부분(7)으로서, 제 2 부분(7)의 제 1 부분(71)은 제 1 부분(6)의 제 1 단부(61)에 인접하고, 제 2 부분(7)의 제 2 단부(72)는 제 1 부분(6)의 제 2 단부(71)에 인접한, 제 2 부분(7);
제 1 부분(6)의 제 1 단부(61) 및 제 2 부분(7)의 제 1 단부(71)에 연결되는 제 3 부분(8)으로서, 상기 기준 원주(C1)에 대하여 외부에서 전개되는, 제 3 부분(8);
제 1 부분(6)의 제 2 단부(62)에 연결되고 제 2 부분(7)의 제 2 단부(72)에 연결된 제 4 부분(9)으로서, 상기 기준 원주(C1)에 대하여 외부에서 전개되는, 제 4 부분(9);을 포함하는 윤곽을 가지는, 소노트로드(1). - 제 1 항에 있어서, 전자 담배의 플라스틱 구성 요소(G, B)는 공기 유동 그룹(G) 및 베이스 요소(B)를 포함하고;
공기 유동 그룹(G)은:지지 프레임(S); 공기 유동 채널을 형성하고 지지 요소(S)로부터 길이 방향 축(L)을 따라서 전개되는 튜브 형상 부분(T);
튜브 형상 부분(T)에 대하여 양측으로 배치된 제 1 부착부(A1) 및 제 2 부착부(A2)로서, 지지 요소(S)로부터, 대응하는 연결 영역(Z1, Z1)에서, 튜브형 부분(T)의 상기 전개 축(L)에 평행한 길이 방향 축들을 따라서 전개된, 제 1 부착부(A1) 및 제 2 부착부(A2);를 포함하고,
제 1 부착부(A1) 및 제 2 부착부(A2) 각각은 지지 요소(S)와의 대응 연결 영역(Z1,Z2)에 확대 부분(I1, I2)을 가지고,
소노트로드(1)의 공동(4)은 상기 공동 안에 공기 유동 그룹(G)의 제 1 부착부(A1), 제 2 부착부(A2) 및 튜브 형상 부분(T)을 수용하도록 형상화되어 미리 배치되고;
공동(4)의 개구(5) 단면의 윤곽에 있는 제 3 부분(8) 및 제 4 부분(9) 각각은 공기 유동 그룹(G)의 대응하는 부착부(A1, A2)의 확대 부분(I1, I2)을 수용하도록 형상화되어 미리 배치되는 것을 특징으로 하는, 소노트로드(1). - 제 1 항 또는 제 2 항에 있어서, 공동(4)은 동체(10)의 제 2 단부(3)로부터 전개되는 상기 단면을 가진 제 1 부분 및, 실린더형이고, 동체(10)의 길이 방향 전개 축(H)에 평행한 전개 축을 가지며, 상기 제 1 부분으로부터 동체(10)의 제 1 단부(2)를 향하여 전개되는 제 2 부분을 포함하는, 소노트로드(1).
- 전기한 항들중 어느 한 항에 있어서, 공동(4)의 제 2 부분의 전개 축은 기준 원주(C1)의 중심(O)을 통과하는, 소노트로드(1).
- 제 1 항에 있어서, 제 3 부분(8) 및 제 4 부분(9)은 기준 원주(C1)의 직경 축(D)에 대하여 비대칭인, 소노트로드(1).
- 제 1 항에 있어서,제 3 부분(8) 및 제 4 부분(9)은 기준 원주(C1)의 직경 축(D)에 대하여 대칭인, 소노트로드(1).
- 제 1 항에 있어서, 제 3 부분(8) 및 제 4 부분(9)은 기준 원주(C1)에 대하여 직경 방향으로 대향하는, 소노트로드(1).
- 전기한 항에 있어서, 기준 원주(C1)는 5.5 밀리미터 내지 6.0 밀리미터 사이에 포함된 직경을 가지고, 제 3 부분(8)과 제 4 부분(9) 사이의 최대 직경 거리는 6.70 밀리미터 내지 6.72 밀리미터 사이에 포함되는, 소노트로드(1).
- 제 8 항에 있어서, 기준 원주(C1)의 중심(O)과 제 3 부분(8) 사이의 최대 직경 거리는 3.49 밀리미터 내지 3.59 밀리미터 사이에 포함되고; 기준 원주(C1)의 중심(0)과 제 4 부분(9) 사이의 최대 직경 거리는 3.12 밀리미터 내지 3.23 밀리미터 사이에 포함되는, 소노트로드(1).
- 제 1 항에 있어서, 동체(10)의 길이 방향 전개 축(H)의 방향을 따른 제 3 부분(8) 및 제 4 부분(9)의 전개는, 동체(10)의 제 2 단부(3)로부터 시작되어 제 1 단부(2)를 향하여 평가될 때 비대칭적인, 소노트로드(1).
- 전기한 항에 있어서, 제 3 부분(8)은 동체(10)의 길이 방향 전개 축(H)의 방향을 따라서 1.6 밀리미터 내지 2.1 밀리미터 사이에 포함된 전개를 가지는 반면에, 제 4 부분(9)은 동체(10)의 길이 방향 전개 축(H)의 방향을 따라서, 동체(10)의 제 2 단부(3)로부터 시작되어 제 1 단부(2)를 향하여 평가될 때 1.3 밀리미터 내지 1.8 밀리미터 사이에 포함된 전개를 가지는, 소노트로드(1).
- 제 1 항에 있어서, 동체(10)의 길이 방향 전개 축(H)의 방향을 따라서 제 3 부분(8) 및 제 4 부분(9)의 전개는 동체(10)의 제 2 단부(3)로부터 시작되어 제 1 단부(2)를 향하여 평가될 때 대칭적인, 소노트로드(1).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITUA2016A003828A ITUA20163828A1 (it) | 2016-05-26 | 2016-05-26 | Sonotrodo per la saldatura ad ultrasuoni di componenti plastici di una sigaretta elettronica |
| IT102016000054263 | 2016-05-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170134254A true KR20170134254A (ko) | 2017-12-06 |
| KR102315352B1 KR102315352B1 (ko) | 2021-10-21 |
Family
ID=56990818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170065194A KR102315352B1 (ko) | 2016-05-26 | 2017-05-26 | 전자 담배의 플라스틱 구성 요소들의 초음파 용접용 소노트로드 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9844908B1 (ko) |
| EP (1) | EP3248756B1 (ko) |
| JP (1) | JP6951125B2 (ko) |
| KR (1) | KR102315352B1 (ko) |
| CN (1) | CN107433715B (ko) |
| IT (1) | ITUA20163828A1 (ko) |
| PL (1) | PL3248756T3 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA3156316A1 (en) | 2020-11-16 | 2022-05-16 | Mitsuru OKADA | Cartridge and manufacturing method of cartridge |
| JP7240530B2 (ja) | 2020-11-16 | 2023-03-15 | 日本たばこ産業株式会社 | カートリッジ及びカートリッジの製造方法 |
| JP7240532B2 (ja) | 2020-11-16 | 2023-03-15 | 日本たばこ産業株式会社 | カートリッジ及びカートリッジの製造方法 |
| CA3156237A1 (en) | 2020-11-16 | 2022-05-16 | Mitsuru OKADA | Cartridge and manufacturing method of cartridge |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06344474A (ja) * | 1993-06-11 | 1994-12-20 | Nippon Tetrapack Kk | スパウトアプリケータ |
| US5922170A (en) * | 1997-10-02 | 1999-07-13 | Minnesota Mining And Manufacturing Company | Hollow vibrational horn |
| JP2000335539A (ja) * | 1999-05-31 | 2000-12-05 | Tokiwa Corp | インジェクション成形の小口容器 |
| CN1537715A (zh) * | 2003-04-19 | 2004-10-20 | 1 | 塑料构件的超声波焊接方法 |
| CN103416853A (zh) * | 2013-08-07 | 2013-12-04 | 林光榕 | 电子烟超声熔接结构、超声熔接模具及超声熔接方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2024153A1 (en) * | 1969-05-19 | 1970-11-26 | General Electric Co., Schenectady, N.Y. (V.St.A.) | High-frequency pressure bonding plastics |
| EP1262152A1 (fr) * | 2001-05-25 | 2002-12-04 | Ecole d'ingénieurs | Instruments de façonnage par ultrasons |
| ES2323624B1 (es) * | 2007-08-09 | 2011-01-31 | Fundacio Privada Ascamm | Dispositivo ultrasonico para moldeo de micropiezas de plastico. |
| DE102007060442A1 (de) * | 2007-12-14 | 2009-06-18 | Herrmann Ultraschalltechnik Gmbh & Co. Kg | Sonotrode mit U-Spalt |
| US8215359B2 (en) * | 2009-03-05 | 2012-07-10 | Branson Ultrasonics Corporation | Part sensing horn |
| DE102013202766A1 (de) * | 2013-02-20 | 2014-08-21 | Ms Spaichingen Gmbh | Rundsonotrode |
-
2016
- 2016-05-26 IT ITUA2016A003828A patent/ITUA20163828A1/it unknown
- 2016-08-08 US US15/230,543 patent/US9844908B1/en active Active
-
2017
- 2017-05-25 CN CN201710376795.XA patent/CN107433715B/zh not_active Expired - Fee Related
- 2017-05-26 KR KR1020170065194A patent/KR102315352B1/ko active IP Right Grant
- 2017-05-26 JP JP2017104150A patent/JP6951125B2/ja active Active
- 2017-05-26 PL PL17173156T patent/PL3248756T3/pl unknown
- 2017-05-26 EP EP17173156.5A patent/EP3248756B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06344474A (ja) * | 1993-06-11 | 1994-12-20 | Nippon Tetrapack Kk | スパウトアプリケータ |
| US5922170A (en) * | 1997-10-02 | 1999-07-13 | Minnesota Mining And Manufacturing Company | Hollow vibrational horn |
| JP2000335539A (ja) * | 1999-05-31 | 2000-12-05 | Tokiwa Corp | インジェクション成形の小口容器 |
| CN1537715A (zh) * | 2003-04-19 | 2004-10-20 | 1 | 塑料构件的超声波焊接方法 |
| CN103416853A (zh) * | 2013-08-07 | 2013-12-04 | 林光榕 | 电子烟超声熔接结构、超声熔接模具及超声熔接方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018019681A (ja) | 2018-02-08 |
| EP3248756A1 (en) | 2017-11-29 |
| KR102315352B1 (ko) | 2021-10-21 |
| EP3248756B1 (en) | 2020-08-12 |
| PL3248756T3 (pl) | 2020-12-14 |
| CN107433715B (zh) | 2021-01-26 |
| JP6951125B2 (ja) | 2021-10-20 |
| ITUA20163828A1 (it) | 2017-11-26 |
| US9844908B1 (en) | 2017-12-19 |
| CN107433715A (zh) | 2017-12-05 |
| US20170341308A1 (en) | 2017-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170134254A (ko) | 전자 담배의 플라스틱 구성 요소들의 초음파 용접용 소노트로드 | |
| EP2835062B1 (en) | Atomization device and electronic cigarette thereof | |
| KR20190013709A (ko) | 전자 담배 | |
| KR20210073614A (ko) | 흡연가능 물질을 가열하기 위한 장치 | |
| US20210153555A1 (en) | Aerosol Generating Article, A Method For Manufacturing An Aerosol Generating Article And An Aerosol Generating System | |
| US20100320257A1 (en) | Ultrasonic welding device and method for welding two components together | |
| US3727619A (en) | Ultrasonic apparatus for hair joining | |
| US3642010A (en) | Ultrasonic method for hair joining | |
| CN108025388A (zh) | 借助超声波扭振焊接构件的装置 | |
| US8056792B2 (en) | Scalloped horn | |
| CN102581498A (zh) | 一种超声波聚焦声场与非熔化极电弧焊接复合的焊接装置 | |
| CN211192480U (zh) | 一种分体式超声波焊头 | |
| CN109715372A (zh) | 用于电子烟或电子烟烟弹的塑料部件的超声波焊接的方法和装置 | |
| US4219249A (en) | Ultrasonic welding process for automobile alternator slip rings | |
| ATE328721T1 (de) | Sonotrode für eine ultraschall-schweissanlage | |
| US20180036832A1 (en) | Vibration welding system and method | |
| JP6963122B2 (ja) | 内燃機関のフレッシュエアシステムのための管状体 | |
| RU2001109034A (ru) | Одноразовая упаковка для стоматологических пломбировочных материалов | |
| JP3920782B2 (ja) | 超音波振動子 | |
| CN205362984U (zh) | 一种管状零件单面点焊设备 | |
| JPH06143429A (ja) | 超音波溶着による接合方法 | |
| JPS59178214A (ja) | プラスチツク部材の溶着方法 | |
| CN220838391U (zh) | 超声波焊接头及焊枪 | |
| KR200317147Y1 (ko) | 호루라기 | |
| CN107764393A (zh) | 超声波传感器及其制作方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |