KR20170072103A - 단면 h형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 - Google Patents
단면 h형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 Download PDFInfo
- Publication number
- KR20170072103A KR20170072103A KR1020160031041A KR20160031041A KR20170072103A KR 20170072103 A KR20170072103 A KR 20170072103A KR 1020160031041 A KR1020160031041 A KR 1020160031041A KR 20160031041 A KR20160031041 A KR 20160031041A KR 20170072103 A KR20170072103 A KR 20170072103A
- Authority
- KR
- South Korea
- Prior art keywords
- metal
- frame
- metal case
- extrusion
- metal frame
- Prior art date
Links
Images















Classifications
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
- H04M1/0202—Portable telephone sets, e.g. cordless phones, mobile phones or bar type handsets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/02—Making uncoated products
- B21C23/04—Making uncoated products by direct extrusion
- B21C23/14—Making other products
- B21C23/142—Making profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Signal Processing (AREA)
- Human Computer Interaction (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Body Structure For Vehicles (AREA)
- Extrusion Of Metal (AREA)
Abstract
본 발명은 휴대폰(스마트폰을 포함하는 개념)에 적용되는 것으로, 특히 금속으로 이루어진 메탈케이스의 제조방법에 관한 것이다.
상세하게는 알루미늄 빌렛을 단면이 H형으로 압출하여 사용함으로서 절삭가공시간의 단축과 내구성 향상은 물론 원재료를 절감하여 제품의 원가절감을 할 수 있으며 금속의 표면처리를 통하여 다양한 색의 질감을 구현할 수 있도록 하는 것이다.
이를 위하여 알루미늄 빌렛을 H형의 단면을 갖도록 압출가공하고, 상기와 같이 압출가공된 것을 노칭가공에 의하여 H형의 단면에서 불필요한 부분을 제거하고, 그 상태에서 좌우 외벽을 형성하는 모서리 부분을 절곡가공하여 메탈프레임을 형성한 후, 절곡가공에 의하여 개구되어지는 부분을 덧댈 수 있도록 조각메탈프레임을 가공하여, 인서트 사출성형시 덧대여지도록 인서트 한 후, 인서트 사출성형하여 최종결과물인 메탈케이스를 가공토록 한 것이다.
상세하게는 알루미늄 빌렛을 단면이 H형으로 압출하여 사용함으로서 절삭가공시간의 단축과 내구성 향상은 물론 원재료를 절감하여 제품의 원가절감을 할 수 있으며 금속의 표면처리를 통하여 다양한 색의 질감을 구현할 수 있도록 하는 것이다.
이를 위하여 알루미늄 빌렛을 H형의 단면을 갖도록 압출가공하고, 상기와 같이 압출가공된 것을 노칭가공에 의하여 H형의 단면에서 불필요한 부분을 제거하고, 그 상태에서 좌우 외벽을 형성하는 모서리 부분을 절곡가공하여 메탈프레임을 형성한 후, 절곡가공에 의하여 개구되어지는 부분을 덧댈 수 있도록 조각메탈프레임을 가공하여, 인서트 사출성형시 덧대여지도록 인서트 한 후, 인서트 사출성형하여 최종결과물인 메탈케이스를 가공토록 한 것이다.
Description
본 발명은 휴대폰(스마트폰을 포함하는 개념)에 적용되는 것으로, 특히 금속으로 이루어진 메탈케이스의 제조방법에 관한 것이다.
상세하게는 알루미늄 빌렛을 단면이 H형으로 압출하여 사용함으로서 절삭가공시간의 단축과 내구성 향상은 물론 원재료를 절감하여 제품의 원가절감을 할 수 있으며 금속의 표면처리를 통하여 다양한 색의 질감을 구현할 수 있도록 하는 것이다.
최근에는 휴대폰(스마트폰을 포함하는 개념임)의 전자부품이나 외부의 액정등을 보호하기 위하여 사용되는 케이스를 메탈케이스로 제조함으로서 내충격성을 향상토록 하면서 테두리의 그립감도 향상토록 하고 있는 것이다.
또한 이러한 메탈의 특징은 주로 방열이 우수한 알루미늄을 사용하게 되고 이러한 알루미늄을 케이스로 구현하기 위하여는 통상적으로 다이캐스팅 공법에 의하여 제조하게 되는 것이다.
상기한 메탈케이스의 구조는 내부에 실장되는 각종 전자부품(밧데리포함)이나 정보의 표출을 위한 외부의 액정화면등의 고정하기 위하여 베이스보드와 그 테두리에는 베이스보드와 직교하게 테두리면이 형성되어 베이스보드의 양면(밧데리 외장형) 또는 일면(밧데리 내장형)으로는 통상 내공간이 구비되어지게 되는 것이다.
그러나 방열을 위하여 알루미늄을 다이캐스팅공법에 의하여 제조하게 되면 다이캐스팅시 형성되는 탕구(flow hole)를 절단해야 하고, 타발 및 후 처리시 버(burr)를 제거하는 후 가공의 과정에서 깔끔하게 버(burr)가 제거되지 못하게 되어 불량을 일으키는 문제점이 있는 것이고 이로 인하여 생산성이 떨어지는 문제점은 물론 본 발명에서 제안하는 알루미늄 빌렛을 압출하는 것보다는 강도가 떨어진다는 단점도 존재하게 되는 것이다.
따라서 본 발명에서는 알루미늄 빌렛을 단면이 H형으로 압출하여 메탈프레임을 구현가능토록 하여 절삭가공시간을 단축토록 하면서 내구성을 향상시키는 동시에 사용되는 원재료를 획기적으로 절감하여 제품의 원가절감을 할 수 있으며 금속의 표면처리를 통하여 다양한 색의 질감을 구현할 수 있도록 되는 메탈케이스를 제공하고자 하는 것이다.
이를 위하여 일실시예에서는 알루미늄 빌렛을 H형의 단면을 갖도록 압출가공하고, 상기와 같이 압출가공된 것을 노칭가공에 의하여 H형의 단면에서 불필요한 부분을 제거하고, 그 상태에서 좌우 외벽을 형성하는 모서리 부분을 절곡가공하여 메탈프레임을 형성한 후, 절곡가공에 의하여 개구되어지는 부분을 덧댈 수 있도록 조각메탈프레임을 가공하여, 인서트 사출성형시 덧대여지도록 인서트 한 후, 인서트 사출성형하여 최종결과물인 메탈케이스를 가공토록 한 것이다.
또 다른 실시예에서는 조각메탈프레임을 사용치 아니하고, 알루미늄 빌렛을 H형의 단면을 갖도록 압출가공하고, 상기와 같이 압출가공된 것을 노칭가공에 의하여 H형의 단면에서 불필요한 부분을 제거하고, 그 상태에서 좌우 외벽을 형성하는 모서리 부분을 절곡가공하여 메탈프레임을 형성한 후 필요시 인서트 사출성형하여 최종결과물인 메탈케이스를 가공토록 할 수 있는 것이다.
따라서 알루미늄의 빌렛의 압출에 의하여 노칭과 절곡가공만으로 가공이 이루어지고, 인서트 사출에 의하여 최종결과물을 얻을 수 있도록 함으로서 가공의 용이성과 칫수의 안정성을 얻을 수 있게 되는 것이다.
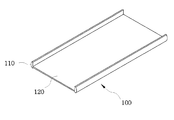
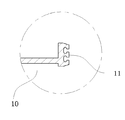
도 1은 본 발명의 메탈프레임의 가공을 위하여 H형 단면을 갖도록 알루미늄 빌렛을 길게 압출성형 한 일 실시 예.
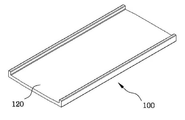
도 2는 본 발명의 H형 단면을 갖도록 길게 압출성형 된 것을 일정한 길이로 절단하는 일 실시 예.
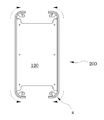
도 3은 본 발명의 노칭가공에 의하여 메탈프레임을 가공하는 일 실시 예.
도 4는 본 발명의 노칭가공된 메탈프레임의 모서리부분을 절곡한 일 실시 예
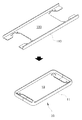
도 5는 본 발명의 모서리가 절곡된 메탈프레임의 전후 양단에 개구되어진 부분에 덧대어지는 조각메탈프레임의 가공된 상태의 일 실시 예.
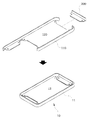
도 6은 본 발명의 조각메탈프레임이 메탈프레임의 전후양단에 덧대여진 상태의 일 실시 예.
도 7 및 도8은 본 발명의 노칭가공된 메탈프레임의 모서리부분을 절곡하여 조각메탈프레임을 사용치 아니한 일 실시 예
도9 및 도10은 본 발명의 노칭가공된 메탈프레임의 일단에만 모서리부분을 절곡하여 조각메탈프레임을 사용한 일 실시 예
도11은 본 발명의 조각메탈프레임이 메탈프레임의 전후양단에 덧대여진 상태에서 인서트 사출성형된 일 실시 예.
도12는 본 발명의 인서트사출성형에 의하여 메탈케이스로 완성된 제품상태의 일 실시 예.
도13의 a,b는 도1의 알루미늄 빌렛을 또 다른 단면의 형태로 압출성형되는 또 다른 일 실시 예.
도14의 a 내지 d는 본 발명의 알루미늄 빌렛을 압출성형할 경우에 좌우 외벽의 형상을 다양하게 가공가능한 상태를 도시한 일 실시 예.
도15는 본 발명의 제조 공정의 일 실시 예의 블럭도
도16a 내지 도16d는 본 발명의 밧데리 일체형에 적용가능한 또 다른 가공상태의 공정과정을 도시한 일 실시 예
도 2는 본 발명의 H형 단면을 갖도록 길게 압출성형 된 것을 일정한 길이로 절단하는 일 실시 예.
도 3은 본 발명의 노칭가공에 의하여 메탈프레임을 가공하는 일 실시 예.
도 4는 본 발명의 노칭가공된 메탈프레임의 모서리부분을 절곡한 일 실시 예
도 5는 본 발명의 모서리가 절곡된 메탈프레임의 전후 양단에 개구되어진 부분에 덧대어지는 조각메탈프레임의 가공된 상태의 일 실시 예.
도 6은 본 발명의 조각메탈프레임이 메탈프레임의 전후양단에 덧대여진 상태의 일 실시 예.
도 7 및 도8은 본 발명의 노칭가공된 메탈프레임의 모서리부분을 절곡하여 조각메탈프레임을 사용치 아니한 일 실시 예
도9 및 도10은 본 발명의 노칭가공된 메탈프레임의 일단에만 모서리부분을 절곡하여 조각메탈프레임을 사용한 일 실시 예
도11은 본 발명의 조각메탈프레임이 메탈프레임의 전후양단에 덧대여진 상태에서 인서트 사출성형된 일 실시 예.
도12는 본 발명의 인서트사출성형에 의하여 메탈케이스로 완성된 제품상태의 일 실시 예.
도13의 a,b는 도1의 알루미늄 빌렛을 또 다른 단면의 형태로 압출성형되는 또 다른 일 실시 예.
도14의 a 내지 d는 본 발명의 알루미늄 빌렛을 압출성형할 경우에 좌우 외벽의 형상을 다양하게 가공가능한 상태를 도시한 일 실시 예.
도15는 본 발명의 제조 공정의 일 실시 예의 블럭도
도16a 내지 도16d는 본 발명의 밧데리 일체형에 적용가능한 또 다른 가공상태의 공정과정을 도시한 일 실시 예
이하 첨부도면에 의거 본 발명의 일 실시 예에 의거 상세히 설명하면 다음과 같다.
우선 본 발명은 도1에 도시된 바와 같이 알루미늄 빌렛(Billet)을 압출시켜 단면이 H"형상으로 이루어지는 압출프레임(100)을 제작하는 가공 준비단계이다.
본 발명에서는 가공 준비단계에서 압출프레임(100)의 단면이 H형상으로 설명되고 있으나 도13a,b에 도시된 바와 같은 단면을 갖는 것일 경우에도 동일한 방법으로 제조가 가능토록 할 수 있는 것이다.
그후 도2에 도시된 바와 같이 가공 준비단계에서 "H"자로 압출된 압출프레임(100)을 최종가공단계에서 얻어지는 메탈케이스(10)의 전개장을 감안하여 사전에 설정된 일정 길이로 절단하는 제1단계이다.
이때 일정길이로 절단된 상태에서는 좌우 외벽(110)과 그 내측으로 중간판(120)을 구비토록 하는 것이고, 상기 좌우 외벽(110)은 도7 내지 도12에 도시된 바와 같이 메탈케이스(10)로 가공된 상태에서 테두리면(11)을 형성하는 것이고, 중간판(120)은 베이스 판(12)을 형성하게 되는 것이다.
이런 상태에서 도3에 도시된 바와 같이 중간판(120)의 잉여부분(b)을 프레스 전단가공의 일종인 노칭(Notching)가공하여 메탈프레임(200)으로의 가공을 위하여 중간판(120)에서 불필요한 부분의 일부를 제거하는 제2단계이다.
이때 중간판(120)의 불필요한 부분의 제거는 도4에 도시된 바와 같이 제3단계에서 좌우 외벽(110)의 양단을 절곡가능하기 위한 범위내에서 이루어지게 되는 것이다.
도4는 상기 제2단계에서 노칭가공되어 중간판(120)에서 불필요한 부분을 제거한 상태에서 좌우 외벽(110)의 양단을 절곡가공 하는 제3단계이다.
이때 노칭가공된 메탈프레임(200)의 좌우 외벽(110)의 양단을 절곡 가공하기 위하여 본 발명에서는 지그(도시생략)를 사용하여 도3에 도시된 바와 같이 노칭가공된 상태에서 잉여부분(b)이 제거되어 개구되어지는 전후 양단의 좌우 외벽(110)의 모서리부를 절곡하여 가공된 상태에서의 모서리가 둥근 형태(α)로 메탈프레임(200)을 유지시키는 것이다.
상기 제3단계에서 중간판(120)에서 불필요한 부분을 제거한 상태에서 좌우 외벽(110)의 양단을 절곡가공하여 메탈프레임(200) 형상으로 가공된 상태에서 도5에 도시된 바와 같이 전후 양단의 개구되어진 부분(210)에 연결될 수 있도록 조각메탈프레임(300)의 형상을 가공하는 제4단계이다.
*이때 조각메탈프레임(300)을 가공하기 위하여 NC가공에 의한 방법과 알루미늄 빌렛을 압출성형하여 가공하는 방법 또는 프레스 가공방법으로 불 필요한 길이의 절단 및 원하는 형상으로 가공하게 되는 것이다.
그러나 이러한 가공을 위한 어떠한 방법도 본 발명의 목적을 제한하는 것이 아님을 명심해야 한다.
도6은 상기 제4단계에서 조각 메탈프레임(300)으로 가공된 것을, 도11,12에 도시된 바와 같이 인서트 사출에 의하여 메탈케이스를 구성하기 위하여, 메탈프레임(200)의 전후 양단에 개구되어진 부분(210)에 덧대어질 수 있도록 사출금형에 각각 인서트 하여 인서트 사출공법을 이용하여 메탈케이스(10)로 성형하기 위하여 인서트 사출성형하는 제5단계이다.
그후 도11 및 도12에 도시된 바와 같이 인서트 사출성형된 메탈케이스(10)에 사출성형시 발생되는 잉여부분의 제거와 필요시 설계구조에 따라 NC 가공하는 제6단계이다.
그후 제6단계에서 완성되어진 메탈케이스(10) 표면에 다양한 색상을 구현하기 위하여 표면처리를 하는 제7단계로 이루어지는 것이다.
한편 도9 및 도10은 제5단계에서 인서트 사출성형의 용이성를 위하여 제4단계에서 가공되어지는 조각메탈프레임을 1개만을 가공하여 사용한 또 다른 일 실시 예를 도시한 것이고,
이럴 경우에는 본 발명의 가공준비단계에서 제1단계 내지 제7단계의 공정이 동일하게 적용되어지는 것이다.
그러나 도7 및 도8은 조각메탈프레임을 사용치 아니한 것을 도시한 것으로 도4단계에서 이루어지는 조각메탈프레임의 가공이 불필요함으로 본 발명의 공정중에서 제4단계의 공정이 불필요한 것이고 제3단계에서 중간판(120)에서 불필요한 부분을 제거한 상태에서 좌우 외벽(110)의 양단을 절곡가공하여 메탈프레임(200) 형상으로 가공한 상태에서 개구부가 없이 가공하는 제3a단계로 이루어지는 것이고 그 상태에서 제4단계가 없이 제5단계로 연결되어지는 것이다.
본 발명에서 기술되어진 가공 준비단계에서 단면 형상이 H" 자인 프레임을 압출성형하는 것은 좌우 외벽(110)은 최종단계에서 얻어진 메탈케이스(10)의 외곽의 테두리면(11)을 구성하게 되는 것이고, 중간판(120)의 어느 일면은 윈도우글라스 및 전자부품이 조립된 기판의 안착 및 고정이 타측면으로는 밧데리의 실장을 위한 공간으로 사용할 수 있는 베이스 보드(12)를 구성하게 되는 것이다.
또한 본 발명에서 조각메탈프레임(300)을 가공하기 위하여는 가공준비단계에서 압출되어지는 단면 H형 압출프레임을 등분하여 좌우 외벽을 T"자의 단면형상으로 NC가공토록 함으로서 인서트 사출성형된 상태에서 테두리면(11)을 동일한 규격의 재질유지가 가능토록 한 것이다.
본 발명에서 도시된 도13의 a는 밧데리가 외장형일 경우에 사용될 수 있는 형태이고 도13b는 밧데리의 내장형 또는 외장형에 모두 사용가능할 수 있는 것이고, 본 발명은 밧데리 내장형 또는 외장형의 형태로 설명되고 있는 것이다.
그러나 이러한 밧데리의 내장형이나 외장형이 본 발명의 목적을 제한하는 것이 아님을 명심해야 할 것이다.
또한 도14의 a 내지 d는 본 발명의 가공준비단계에서 얻어지는 압출프레임(100)의 압출성형시에 가공 준비단계와 제1단계 내지 제7단계를 거쳐 얻어지는 최종결과문인 메탈케이스(10)의 테두리면(11)의 노출된 형상의 다양한 일 실시 예를 도시한 것으로 알루미늄의 빌렛을 압출성형할 경우에 다양한 형태로의 압출이 가능하게 되어 가공의 용이성에 다양한 디자인성을 얻을 수 있게 되는 장점이 있는 것이다.
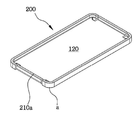
도16a 내지 도16d는 본 발명의 또 다른 일 실시 예를 도시한 것으로, 도16a에 도시된 바와 같이 알루미늄 빌렛(Billet)을 압출시켜 단면이 H"형상인 압출프레임(100)을 제작하는 가공 준비단계와 상기 가공 준비단계에서 "H"자 프레임으로 압출된 것을 압출프레임(100)을 최종가공단계에서 얻어지는 메탈케이스(10)의 전개장을 감안하여 좌우외벽과 중간판이 형성되게 사전에 설정된 길이로 절단하는 제1단계와 상기 중간판(120)의 잉여부분을 프레스 전단가공의 일종인 노칭(Notching)가공하여 메탈프레임(200)으로의 가공을 위하여 중간판(120)에서 불필요한 부분의 일부를 제거하는 제2단계와 상기 제2단계에서 노칭가공되어 중간판(120)에서 불필요한 부분을 제거한 상태에서 좌우 외벽(110)의 양단을 절곡가공 하는 제3단계와 상기 제3단계에서 좌우 외벽(110)의 양단을 절곡가공하여 메탈프레임(200) 형상으로 가공된 상태에서 전후 양단에 노출되는 중간판을 절곡하여 직립벽(210a)을 형성하는 제4단계와 상기 제4단계에서 필요시 직립벽(210a)에 사출금형에 인서트 하여 인서트 사출공법을 이용하여 메탈케이스(10)로 성형하기 위하여 인서트 사출성형하는 제5단계로 가공되어지는 것이다.
본 발명에서는 가공준비단계에서 H형 압출프레임으로 설명되고 있으나 이에 국한 되는 것이 아니고, 밧데리 내장형이나 외장형이냐에 따라  형으로 압출프레임을 사용할 경우에도 동일한 방식으로 가공되어질 수 있음을 명심해야 할 것이다.
형으로 압출프레임을 사용할 경우에도 동일한 방식으로 가공되어질 수 있음을 명심해야 할 것이다.
α:둥근형태 b:잉여부분
10:메탈케이스 11:테두리면
12:베이스 보드
100:압출프레임 110:좌우외벽
120:중간판
200:메탈프레임 210:개구되어진 부분
210a:직립벽
300:조각메탈프레임
10:메탈케이스 11:테두리면
12:베이스 보드
100:압출프레임 110:좌우외벽
120:중간판
200:메탈프레임 210:개구되어진 부분
210a:직립벽
300:조각메탈프레임
Claims (9)
- 알루미늄 빌렛(Billet)을 압출시켜 단면이 H"형상인 압출프레임(100)을 제작하는 가공 준비단계
가공 준비단계에서 "H"자 프레임으로 압출된 것을 압출프레임(100)을 최종가공단계에서 얻어지는 메탈케이스(10)의 전개장을 감안하여 좌우외벽과 중간판이 형성되게 사전에 설정된 길이로 절단하는 제1단계
상기 중간판(120)의 잉여부분을 프레스 전단가공의 일종인 노칭(Notching)가공하여 메탈프레임(200)으로의 가공을 위하여 중간판(120)에서 불필요한 부분의 일부를 제거하는 제2단계.
상기 제2단계에서 노칭가공되어 중간판(120)에서 불필요한 부분을 제거한 상태에서 좌우 외벽(110)의 양단을 절곡가공 하는 제3단계.
상기 제3단계에서 중간판(120)에서 불필요한 부분을 제거한 상태에서 좌우 외벽(110)의 양단을 절곡가공하여 메탈프레임(200) 형상으로 가공된 상태에서 전후 양단의 개구되어진 부분(210)에 연결될 수 있도록 조각메탈프레임(300)의 형상을 가공하는 제4단계.
상기 제4단계에서 조각 메탈프레임(300)으로 가공된 것을, 메탈케이스를 구성하기 위하여, 메탈프레임(200)과 메탈프레임의 전후 양단에 개구되어진 부분(210)에 덧대어질 수 있도록 사출금형에 각각 인서트 하여 인서트 사출공법을 이용하여 메탈케이스(10)로 성형하기 위하여 인서트 사출성형하는 제5단계로 가공되어지는 단면 H형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 - 제1항에있어서
상기 인서트 사출성형된 메탈케이스(10)에 사출성형시 발생되는 잉여부분의 제거와 필요시 설계구조에 따라 NC 가공하는 제6단계가 추가되어지는 단면 H형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 - 제2항에 있어서
상기 제6단계에서 완성되어진 메탈케이스(10) 표면에 다양한 색상을 구현하기 위하여 표면처리를 하는 제7단계가 추가되어지는 단면 H형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 - 제1항에 있어서,
상기 가공 준비단계에서 압출프레임(100)의 단면이 H형상은 단면이으로도 압출가공되어지는 단면 H형의 압출에 의한 휴대폰용 메탈케이스의 제조방법
- 제1항에있어서
상기 노칭가공된 메탈프레임(200)을 가공하기 위하여 지그(도시생략)를 사용하여 노칭가공된 상태에서 개구되어지는 전후 양단의 좌우 외벽(110)의 모서리부를 절곡하여 둥근 형태(α)로 가공하여 메탈프레임(200)을 유지토록 하는 단면 H형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 - 제1항에 있어서,
상기 인서트사출성형시 가공되어진 조각메탈프레임을 사출금형에 삽입하여 플라스틱으로 사출성형함으로 분리된 조각 메탈프레임을 결합시키는 것과 내측면에 플라스틱을 사출성형시킴으로 사각형메탈케이스를 형성시키는 단면 H형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 - 제1항에있어서
상기 조각메탈프레임은 단면H형 압출프레임을 3등분 분리하여 메탈케이스 상하프레임으로 사용하기 위하여 단면형상을 T"자로 NC가공하는 단면 H형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 - 제1항에 있어서,
상기 메탈케이스의 테두리면의 노출된 다양한 형상은 알루미늄의 빌렛을 압출성형할 경우에 동시에 압출되어지는 단면 H형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 - 알루미늄 빌렛(Billet)을 압출시켜 단면이 H"형상인 압출프레임(100)을 제작하는 가공 준비단계
가공 준비단계에서 "H"자 프레임으로 압출된 것을 압출프레임(100)을 최종가공단계에서 얻어지는 메탈케이스(10)의 전개장을 감안하여 좌우외벽과 중간판이 형성되게 사전에 설정된 길이로 절단하는 제1단계
상기 중간판(120)의 잉여부분을 프레스 전단가공의 일종인 노칭(Notching)가공하여 메탈프레임(200)으로의 가공을 위하여 중간판(120)에서 불필요한 부분의 일부를 제거하는 제2단계.
상기 제2단계에서 노칭가공되어 중간판(120)에서 불필요한 부분을 제거한 상태에서 좌우 외벽(110)의 양단을 절곡가공 하여 개구부가 없이 메탈프레임(200) 형상으로 가공을 위한 제3a단계로 이루어진다.
그후 상기 제3a단계에서 메탈프레임(200)을 사출금형에 인서트 하여 인서트 사출공법을 이용하여 메탈케이스(10)로 성형하기 위하여 인서트 사출성형하는 제5단계로 가공되어지는 단면 H형의 압출에 의한 휴대폰용 메탈케이스의 제조방법
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160031041A KR102407180B1 (ko) | 2015-12-16 | 2016-03-15 | 단면 h형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150180147A KR101618098B1 (ko) | 2015-12-16 | 2015-12-16 | 단면 h형의 압출에 의한 휴대폰용 메탈케이스 및 그 제조방법 |
| KR1020160031041A KR102407180B1 (ko) | 2015-12-16 | 2016-03-15 | 단면 h형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150180147A Division KR101618098B1 (ko) | 2015-12-16 | 2015-12-16 | 단면 h형의 압출에 의한 휴대폰용 메탈케이스 및 그 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170072103A true KR20170072103A (ko) | 2017-06-26 |
| KR102407180B1 KR102407180B1 (ko) | 2022-06-10 |
Family
ID=81986295
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160031041A KR102407180B1 (ko) | 2015-12-16 | 2016-03-15 | 단면 h형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102407180B1 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019022559A1 (ko) * | 2017-07-27 | 2019-01-31 | (주)케이에이치바텍 | 휴대단말기용 프레임 구조물 제조방법 |
| KR101966949B1 (ko) * | 2017-11-15 | 2019-04-09 | (주)티에스이 | 스마트폰 보호 케이스 및 이의 제조방법 |
| KR101981537B1 (ko) * | 2017-11-23 | 2019-08-28 | 엘지전자 주식회사 | 메탈 케이스를 포함하는 이동 단말기 및 메탈 케이스의 제조 방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20050098632A (ko) * | 2004-04-08 | 2005-10-12 | 안계훈 | 유압 케이스 제조방법 |
| KR101390973B1 (ko) * | 2013-09-11 | 2014-05-07 | 주식회사 파인테크닉스 | 휴대용 전자기기에 사용되는 메탈데코프레임의 제조방법 |
| KR101453067B1 (ko) * | 2014-07-23 | 2014-10-27 | 신성전자정밀 주식회사 | 휴대폰용 메탈케이스 제조방법 |
-
2016
- 2016-03-15 KR KR1020160031041A patent/KR102407180B1/ko active IP Right Grant
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20050098632A (ko) * | 2004-04-08 | 2005-10-12 | 안계훈 | 유압 케이스 제조방법 |
| KR101390973B1 (ko) * | 2013-09-11 | 2014-05-07 | 주식회사 파인테크닉스 | 휴대용 전자기기에 사용되는 메탈데코프레임의 제조방법 |
| KR101453067B1 (ko) * | 2014-07-23 | 2014-10-27 | 신성전자정밀 주식회사 | 휴대폰용 메탈케이스 제조방법 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019022559A1 (ko) * | 2017-07-27 | 2019-01-31 | (주)케이에이치바텍 | 휴대단말기용 프레임 구조물 제조방법 |
| KR101966949B1 (ko) * | 2017-11-15 | 2019-04-09 | (주)티에스이 | 스마트폰 보호 케이스 및 이의 제조방법 |
| KR101981537B1 (ko) * | 2017-11-23 | 2019-08-28 | 엘지전자 주식회사 | 메탈 케이스를 포함하는 이동 단말기 및 메탈 케이스의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102407180B1 (ko) | 2022-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101618098B1 (ko) | 단면 h형의 압출에 의한 휴대폰용 메탈케이스 및 그 제조방법 | |
| KR101590181B1 (ko) | 알루미늄 빌렛을 압출공법에 의하여 제조되는 휴대폰의 메탈케이스 및 그 제조방법 | |
| JP5760127B2 (ja) | 電子装置のハウジング及びその製造方法 | |
| KR20170072103A (ko) | 단면 h형의 압출에 의한 휴대폰용 메탈케이스의 제조방법 | |
| CN109759780B (zh) | 制备中框的方法、中框及移动终端 | |
| KR101717469B1 (ko) | 이동통신단말기용 금속프레임의 제조방법 | |
| US20170078460A1 (en) | Frame for mobile communication terminal and method of manufacturing the same | |
| CN106163165A (zh) | 电子装置及其制作方法 | |
| CN107683040B (zh) | 一种壳体制作方法、壳体及移动终端 | |
| CA2520322A1 (en) | Integral frame member for an aircraft | |
| CN105345987A (zh) | 一种手机中框的制造方法和一种手机中框 | |
| CN105282279A (zh) | 便携式终端设备用框架结构物制造方法 | |
| KR20160108102A (ko) | 프레스로 가공되는 휴대폰 메탈 케이스 | |
| KR101558550B1 (ko) | 프레스로 가공되는 휴대폰 메탈 베이스보드 및 그 제조방법 | |
| JP2012017135A (ja) | 筐体及びその製造方法 | |
| KR102050588B1 (ko) | 밴딩과 캠형금형을 이용한 가공으로 형성되는 휴대폰 메탈 케이스의 제조방법 | |
| KR101569924B1 (ko) | 프레스로 가공되는 휴대폰 메탈 케이스의 제조방법. | |
| JPH10323858A (ja) | プラスチック外殻の製造方法及びベーゼル | |
| CN110612715A (zh) | 便携式终端用机架结构物的制备方法 | |
| JP3951243B2 (ja) | インモールド成形における窓部の製造方法 | |
| CN109128693A (zh) | 具有全像图案的扣具的制造方法 | |
| US20070069431A1 (en) | Method of manufacturing a bumper cover for a motor vehicle | |
| CN216683141U (zh) | 一种前后多处斜孔的框架形产品的模具结构 | |
| KR20120000344A (ko) | 전자장치의 케이스 및 그 제조방법 | |
| JP2011132798A (ja) | ドアの製造方法及びドア |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |