KR20170054512A - 고강도 용융 아연 도금 강판 - Google Patents
고강도 용융 아연 도금 강판 Download PDFInfo
- Publication number
- KR20170054512A KR20170054512A KR1020177010251A KR20177010251A KR20170054512A KR 20170054512 A KR20170054512 A KR 20170054512A KR 1020177010251 A KR1020177010251 A KR 1020177010251A KR 20177010251 A KR20177010251 A KR 20177010251A KR 20170054512 A KR20170054512 A KR 20170054512A
- Authority
- KR
- South Korea
- Prior art keywords
- less
- steel sheet
- hot
- dip galvanized
- plating
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/012—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of aluminium or an aluminium alloy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/043—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0278—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/261—After-treatment in a gas atmosphere, e.g. inert or reducing atmosphere
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/50—Controlling or regulating the coating processes
- C23C2/52—Controlling or regulating the coating processes with means for measuring or sensing
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/021—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material including at least one metal alloy layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/023—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/023—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only
- C23C28/025—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only with at least one zinc-based layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12583—Component contains compound of adjacent metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12583—Component contains compound of adjacent metal
- Y10T428/1259—Oxide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12611—Oxide-containing component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12611—Oxide-containing component
- Y10T428/12618—Plural oxides
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12736—Al-base component
- Y10T428/1275—Next to Group VIII or IB metal-base component
- Y10T428/12757—Fe
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
- Y10T428/12799—Next to Fe-base component [e.g., galvanized]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12958—Next to Fe-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12993—Surface feature [e.g., rough, mirror]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
- Y10T428/265—1 mil or less
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/27—Web or sheet containing structurally defined element or component, the element or component having a specified weight per unit area [e.g., gms/sq cm, lbs/sq ft, etc.]
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Coating With Molten Metal (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
가공부의 도금 품질 및 도금 외관이 우수한 고강도 용융 아연 도금 강판을 제공한다.
특정의 조성으로 이루어지고, 마르텐사이트 면적률이 7% 이상 25% 미만, 페라이트 면적률이 50% 이상인 조직을 갖고, 지철 표층부의 내부 산화량이 편면당 0.05g/㎡ 이하인 냉연 강판과, 당해 냉연 강판 상에 형성되고, 0.12g/㎡ 이상 0.22g/㎡ 이하의 Al을 포함하고, 또한 평균 입경 1.0㎛ 미만의 Fe2Al5를 포함하는 금속간 화합물과, 당해 금속간 화합물 상에 형성되고, 0.3%≤Al%≤0.6%(Al%는, 용융 아연 도금층의 Al의 함유량(질량%)을 나타냄)를 함유하고, 표면 거칠기 Ra가 0.8㎛ 이상 1.6㎛ 이하이고, 광택도(G값)가 550 이상 750 이하이고, 아연 기저면 배향률 Zn(002)/(004)이 60% 이상 90% 이하인 용융 아연 도금층을 갖도록 한다.
특정의 조성으로 이루어지고, 마르텐사이트 면적률이 7% 이상 25% 미만, 페라이트 면적률이 50% 이상인 조직을 갖고, 지철 표층부의 내부 산화량이 편면당 0.05g/㎡ 이하인 냉연 강판과, 당해 냉연 강판 상에 형성되고, 0.12g/㎡ 이상 0.22g/㎡ 이하의 Al을 포함하고, 또한 평균 입경 1.0㎛ 미만의 Fe2Al5를 포함하는 금속간 화합물과, 당해 금속간 화합물 상에 형성되고, 0.3%≤Al%≤0.6%(Al%는, 용융 아연 도금층의 Al의 함유량(질량%)을 나타냄)를 함유하고, 표면 거칠기 Ra가 0.8㎛ 이상 1.6㎛ 이하이고, 광택도(G값)가 550 이상 750 이하이고, 아연 기저면 배향률 Zn(002)/(004)이 60% 이상 90% 이하인 용융 아연 도금층을 갖도록 한다.
Description
본 발명은, 자동차의 내판에 사용되는 고강도 용융 아연 도금 강판에 관한 것이다.
최근, 자동차, 가전, 건재 등의 분야에 있어서 소재 강판에 방청성(rust resistance)을 부여한 표면 처리 강판, 그 중에서도 염가로 제조할 수 있고, 또한 방청성이 우수한 용융 아연 도금 강판이 사용되고 있다. 특히 구미(歐美)의 자동차 메이커는, 도금 두께를 간단하게 늘릴 수 있는 용융 아연 도금 강판의 적용에 의해 방청 성능을 향상시키는 것을 생각하고 있어, 경제 성장이 현저한 동아시아 지역에 있어서 자동차용 강판의 높은 수요를 전망할 수 있는 상황이다.
양호한 가공성이 엄격하게 요구되는 자동차용 강판의 경우, 프레스 가공 후에 있어서의 내충격 밀착성이나 가공 후의 도장 후 내식성이라는 도금 품질이 양호하지 않으면 내구성을 유지할 수 없다. 종래, 충분한 도금 품질을 갖는 용융 아연 도금 강판을 제공하는 것은 할 수 없었다.
또한, 특히 강도 부재(strength member)로서 사용되는 소위 고강도 강판에 대해서도 엄격한 가공성과 가공부의 방청성이 요구되기 때문에, 가공부의 우수한 도금 품질이 요구된다.
특허문헌 1에서는 도금층 중 Al량, 도금층과 강판의 계면의 Al량을 규정하는 프레스 가공시의 슬라이딩성이 우수한 용융 아연 도금 강판의 제조 방법이 개시되어 있다. 그러나, 특허문헌 1에 기재된 기술에서는, 가공부의 내충격 밀착성이나 도장 후 내식성과 같은 도금 품질 및 도금 외관에 대해서는, 아직 충분히는 고려되고 있지 않아, 더 한층의 개량이 요구되고 있었다.
본 발명은 이러한 사정을 감안하여 이루어진 것으로서, 가공부의 도금 품질 및 도금 외관이 우수한 고강도 용융 아연 도금 강판을 제공하는 것을 목적으로 한다.
본 발명자들은, 예의 검토한 결과, 종래 기술과 같이 단순히 용융 아연 도금 처리하는 것이 아니라, (1) FeAl 금속간 화합물을 도금층/강판 계면에 소정의 성상(property)으로 형성시키고, (2) 도금의 응고 조직을 제어함과 함께, (3) 표면의 텍스처(texture)를 제어하고, 또한 (4) 강판 표층부에 있어서의 내부 산화의 상태를 제어함으로써, 프레스 가공된 가공부의 도금 품질 및 도금 외관이 우수한 고강도 용융 아연 도금 강판을 제공할 수 있는 것을 발견하여, 본 발명의 완성에 이르렀다. 본 발명은, 이상의 인식에 기초하여 이루어진 것으로, 그 요지는 이하와 같다.
[1] 질량%로, C: 0.06% 이상 0.09% 이하, Si: 0.30% 이하, Mn: 1.7% 이상 2.3% 이하, P: 0.001% 이상 0.020% 이하, S: 0.010% 이하, Mo: 0.05% 이상 0.30% 이하, N: 0.005% 이하, Al: 0.01% 이상 0.10% 이하를 함유하고, 잔부가 Fe 및 불가피 불순물의 조성으로 이루어지고,
마르텐사이트 면적률이 7% 이상 25% 미만, 페라이트 면적률이 50% 이상인 조직을 갖고, 지철(base metal) 표층부의 내부 산화량이 편면당 0.05g/㎡ 이하인 냉연 강판과,
당해 냉연 강판 상에 형성된 0.12g/㎡ 이상 0.22g/㎡ 이하의 Al을 포함하고, 또한 평균 입경 1.0㎛ 미만의 Fe2Al5를 포함하는 금속간 화합물과,
당해 금속간 화합물 상에 형성되고, 0.3%≤Al%≤0.6%(Al%는, 용융 아연 도금층의 Al의 함유량(질량%)을 나타냄)를 함유하고, 표면 거칠기 Ra가 0.8㎛ 이상 1.6㎛ 이하이고, 광택도(G값)가 550 이상 750 이하이고, 이하의 식 (1)로 규정되는 아연 기저면 배향률(zinc basal plane orientation ratio) Zn(002)/(004)이 60% 이상 90% 이하인 용융 아연 도금층을 갖는 고강도 용융 아연 도금 강판.
또한, 본 발명에 있어서, 고강도 용융 강판이란, 인장 강도(TS)가 590∼690㎫인 강판을 가리킨다.
본 발명에 의하면, 가공부의 도금 품질 및 도금 외관이 우수한 고강도 용융 아연 도금 강판이 제공된다.
(발명을 실시하기 위한 형태)
본 발명의 고강도 용융 아연 도금 강판은, 특정 구성의 냉연 강판 상에, 특정 구성의 용융 아연 도금층을 갖는다. 또한, 이 냉연 강판과 용융 아연 도금층간에는 특정 구성의 금속간 화합물이 형성된다. 이에 따라, 본 발명의 고강도 용융 아연 도금 강판은, 가공부의 도금 품질 및 도금 외관이 우수하다. 보다 구체적으로는, 본 발명의 고강도 용융 아연 도금 강판은, 60° 굽힘 가공부의 내충격성 시험시의 도금 밀착성과 도장 후 내식성 및 도금 외관이 우수하다.
이하, 본 발명에 대해서 구체적으로 설명한다.
<냉연 강판>
본 발명의 고강도 용융 아연 도금 강판을 구성하는 냉연 강판은, C: 0.06% 이상 0.09% 이하, Si: 0.30% 이하, Mn: 1.7% 이상 2.3% 이하, P: 0.001% 이상 0.020% 이하, S: 0.010% 이하, Mo: 0.05% 이상 0.30% 이하, N: 0.005% 이하, Al: 0.01% 이상 0.10% 이하를 함유하고, 잔부가 Fe 및 불가피 불순물의 조성으로 이루어진다. 여기에서는, 우선, 이 냉연 강판의 성분 한정 이유에 대해서 설명한다. 또한, 본 발명의 강판 중의 각 성분의 「%」는, 특별히 설명이 없는 한, 「질량%」를 나타낸다.
[C: 0.06% 이상 0.09% 이하]
C는 강의 중요한 기본 성분 중 하나로서, 특히 본 발명에서는, (α(페라이트)+γ(오스테나이트))역으로 가열했을 때의 오스테나이트(γ)상(相)의 체적률, 나아가서는 변태 후의 마르텐사이트의 양에 영향을 주기 때문에 중요한 원소이다. 그리고, 강도 등의 기계적 특성은, 이 마르텐사이트 분율과 마르텐사이트상의 경도에 따라 크게 좌우된다. C 함유량이, 0.06% 미만에서는 마르텐사이트상이 생성되기 어렵고, 한편, 0.09% 초과에서는 스폿 용접성이 열화하는 점에서, C 함유량은, 0.06% 이상 0.09% 이하로 한다.
[Si: 0.30% 이하]
Si는 페라이트(α)상 중의 고용 C량을 감소시킴으로써, 신장 등의 가공성을 향상시키는 원소이지만, 0.30% 초과의 Si량의 함유는 도금 품질을 해치기 때문에, Si 함유량은 상한을 0.30%로 한다.
[Mn: 1.7% 이상 2.3% 이하]
Mn은, 본 발명에 있어서는 오스테나이트(γ)상에 농화하여, 마르텐사이트 변태를 재촉하는 효과가 있어, 기본 성분으로서 중요한 원소이다. 단, Mn 함유량이 1.7% 미만에서는 그 효과가 없고, 한편, 2.3%를 초과하면 스폿 용접성 및 도금 품질을 현저하게 해치기 때문에, Mn 함유량은 1.7% 이상 2.3% 이하로 한다.
[P: 0.001% 이상 0.020% 이하]
P는, 고강도화를 염가로 달성하는 데에 있어서 유효한 원소로서, 고강도화를 실현하기 위해, P 함유량은, 0.001% 이상으로 한다. 한편, P를 0.020% 초과하여 함유하면 스폿 용접성을 현저하게 해치기 때문에, P 함유량의 상한을 0.020%로 한다.
[S: 0.010% 이하]
S는 열연시의 열간 분열을 일으키는 근원이 되는 것 외에, 스폿 용접부의 너깃 내 파단을 유발하기 때문에, 극력 저감하는 것이 바람직하다. 따라서, 본 발명에서는, S 함유량은 0.010% 이하로 억제한다.
[Mo: 0.05% 이상 0.30% 이하]
Mo는 도금 품질을 해치는 일 없이, 페라이트+마르텐사이트의 복합 조직을 얻는 데에 중요한 원소로서, 적어도 Mo 함유량을 0.05%로 하는 것이 필요하다. 그러나, 0.30%를 초과하여 Mo를 함유해도, 더 한층의 효과가 적고, 제조 비용의 상승을 초래하기 때문에, Mo 함유량은 0.30%를 상한으로 한다.
[N: 0.005% 이하]
N은 시효 열화를 가져오는 것 외에, 항복점(항복비)의 상승, 항복 신장의 발생을 초래하는 점에서, N 함유량은 0.005% 이하로 억제할 필요가 있다.
[Al: 0.01% 이상 0.10% 이하]
Al은 제강 공정에서의 탈산제로서, 또한 시효 열화를 일으키는 N을 AlN으로서 고정하는 유효한 원소이며, 그 효과를 충분히 발휘하기 위해서도, Al 함유량은, 0.01% 이상으로 한다. 한편, 0.10%를 초과하여 Al을 함유하면 제조 비용의 상승을 초래하기 때문에, Al 함유량은 0.10% 이하로 억제할 필요가 있다.
본 발명의 강판은, 잔부는, Fe 및 불가피 불순물로 이루어진다.
이상 설명한 본 발명의 고강도 용융 아연 도금 강판을 구성하는 냉연 강판은, 특정의 조직 및 물성을 갖고, 이하에서 그 상세에 대해서 설명한다.
(마르텐사이트의 면적률: 7% 이상 25% 미만)
본 발명의 고강도 용융 아연 도금 강판을 구성하는 냉연 강판에서는, 마르텐사이트의 면적률이 7% 미만이 되면, 항복비 YR이 현저하게 상승한다. 한편, 마르텐사이트의 면적률이 25% 이상이 되면, 국부 연성이 저하되기 때문에 전체 신장 EL이 저하된다. 따라서, 본 발명의 고강도 용융 아연 도금 강판을 구성하는 냉연 강판에서는, 마르텐사이트의 면적률은, 7% 이상 25% 미만으로 한다. 이 마르텐사이트의 면적률은, 바람직하게는 7% 이상 22% 이하, 보다 바람직하게는 7% 이상 20% 이하이다. 마르텐사이트의 면적률은, 주로 강 중의 C 함유량을 0.06% 이상 0.09% 이하로 제어하는 것과 함께, 어닐링시의 가열 온도(어닐링 온도이며, 강판 최고 도달 온도를 의미함)를 730℃ 이상 880℃ 이하로 설정함으로써 조정할 수 있다.
(페라이트의 면적률: 50% 이상)
본 발명의 고강도 용융 아연 도금 강판을 구성하는 냉연 강판에서는, 페라이트의 면적률이 50% 미만이 되면, 전체 신장 EL의 저하가 현저하게 된다. 따라서, 페라이트의 면적률은, 50% 이상으로 한다. 이 페라이트의 면적률은, 바람직하게는 60% 이상이다. 페라이트의 면적률은, 주로 강 중의 C 함유량을 0.06% 이상 0.09% 이하로 제어함으로써 조정할 수 있다.
여기에서, 페라이트의 면적률은, 관찰 면적 내에 차지하는 페라이트상의 면적의 비율이고, 마르텐사이트의 면적률은, 관찰 면적 내에 차지하는 마르텐사이트상의 면적의 비율이다. 실제의 페라이트의 면적률 및 마르텐사이트의 면적률은, 다음과 같이 하여 산출할 수 있다. 즉, 얻어진 강판의 판두께 방향 단면(斷面)을 연마한 후, 3%의 나이탈(nital)(질산 3%의 알코올액)로 부식한다. 그리고, 판두께 방향의 1/4위치 부근을 SEM(주사형 전자 현미경)을 이용하여 1500배 정도의 배율로 관찰하고, 얻어진 화상을 일반적인 화상 해석 소프트를 이용하여 해석하여, 각 상의 면적률을 구할 수 있다. 얻어진 그레이 스케일의 화상에 있어서, 페라이트는 회색(하지 조직(base mircostructure))이고, 마르텐사이트는 백색을 나타내는 조직으로서 판별할 수 있다.
(냉연 강판의 표면에 있어서의 지철 표층부의 내부 산화량이 편면당 0.05g/㎡ 이하)
강판 표층부(지철 표층부)에 있어서의 내부 산화의 상태를 제어함으로써, 고강도 용융 아연 도금 강판에 있어서의, 프레스 가공된 가공부의 내충격성 시험시의 도금 밀착성과 도장 후 내식성을 우수한 것으로 할 수 있다. 또한, 스폿 용접성도 우수한 것으로 할 수 있다. 양호한 도금 밀착성의 확보를 위해서는, 냉연 강판의 표면에 있어서의 지철 표층부의 내부 산화량이 편면당 0.05g/㎡ 이하인 것이 필요하다.
내부 산화는 강판이 함유하는 Si, Mn, Al, P 등의 이산화성 원소(oxidizable elements)가 열연공정이나 CGL(연속 용융 아연 도금 라인)에서의 어닐링 공정 등으로 산화됨으로써 일어난다. 냉연 강판의 표면에 있어서의 지철 표층부의 내부 산화량을 편면당 0.05g/㎡ 이하로 하기 위해서는, 열연시의 권취 온도를 과잉으로 올리지 않는 것이나, CGL에서의 어닐링 분위기 중의 노점(露点)을 과잉으로 올리지 않는 것이 필요하다. 노점의 적정 범위로서는, 롤 표면이 산화하여 롤이 열화하는 것을 피하기 위해, 0℃를 초과하지 않는 것이 바람직하다. 또한, 권취 온도는, 탈스케일성 향상을 위해, 700℃를 초과하지 않는 것이 바람직하다.
또한, 상기의 냉연 강판의 표면에 있어서의 지철 표층부란, 용융 아연 도금층과 접하는 표층부를 가리키며, 도금층 제거 후의 도금층 바로 아래의 강판 표층부라고도 말할 수 있다. 또한, 이 내부 산화량이 규정되는 지철 표층부란, 용융 아연 도금층과 강판의 계면에서 강판의 두께 방향으로 50㎛까지의 범위를 가리킨다.
상기의 내부 산화량이 편면당 0.05g/㎡를 초과하면, 가공부에 있어서의 입계가 취화하여, 가공 후의 도금 밀착성이 열화하고, 추가로 용접성도 열화한다.
이 내부 산화량은, 도금층 제거 후의 지철강 중 산소량을 측정함으로써 얻어진다. 도금층의 제거 방법은 특별히 묻지 않지만, 산, 알칼리에 의한 제거 중 어느 것이라도 가능하다. 단, 인히비터(inhibitor)(지철 용해 억제제)의 병용 등에 의해, 지철을 제거하지 않을 것과, 제거 후의 표면이 산화하지 않도록 주의한다. 일 예로서, 20질량% NaOH-10질량% 트리에탄올아민 수용액 195㏄+35질량% H2O2 수용액 7㏄로 도금층을 제거하는 것이 가능하다. 그 밖에도 인히비터를 함유하는 희HCl 용액(dilute HCl solute)으로도 도금층을 제거하는 것이 가능하다.
강 중 산화물량은, 예를 들면 「임펄스 로(furnace) 용융-적외선 흡수법」으로 측정한다. 단, 도금층 바로 아래의 내부 산화량을 추측하기 위해서는, 모재 자체가 함유하는 산소량을 뺄 필요가 있기 때문에, 동일하게 도금층을 제거한 시료의 표리의 표층부를 100㎛ 이상 기계 연마한 시료에 대한 강 중 산소량을 별도 측정하고, 도금층을 제거한 그대로의 시료의 산소량으로부터 뺌으로써, 표층부만의 산화 증량(increment of oxidation)을 산출하여, 단위 면적당의 양으로 환산하여 값을 얻는다.
<금속간 화합물>
다음으로, 전술한 냉연 강판 상에 형성되는 금속간 화합물의 구성에 대해서 설명한다.
[Al: 0.12g/㎡ 이상 0.22g/㎡ 이하]
본 발명의 고강도 용융 아연 도금 강판은, 도금층과 강판의 계면에 금속간 화합물을 함유함으로써, 가공부의 내충격성 시험시의 밀착성을 향상시킨다. 이 금속간 화합물은, 0.12g/㎡ 이상 0.22g/㎡ 이하의 Al을 갖고, 또한 평균 입경 1.0㎛ 미만의 Fe2Al5를 함유한다. 이에 따라, 본 발명의 고강도 용융 아연 도금 강판에서는, FeAl 금속간 화합물을 도금층과 강판의 계면에 미세 또한 치밀한 성상으로 형성시킬 수 있다.
여기에서, Al이, 금속간 화합물중 0.12g/㎡ 미만이도록 하기 위해서는, 도금의 용융 아연욕 중의 Al 농도를 낮게 할 필요가 있고, 이 Al농도가 지나치게 낮으면, 드로스(dross)가 석출하여 외관성이 열화한다. 한편, 금속간 화합물 중, Al이 0.22g/㎡를 초과하도록 하기 위해서는, 도금의 용융 아연욕 중의 Al 농도를 높게 할 필요가 있고, 이 Al 농도가 지나치게 높으면, 도금층 표면에 Al의 산화 피막이 다량으로 형성되어 스폿 용접성이 열화한다.
(Fe2Al5의 평균 입경 1.0㎛ 미만)
Fe2Al5의 평균 입경이 1.0㎛ 이상인 경우는 경질의 FeAl 금속간 화합물이 과잉 성장하고 있는 결과이기 때문에, 본 발명의 고강도 용융 아연 도금 강판의 내충격 특성이 열화한다. 그 때문에, Fe2Al5의 평균 입경은 1.0㎛ 미만으로 한다.
이 금속간 화합물의 생성량은 용융 아연욕 중의 Al의 활량에 의존하기 때문에, 주로 Al 농도를 증가시킴으로써 증가시킬 수 있다. 단, Al이 지나치게 많으면 전술과 같이 내충격 특성이 열화하기 때문에 적정한 양으로 제어하는 것이 필요하다.
이 Fe2Al5의 평균 입경은, 도금욕 중의 Al 농도를 제어함으로써 조정할 수 있다.
또한, 상기의 평균 입경은, 특별히 한정되지 않지만, 주사형 전자 현미경(SEM)을 이용하여, 소정의 배율로 설정한 측정 방법에 의해 측정할 수 있다.
<용융 아연 도금층>
다음으로, 냉연 강판의 표면에 용융 아연 도금 처리를 행함으로써 형성되고, 전술한 금속간 화합물 상에 형성되는 용융 아연 도금층의 구성에 대해서 설명한다.
[Zn 및 0.3%≤Al%≤0.6%]
본 발명의 고강도 용융 아연 도금 강판을 구성하는 용융 아연 도금층은, Zn 및 0.3%≤Al%≤0.6%를 함유한다. 여기에서, Al%는, 용융 아연 도금층의 Al의 함유량(질량%)을 나타낸다. Al이 0.3% 미만이도록 하기 위해서는, 도금의 용융 아연욕 중의 Al 농도를 낮게 할 필요가 있고, 이 Al 농도가 지나치게 낮으면, Fe의 용출(dissolution)이 있기 때문에, 드로스가 석출하여 외관성이 열화한다. Al이 0.6% 초과이면, 도금층 표면에 Al의 산화 피막이 다량으로 형성되어 스폿 용접성이 열화한다. 또한, 용융 아연 도금층은, Pb, Sb, Mg, Ni, Mn, Si, Ti, Cr, Sr, Ca를 함유할 수도 있다.
(용융 아연 도금층 표면의 표면 거칠기 Ra: 0.8㎛ 이상 1.6㎛ 이하)
용융 아연 도금층 표면의 표면 거칠기 Ra가 0.8㎛ 미만이면, 프레스시에 기름이 보존유지(保持)되지 않고 가공시의 프레스 성형성이 뒤떨어진다. 한편, Ra가 1.6㎛ 초과이면, 도장 후 선영성(sharpness)이나 밀착성이 뒤떨어진다. 그 때문에, Ra는, 0.8㎛ 이상 1.6㎛ 이하로 한다.
Ra의 조정은 스킨 패스 처리에 있어서, 고조도(high roughness) 가공을 실시한 덜 롤(dull roll)을 이용함으로써 적정량을 확보한다. 덜 조정 방법에서는, 쇼트 덜, EDT(Electron discharged texturing), EBT(Electron beam texturing), 스크래치 덜, 가공 덜 롤을 이용한다. 또한, 상기의 Ra는, 특별히 한정되지 않지만, JIS B 0601(2001년)에 기초하여 조도계에 의해 측정할 수 있다.
(용융 아연 도금층 표면의 광택도(G값): 550 이상 750 이하) 또한 (아연 기저면 배향률: Zn(002)/(004)가 60% 이상 90% 이하)
본 발명의 고강도 용융 아연 도금 강판에서는, 도금의 응고 조직을 제어하기 위해, 우선, 광택도(G값)를 550 이상 750 이하로 하고, 이하의 식 (1)로 규정되는 아연 기저면 배향률 Zn(002)/(004)을 60% 이상 90% 이하로 한다. 아연 기저면 배향률 Zn(002)/(004)을 60% 이상 90% 이하로 함으로써, hcp(hexagonal close-packed: 육방 최밀 충전 구조)의 아연을 응고할 때에 기저면에 배향하기 쉽게 할 수 있다.

상기의 도금의 응고 조직에 대해서는, 주로 욕 중의 Al 농도가 소정의 값이 되면 도금상(相)과 강판 계면에 Fe-Al 금속간 화합물이 생성되어, 아연의 응고 조직이 건전하게 발달한다. 그리고, Al 농도가 지나치게 높으면, 응고 조직은 덴드라이트 형상으로 형성되기 때문에, 표면에 요철이 많아지고, 광택도(G값)가 저하되어, 550 미만이 된다. 반대로, Al 농도가 낮으면 계면의 Fe-Al 금속간 화합물의 형성이 억제됨과 동시에 Fe-Zn합금층이 발달한다. 이에 따라, Zn 응고핵의 기점(base point)을 늘리기 위해 응고 조직이 미세화하고 평활화함으로써 광택도(G값)가 필요 이상으로 증가하여, 750을 초과한다. 광택도(G값)가 550 미만인 경우는 과잉한 Al을 아연욕 중에 첨가하는 것에 상당하여, 스폿 용접성이 열화하게 된다. 또한, 광택도(G값)가 750을 초과하면, Al을 아연욕 중에 첨가하는 양이 적은 경우에 상당하여, Fe가 용출하여 드로스에 의한 표면 결함을 일으키게 된다.
또한, 상기의 광택도(G값)는, 특별히 한정되지 않지만, JIS Z 8741(1997년)에 기초하여 광택도계에 의해 측정할 수 있다. 소망하는 표면 성상은, 스킨 패스 등으로 텍스처를 제어함으로써 확보할 수 있다.
또한, 아연 기저면 배향률 Zn(002)/(004)이 60% 미만이면, 아연 결정의 배향이 비교적 랜덤인 경우, 도금 직후에 아연이 응고할 때의 결정 사이즈가 미세해지기 때문에, 지나치게 평활하여 프레스시에 강판에 기름이 보존유지되지 않고 성형성이 뒤떨어진다. 아연 기저면 배향률이 90% 초과이면 Zn 결정의 기저면의 배향이 지나치게 높아 결정립이 성장하기 쉽고, 결과적으로 덴드라이트 아암(dendrite arm)이 발달하기 때문에, 도장 후 선영성이 뒤떨어질 뿐만 아니라 내식성도 열화한다. 또한, 상기의 아연 기저면 배향률 Zn(002)/(004)은, 특별히 한정되지 않지만, X선 회절 강도의 측정에 의해 얻을 수 있다.
Zn은 hcp 구조를 취해 통상은 기저면에 배향하기 쉽지만, 식 (1)로 나타나고 있는 아연 기저면 배향률의 측정에 의해, 어느 정도 결정이 랜덤하게 배향했는지를 알 수 있다. 이 응고 조직의 배향 정도에 따라 광택, 결정 사이즈, 표면에서의 조도가 영향을 받기 때문에, 본 아연 기저 배향률을 정확하게 제어하는 것은 고강도 용융 아연 도금 강판의 표면 성상뿐만 아니라 프레스 가공성을 제어할 때에 매우 중요하다. 배향성은, 전술과 같이 도금상/강판 계면의 Fe-Al 합금층을 적정량 확보하여, 아연 응고 조직의 석출핵이 되는 Fe-Zn 합금층의 형성을 억제함으로써 조정한다.
(인장 강도(TS): 590㎫ 이상 690㎫ 이하)
본 발명의 고강도 용융 아연 도금 강판에서는, 인장 강도(TS)는 주로 내판의 강도를 확보하기 위해, 590㎫ 이상 690㎫ 이하로 한다. 이러한 인장 강도(TS)가 590㎫ 이상 690㎫ 이하인 고강도 용융 아연 도금 강판은, 본 발명에서의 강판 성분의 재료에 대해서 적정한 어닐링 조건으로 CGL 통판(通板)함으로써 얻을 수 있다. 어닐링 온도로서는, 2상역으로의 어닐링이 필요하기 때문에, 800∼850℃ 정도의 온도로 하는 것이 바람직하다.
[가공부의 내충격성 시험시의 도금 밀착성(내충격 밀착성)과 도장 후 내식성]
자동차의 사이드 멤버 등의 가공부가 자동차의 충돌시의 충격에 의한 가공을 모의하기 위해, 90° 굽힘한 부분을 대상으로 한다. 이 부분을 소위 듀폰 시험기로 내충격성을 조사하고, 테이프 박리하여 평가한다. 도장 후 내식성은 이 굽힌 부분에 대해서 화성 처리·전착 도장을 실시하고, 크로스컷을 실시하여 SST 시험으로 팽창 부식폭으로 평가한다. 전술과 같이 계면의 Fe-Al 금속간 화합물의 양이 필요 이상으로 확보되어 있으면, 양호한 도금 밀착성(내충격 밀착성)을 확보할 수 있다.
<고강도 용융 아연 도금 강판의 제조 방법>
계속하여, 고강도 용융 아연 도금 강판의 제조 방법에 대해서 설명한다. 예를 들면, 이하의 방법으로 고강도 용융 아연 도금 강판을 제조 가능하다. 먼저, 상기와 같은 성분 조성을 갖는 강을 연속 주조에 의해 슬래브로 하고, 당해 슬래브를 가열하여, 스케일 제거 및 조압연을 실시한다. 이어서, 냉각한 후, 마무리 압연하고, 냉각하여, 권취하고, 이어서, 산 세정, 냉간 압연을 행한다. 이어서, 연속식 용융 아연 도금 설비에 있어서, 강판의 어닐링 및 용융 아연 도금 처리를 행한다.
슬래브를 가열할 때의 가열 시간, 가열 온도, 조압연의 조건, 냉각 조건, 마무리 압연의 조건, 권취의 조건 등은, 기술 상식에 기초하여 적절히 설정 가능하다. 단, 본 발명에 있어서 지철 표층부에서의 내부 산화량을 상기의 범위로 조정하기 위해서는, 마무리 압연(열간 압연)의 조건이나 권취 온도를 조정하는 것이 바람직하다.
또한, 강판의 어닐링의 조건은, 고강도 용융 아연 도금 강판의 항복 응력에 영향을 준다. 본 발명에 있어서는, 인장 강도를 상기 범위로 설정하기 위해, 어닐링시의 가열 온도(어닐링 온도이며, 강판 최고 도달 온도를 의미함)를 730℃ 이상 880℃ 이하로 설정하고, 바람직하게는 800℃ 이상 850℃ 이하로 설정한다.
또한, 어닐링 분위기의 조정도 적절히 행하면 좋지만, 본 발명에 있어서는 노점을 0℃ 이하로 조정하는 것이 바람직하다. 0℃ 초과로 하면 노체 표면이 취화하기 쉽다는 이유로 바람직하지 않다.
또한, 어닐링 분위기 중의 수소 농도는 1vol% 이상 50vol% 이하인 것이 바람직하다. 수소 농도가 1vol% 이상이면 강판 표면을 활성화한다는 이유에서 바람직하고, 수소 농도가 50vol% 초과이면 경제적으로 불리하다는 이유에서 바람직하지 않다. 또한, 수소 이외는 N2를 통상 함유한다. 불가피적으로 함유되는 성분으로서는 CO2, CO, O2 등을 들 수 있다.
본 발명에 있어서는, 용융 아연 도금층의 Al 함유량을 제어하고, 강판과 용융 아연 도금층의 사이에 금속간 화합물을 존재시키기 위해, 용융 아연 도금 처리의 조건을 조정할 필요가 있다. 또한, 용융 아연 도금층의 표면 상태(표면 거칠기 Ra, 광택도(G값), 아연 기저면 배향률)를 소망하는 상태로 하기 위해서도, 용융 아연 도금 처리의 조건을 조정할 필요가 있다. 이하, 용융 아연 도금 처리의 조건에 대해서 설명한다.
어닐링 후의 강판이 도금욕에 침입할 때의 강판의 온도인 침입판온(dipped sheet temperature)은, 특별히 한정되지 않지만, 도금욕의 온도(욕온) -20℃ 이상 욕온 +20℃ 이하인 것이 바람직하다. 침입 판온이 상기 범위에 있으면, 욕온의 변화가 작아, 소망하는 용융 아연 도금 처리를 연속하여 행하기 쉽다. 용융 아연 도금층 중의 Al 함유량, 금속간 화합물 중의 Al 함유량은, 욕온을 올림으로써, 저하되는 경향이 있다. 또한, 용융 아연 도금층의 표면의 광택도는 욕온을 올리면 상승하는 경향이 있다.
어닐링 후의 강판이 침입하는 도금욕의 조성은 Zn 이외에 Al을 포함하는 것이면 좋고, 필요에 따라서 다른 성분이 포함되어 있어도 좋다. 도금욕 중의 Al의 농도는 특별히 한정되지 않지만, 0.16질량% 이상 0.25 질량% 이하인 것이 바람직하다. Al의 농도가 상기 범위에 있으면 Fe-Al 합금상이 형성되어 Fe-Zn 합금상이 억제되기 때문에 바람직하다. 광택도는 도금욕 중의 Al 농도에 의해 조정 가능하다. 도금욕 중의 Al 농도가 낮아지면 계면에 Fe-Al이 아닌 Fe-Zn 결정이 근소하게 형성되고, 그것이 Zn 응고핵 발생 사이트가 됨으로써 다수의 아연 결정이 생성되고, 아연 결정 배향이 랜덤화함으로써 배향률이 저하되는 경향이 있다. 그 결과, Al 농도가 낮을수록, 덴드라이트 형상의 Zn 결정 성장이 억제되어, 표면의 요철이 저감하여 평활화하기 때문에, 광택도가 상승한다. 보다 바람직한 Al의 농도는 0.19질량% 이상 0.22질량% 이하다. 또한, Al 농도는, 용융 아연 도금층 중의 Al 함유량, 금속간 화합물 중의 Al 함유량에도 영향을 주기 때문에, 이들 함유량도 고려하여 Al 농도를 결정하는 것이 바람직하다.
또한, 도금욕의 온도(욕온)는 특별히 한정되지 않지만, 430℃ 이상 470℃ 이하가 바람직하다. 욕온이 430℃ 이상이면 아연욕이 응고하지 않고 안정적으로 용해한다는 이유에서 바람직하고, 욕온이 470℃ 이하이면 Fe 용출이 적어 드로스 결함이 저감한다는 이유에서 바람직하다. 보다 바람직한 욕온의 범위는 450℃ 이상 465℃ 이하이다.
강판을 도금욕으로의 침지시킬 때의 침지 시간은 특별히 한정되지 않지만, 0.1초 이상 5초 이하인 것이 바람직하다. 침지 시간이 상기 범위에 있음으로써, 강판의 표면에 소망하는 용융 아연 도금층을 형성하기 쉽다.
강판을 도금욕으로부터 끌어올린 직후에 가스 제트 와이핑(gas jet wiping) 등으로 도금 부착량을 조정한다. 본 발명에 있어서 도금 부착량은 특별히 한정되지 않지만, 20g/㎡ 이상 120g/㎡ 이하의 범위인 것이 바람직하다. 20g/㎡ 미만에서는 내식성의 확보가 곤란해지는 경우가 있다. 한편, 120g/㎡를 초과하면 내도금 박리성이 열화하는 경우가 있다.
상기와 같이 하여 도금 부착량을 조정 후, 조질 압연(SK 처리)을 행한다. SK 처리에 이용하는 롤의 종류는 특별히 한정되지 않고, Electro-Discharge Texture롤(EDT 롤), Electron Beam Texture롤(EBT 롤), 쇼트 덜 롤, 토포크롬 롤(Topochrome roll) 등을 사용 가능하다.
SK 처리시의 압하율(SK 압하율(%))도 특별히 한정되지 않지만, 0.7∼0.9%인 것이 바람직하다. SK 압하율이 상기 범위에 있으면, 표면 거칠기를 상기 바람직한 범위로 조정하기 쉽다. 또한, 상기 범위 외이면, 윤활유를 보존유지하는 덜 눈(dull pattern)이 부착되지 않고 프레스 가공성이 저하되는 경우가 있고, 또한, 항복 강도도 저하되는 경우가 있다.
강판을 도금욕으로부터 끌어올린 후의 냉각 속도는, -5℃/초 이상 -30℃/초 이하인 것이 바람직하다.
이상과 같이, 본 발명의 고강도 용융 아연 도금 강판을 설명했지만, 이하에서는 본 발명의 고강도 용융 아연 도금 강판의 사용에 대해서 설명한다.
본 발명의 고강도 용융 아연 도금 강판은, 프레스 가공 후의 도장 후 내식성이 우수하기 때문에, 용융 아연 도금층의 표면에 도막이 형성되는 용도에 사용되는 것이 바람직하다. 또한, 본 발명의 고강도 용융 아연 도금 강판은, 엄격한 가공성이 요구되는 용도에 적용해도 도금 밀착성이 우수하고, 내식성이나 기계 특성도 대폭으로 저하되는 일은 없다. 엄격한 가공성이 요구되고 또한 도막이 형성되는 용도로서는, 자동차의 외판, 내판 등의 자동차용 강판을 들 수 있다. 도막의 형성 방법은 특별히 한정되지 않지만, 용융 아연 도금층의 표면에 화성 처리를 실시하여, 화성 피막을 형성한 후, 이 화성 피막 상에 도막을 형성하는 것이 바람직하다.
화성 처리액으로서는, 도포형, 반응형 중 모두 사용 가능하다. 또한, 화성 처리액에 포함되는 성분도 특별히 한정되지 않고, 크로메이트 처리액을 사용해도 좋고, 크롬 프리 화성 처리액을 사용해도 좋다. 또한, 화성 피막은 단층이라도 좋고, 복층이라도 좋다.
도막을 형성하기 위한 도장 방법은 특별히 한정하지 않지만, 도장 방법으로서는 전착 도장, 롤 코터 도장, 커튼 플로우 도장, 스프레이 도장 등을 들 수 있다. 또한, 도료를 건조시키기 위해, 열풍 건조, 적외선 가열, 유도 가열 등의 수단을 이용할 수 있다.
실시예
이하, 본 발명을, 실시예에 기초하여 구체적으로 설명한다. 또한, 본 발명은 이하의 실시예로 한정되지 않는다.
표 1에 나타내는 강 조성의, 권취 온도 650℃ 이하에서 권취하여 제조한 열연 강판의 흑피(mill scale) 스케일을 산 세정으로 제거하여, 냉연 압하율 50%로 냉간 압연하여 판두께 1.2mm 또는 2.3mm의 냉연 소재를 제조했다. 그 후, 표면을 탈지 처리하여 표 2에 나타내는 조건으로, 어닐링, 용융 아연 도금 처리를 행했다. 라인 속도(LS)는 60mpm 또는 100mpm으로 했다. 욕온, 욕 중 Al 농도는 적절히 변경했다. 도금 부착량을 조정한 후, 조질 압연(SK 처리)을 행하고, SK 처리에 이용하는 롤은 EDT 가공 롤을 사용하여 적절히 압하율을 변경했다. 부착량은 편면당 55g/㎡로 했다. 결과를 표 2에 나타낸다.

얻어진 고강도 용융 아연 도금 강판에 대해서, 우선 외관성(도금 외관)으로서, 도금 불균일 등의 외관 불량이 없는 경우는 양호(○), 있는 경우에는 불량(×)으로 육안으로 판정했다.
또한, JIS Z 8741(1997년)에 기초하여, 광택도계로 60도 경면(鏡面) 광택도(G값)를 측정했다.
X선 회절 장치로 θ-2θ 스캔 방식을 이용하여, X선으로 (002)면의 Zn 결정 배향성 및 (004)면의 Zn 결정 배향성을 측정하고, 용융 아연 도금층 표면의 아연 기저면 배향률 Zn(002)/(004)을 측정했다.
JIS B 0601(2001년)에 기초하여, 조도계로 용융 아연 도금층 표면의 표면 거칠기 Ra를 측정했다.
용융 아연 도금층의 Al 함유량은, 인히비터 함유의 희염산으로 박리하고, ICP 발광 분석법으로 정량했다.
금속간 화합물의 조성으로서, FeAl 부화층량(Fe2Al5 합금층의 총 질량)은 발연 질산(fuming nitric acid)으로 아연 도금층을 박리하고, ICP 발광 분석법으로 FeAl 부화층량을 Al로서 정량했다.
금속간 화합물을 구성하는 Fe2Al5의 평균 입경은, 주사형 전자 현미경(SEM)을 이용하여, 5000배로 관찰하여 측정했다.
금속간 화합물의 조성은 박막 X선 회절로 Fe2Al5인지 아닌지에 대해서 판정했다.
내부 산화량은 도금층 제거 후의 지철강 중 산소량을 측정함으로써 얻었다. 강 중 산화물량은, 「임펄스 로 용융-적외선 흡수법」으로 측정했다. 도금층 바로 아래의 내부 산화량을 예측하려면, 모재 자체가 함유하는 산소량을 뺄 필요가 있기 때문에, 동일하게 도금층을 제거한 시료의 표리의 표층부를 100㎛ 이상 기계 연마한 시료에 대한 강 중 산소량을 별도 측정하고, 도금층을 제거한 그대로의 시료의 산소량으로부터 뺌으로써, 표층부만의 산화 증량을 산출하고, 단위면적당의 양으로 환산하여 내부 산화량의 값을 얻었다.
마르텐사이트 면적률 및 페라이트 면적률의 측정으로서는, 우선, 얻어진 강판의 판두께 방향 단면을 연마한 후, 3%의 나이탈(질산 3%의 알코올액)로 부식했다. 그리고, 판두께 방향의 1/4 위치 부근을 SEM(주사형 전자 현미경)을 이용하여 1500배 정도의 배율로 관찰하고, 얻어진 화상을 화상 해석 소프트를 이용하여 해석하여, 각 상의 면적률을 구했다. 얻어진 그레이 스케일의 화상에 있어서, 페라이트는 회색(하지 조직)이고, 마르텐사이트는 백색을 나타내는 조직으로서 판별했다.
가공부의 내충격 밀착성은, 길이 80mm×폭 30mm의 샘플을 길이 방향 40mm의 위치에서, 굽힘 R=1.5mm로 60° 굽힘한 부분에 대해서, 굽힘부의 외측 볼록부의 부분에 1843g이고 격심경(core diameter) 5/8inch인 펀치를 높이 1m로부터 낙하시키는 내충격성 시험을 실시하여, 니치반(Nichiban) 테이프로 박리하여 도금 박리를 보았다. 박리가 있는 것을 ×, 없는 것을 ○로 했다.
○: 밀착 양호
×: 밀착 불량
또한 동일한 가공 처리를 실시한 부분을 화성 처리, 전착 도장, 중간칠, 덧칠의 종합 도장을 실시하여, 도장 후 내식성을 조사했다. JIS Z 2371(2000년)에 기초하는 염수 분무 시험을 10일간 행하여, 굽힘 가공부 외측에 있어서의 현저한 팽창 유무를 평가했다.
양호(○): 팽창 없음
불량(×): 팽창 있음
시료로부터 압연 방향에 대하여 90° 방향으로 JIS 5호 인장 시험편을 채취하고, JIS Z 2241의 규정에 준거하여 크로스 헤드 속도 10mm/min 일정으로 인장 시험을 행하여, 인장 강도(TS(㎫))를 측정했다.
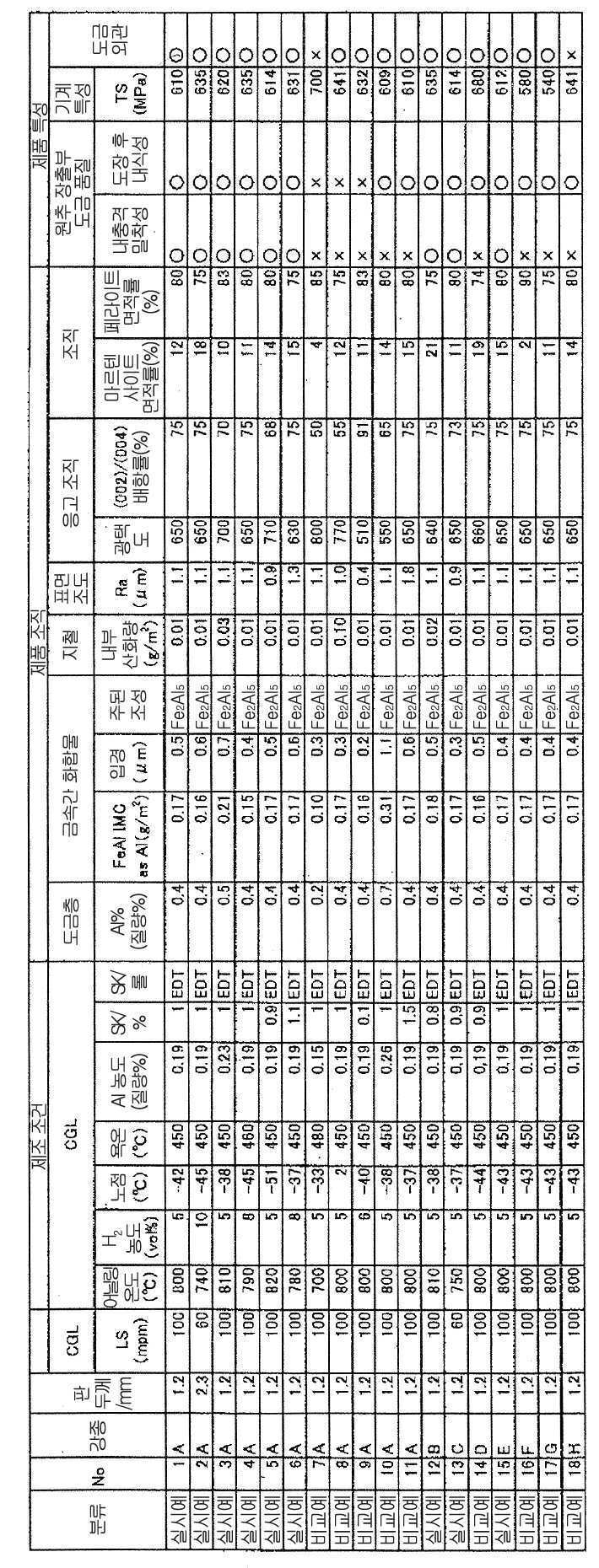
표 2로부터 분명한 바와 같이, 본 발명의 고강도 용융 아연 도금 강판은 프레스 가공했음에도 불구하고 특성이 매우 양호하여 도금 박리가 일어나지 않고, 내충격 밀착성이 우수했다. 또한, 도장 후 내식성도 양호했다. 또한, 도금 외관도 양호했다.
Claims (1)
- 질량%로, C: 0.06% 이상 0.09% 이하, Si: 0.30% 이하, Mn: 1.7% 이상 2.3% 이하, P: 0.001% 이상 0.020% 이하, S: 0.010% 이하, Mo: 0.05% 이상 0.30% 이하, N: 0.005% 이하, Al: 0.01% 이상 0.10% 이하를 함유하고, 잔부가 Fe 및 불가피 불순물의 조성으로 이루어지고,
마르텐사이트 면적률이 7% 이상 25% 미만, 페라이트 면적률이 50% 이상인 조직을 갖고,
지철 표층부의 내부 산화량이 편면당 0.05g/㎡ 이하인 냉연 강판과,
당해 냉연 강판 상에 형성된 0.12g/㎡ 이상 0.22g/㎡ 이하의 Al을 포함하고, 또한 평균 입경 1.0㎛ 미만의 Fe2Al5를 포함하는 금속간 화합물과,
당해 금속간 화합물 상에 형성되고,
0.3%≤Al%≤0.6%(Al%는, 용융 아연 도금층의 Al의 함유량(질량%)을 나타냄)를 함유하고,
표면 거칠기 Ra가 0.8㎛ 이상 1.6㎛ 이하이고,
광택도(G값)가 550 이상 750 이하이고,
이하의 식 (1)로 규정되는 아연 기저면 배향률 Zn(002)/(004)이 60% 이상 90% 이하인 용융 아연 도금층을 갖는 고강도 용융 아연 도금 강판.

Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014212143 | 2014-10-17 | ||
| JPJP-P-2014-212143 | 2014-10-17 | ||
| PCT/JP2015/004136 WO2016059741A1 (ja) | 2014-10-17 | 2015-08-19 | 高強度溶融亜鉛めっき鋼板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170054512A true KR20170054512A (ko) | 2017-05-17 |
| KR101897054B1 KR101897054B1 (ko) | 2018-09-10 |
Family
ID=55746307
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177010251A KR101897054B1 (ko) | 2014-10-17 | 2015-08-19 | 고강도 용융 아연 도금 강판 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9963771B2 (ko) |
| EP (1) | EP3178960B1 (ko) |
| JP (1) | JP5907323B1 (ko) |
| KR (1) | KR101897054B1 (ko) |
| CN (1) | CN106795612B (ko) |
| MX (1) | MX370648B (ko) |
| WO (1) | WO2016059741A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6772930B2 (ja) * | 2017-03-30 | 2020-10-21 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板および溶融亜鉛めっき鋼板の製造方法 |
| KR102031466B1 (ko) | 2017-12-26 | 2019-10-11 | 주식회사 포스코 | 표면품질 및 내식성이 우수한 아연합금도금강재 및 그 제조방법 |
| US20220213572A1 (en) * | 2019-07-02 | 2022-07-07 | Nippon Steel Corporation | Hot-stamping formed body |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004315965A (ja) | 2003-03-28 | 2004-11-11 | Jfe Steel Kk | スポット溶接性及びプレス加工時の摺動性に優れた溶融亜鉛めっき鋼板及びその製造方法 |
| WO2014068889A1 (ja) * | 2012-10-31 | 2014-05-08 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板 |
| WO2014103279A1 (ja) * | 2012-12-27 | 2014-07-03 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2009128A1 (en) * | 2007-06-29 | 2008-12-31 | ArcelorMittal France | Galvanized or galvannealed silicon steel |
| JP5370617B2 (ja) | 2011-09-30 | 2013-12-18 | 新日鐵住金株式会社 | 高強度溶融亜鉛めっき鋼板 |
-
2015
- 2015-08-19 WO PCT/JP2015/004136 patent/WO2016059741A1/ja active Application Filing
- 2015-08-19 EP EP15850575.0A patent/EP3178960B1/en not_active Not-in-force
- 2015-08-19 CN CN201580055851.9A patent/CN106795612B/zh active Active
- 2015-08-19 MX MX2017004854A patent/MX370648B/es active IP Right Grant
- 2015-08-19 JP JP2015559355A patent/JP5907323B1/ja active Active
- 2015-08-19 US US15/519,348 patent/US9963771B2/en active Active
- 2015-08-19 KR KR1020177010251A patent/KR101897054B1/ko active IP Right Grant
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004315965A (ja) | 2003-03-28 | 2004-11-11 | Jfe Steel Kk | スポット溶接性及びプレス加工時の摺動性に優れた溶融亜鉛めっき鋼板及びその製造方法 |
| WO2014068889A1 (ja) * | 2012-10-31 | 2014-05-08 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板 |
| WO2014103279A1 (ja) * | 2012-12-27 | 2014-07-03 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| US9963771B2 (en) | 2018-05-08 |
| MX2017004854A (es) | 2017-06-22 |
| JPWO2016059741A1 (ja) | 2017-04-27 |
| EP3178960B1 (en) | 2019-05-22 |
| WO2016059741A1 (ja) | 2016-04-21 |
| JP5907323B1 (ja) | 2016-04-26 |
| EP3178960A1 (en) | 2017-06-14 |
| MX370648B (es) | 2019-12-19 |
| CN106795612A (zh) | 2017-05-31 |
| US20170247783A1 (en) | 2017-08-31 |
| EP3178960A4 (en) | 2017-08-02 |
| CN106795612B (zh) | 2019-06-04 |
| KR101897054B1 (ko) | 2018-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101721483B1 (ko) | 프레스 가공용 용융 아연 도금 강판 | |
| TWI511875B (zh) | Molten galvanized steel sheet | |
| KR101679159B1 (ko) | 용융 아연 도금 강판 | |
| KR101668638B1 (ko) | 합금화 용융 아연 도금 강판 | |
| JP6376310B1 (ja) | 高強度溶融亜鉛めっき熱延鋼板およびその製造方法 | |
| KR101896528B1 (ko) | 고강도 용융 아연 도금 강판 | |
| KR101897054B1 (ko) | 고강도 용융 아연 도금 강판 | |
| JP6037056B2 (ja) | 溶融亜鉛めっき鋼板 | |
| JP6848939B2 (ja) | 溶融めっき熱延鋼板の製造方法及び溶融めっき熱延鋼板、並びに溶融めっき処理用熱延鋼板の製造方法及び溶融めっき処理用熱延鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |