KR20170100647A - 미소구체 처리된 에지가 구비된 웨브 권취 롤 및 이의 제조 방법 - Google Patents
미소구체 처리된 에지가 구비된 웨브 권취 롤 및 이의 제조 방법 Download PDFInfo
- Publication number
- KR20170100647A KR20170100647A KR1020177021203A KR20177021203A KR20170100647A KR 20170100647 A KR20170100647 A KR 20170100647A KR 1020177021203 A KR1020177021203 A KR 1020177021203A KR 20177021203 A KR20177021203 A KR 20177021203A KR 20170100647 A KR20170100647 A KR 20170100647A
- Authority
- KR
- South Korea
- Prior art keywords
- web
- adhesive
- article
- coated material
- microspheres
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/28—Wound package of webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C31/00—Handling, e.g. feeding of the material to be shaped, storage of plastics material before moulding; Automation, i.e. automated handling lines in plastics processing plants, e.g. using manipulators or robots
- B29C31/04—Feeding of the material to be moulded, e.g. into a mould cavity
- B29C31/10—Feeding of the material to be moulded, e.g. into a mould cavity of several materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1284—Application of adhesive
- B32B37/1292—Application of adhesive selectively, e.g. in stripes, in patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/20—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of continuous webs only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/16—Drying; Softening; Cleaning
- B32B38/164—Drying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
- B65H37/04—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations for securing together articles or webs, e.g. by adhesive, stitching or stapling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
- B32B2037/243—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4143—Performing winding process
- B65H2301/41432—Performing winding process special features of winding process
- B65H2301/414324—Performing winding process special features of winding process involving interleaf web/sheet, e.g. liner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2601/00—Problem to be solved or advantage achieved
- B65H2601/20—Avoiding or preventing undesirable effects
- B65H2601/27—Other problems
- B65H2601/272—Skewing of handled material during handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/13—Parts concerned of the handled material
- B65H2701/132—Side portions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/175—Plastic
- B65H2701/1752—Polymer film
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Textile Engineering (AREA)
- Adhesive Tapes (AREA)
- Laminated Bodies (AREA)
- Winding Of Webs (AREA)
Abstract
미소구체로 처리된 웨브 에지를 갖는 웨브 권취 롤 및 이를 제조하는 공정이 제공된다. 웨브 권취 롤은 2개 이상의 웨브 에지를 갖는 기판 웨브를 포함한다. 코팅된 재료의 하나 이상의 스트립이 웨브 에지 중 하나 또는 둘 모두에 인접하게 배열된다. 기판 웨브는 중심 코어 주위에서 다수의 회전부로 자체 상에 권취되고, 각각의 회전부는 코팅된 재료의 하나 이상의 스트립에 의해 다음의 회전부로부터 실질적으로 분리된 상태로 유지된다.
Description
본 발명은 미소구체로 처리된 웨브 에지(web edge)를 갖는 웨브 권취 롤(web-wound roll) 및 이를 제조하기 위한 공정에 관한 것이다.
권취 임프레션 결함(winding impression defect)은 연속 필름 또는 웨브를 권취 또는 롤링하는 웨브 권취 롤 공정에서 매우 통상적이다. 웨브 권취 롤의 내부 압력 분포는 예를 들어 임프레션 결함 및/또는 필름 변형을 야기할 수 있는 롤 코어의 표면 거칠기, 주름, 이물질 등에 의해 형성될 수 있다. 권취 임프레션 결함을 감소시키기 위한 다양한 방법이 예를 들어, PCT 공보 제WO 2011030684호(마에다(Maeda)), 일본 특허 출원 공보 제JP 201346966호, 및 제JP 2012247727호에 기재된다.
웨브 권취 롤 공정에서 권취 임프레션 결함을 감소시키기 위한 요구가 있다. 연성 권취가 권취 임프레션 결함을 감소시키는데 효과적일 수 있을지라도, 연성 권취는 텔레스코핑 문제(telescoping issue)를 발생시킬 수 있다. 본 발명은 텔레스코핑 문제를 발생시키지 않는 웨브 권취 롤을 형성하기 위한 연성 권취 공정(soft winding process)을 제공한다. 본 명세서에서 사용된 용어 "연성 권취 공정"은 1 N/cm 이하, 전형적으로 0.01 N/cm 내지 1 N/cm의 권취 장력을 이용하는 웨브 권취 롤 공정을 지칭한다.
간략하게는, 일 양태에서 본 발명은 제1 주 측면 및 제1 주 측면에 반대편의 제2 주 측면, 및 2개 이상의 웨브 에지를 갖는 기판을 포함하는 웨브를 포함한 웨브 권취 롤을 기재한다. 코팅된 재료의 하나 이상의 스트립은 소정 두께를 가지며, 웨브 에지 중 하나 또는 둘 모두에 인접하게 제1 및 제2 주 측면 중 하나 또는 둘 모두 상에 배열된다. 기판은 중심 코어 주위에서 다수의 회전부로 자체 상에 롤링되고, 각각의 회전부는 코팅된 재료의 하나 이상의 스트립에 의해 다음의 회전부로부터 실질적으로 분리된 상태로 유지된다. 일부 실시 형태에서, 웨브는 이형 라이너를 포함하는 광학적으로 투명한 다층 라미네이트이고, 코팅된 재료의 하나 이상의 스트립은 하나 이상의 웨브 에지를 따라 이형 라이너의 표면 상에 배열된다.
또 다른 양태에서, 웨브를 권취하는 방법은 제1 주 측면 및 제1 주 측면에 반대편의 제2 주 측면, 및 2개 이상의 웨브 에지를 갖는 기판 웨브를 포함하는 웨브를 제공하는 단계, 웨브 에지 중 하나 또는 둘 모두에 인접하게 제1 및 제2 주 측면 중 하나 또는 둘 모두 상에 소정 두께를 갖는 코팅된 재료의 하나 이상의 스트립을 배열하는 단계, 및 중심 코어 주위에 다수의 회전부로 자체 상에 기판 웨브를 권취하는 단계를 포함한다. 각각의 회전부는 코팅된 재료의 하나 이상의 스트립에 의해 다음의 회전부로부터 실질적으로 분리된 상태로 유지된다.
본 발명의 예시적인 실시 형태에서 다양한 예상치 못한 결과 및 이점이 얻어질 수 있다. 본 발명의 예시적인 실시 형태의 이러한 하나의 이점은 연속 필름 또는 웨브가 임의의 텔레스코핑 문제를 발생시키지 않고 연성 권취 공정에 의해 권취될 수 있는 것이다. 대조적으로, 예를 들어, 테이퍼 감소 장력, 롤 에지의 널링(knurling), 스페이서의 삽입 또는 이의 조합과 같은 통상적인 방법이 본 발명의 이점을 달성하지 못할 수 있다. 예를 들어, 테이퍼 감소 권취 장력 제어(taper reducing wind tension control)를 사용하는 공정이 권취 임프레션을 감소시키는데 효과적일 수 있지만, 이러한 공정의 효과는 웨브 특성 및 설비 능력에 의존하는 웨브 취급의 인자에 의해 제한된다. 두 웨브 에지 상에서의 널링은 권취된 필름의 인접한 층들 사이에 간격을 제공할 수 있고 이의 내부 압력을 감소시킬 수 있을지라도, 웨브 에지 상에서 치명적인 손상의 야기가 용이하기 때문에 얇은 필름 또는 웨브를 이용한 안정적인 널링 공정을 구현하기가 어렵다. 두 웨브 에지에서 스페이서의 삽입은 내부 권취 압력을 감소시킬 수 있을지라도, 효과를 달성하기 위해 스페이서의 위치, 두께 및/또는 유연성을 제어하는 것이 어려울 수 있다.
본 발명의 예시적인 실시 형태의 다양한 태양 및 이점이 요약되었다. 상기 발명의 내용은 본 발명의 각각의 예시된 실시 형태 또는 본 발명의 소정의 예시적인 특정 실시 형태의 모든 구현예를 설명하기 위한 것은 아니다. 하기의 도면 및 발명을 실시하기 위한 구체적인 내용은 본 명세서에 개시된 원리를 이용하는 소정의 바람직한 실시 형태를 더 상세하게 예시한다.
본 발명은 첨부 도면과 함께 본 발명의 다양한 실시 형태의 하기의 발명을 실시하기 위한 구체적인 내용을 고찰함으로써 더욱 완전히 이해될 수 있다.
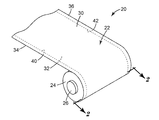
도 1은 일 실시 형태에 따른 웨브 권취 롤의 사시 측면도.
도 2는 도 1의 웨브 권취 롤의 일부의 단면도.
도 3은 일 실시 형태에 따른 웨브 권취 롤을 형성하기 위한 공정의 개략도.
도면에서, 유사한 도면 부호는 유사한 요소를 지시한다. 축척에 맞게 작성되지 않을 수 있는 전술된 도면이 본 발명의 다양한 실시 형태를 개시하고 있지만, 발명을 실시하기 위한 구체적인 내용에 언급된 바와 같이, 다른 실시 형태가 또한 고려된다. 모든 경우에, 본 발명은 현재 개시되는 발명을 명백한 제한으로서가 아니라 예시적인 실시 형태의 표현으로서 기술한다. 본 발명의 범주 및 사상에 속하는 많은 다른 변형 및 실시 형태가 당업자에 의해 고안될 수 있음이 이해되어야 한다.
도 1은 일 실시 형태에 따른 웨브 권취 롤의 사시 측면도.
도 2는 도 1의 웨브 권취 롤의 일부의 단면도.
도 3은 일 실시 형태에 따른 웨브 권취 롤을 형성하기 위한 공정의 개략도.
도면에서, 유사한 도면 부호는 유사한 요소를 지시한다. 축척에 맞게 작성되지 않을 수 있는 전술된 도면이 본 발명의 다양한 실시 형태를 개시하고 있지만, 발명을 실시하기 위한 구체적인 내용에 언급된 바와 같이, 다른 실시 형태가 또한 고려된다. 모든 경우에, 본 발명은 현재 개시되는 발명을 명백한 제한으로서가 아니라 예시적인 실시 형태의 표현으로서 기술한다. 본 발명의 범주 및 사상에 속하는 많은 다른 변형 및 실시 형태가 당업자에 의해 고안될 수 있음이 이해되어야 한다.
본 발명은 미소구체(예를 들어, 미소구체 접착제)로 처리된 웨브 에지를 갖는 웨브 권취 롤 및 이를 제조하는 공정을 제공한다. 본 명세서에서 기재된 일부 필름 또는 웨브는 텔레스코핑 문제를 발생시키지 않고 권취 임프레션 결함을 감소시키는데 효과적인 연성 권취 공정에 의해 권취될 수 있다.
도 1은 웨브 귄취 롤(20)의 사시도를 도시한다. 웨브 귄취 롤(20)은 무한 길이 재료의 연속 웨브(22)를 포함한다. 연속 웨브(22)는 편리하게 중심 코어(26) 주위에서 다수의 회전부(revolution, 24)로 연성 권취 공정에 의해 자체 상에 권취된다. 일부 실시 형태에서, 연성 권취 공정은 0.01 N/cm 이상, 0.05 N/cm 이상, 또는 0.1 N/cm 이상의 권취 장력(winding tension)을 사용한다. 일부 실시 형태에서, 연성 권취 공정은 1 N/cm 이하, 0.5 N/cm 이하, 또는 0.2 N/cm 이하의 권취 장력을 사용한다. 일부 실시 형태에서, 연성 권취 공정은 0.01 N/cm 내지 1 N/cm, 0.05 N/cm 내지 1 N/cm, 또는 0.1 N/cm 내지 0.5 N/cm의 귄취 장력을 사용한다. 연속 웨브(22)는 제1 주 측면(30) 및 제1 주 측면(30)에 반대편의 제2 주 측면(32), 및 서로 실질적으로 평행한 2개의 웨브 에지(34, 36)를 갖는다. 연속 웨브(22)는 웨브 에지(34, 36)들 사이에 형성된 폭(W1)을 갖는다. 일부 실시 형태에서, 폭(W1)은 원하는 응용에 따라 수 센티미터로부터 수 미터까지 변화할 수 있다.
일부 실시 형태에서, 연속 웨브(22)는 가요성 (공)중합체성 재료의 하나 이상의 층을 포함할 수 있다. 일부 실시 형태에서, 연속 웨브(22)는 예를 들어, 창 유리(window glass)에 부착하기에 적합한 광학적으로 투명한 다층 라미네이트일 수 있다. 일 예시적인 광학적으로 투명한 다층 라미네이트는 본 명세서에 참조로 인용되는 미국 특허 제7,238,401호(디에츠(Dietz))에 기재된다.
코팅된 재료의 2개의 스트립(40, 42)이 제2 주 측면(32) 상에 배열된다. 스트립(40, 42)은 각각 웨브 에지(34, 36)에 인접하게 배열된다. 스트립(40, 42)은 각각 연속적이고 폭(W2)을 갖는 각각의 웨브 에지(34, 36)를 따라 연장된다. 일부 실시 형태에서, 비율(W2/W1)은 예를 들어, 0.01 이상, 0.02 이상, 또는 0.05 이상일 수 있다. 일부 실시 형태에서, 비율(W2/W1)은 예를 들어, 0.3 이하, 0.2 이하, 또는 0.1 이하일 수 있다. 일부 실시 형태에서, 비율(W2/W1)은 예를 들어, 0.01 내지 0.2, 0.02 내지 0.2, 또는 0.05 내지 0.2일 수 있다. 일부 실시 형태에서, 스트립(40 또는 42)은 각각의 웨브 에지(34 또는 36)에 바로 인접하게 배열될 수 있다. 다른 실시 형태에서, 스트립(40 또는 42)은 예를 들어, 폭(W2) 이하의 거리로 각각의 웨브 에지(34 또는 36)로부터 이격될 수 있다. 스트립(40 또는 42)이 각각의 웨브 에지(34 또는 36)를 따라 일정한 폭(W2)을 갖지 않을 수 있는 것으로 이해된다. 일부 실시 형태에서, 코팅된 재료(40, 42)는 각각의 웨브 에지(34, 36)를 따라 연장되는 코팅된 재료의 다수의 스트립을 각각 포함할 수 있다. 코팅된 재료의 스트립의 두께는 예를 들어, 0.1 미크론 이상, 0.5 미크론 이상, 또는 1 미크론 이상일 수 있다. 코팅된 재료의 스트립의 두께는 예를 들어, 200 미크론 이하, 100 미크론 이하, 또는 50 미크론 이하일 수 있다. 일부 실시 형태에서, 코팅된 재료의 스트립의 두께는 예를 들어, 0.5 미크론 내지 100 미크론일 수 있다.
일부 실시 형태에서, 스트립(40, 42)과 같이 코팅된 재료의 하나 이상의 스트립이 웨브 에지(34 또는 36)에 인접하게 제1 및 제2 주 측면(30, 32) 중 하나 또는 둘 모두 상에 배열될 수 있다. 일 실시 형태에서, 스트립(40, 42)은 제1 주 측면(30) 상에 배열될 수 있다. 또 다른 실시 형태에서, 스트립(40)은 웨브 에지(34)에 인접하게 제1 주 측면(30) 상에 배열될 수 있고, 스트립(42)은 웨브 에지(36)에 인접하게 제2 주 측면(32) 상에 배열될 수 있다. 또 다른 실시 형태에서, 코팅된 재료의 하나 이상의 스트립이 웨브 에지(34, 36) 중 하나의 웨브 에지에만 인접하게 배열될 수 있다.
스트립(40, 42)에 수용된 바와 같이 코팅된 재료는 바람직하게는 접착제와 미소구체를 포함하는 접착제 미소구체일 수 있는 미소구체를 포함한다. 일부 실시 형태에서, 접착제는 단일의 접착제 또는 하나 이상의 접착제 성분, 예를 들어 미소구체와 접착제를 포함할 수 있는 접착제 블렌드일 수 있고, 용어 "접착제 블렌드"는 "미소구체 접착제" 또는 MSA로 상호교체가능하게 사용될 수 있다.
일부 실시 형태에서, 접착제 블렌드는 접착제 및 미소구체의 총 중량을 기준으로 1 중량부 내지 50 중량부, 바람직하게는 3 중량부 내지 12 중량부의 미소구체를 가질 수 있고, 50 중량부 내지 99 중량부, 바람직하게는 75 중량부 내지 97 중량부의 접착제를 가질 수 있다. 리올로지 개질제(rheology modifier)와 같은 개질제, 착색제, 충전제 및 다른 (공)중합체성 첨가제를 포함하지만 이에 한정되지 않는 다른 성분이 사용될 수 있다. 이러한 개질제가 사용되는 경우, 접착제 혼합물 중에 사용된 양은 이러한 개질제의 알려진 용도에 효과적인 양이다. 일 예시적인 접착제 블렌드 조성물은 본 명세서에 참조로 인용되는 미국 특허 출원 공보 제20090246478호(그라함(Graham) 등)에 기재된다.
일부 실시 형태에서, 접착제 블렌드의 미소구체의 적어도 일부는 고상이고, 엘라스토머성이며, 변형가능하고, 비점착성의 미소구체일 수 있다. 비점착성 미소구체는 특히 점착방지제(detackifying agent)로 적합할 수 있다. 따라서, 감압 접착제(PSA) 조성물과 같은 접착제 조성물과 블렌드되면, 본 발명의 비점착성 미소구체가 응집 접착제의 접착력을 제어할 수 있는 유용한 도구를 제공한다.
일부 실시 형태에서, 미소구체는 고상일 수 있고 분쇄되지 않을 수 있다. 미소구체는 또한 다양한 용매에 노출 시에 실질적으로 팽윤되지 않을 수 있다. 미소구체는 고도로 가교된 속성을 가질 수 있고 이에 따라 용매 불용성일 수 있다. 미소구체는 또한 변형될 수 있고, 이에 따라 접착제 블렌드로 코팅된 기판(예를 들어, 연속 웨브(20))이 롤 상에 경질 밴드(hard band)를 생성하지 않고 자체적으로 권취될 수 있다.
일부 실시 형태에서, 미소구체는 예를 들어 1 미크론 내지 200 미크론의 평균 직경을 가질 수 있다. 미소구체는 기판 상에 코팅된 접착제의 두께 초과의 평균 직경을 가질 수 있다.
일부 실시 형태에서, 접착제 블렌드의 미소구체는 1개 내지 14개의 탄소 원자를 갖는 하나 이상의 알킬(메트)아크릴레이트 단량체, 하나 이상의 다작용성 가교제, 하나 이상의 개시제, 및 하나 이상의 중합체성 안정화제를 중합함으로써 현탁 중합 공정에 의해 제조될 수 있다. 계면활성제를 포함하지만 이에 제한되지 않는 다른 임의의 성분도 반응 혼합물에 사용될 수 있다.
일부 실시 형태에서, 접착제 블렌드의 접착제는 점착(tack)에 대한 리올로지 기준(rheological criterion), 예를 들어 달퀴스트 기준(Dahlquist criterion)을 만족시키는 임의의 감압 접착제(PSA) 조성물을 포함할 수 있다. 감압 잡착제는 미소구체가 그 내부에서 상용적이고 안정적인 한 용매 기반이거나, 수 기반이거나, 또는 고온 용융될 수 있다. 일 실시 형태에서, 감압 접착제는 재접착가능 접착제이다. 본 발명의 접착제 블렌드에 사용하기에 적합한 감압 접착제는 PCT 공보 제WO 1994/019420호에 기재된다. 상기 공보는 하나 이상의 중합체성, 본질적 점착성, 엘라스토머성 미소구체 및 하나 이상의 아크릴아미드계 모이어티(moiety)를 포함하는 접착제 결합제의 블렌드를 포함하는 재부착가능 감압 접착제 조성물을 기재한다. 접착제 블렌드는 감압 접착제 이외의 임의의 적합한 접착제를 포함할 수 있는 것으로 이해된다.
이제 도 2를 언급하면, 도 1에서 절단 선(2-2)을 따라 취한 수 개의 권취 회전부(wound revolution, 24)의 단면도가 도시된다. 이 도면에서, 연속 웨브(22)의 각각의 회전부(24a, 24b, 24c)가 코팅된 재료의 스트립(40, 42)에 의해 다음의 회전부로부터 실질적으로 분리된 상태로 유지되는 것으로 이해될 수 있다. 인접한 회전부(24a, 24b, 24c)들 사이에 공간(50)이 형성될 수 있다. 일부 실시 형태에서, 코팅된 재료의 하나 이상의 스트립이 스트립(40, 42) 사이에, 예를 들어 인접한 회전부들을 분리된 상태로 유지시키기 위하여 공간(50) 내에 제공될 수 있는 것으로 이해된다.
도 2에 도시된 바와 같이, 스트립(40, 42)은 각각의 웨브 에지(34, 36)에 인접한 제2 측면(32) 상에 코팅된다. 스트립(40, 42)은 접착제가 미소구체의 일부를 덮어서 미소구체의 일부가 코팅된 접착제의 전방 표면 위로 돌출되거나 이로부터 연장되도록 접착제 및 미소구체를 각각 포함한다. 미소구체의 평균 직경은 접착제의 코팅 두께보다 커서 미소구체의 일부가 접착제의 노출된 표면을 넘어 돌출될 수 있다. 미소구체의 돌출된 부분은 인접한 회전부의 제1 측면(30)과 접촉하고, 이들 사이의 마찰은 인접한 회전부들 간에 상대적인 축방향 운동을 방지할 수 있고, 이에 따라 가능한 텔레스코핑 문제를 방지할 수 있다.
도 1 및 도 2의 연속 웨브(22)는 권취 임프레션 결함 및/또는 필름 변형과 같은 임의의 스크래치 또는 결함이 예를 들어 약 0.5 m의 거리에서 형광등 하에서 볼 때 육안으로 그 내부가 명확히 보일 수 있는 광학 필름일 수 있다. 도 2의 실시 형태에서, 연속 웨브(22)는 광학적으로 투명한 접착제(OCA)(64)에 의해 이형 라이너(66)에 라미네이팅되는 (공)중합체성 필름(62)에 부착된 하드 코트(hard coat, 60)를 포함하는 라미네이트이다.
일부 실시 형태에서, 하드 코트(60)는 스크래치-방지 표면을 형성하기 위하여 결과적인 하드 코트 층이 건조되도록 제공되는 경우와 같이 (공)중합체성 필름(62)의 표면에 임의의 상용입수가능한 하드 코팅 조성물을 도포함으로써 수득될 수 있다. 하드 코팅 조성물은 예를 들어, 미국 특허 제5,677,050호(빌카디(Bilkadi) 등)에 기재된 바와 같이 유기 수지 및 실리카 입자를 함유하는 세라머 코팅 조성물(ceramer coating composition)일 수 있다. 일부 실시 형태에서, 하드 코팅 조성물은 약 20 중량% 내지 약 80 중량%의 에틸렌성 불포화 단량체, 약 10 중량% 내지 약 50 중량%의 아크릴레이트 작용화된 콜로이달 실리카, 및 약 5 중량% 내지 약 40 중량%의 N,N-이치환 아크릴아미드 단량체 또는 N-치환-N-비닐-아미드 단량체를 포함할 수 있다. 그 뒤, 코팅은 라미네이트의 상부 필름 라미나 상에 내마모성, 광투과성 세라머 코팅을 제공하도록 경화될 수 있다. 하드 코팅은 바람직하게는 라미네이트를 형성하기 위하여 사용되기 전에 필름에 도포된다.
일부 실시 형태에서, (공)중합체성 필름(62)은 임의의 적합한 중합체성 재료를 포함할 수 있다. 중합체성 재료는 비접착성일 수 있고, 광 투명도를 간섭할 수 있는 표면 결함이 실질적으로 없는 상태에서 광학적으로 투명하고 이의 전체 영역을 따라 실질적으로 균일한 두께를 갖는 시트로 형성될 수 있다. 용어 "비접착성"은 필름을 형성하기 위하여 사용된 중합체성 재료가 유리 또는 층상 필름 라미네이트를 제조하기 위하여 통상적으로 사용된 바와 같은 접착제 유형 재료가 아닌 것을 의미한다. 이러한 접착제 중합체성 재료는 폴리비닐 부티랄, 에틸렌 터폴리머, 에폭시, 폴리우레탄, 실리콘 및 아크릴 중합체와 같은 열가소성 접착제 재료를 포함할 수 있다. 일 실시 형태에서, 중합체성 필름(62)은 폴리에틸렌 테레프탈레이트(PET) 필름이다. (공)중합체성 필름(62)은 두께가 0.5 밀(0.013 mm) 이상, 1 밀(0.025 mm) 이상, 또는 1.5 밀(0.038 mm) 이상으로 변화할 수 있다. (공)중합체성 필름(62)은 두께가 20 밀(0.508 mm) 이하, 10 밀(0.254 mm) 이하, 또는 5 밀(0.127 mm) 이하로 변화할 수 있다. (공)중합체성 필름(62)은 두께가 약 0.5 밀 내지 약 10 밀(0.013 mm 내지 0.25 mm)로 변화할 수 있지만 바람직하게는 두께가 약 5 밀(0.13 mm)을 초과하지 않는다. (공)중합체성 필름(62)은 시트로 형성된 때에 이축 배향되고 열 경화가 우수한 광학적 특성을 높은 파열 강도 필름에 제공하는 폴리에틸렌-테레프탈레이트(PET)와 같은 중합체성 재료로 제조될 수 있다. 일부 실시 형태에서, 중합체성 필름은 코팅과 접착제 층 사이에 접착력을 향상시키기 위하여 프라이밍되거나 또는 코로나 처리될 수 있다.
일부 실시 형태에서, (공)중합체성 필름(62)과 이형 라이너(66) 사이의 광학적으로 투명한 접착제(OCA)(64)는 예를 들어, 가시 파장 범위 내에서 50% 이상의 투과도를 갖는 광학적으로 투명할 수 있는 임의의 비교적 연성 감압 접착제 재료를 포함할 수 있다. 감압 접착제 재료는 자체적으로 자립 상태(free standing condition)에서 광학적으로 투명하지 않을 수 있지만 라미네이트 내로 혼입되면 광학적으로 투명한 상태 및 충분한 접착력을 가져서 임의의 폭 넓은 기후 조건에 걸쳐 불변의 형태로 라미네이트의 층을 유지할 수 있다. 감압 접착제 조성물은 아크릴레이트 또는 아크릴 공중합체 및 터폴리머를 기반으로 할 수 있다. 광학적으로 투명한 접착제(OCA)(64)의 두께는 예를 들어, 약 0.1 밀 내지 약 1 밀(0.003 mm 내지 0.025 mm)로 변화할 수 있다.
일부 실시 형태에서, 이형 라이너(66)는 임의의 통상적인 시트 재료를 포함할 수 있다. 이형 라이너(66)는 광학적으로 투명한 접착제(OCA)(64)의 노출된 표면에 대한 보호를 제공한다. 이형 라이너(66)는 이 이형 라이너가 도포되는 광학적으로 투명한 접착제(OCA)(64)의 표면에 대해 일시적으로 약한 접착력을 가질 수 있으며, 이에 따라 표면으로부터 깨끗하게 벗겨져서 예를 들어 유리 시트의 표면에 대한 부착을 위해 접착제의 손상되지 않은 층이 남겨질 수 있다.
재차 도 2를 언급하면, 스트립(40, 42)은 하나의 회전부의 이형 라이너(66)의 표면 상에서 각각의 웨브 에지(34, 36)를 따라 그리고 인접한 회전부의 하드 코트(60)와 접촉한 상태로 코팅된다. 본 명세서에 기재된 일부 스트립은 감압 접착제와 고상이고 엘라스토머성이며 비점착성 미소구체를 함유하는 접착제 블렌드를 이용할 수 있다. 접착제 블렌드는 스트립(40, 42)을 형성하기 위하여 이형 라이너(66)의 표면에 부착될 수 있다. 일부 실시 형태에서, 광학 필름이 예를 들어, 창문 유리에 부착을 위해 사용 중일 때, 이형 라이너(66)가 제거될 수 있고 코팅된 재료의 스트립(40, 42)은 이형 라이너(66)와 함께 제거될 수 있다. 일부 실시 형태에서, 코팅된 재료의 스트립(40, 42)과 함께 웨브 에지(34, 36)가 광학 필름의 사용 이전에 트리밍될 수 있다.
이제 도 3을 참조하면, 본 발명에 따른 도 2의 웨브 권취 롤(20)과 같은 웨브 권취 롤을 형성하기 위한 하나의 가능한 공정의 개략도가 도시된다. 이형 라이너(66)는 풀림 스탠드(unwind stand, 70)로부터 풀린다. 도시된 실시 형태에서, 이형 라이너(66)는 이형 특성을 갖도록 처리될 수 있는 제1 측면(66a) 및 바람직하게는 처리되지 않은 상태로 유지되는 제2 측면(66b)을 갖는다. 편리하게 미소구체 접착제(MSA)의 형태인 코팅된 재료(40, 42)의 스트립이 편리하게 예를 들어 그라비어 코터(gravure coater)와 같은 코터(72)에 의해 제2 측면(66b) 상에 분배된다. 코팅된 재료(40, 42)는 이형 라이너(66)의 표면 상으로 물 또는 용매 현탁액 중의 편리한 MSA로서 제공될 때, 이형 라이너(66)는 열 오븐(74)을 통과하여 코팅된 재료(40, 42)를 건조시켜 에지-코팅된 이형 라이너(66')를 형성한다. 롤(115)과 같은 하나 이상의 아이들 롤(idle roll)이 이형 라이너(66)를 지향하기 위해 사용될 수 있다.
도 3의 실시 형태에서, (공)중합체성 필름(62)은 풀림 스탠드(76)로부터 풀린다. 상표명 메리넥스(MELINEX) 454-200 필름으로 입수가능한 것과 같은 (공)중합체성 필름(62)은 상업적 공급원으로부터 얻어진다. (공)중합체성 필름(62)은 코터(78)로부터 하드 코트 재료의 코팅을 수용하여 도 2의 하드 코트(60)를 형성하도록 건조기(80)를 통과함으로써 건조되는 경질 재료의 습윤 코팅을 제공한다. 코터(78)는 (공)중합체성 필름(62)의 표면에 균일한 코팅을 제공하기 위해 슬롯 다이를 포함하는 것과 같은 임의의 편리한 코팅 장치일 수 있다. 건조기(80)는 예를 들어, 터널 오븐 또는 UV 공급원을 사용하는 경화 스테이션과 같은 임의의 편리한 건조 또는 경화 장치일 수 있다. 코팅 용액은 이를 코팅가능하게 만드는 적절한 점도를 갖는 임의의 상용입수가능한 하드 코팅 용액일 수 있다. 그 뒤, 광학적으로 투명한 접착제(64)는 (공)중합체성 필름(62)의 반대편의 측면 상에 또 다른 코터(82)에 의해 코팅되고 건조기(84)에 의해 건조된다. 코팅 용액은 감압 접착제의 임의의 편리한 용액일 수 있다. 2회 코팅된 기판(62') 및 1회 코팅된 이형 라이너(66')가 라미네이팅 스테이션(86)에서와 같이 함께 보내져서 함께 라미네이팅된다. 웨브(22)를 함께 형성하는 라미네이팅된 재료는 연속 웨브(22)가 권취되어 웨브 귄취 롤(20)을 형성하는 권취 스탠드(90)로 이송된다.
정의된 용어에 대한 하기의 용어해설의 경우, 청구범위 또는 본 명세서의 어딘가 다른 곳에서 상이한 정의가 제공되지 않는 한, 이들의 정의가 전체 출원에 적용되어야 한다.
용어 해설
대부분은 잘 알려져 있지만 어떤 설명을 필요로 할 수 있는 소정의 용어가 본 명세서 및 청구범위 전체에 걸쳐 사용된다. 하기를 이해하여야 한다:
본 명세서에서 사용된 용어 "연속"은 최대 예를 들어, 수십, 수백 또는 심지어 수천 미터의 기판 웨브의 길이를 지칭한다.
본 명세서에서 사용된 용어 "(공)중합체" 또는 "(공)중합체들"은 단일중합체 및 공중합체뿐만 아니라, 예컨대 공압출에 의해, 또는 예컨대 에스테르 교환반응을 포함한 반응에 의해 혼화성 블렌드로 형성될 수 있는 단일중합체 또는 공중합체를 지칭한다.
용어 "비점착성"은 일반적으로 텍스쳐 점착성 분석기를 사용하여 측정한 바와 같이, 미소구체가 약 5 그램 미만, 바람직하게는 약 3 그램 미만, 보다 바람직하게는 약 1 그램 미만의 점착성 값을 갖는다는 것을 의미한다.
본 명세서에서 사용된 용어 "엘라스토머성"은 원래 길이(또는 직경)의 적어도 두 배로 신장될 수 있으며 힘 해제시 실질적으로 그 원래 치수로 신속하고 강제적으로 되돌아갈 부정형 또는 비결정성 재료에 적용되는 바와 같이 기재될 수 있다.
본 명세서에 사용된 바와 같이, 용어 "재접착가능"은 접착 능력의 상당한 손실 없이 반복적으로 기판에 부착되고 기판으로부터 제거되는 능력을 지칭한다.
본 명세서에 사용된 용어 "이형 라이너"는 접착제와 같은 끈적이는 재료에 대해 이형 효과를 제공하기 위하여 이형제로 일 측면 또는 양 측면이 코팅되어, 끈적이는 표면이 조기 부착되는 것을 방지하기 위하여 사용된 종이 또는 플라스틱계 시트를 지칭한다.
수치값 또는 형상과 관련하여 용어 "약" 또는 "대략"은 수치값 또는 특성 또는 특징의 +/- 5%를 의미하지만, 정확한 수치값을 명확히 포함한다. 예를 들어, "약" 1 Pa-sec의 점도는 0.95 내지 1.05 Pa-sec의 점도를 말하지만, 정확하게 1 Pa-sec의 점도를 또한 명확히 포함한다. 유사하게, "실질적으로 정사각형"인 주연부는, 각각의 측면 에지가 임의의 다른 측면 에지의 길이의 95% 내지 105%인 길이를 갖는 4개의 측면 에지를 갖는 기하학적 형상을 설명하려는 것이지만, 각각의 측면 에지가 정확하게 동일한 길이를 갖는 기하학적 형상을 또한 포함한다.
특성 또는 특징과 관련하여 용어 "실질적으로"는 특성 또는 특징이, 그러한 특성 또는 특징과 정반대의 것이 나타나는 것보다 더 큰 정도로 나타난다는 것을 의미한다. 예를 들어, "실질적으로" 투명한 또는 광투명 기판은 투과시키지 못하는 (예를 들어, 흡수하고 반사하는) 것보다 더 많은 방사선(예를 들어, 가시광)을 투과시키는 기판을 지칭한다. 따라서, 기판 표면 상에 입사하는 가시광의 50% 초과를 투과시키는 기판은 실질적으로 투명하지만, 그 표면 상에 입사하는 가시광의 50% 이하를 투과시키는 기판은 실질적으로 투명한 것이 아니다.
본 명세서 및 첨부된 실시 형태에 사용되는 바와 같이, 단수 형태("a", "an", 및 "the")는 그 내용이 명백히 달리 지시하지 않는다면 복수의 지시 대상을 포함한다. 따라서, 예를 들어, "화합물"을 함유하는 미세 섬유에 대한 언급은 2개 이상의 화합물들의 혼합물을 포함한다. 본 명세서 및 첨부된 실시 형태에서 사용되는 바와 같이, 용어 "또는"은 일반적으로 그 내용이 명백히 달리 지시하지 않는한 "및/또는"을 포함하는 의미로 사용된다.
본 명세서에 사용되는 바와 같이, 종점(endpoint)에 의한 수치 범위의 언급은 그 범위 내에 포함되는 모든 수를 포함한다(예를 들어, 1 내지 5는 1, 1.5, 2, 2.75, 3, 3.8, 4 및 5를 포함한다).
달리 지시되지 않는다면, 본 명세서 및 실시 형태에 사용되는, 성분의 양, 특성의 측정치 등을 표현하는 모든 수는 모든 경우에 용어 "약"에 의해 수식되는 것으로 이해되어야 한다. 따라서, 반대로 지시되지 않는 한, 전술한 명세서 및 첨부된 실시 형태의 목록에 기재된 수치 파라미터는 본 명세서의 교시 내용을 이용하여 당업자가 얻고자 하는 원하는 특성에 따라 달라질 수 있다. 최소한으로, 그리고 청구된 실시 형태의 범주에 대한 균등론의 적용을 제한하려는 시도로서가 아니라, 각각의 수치 파라미터는 적어도 보고된 유효숫자의 개수의 관점에서 그리고 보통의 반올림 기법을 적용함으로써 해석되어야 한다.
본 발명의 예시적인 실시 형태는 본 발명의 사상 및 범주로부터 벗어나지 않고서 다양한 수정 및 변경이 이루어질 수 있다. 따라서, 본 발명의 실시 형태가 하기에 기술된 예시적인 실시 형태로 한정되지 않고 특허청구범위 및 임의의 그 등가물에 기재된 제한에 의해 규제되어야 한다는 것을 이해해야 한다.
본 발명의 다양한 예시적인 실시 형태들이 이제 특히 도면을 참조하여 기재될 것이다. 본 개시의 예시적인 실시 형태는 본 발명의 사상 및 범주로부터 벗어남이 없이 다양한 변형 및 변경을 취할 수 있다. 따라서, 본 개시의 실시 형태는 하기에 기술된 예시적인 실시 형태로 제한되는 것이 아니라, 특허청구범위에 기재된 제한 및 그것의 임의의 등가물에 의해 좌우되어야 한다는 것이 이해되어야 한다.
예시적인 실시 형태의 목록
예시적인 실시 형태가 하기에 열거된다. 실시 형태 A 내지 실시 형태 N 및 실시 형태 O 내지 실시 형태 AA 중 임의의 실시 형태가 조합될 수 있음이 이해되어야 한다.
실시 형태 A는 물품에 관한 것으로,
제1 주 측면 및 제1 주 측면에 반대편의 제2 주 측면, 및 2개 이상의 웨브 에지를 갖는 기판을 포함하는 웨브;
웨브 에지 중 하나 또는 둘 모두에 인접하게 제1 및 제2 주 측면 중 하나 또는 둘 모두 상에 배열되고 소정 두께를 갖는 코팅된 재료의 하나 이상의 스트립을 포함하고,
기판은 중심 코어 주위에서 다수의 회전부로 자체 상에 롤링되고,
각각의 회전부는 코팅된 재료의 하나 이상의 스트립에 의해 다음의 회전부로부터 실질적으로 분리된 상태로 유지된다.
실시 형태 B는 실시 형태 A의 물품에 관한 것으로, 코팅된 재료의 하나 이상의 스트립의 두께는 0.5 미크론 내지 100 미크론이다.
실시 형태 C는 실시 형태 A 또는 실시 형태 B의 물품에 관한 것으로, 코팅된 재료는 미소구체를 포함한다.
실시 형태 D는 상기 실시 형태 중 임의의 하나의 실시 형태의 물품에 관한 것으로, 코팅된 재료는 접착제를 추가로 포함한다.
실시 형태 E는 실시 형태 D의 물품에 관한 것으로, 접착제는 접착제 블렌드를 포함한다.
실시 형태 F는 실시 형태 E의 물품에 관한 것으로, 접착제 블렌드는 약 1 중량부 내지 50 중량부의 미소구체 및 약 50 중량부 내지 99 중량부의 접착제를 포함한다.
실시 형태 G는 실시 형태 C의 물품에 관한 것으로, 미소구체는 고상이고 엘라스토머성이며 변형가능하고 비점착성 미소구체를 포함한다.
실시 형태 H는 실시 형태 F 또는 실시 형태 G의 물품에 관한 것으로, 미소구체는 기판 상의 접착제의 코팅 두께보다 더 큰 평균 직경을 갖는다.
실시 형태 I는 실시 형태 F 내지 실시 형태 H 중 임의의 하나의 실시 형태의 물품에 관한 것으로, 접착제는 감압 접착제PSA)를 포함한다.
실시 형태 J는 실시 형태 I의 물품에 관한 것으로, 감압 접착제는 재부착가능 접착제이다.
실시 형태 K는 상기 실시 형태 중 임의의 하나의 실시 형태의 물품에 관한 것으로, 코팅된 재료의 하나 이상의 스트립은 각각 폭W1)을 가지며, 연속 웨브는 폭W2)을 가지며, 비율W1/W2)은 0.01 내지 0.2이다.
실시 형태 L은 상기 실시 형태 중 임의의 하나의 실시 형태의 물품에 관한 것으로, 기판은 가요성 중합체성 필름을 포함한다.
실시 형태 M은 상기 실시 형태 중 임의의 하나의 실시 형태의 물품에 관한 것으로, 연속 웨브는 이형 라이너를 포함하는 광학적으로 투명한 다층 라미네이트이고, 코팅된 재료의 하나 이상의 스트립은 하나 이상의 웨브 에지를 따라 이형 라이너의 표면 상에 배열된다.
실시 형태 N은 방법에 관한 것으로,
제1 주 측면 및 제1 주 측면에 반대편의 제2 주 측면, 및 2개 이상의 웨브 에지를 갖는 기판 웨브를 포함하는 연속 웨브를 제공하는 단계;
웨브 에지 중 하나 또는 둘 모두에 인접하게 제1 및 제2 주 측면 중 하나 또는 둘 모두 상에 소정 두께를 갖는 코팅된 재료의 하나 이상의 스트립을 배열하는 단계; 및
중심 코어 주위에 다수의 회전부로 자체 상에 기판 웨브를 권취하는 단계를 포함하고,
각각의 회전부는 코팅된 재료의 하나 이상의 스트립에 의해 다음의 회전부로부터 실질적으로 분리된 상태로 유지된다.
실시 형태 O는 실시 형태 N의 방법에 관한 것으로, 기판 웨브는 1 N/cm 이하의 권취 장력으로 롤-투-롤 공정roll-to-roll process)에서 권취된다.
실시 형태 P는 실시 형태 O의 방법에 관한 것으로, 권취 장력은 0.1 N/cm 내지 0.5 N/cm이다.
실시 형태 Q는 실시 형태 N 내지 실시 형태 P 중 임의의 하나의 실시 형태의 방법에 관한 것으로, 코팅된 재료는 미소구체를 포함한다.
실시 형태 R은 실시 형태 N 내지 실시 형태 Q 중 임의의 하나의 실시 형태의 방법에 관한 것으로, 코팅된 재료는 접착제를 추가로 포함한다.
실시 형태 S는 실시 형태 R의 방법에 관한 것으로, 접착제는 접착제 블렌드를 포함한다.
실시 형태 T는 실시 형태 S의 방법에 관한 것으로, 접착제 블렌드는 약 1 중량부 내지 50 중량부의 미소구체 및 약 50 중량부 내지 99 중량부의 접착제를 포함한다.
실시 형태 U는 실시 형태 Q 내지 실시 형태 T 중 임의의 하나의 실시 형태의 방법에 관한 것으로, 미소구체는 고상이고 엘라스토머성이며 변형가능하고 비점착성 미소구체를 포함한다.
실시 형태 V는 실시 형태 U의 방법에 관한 것으로, 미소구체는 기판 상의 접착제의 코팅 두께보다 더 큰 평균 직경을 갖는다.
실시 형태 W는 실시 형태 R의 방법에 관한 것으로, 접착제는 감압 접착제PSA)를 포함한다.
실시 형태 X는 실시 형태 W의 방법에 관한 것으로, 감압 접착제는 재부착가능 접착제이다.
본 발명의 작동은 하기 상세한 실시예에 관해 추가로 기재될 것이다. 이들 실시예는 다양한 특정한 그리고 바람직한 실시 형태 및 기술을 추가로 예시하기 위해 제공된다. 그러나, 본 발명의 범주 내에 있으면서 많은 변형 및 수정이 이루어질 수 있다는 것을 이해하여야 한다.
실시예
미소구체 접착제(MSA)
96 중량%의 2-에틸헥실아크릴레이트, 6 중량%의 아크릴산 및 0.05 중량%의 1,4-부탄디올-디아크릴레이트의 공중합체를 함유하는 미소구체를 현탁 중합에 의해 제조하였다. 미소구체는 광학 현미경에 의해 측정된 바와 같이 약 30 미크론의 평균 입자 직경을 가지며, 50 중량%의 2-프로판올, 30 중량%의 물, 및 20 중량%의 다이옥솔란의 혼합된 용매 내에서 현탁되어 1.5 중량%의 고상 농도를 갖는 미소구체 접착제(MSA)를 형성한다.
실시예 1
실시예 1에서, 400 mm 폭을 갖는 연속 웨브를 웨브 에지 둘 모두를 따라 25 mm의 코팅 폭을 갖는 미소구체 접착제로 코팅하였다. 코팅 양은 습식 상태에서 약 55 cc/m2이었고, 또는 1 ㎟ 표면적 당 약 60 개의 미소구체를 코팅하였다. 연속 웨브를 2.5 미크론 두께의 하드 코팅, 15 미크론 두께의 PSA, 25 미크론 두께의 PET, 및 38 미크론 두께의 이형 라이너로 도 3의 공정에 의해 제조하였다. 권취 장력을 10N/400mm로 설정하여 연속 웨브를 권취 웨브 롤로 권취하였다.
실시예 2
실시예 2에서, 연속 웨브는 매우 낮은 마찰을 갖는 실리콘의 이형 라이너를 포함한 400 mm 폭의 PET 필름이다. 미소구체 접착제를 웨브 에지 둘 모두를 따라 25 mm의 코팅 폭으로 코팅하였다. 코팅 양은 습식 상태에서 약 55 cc/m2이었고, 또는 1 ㎟ 표면적 당 약 60 개의 미소구체를 코팅하였다. 권취 장력을 5N/400mm로 설정하여 필름을 권취 웨브 롤로 권취하였다.
실시예 3
실시예 3에서, 연속 웨브는 10 미크론의 두께를 갖는 200 mm 폭의 PET 필름이다. 미소구체 접착제를 웨브 에지 둘 모두를 따라 25 mm의 코팅 폭으로 코팅하였다. 코팅 양은 습식 상태에서 약 55 cc/m2이었고, 또는 1 ㎟ 표면적 당 약 60 개의 미소구체를 코팅하였다. 권취 장력을 2N/400mm로 설정하여 PET 필름을 권취 웨브 롤로 권취하였다.
비교예 A
비교예 A에서, 연속 웨브는 실시예 1에서와 동일한 것이었지만 이의 웨브 에지를 따라 코팅된 미소구체 접착제가 없다.
권취 임프레션 결함을 각각의 권취 웨브 롤의 일부를 푼 뒤에 실시예 1, 실시예 2, 실시예 3 및 비교예 A 간에 비교하였다. 야마시타 덴소 코포레이션(Yamashita Denso Corporation)(일본 도쿄)으로부터 마쿄(MAKYOH) YIS-SP 시스템을 사용하여 실시예에 대한 이미지를 취하였다. 마쿄 YIS-SP 시스템은 평행한 광선이 미세 요철 표면에 조사될 때 반사된 광이 볼록한 부분에서 산란하여 더 어두운 이미지를 제공하고 오목한 부분에서 집광되어 더 밝은 이미지가 나타나는 매직 미러(magic mirror)의 원리를 이용한다. 권취 임프레션 결함이 비교예 A의 이미지에서 관찰되었지만 실시예 1, 실시예 2 및 실시예 3에 대한 이미지에서는 관찰되지 않았다.
본 명세서가 소정의 예시적인 실시 형태를 상세히 기재하고 있지만, 당업자라면 전술한 내용을 이해할 때 이들 실시 형태에 대한 변경, 변형 및 등가물을 용이하게 안출할 수 있다는 것을 잘 알 것이다. 따라서, 본 발명이 상기에 기술된 예시적인 실시 형태로 부당하게 제한되어서는 안 된다는 것이 이해되어야 한다. 특히, 본 명세서에 사용된 바와 같이, 종점(endpoint)에 의한 수치 범위의 언급은 그 범위 내에 포함되는 모든 숫자를 포함하도록 의도된다(예를 들어, 1 내지 5는 1, 1.5, 2, 2.75, 3, 3.80, 4, 및 5를 포함함). 또한, 본 명세서에 사용된 모든 숫자는 용어 "약"에 의해 수식되는 것으로 가정된다.
또한, 본 명세서에서 참고된 모든 간행물 및 특허는 각각의 개별 간행물 또는 특허가 참고로 포함되는 것으로 구체적이고 개별적으로 지시된 것과 동일한 정도로 전체적으로 참고로 포함된다. 다양한 예시적인 실시 형태를 기재하였다. 이들 실시 형태 및 다른 실시 형태가 하기의 특허청구범위의 범주 내에 있다.
Claims (15)
- 제1 주 측면 및 상기 제1 주 측면에 반대편의 제2 주 측면, 및 2개 이상의 웨브 에지를 갖는 기판을 포함하는 연속 웨브;
상기 웨브 에지 중 하나 또는 둘 모두에 인접하게 상기 제1 및 제2 주 측면 중 하나 또는 둘 모두 상에 배열되고 소정 두께를 갖는 코팅된 재료의 하나 이상의 스트립
을 포함하고,
상기 기판은 중심 코어 주위에서 다수의 회전부로 자체 상에 롤링되고,
각각의 회전부는 상기 코팅된 재료의 하나 이상의 스트립에 의해 다음의 회전부로부터 실질적으로 분리된 상태로 유지되는, 물품. - 제1항에 있어서, 상기 코팅된 재료의 하나 이상의 스트립의 두께는 0.5 미크론 내지 100 미크론인, 물품.
- 제1항에 있어서, 상기 코팅된 재료는 미소구체를 포함하는, 물품.
- 제3항에 있어서, 상기 미소구체는 접착제를 추가로 포함하는, 물품.
- 제4항에 있어서, 상기 접착제는 접착제 블렌드를 포함하는, 물품.
- 제5항에 있어서, 상기 접착제 블렌드는 약 1 중량부 내지 50 중량부의 미소구체 및 약 50 중량부 내지 99 중량부의 접착제를 포함하는, 물품.
- 제3항에 있어서, 상기 미소구체는 고상이고 엘라스토머성이며 변형가능하고 비점착성인 미소구체를 포함하는, 물품.
- 제4항에 있어서, 상기 미소구체는 상기 기판 상의 접착제의 코팅 두께보다 더 큰 평균 직경을 갖는, 물품.
- 제4항에 있어서, 상기 접착제는 감압 접착제(PSA)를 포함하는, 물품.
- 제9항에 있어서, 상기 감압 접착제는 재부착가능 접착제인, 물품.
- 제1항에 있어서, 상기 코팅된 재료의 하나 이상의 스트립은 각각 폭(W1)을 가지며, 상기 연속 웨브는 폭(W2)을 가지며, 비율(W1/W2)은 0.01 내지 0.2인, 물품.
- 제1항에 있어서, 상기 연속 웨브는 이형 라이너를 포함하는 광학적으로 투명한 다층 라미네이트이고, 상기 코팅된 재료의 하나 이상의 스트립은 하나 이상의 웨브 에지를 따라 상기 이형 라이너의 표면 상에 배열되는, 물품.
- 제1 주 측면 및 제1 주 측면에 반대편의 제2 주 측면, 및 2개 이상의 웨브 에지를 갖는 기판 웨브를 포함하는 연속 웨브를 제공하는 단계;
상기 웨브 에지 중 하나 또는 둘 모두에 인접하게 상기 제1 및 제2 주 측면 중 하나 또는 둘 모두 상에 소정 두께를 갖는 코팅된 재료의 하나 이상의 스트립을 배열하는 단계; 및
중심 코어 주위에 다수의 회전부로 자체 상에 상기 기판을 권취하는 단계
를 포함하고,
각각의 회전부는 상기 코팅된 재료의 하나 이상의 스트립에 의해 다음의 회전부로부터 실질적으로 분리된 상태로 유지되는, 방법. - 제13항에 있어서, 상기 기판 웨브는 1 N/cm 이하의 권취 장력으로 롤-투-롤 공정(roll-to-roll process)에서 권취되는, 방법.
- 제14항에 있어서, 상기 권취 장력은 0.1 N/cm 내지 0.5 N/cm인, 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462097729P | 2014-12-30 | 2014-12-30 | |
| US62/097,729 | 2014-12-30 | ||
| PCT/US2015/066089 WO2016109205A1 (en) | 2014-12-30 | 2015-12-16 | Web-wound rolls with microsphere treated edge and methods of making same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170100647A true KR20170100647A (ko) | 2017-09-04 |
| KR102518124B1 KR102518124B1 (ko) | 2023-04-05 |
Family
ID=56284906
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177021203A KR102518124B1 (ko) | 2014-12-30 | 2015-12-16 | 미소구체 처리된 에지가 구비된 웨브 권취 롤 및 이의 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20170369264A1 (ko) |
| EP (1) | EP3240750B1 (ko) |
| JP (1) | JP6872485B2 (ko) |
| KR (1) | KR102518124B1 (ko) |
| CN (1) | CN107108140B (ko) |
| SG (1) | SG11201705383TA (ko) |
| WO (1) | WO2016109205A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020012651A1 (ja) * | 2018-07-13 | 2020-01-16 | 日立化成株式会社 | センシングデバイス用感光性フィルムロールの製造方法及びセンシングデバイス用感光性フィルムロール |
| MX2021006811A (es) * | 2018-12-11 | 2021-07-02 | Gcp Applied Tech Inc | Membrana previamente aplicada con capa anti-sumergible. |
| WO2021123178A1 (en) * | 2019-12-19 | 2021-06-24 | Roche Diagnostics Gmbh | Method and system of producing a plurality of analytical test strips |
| CN114104793A (zh) * | 2021-11-10 | 2022-03-01 | 深圳市三利谱光电科技股份有限公司 | 偏光片收纳卷、偏光片收纳卷辅助工装及制作方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070089832A1 (en) * | 2005-09-15 | 2007-04-26 | Kitchin Jonathan P | Repositionable matte photo media |
| JP2007186594A (ja) * | 2006-01-13 | 2007-07-26 | Toray Advanced Film Co Ltd | 塗工フィルム |
| US20100291352A1 (en) * | 2007-10-10 | 2010-11-18 | Duo-Plast Ag | Film with reinforced borders and edges |
| KR20100130214A (ko) * | 2008-03-27 | 2010-12-10 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 비점착성 미소구를 갖는 접착제 조성물 및 이로부터 제조한 시트 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL7102978A (ko) * | 1970-03-17 | 1971-09-21 | ||
| JPS5948511U (ja) * | 1982-09-25 | 1984-03-31 | 日東電工株式会社 | ロ−ル状粘着偏光板の構造 |
| EP0698070B1 (en) | 1993-02-16 | 2001-08-29 | Minnesota Mining And Manufacturing Company | System comprising release agent and high peel adhesion repositionable adhesive |
| US5677050A (en) | 1995-05-19 | 1997-10-14 | Minnesota Mining And Manufacturing Company | Retroreflective sheeting having an abrasion resistant ceramer coating |
| JP2000108228A (ja) * | 1998-10-06 | 2000-04-18 | Dainippon Printing Co Ltd | 巻き取りフィルムとその製造方法 |
| US7238401B1 (en) * | 2000-06-09 | 2007-07-03 | 3M Innovative Properties Company | Glazing element and laminate for use in the same |
| FR2812652B1 (fr) * | 2000-08-04 | 2005-05-20 | Plasto Sa | Bandes adhesives empilables sans protecteur |
| JP5153283B2 (ja) * | 2007-10-01 | 2013-02-27 | 大王製紙株式会社 | 光学フィルム用サイドテープ |
| DE102008059384A1 (de) * | 2008-06-03 | 2009-12-17 | Tesa Se | Klebeband und seine Verwendung |
| KR20120070566A (ko) | 2009-09-14 | 2012-06-29 | 코니카 미놀타 어드밴스드 레이어즈 인코포레이티드 | 광학 필름의 제조 방법, 광학 필름, 편광판 및 액정 표시 장치 |
| EP2516070B1 (en) * | 2009-12-22 | 2018-12-12 | 3M Innovative Properties Company | Method and apparatus for producing a non-uniform coating on a substrate |
| CN102666765A (zh) * | 2009-12-22 | 2012-09-12 | 3M创新有限公司 | 具有差异性厚度的防粘涂层的粘合片材 |
| JP2012122027A (ja) * | 2010-12-10 | 2012-06-28 | Nitto Denko Corp | 粘着テープ又はシート |
| JP4985865B1 (ja) | 2011-05-31 | 2012-07-25 | パナソニック株式会社 | 画像表示装置 |
| JP5751094B2 (ja) | 2011-08-29 | 2015-07-22 | コニカミノルタ株式会社 | 光学フィルムの製造方法 |
| MX2015008466A (es) * | 2012-12-28 | 2015-09-23 | 3M Innovative Properties Co | Articulos con capa de separacion adhesiva. |
-
2015
- 2015-12-16 JP JP2017535350A patent/JP6872485B2/ja active Active
- 2015-12-16 EP EP15875963.9A patent/EP3240750B1/en active Active
- 2015-12-16 WO PCT/US2015/066089 patent/WO2016109205A1/en active Application Filing
- 2015-12-16 CN CN201580071937.0A patent/CN107108140B/zh active Active
- 2015-12-16 US US15/539,335 patent/US20170369264A1/en active Pending
- 2015-12-16 SG SG11201705383TA patent/SG11201705383TA/en unknown
- 2015-12-16 KR KR1020177021203A patent/KR102518124B1/ko active IP Right Grant
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070089832A1 (en) * | 2005-09-15 | 2007-04-26 | Kitchin Jonathan P | Repositionable matte photo media |
| JP2007186594A (ja) * | 2006-01-13 | 2007-07-26 | Toray Advanced Film Co Ltd | 塗工フィルム |
| US20100291352A1 (en) * | 2007-10-10 | 2010-11-18 | Duo-Plast Ag | Film with reinforced borders and edges |
| KR20100130214A (ko) * | 2008-03-27 | 2010-12-10 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 비점착성 미소구를 갖는 접착제 조성물 및 이로부터 제조한 시트 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3240750A4 (en) | 2018-11-07 |
| SG11201705383TA (en) | 2017-07-28 |
| KR102518124B1 (ko) | 2023-04-05 |
| WO2016109205A1 (en) | 2016-07-07 |
| EP3240750B1 (en) | 2022-08-10 |
| CN107108140A (zh) | 2017-08-29 |
| CN107108140B (zh) | 2020-02-18 |
| JP6872485B2 (ja) | 2021-05-19 |
| EP3240750A1 (en) | 2017-11-08 |
| US20170369264A1 (en) | 2017-12-28 |
| JP2018506450A (ja) | 2018-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20190193374A1 (en) | Laminate for flexible image display devices, and flexible image display device | |
| KR102199874B1 (ko) | 광학 필름, 박리 방법 및 광학 표시 패널의 제조 방법 | |
| JP6491789B2 (ja) | 偏光子、片保護偏光フィルム、粘着剤層付偏光フィルム並びに画像表示装置およびその連続製造方法 | |
| KR102518124B1 (ko) | 미소구체 처리된 에지가 구비된 웨브 권취 롤 및 이의 제조 방법 | |
| WO2009087942A1 (ja) | 偏光板 | |
| JP5855465B2 (ja) | 表面保護フィルム、及びそれが貼着された光学部品、工業製品 | |
| JP6741477B2 (ja) | 偏光フィルム、粘着剤層付き偏光フィルム、及び画像表示装置 | |
| EP3408202A1 (en) | Web-wound rolls with web edge treatment by printable adhesive compositions | |
| TWI671202B (zh) | 片狀膜的製造方法 | |
| JP2002052675A (ja) | 窓貼り用二軸配向ポリエステルフィルム | |
| JP2023061955A (ja) | 光学フィルム及び光学表示パネル | |
| CN107399095B (zh) | 层叠膜的制造方法以及偏振板的制造方法 | |
| KR20220155987A (ko) | 박막층 전사용 적층체 | |
| KR102356930B1 (ko) | 매엽상의 광학 필름 | |
| JP2023001208A (ja) | 光学シート | |
| WO2019155358A1 (en) | Surface impression resistant film constructions and methods | |
| CN109959984B (zh) | 光学构件的包装物的制造方法 | |
| JP2012021167A (ja) | 偏光板表面保護フィルム、該表面保護フィルムで保護された偏光板および該表面保護フィルムを使用した偏光板の表面保護方法 | |
| JP2019094454A (ja) | 粘着フィルム | |
| CN113632235B (zh) | 柔性图像显示装置以及用于其的光学层叠体 | |
| CN108780178B (zh) | 带有表面保护膜的偏振膜、及偏振膜的制造方法 | |
| TW202334253A (zh) | 表面處理膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |