KR20170052680A - 유체압 실린더 - Google Patents
유체압 실린더 Download PDFInfo
- Publication number
- KR20170052680A KR20170052680A KR1020177009795A KR20177009795A KR20170052680A KR 20170052680 A KR20170052680 A KR 20170052680A KR 1020177009795 A KR1020177009795 A KR 1020177009795A KR 20177009795 A KR20177009795 A KR 20177009795A KR 20170052680 A KR20170052680 A KR 20170052680A
- Authority
- KR
- South Korea
- Prior art keywords
- fluid pressure
- rod
- piston
- pressure cylinder
- coating
- Prior art date
Links
- 239000012530 fluid Substances 0.000 claims abstract description 80
- 238000000576 coating method Methods 0.000 claims abstract description 60
- 239000011248 coating agent Substances 0.000 claims abstract description 59
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 17
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 17
- 229910000838 Al alloy Inorganic materials 0.000 claims abstract description 15
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 15
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 15
- 238000003780 insertion Methods 0.000 claims abstract description 12
- 230000037431 insertion Effects 0.000 claims abstract description 12
- 238000000034 method Methods 0.000 claims description 7
- 239000000314 lubricant Substances 0.000 claims description 5
- 239000010408 film Substances 0.000 description 27
- 239000004519 grease Substances 0.000 description 20
- 230000000052 comparative effect Effects 0.000 description 19
- 235000010210 aluminium Nutrition 0.000 description 13
- 239000000758 substrate Substances 0.000 description 9
- 239000000463 material Substances 0.000 description 8
- 238000005259 measurement Methods 0.000 description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 5
- 229910052802 copper Inorganic materials 0.000 description 5
- 239000010949 copper Substances 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 238000012856 packing Methods 0.000 description 5
- 238000005299 abrasion Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 229910000906 Bronze Inorganic materials 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000010974 bronze Substances 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 241000227287 Elliottia pyroliflora Species 0.000 description 1
- 229920006311 Urethane elastomer Polymers 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000013039 cover film Substances 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000005389 magnetism Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 102200082816 rs34868397 Human genes 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B15/00—Fluid-actuated devices for displacing a member from one position to another; Gearing associated therewith
- F15B15/08—Characterised by the construction of the motor unit
- F15B15/14—Characterised by the construction of the motor unit of the straight-cylinder type
- F15B15/1423—Component parts; Constructional details
- F15B15/1433—End caps
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B15/00—Fluid-actuated devices for displacing a member from one position to another; Gearing associated therewith
- F15B15/08—Characterised by the construction of the motor unit
- F15B15/14—Characterised by the construction of the motor unit of the straight-cylinder type
- F15B15/1423—Component parts; Constructional details
- F15B15/1457—Piston rods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J7/00—Piston-rods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B15/00—Fluid-actuated devices for displacing a member from one position to another; Gearing associated therewith
- F15B15/08—Characterised by the construction of the motor unit
- F15B15/14—Characterised by the construction of the motor unit of the straight-cylinder type
- F15B15/1423—Component parts; Constructional details
- F15B15/1457—Piston rods
- F15B15/1461—Piston rod sealings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B2211/00—Circuits for servomotor systems
- F15B2211/70—Output members, e.g. hydraulic motors or cylinders or control therefor
- F15B2211/705—Output members, e.g. hydraulic motors or cylinders or control therefor characterised by the type of output members or actuators
- F15B2211/7051—Linear output members
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B2215/00—Fluid-actuated devices for displacing a member from one position to another
- F15B2215/30—Constructional details thereof
- F15B2215/305—Constructional details thereof characterised by the use of special materials
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Actuator (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
Abstract
유체압 실린더(10)를 구성하는 피스톤 로드(18) 및 로드 커버(22)는, 알루미늄 또는 알루미늄 합금으로 구성되어 있다. 로드 삽입관통구멍(20)을 구성하는 로드 커버(22)의 내벽면의 적어도 일부에는 알루마이트 피막(58)이 형성되고, 피스톤 로드(18)의 외벽면에는 알루마이트 피막(58)에 미끄럼 접촉하는 다이아몬드 라이크 카본 피막(42)이 형성되어 있다.
Description
본 발명은, 작동유체의 작용 하에 피스톤을 축선방향을 따라서 변위시키는 유체압 실린더에 관한 것이다.
종래, 워크 등의 반송수단으로서 유체압 실린더가 널리 이용되고 있다. 이런 종류의 유체압 실린더는, 실린더 구멍이 형성된 실린더 본체와, 실린더 구멍에 배열설치되어 작동유체의 작용 하에 축선방향을 따라서 변위하는 피스톤과, 피스톤에 연결된 피스톤 로드와, 실린더 구멍을 구성하는 내벽면에 설치되어 피스톤 로드가 삽입관통하는 로드 삽입관통구멍이 형성된 로드 커버를 구비하고 있다(예를 들면, 일본 공개특허 특개2009-68557호 공보 참조). 로드 삽입관통구멍에는, 피스톤 로드를 축선방향으로 미끄럼운동 가능하게 지지하는 원통형의 부시가 설치되어 있다.
상술한 종래의 유체압 실린더에는, 일반적으로, 철제의 피스톤 로드, 알루미늄제의 로드 커버, 및 동제의 부시가 이용된다. 그렇지만, 이 경우, 유체압 실린더의 부품 개수 및 중량이 증대되고, 예를 들면, 2차 전지의 제조 라인 등과 같은 동계 재료의 사용이 금지 또는 제한되고 있는 환경(동계 재료 불사용 환경)에 있어서는 사용할 수 없다고 하는 문제가 있다.
이러한 문제를 해소하기 위해서, 예를 들면, 부시를 삭제함과 함께 알루미늄제의 피스톤 로드를 채용하고, 로드 삽입관통구멍을 구성하는 내벽면에 피스톤 로드를 미끄럼 접촉시키는 알루마이트 피막을 형성하는 것을 생각할 수 있지만, 이 경우, 피스톤 로드와 알루마이트 피막과의 응착 마모가 발생하기 때문에, 유체압 실린더의 수명이 짧아질 우려가 있다.
본 발명은, 이러한 과제를 고려하여 이루어진 것으로서, 부품 개수를 삭감함과 함께 경량화 및 수명 연장을 도모할 수 있고, 또한 동계 재료 불사용 환경에 있어서도 이용할 수 있는 유체압 실린더를 제공하는 것을 목적으로 한다.
상기의 목적을 달성하기 위해서, 본 발명에 따른 유체압 실린더는, 실린더 구멍이 형성된 실린더 본체와, 상기 실린더 구멍에 배열설치되어 작동유체의 작용 하에 축선방향을 따라서 변위하는 피스톤과, 상기 피스톤에 연결된 피스톤 로드와, 상기 피스톤 로드가 삽입관통하는 로드 삽입관통구멍이 형성된 로드 커버를 구비한 유체압 실린더에 있어서, 상기 피스톤 로드 및 상기 로드 커버는, 알루미늄 또는 알루미늄 합금으로 구성되며, 상기 로드 삽입관통구멍을 구성하는 상기 로드 커버의 내벽면의 적어도 일부에는, 알루마이트 피막 또는 다이아몬드 라이크 카본 피막이 형성되며, 상기 피스톤 로드의 외벽면에는, 상기 로드 커버의 상기 내벽면에 상기 알루마이트 피막이 형성되어 있는 경우에 해당 알루마이트 피막에 미끄럼 접촉하는 다이아몬드 라이크 카본 피막이 형성되며, 상기 로드 커버의 상기 내벽면에 상기 다이아몬드 라이크 카본 피막이 형성되어 있는 경우에 해당 다이아몬드 라이크 카본 피막에 미끄럼 접촉하는 알루마이트 피막이 형성되어 있는 것을 특징으로 한다.
이러한 구성에 의하면, 로드 커버의 내벽면에 형성된 알루마이트 피막(다이아몬드 라이크 카본 피막)에 대해서 피스톤 로드의 외벽면에 형성된 다이아몬드 라이크 카본 피막(알루마이트 피막)이 미끄럼 운동하므로, 응착 마모를 억제할 수 있다. 이것에 의해, 유체압 실린더의 수명 연장을 도모할 수 있다. 또, 로드 커버 및 피스톤 로드를 알루미늄 또는 알루미늄 합금으로 구성하고, 로드 삽입관통구멍에 동제의 부시를 설치할 필요가 없기 때문에, 부품 개수를 삭감할 수 있고, 또한 경량화를 도모할 수 있음과 함께 동계 재료 불사용 환경에 있어서도 이용할 수 있다.
상기의 유체압 실린더에 있어서, 상기 로드 커버의 상기 내벽면에는 상기 알루마이트 피막이 형성되며, 상기 피스톤 로드의 외벽면에는 상기 알루마이트 피막에 미끄럼 접촉하는 상기 다이아몬드 라이크 카본 피막이 형성될 수도 있다. 이 경우, 로드 커버의 내벽면보다 코팅하기 쉬운 피스톤 로드의 외벽면에 다이아몬드 라이크 카본 피막을 형성하기 때문에, 유체압 실린더의 제조비용을 저렴하게 할 수 있다.
상기의 유체압 실린더에 있어서, 상기 로드 커버의 상기 내벽면에는, 윤활제가 수용되는 수용 홈이 형성될 수도 있다. 이러한 구성에 의하면, 알루마이트 피막과 다이아몬드 라이크 카본 피막과의 사이에 윤활제를 공급할 수 있으므로, 유체압 실린더의 수명 연장을 더욱 도모할 수 있다. 또, 종래 부시가 배열설치되어 있던 위치에 수용 홈을 형성할 수 있으므로, 수용 홈을 형성하는 경우에도 유체압 실린더가 대형화하는 것을 억제할 수 있다.
본 발명에 따른 유체압 실린더에 의하면, 부품 개수를 삭감함과 함께 경량화 및 수명 연장을 도모할 수 있고, 또한 동계 재료 불사용 환경에 있어서도 이용할 수 있다.
상기의 목적, 특징 및 이점은, 첨부한 도면을 참조하여 설명되는 이하의 실시형태의 설명으로부터 용이하게 이해될 수 있을 것이다.
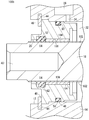
도 1은, 본 발명의 일 실시형태에 따른 유체압 실린더의 종단면도이다.
도 2는, 실시예 1에 따른 유체압 실린더의 구성을 나타내는 일부 확대 종단면도이다.
도 3은, 실시예 2에 따른 유체압 실린더(비교예 1에 따른 유체압 실린더)의 구성을 나타내는 일부 확대 종단면도이다.
도 4는, 실시예 3에 따른 유체압 실린더의 구성을 나타내는 일부 확대 종단면도이다.
도 5는, 비교예 2에 따른 유체압 실린더의 구성을 나타내는 일부 확대 종단면도이다.
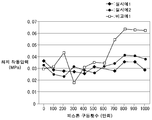
도 6은, 피스톤 구동횟수에 대한 최저 작동압력을 나타낸 그래프이다.
도 7은, 피스톤의 1000만회 구동 후에 있어서의 알루마이트 피막의 최대 마모깊이를 나타낸 그래프이다.
도 2는, 실시예 1에 따른 유체압 실린더의 구성을 나타내는 일부 확대 종단면도이다.
도 3은, 실시예 2에 따른 유체압 실린더(비교예 1에 따른 유체압 실린더)의 구성을 나타내는 일부 확대 종단면도이다.
도 4는, 실시예 3에 따른 유체압 실린더의 구성을 나타내는 일부 확대 종단면도이다.
도 5는, 비교예 2에 따른 유체압 실린더의 구성을 나타내는 일부 확대 종단면도이다.
도 6은, 피스톤 구동횟수에 대한 최저 작동압력을 나타낸 그래프이다.
도 7은, 피스톤의 1000만회 구동 후에 있어서의 알루마이트 피막의 최대 마모깊이를 나타낸 그래프이다.
이하, 본 발명에 따른 유체압 실린더에 대해 바람직한 실시형태를 들어 첨부의 도면을 참조하면서 설명한다.
본 발명의 일 실시형태에 따른 유체압 실린더(미끄럼 운동 장치)(10)는, 도 1에 도시된 바와 같이, 실린더 구멍(12)이 형성된 실린더 본체(14)와, 실린더 구멍(12)에 축선방향을 따라서 변위 가능하게 배열설치된 피스톤(16)과, 피스톤(16)에 연결된 피스톤 로드(18)와, 실린더 본체(14)에 설치되어 피스톤 로드(18)가 삽입관통하는 로드 삽입관통구멍(20)이 형성된 로드 커버(22)를 구비하고 있다.
실린더 본체(14)는, 임의의 재료로 구성 가능하지만, 예를 들면, 알루미늄 또는 알루미늄 합금에 의해 바닥을 갖는 실린더로 일체적으로 구성되어 있다. 다만, 실린더 본체(14)는, 양단이 개구된 튜브 부재의 한쪽 편의 개구부를 엔드 커버에 의해 폐쇄하도록 장착하여 구성할 수도 있다.
실린더 본체(14)의 외측면에는, 도시하지 않은 유로 및 유로전환장치를 통하여 유체 공급원에 접속되는 제1 포트(24) 및 제2 포트(26)가 개구되어 있다. 제1 포트(24)는, 피스톤(16)과 실린더 본체(14)의 저면과의 사이에 형성된 제1 실린더실(28)에 제1 연통로(30)를 통하여 연통하고 있다. 제2 포트(26)는, 피스톤(16)과 로드 커버(22)와의 사이에 형성된 제2 실린더실(32)에 제2 연통로(34)를 통하여 연통하고 있다.
피스톤(16)은, 임의의 재료로 구성 가능하지만, 예를 들면, 알루미늄 또는 알루미늄 합금 등으로 원기둥 형상으로 구성되어 있다. 피스톤(16)의 외주면에는, 환형 홈(36)을 통하여 피스톤 패킹(38)이 장착되어 있다. 또한, 피스톤(16)의 외주면에는, 실린더 본체(14)에 대한 피스톤(16)의 축선방향 위치를 검출하기 위한 마그넷을 장착하여도 상관없다. 이 경우, 실린더 본체(14)의 외측면에는, 마그넷의 자기를 검출하는 자기 검출 센서를 설치하기 위한 센서 부착 홈이 형성된다.
피스톤 로드(18)는, 알루미늄 또는 알루미늄 합금으로 원기둥 형상으로 구성되어 있으며, 그 일단부가 피스톤(16)에 연결되어 있다. 이것에 의해, 피스톤 로드(18)는 피스톤(16)에 연동한다. 로드 삽입관통구멍(20)을 삽입관통하여 실린더 본체(14)의 외부에 노출되는 피스톤 로드(18)의 타단면에는, 워크 등을 부착시키기 위한 장착구멍(40)이 형성되어 있다.
피스톤 로드(18)의 외주면(외벽면)에는, 다이아몬드 라이크 카본 피막(이하, DLC 피막(42)이라고 한다.)이 형성되어 있다. DLC 피막(42)은, 탄화수소 또는 탄소의 동소체로 이루어지는 비정질의 경질막으로서, 윤활성, 내마모성, 내소착성(seizure resistance) 등이 우수하다.
DLC 피막(42)은, 폐액이 나오지 않는 환경에 좋은 CVD(Chemical Vapor Deposition: 화학 기상 성장)법 또는 PVD(Physical Vapor Deposition: 물리 기상 성장)법 등에 의해서 형성할 수 있다. 또, DLC 피막(42)과 기재(피스톤 로드(18))와의 밀착성을 양호하게 하기 위해서, 기재와 DLC 피막(42)과의 사이에는 중간층을 형성할 수도 있다. 중간층은, 예를 들면, 기재와 DLC와의 복합층으로 구성할 수 있다. 이 경우, 중간층은, 기재에 근접함에 따라 금속의 조성비가 커지는 한편 DLC의 조성비가 작아지게 되고, 기재로부터 이격됨에 따라 금속의 조성비가 작아지는 한편 DLC의 조성비가 커진다. 이러한 중간층을 이용하는 것에 의해, DLC 피막(42)의 기재로부터의 박리가 적절하게 억제될 수 있다.
DLC 피막(42)은, 기재로부터 외측표면 쪽으로 이격됨에 따라 경도가 커지게 된다. 구체적으로는, DLC 피막(42)의 기재 근방의 빅커스 경도는 900Hv 이하로 설정되며, 가장 외측표면의 빅커스 경도는 1300Hv 이상으로 설정되어 있다. 이것에 의해, DLC 피막(42)의 기재로부터의 박리를 한층 적절하게 억제할 수 있다. 또, DLC 피막(42)의 표면 거칠기는, 1.6Rz 이하로 설정되어 있다. 이것에 의해, 후술하는 로드 패킹(52)의 마모를 적절하게 억제할 수 있다.
DLC 피막(42)은, 알루미늄 또는 알루미늄 합금의 색(금속색)과는 다른 색(예를 들면, 흑색)으로 착색되어 있다. 이 경우, DLC 피막(42)이 박리하여 안쪽의 알루미늄 또는 알루미늄 합금이 노출된 것을 용이하게 알아볼 수 있다. 따라서, 유체압 실린더(10)의 수명에 의한 설비정지 전에 적절하게 대응할 수 있다.
DLC 피막(42)의 막두께는, 바람직하게는 0.1㎛ 이상 5.0㎛ 이하, 더 바람직하게는 0.3㎛ 이상 4.0㎛ 이하, 보다 바람직하게는 1.0㎛ 이상 4.0㎛ 이하로 설정된다. DLC 피막(42)의 막두께가 0.1㎛보다 작으면 마모에 의한 DLC 피막(42)의 조기 박리가 염려되고, DLC 피막(42)의 막두께가 5.0㎛보다 크면 성막이 용이하지 않고 비용의 상승을 불러일으키기 때문이다.
로드 커버(22)는, 알루미늄 또는 알루미늄 합금에 의해 원환 형상으로 구성되어 있고, 실린더 구멍(12)을 구성하는 벽면에 설치된 상태로 피스톤 로드(18)를 지지하고 있다. 또, 로드 커버(22)는, 실린더 구멍(12)을 구성하는 벽면에 환형 홈(44)을 통하여 장착된 링 형상의 스냅 링(46)에 의해서 실린더 구멍(12)로부터의 빠짐 방지가 이루어지고 있다.
로드 커버(22)의 외주면에는, 환형 홈(48)을 통하여 개스킷(50)이 장착되고 있다. 로드 커버(22)의 내주면(내벽면)에는, 우레탄 고무 등의 수지재료로 구성된 로드 패킹(52)이 장착되는 환형 홈(54)과, 그리스(윤활제)가 수용되는 그리스 수용 홈(그리스 저장소)(56)이 형성되어 있다. 본 실시형태에서는, 그리스 수용 홈(56)은, 환형 홈(54)보다 스냅 링(46) 측(피스톤(16)과는 반대측)에 위치하고 있다.
로드 커버(22)의 내주면의 적어도 일부에는, DLC 피막(42)에 미끄럼 접촉하는 알루마이트 피막(58)이 형성되어 있다. 알루마이트 피막(58)은, JIS8603에 기재된 경질 알루마이트 피막인 것이 바람직하다. 이 경우, 알루마이트 피막(58)의 내마모성을 더욱 향상시킬 수 있기 때문이다. 다만, 알루마이트 피막(58)은, 상기 경질 알루마이트 피막이 아니어도 상관없다.
그리스 수용 홈(56)의 축선방향을 따른 치수는, 미끄럼 운동면 길이 치수(DLC 피막(42)에 미끄럼 접촉하는 알루마이트 피막(58)의 축선방향을 따른 길이 치수)의 1/5 이상 4/5 이하의 치수로 설정되어 있다. 이것에 의해, 피스톤 로드(18)로부터 알루마이트 피막(58)에 작용하는 압력을 적절히 억제하면서 DLC 피막(42)과 알루마이트 피막(58)과의 사이에 그리스를 효율적으로 공급할 수 있다.
본 실시형태에 따른 유체압 실린더(10)는, 기본적으로는 이상과 같이 구성되는 것이며, 다음에 그 동작 및 작용효과에 대해 설명한다. 또한, 도 1에 도시된 바와 같이, 피스톤(16)이 실린더 본체(14)의 저면측에 위치하는 상태를 초기위치로서 설명한다.
이 초기위치에 있어서, 유로전환장치에 의해 제2 포트(26)를 대기 개방시킨 상태로 유체 공급원으로부터 제1 포트(24)에 작동유체(압력유체)를 공급하면, 제1 실린더실(28)에 유입된 작동유체의 작용에 의해서 피스톤(16)이 로드 커버(22) 측으로 변위하는 동시에 제2 실린더실(32)에 존재하고 있던 유체가 제2 포트(26)를 통하여 대기에 배출된다. 그리고, 피스톤(16)이 로드 커버(22)에 접촉하는 것에 의해 피스톤(16)의 로드 커버(22) 측으로의 변위가 정지된다.
또, 상기 유로전환장치에 의해 제1 포트(24)를 대기 개방시킨 상태로 유체 공급원으로부터 제2 포트(26)에 작동유체를 공급하면, 제2 실린더실(32)에 유입된 작동유체의 작용에 의해서 피스톤(16)이 실린더 본체(14)의 저면 측으로 변위하는 동시에 제1 실린더실(28)에 존재하고 있던 유체가 제1 포트(24)를 통하여 대기중으로 배출된다. 그리고, 피스톤(16)이 실린더 본체(14)의 저면에 접촉하는 것에 의해 피스톤(16)의 실린더 본체(14) 저면 측으로의 변위가 정지된다.
본 실시형태에서는, 이와 같이 피스톤(16)(피스톤 로드(18))이 축선방향을 따라서 변위할 때에, 그리스 수용 홈(56)에 수용되어 있는 그리스가 피스톤 로드(18)의 외주면에 형성된 DLC 피막(42)과 로드 커버(22)의 내주면에 형성된 알루마이트 피막(58)과의 사이에 공급된 상태로 DLC 피막(42)이 알루마이트 피막(58)을 미끄럼 운동한다. DLC 피막(42)은, 알루미늄이나 알루마이트와의 응착을 막는 화학적 안정성과 자기윤활성을 구비하고 있다. 그 때문에, 피스톤 로드(18)는, 미끄럼 운동 마모 및 응착 마모가 억제된 상태로 변위하게 된다. 이것에 의해, 유체압 실린더(10)의 수명 연장을 도모할 수 있다.
또, 피스톤 로드(18) 및 로드 커버(22)를 알루미늄 또는 알루미늄 합금으로 구성하고, 로드 삽입관통구멍(20)에 동제의 부시를 설치할 필요가 없기 때문에, 부품 개수를 삭감할 수 있고, 또한 경량화를 도모할 수 있음과 함께 동계 재료 불사용 환경에 있어서도 이용할 수 있다.
더욱이, 로드 삽입관통구멍(20)을 구성하는 내주면보다도 코팅하기 쉬운 피스톤 로드(18)의 외주면에 DLC 피막(42)을 형성하고 있으므로, 유체압 실린더(10)의 제조비용을 저렴하게 할 수 있다. 나아가서, 로드 커버(22)의 내주면에 그리스가 수용되는 그리스 수용 홈(56)을 형성하고 있으므로, DLC 피막(42)과 알루마이트 피막(58)과의 사이에 그리스를 공급하여 로드 커버(22)의 미끄럼 운동 마모를 억제할 수 있다. 이것에 의해, 유체압 실린더(10)의 수명 연장을 더욱 도모할 수 있다.
본 실시형태는, 상술한 구성으로 한정되지 않는다. 예를 들면, 그리스 수용 홈(56)을 삭제할 수도 있고(도 3 참조), 로드 패킹(52)보다 피스톤(16) 측에 그리스 수용 홈(56)을 형성할 수도 있다(도 4 참조). 또, 본 실시형태에 있어서, 피스톤 로드(18)의 외주면에 알루마이트 피막(58)을 형성하고, 로드 커버(22)의 내주면에 해당 알루마이트 피막(58)에 미끄럼 접촉하는 DLC 피막(42)을 형성하여도 상관없다. 이러한 경우에 있어서도, 상술한 구성과 마찬가지의 작용효과를 거둘 수 있다.
[실시예]
이하에 본 발명의 실시예를 들어 본 발명을 더욱 구체적으로 설명한다. 또한, 이하의 실시예에 나타낸 재질, 구성, 막두께 등은, 본 발명의 취지를 일탈하지 않는다면 적절히 변경할 수 있다. 따라서, 본 발명의 기술적 범위는 이하에 나타내는 구체적인 예에 의해 한정적으로 해석되어야 하는 것은 아니다.
실시예 1 ~ 3, 비교예 1 및 2의 특징을 아래와 같이 표 1에 나타낸다.

(실시예 1)
도 2에 나타내는 실시예 1에 따른 유체압 실린더(10a)를 제작하였다. 이 유체압 실린더(10a)는, 상술한 유체압 실린더(10)와 동일하게 구성되어 있다. 구체적으로는, 피스톤 로드(18)를 알루미늄 합금(A2017:JIS 규격)으로 구성하고, 피스톤 로드(18)의 외주면에 DLC 피막(42)을 1㎛ ~ 2㎛의 막두께로 성막하였다. 또, 로드 커버(22)를 알루미늄 합금(A6061-T6: JIS 규격)으로 구성하고, 로드 커버(22)의 내주면에 알루마이트 피막(경질 알루마이트 피막)(58)을 15㎛의 막두께로 성막하였다. 이 실시예 1에 따른 로드 커버(22)의 축선방향을 따른 길이 치수를 La로 하였다. 또한, 피스톤 로드(18)의 직경을 16mm로 하고, 피스톤(16)의 스트로크를 50mm로 하였다.
(실시예 2)
도 3에 나타내는 실시예 2에 따른 유체압 실린더(10b)를 제작하였다. 즉, 이 실시예 2에 따른 유체압 실린더(10b)는, 그리스 수용 홈(56)을 삭제한 것 외에는, 실시예 1과 동일하게 제작하였다.
(실시예 3)
도 4에 나타내는 실시예 3에 따른 유체압 실린더(10c)를 제작하였다. 이 실시예 3에 따른 유체압 실린더(10c)에서는, 피스톤 로드(18) 및 로드 커버(22)의 구성 재료, DLC 피막(42) 및 알루마이트 피막(58)의 막두께, 피스톤 로드(18)의 직경 및 피스톤(16)의 스트로크를 실시예 1과 동일하게 설정하였다. 또, 이 실시예 3에 따른 로드 커버(22)의 축선방향을 따른 길이 치수를 La보다 긴 Lb로 하였다. 또, 로드 패킹(52)보다 피스톤(16) 쪽에 그리스 수용 홈(56)이 형성되어 있다.
(비교예 1)
피스톤 로드(18)를 탄소강(S45C: JIS 규격)으로 구성하고, 피스톤 로드(18)의 외주면에 경질 크롬 피막(102)을 8㎛의 막두께로 성막한 것 외에는, 실시예 2와 동일하게 하여, 비교예 1에 따른 유체압 실린더(100a)를 제작하였다(도 3 참조).
(비교예 2)
도 5에 나타내는 비교예 2에 따른 유체압 실린더(100b)를 제작하였다. 이 비교예 2에 따른 유체압 실린더(100b)에서는, 실시예 3에 따른 그리스 수용 홈(56)을 대신하여 납청동제의 부시(104)가 배열설치되는 부시 배열설치 홈(106)을 형성하였다. 또, 피스톤 로드(18) 및 경질 크롬 피막(102)을 비교예 1과 동일한 것으로 하고, 그 외에는, 실시예 3과 동일하게 제작하였다.
[평가]
(중량 측정)
실시예 1, 실시예 3, 비교예 1, 및 비교예 2에 따른 유체압 실린더(10a, 10c, 100a, 100b)의 중량을 측정하였다.
(수명 측정)
실시예 1, 실시예 2, 및 비교예 1의 유체압 실린더(10a, 10b, 100a)에 있어서, 피스톤 구동횟수에 대한 최저 작동압력을 측정하였다. 또, 피스톤(16)을 1000만회 구동한 후에 있어서의 실시예 1, 실시예 2, 및 비교예 1의 알루마이트 피막(58)의 최대 마모깊이를 주식회사 도쿄정밀 제의 진원도 측정기(ACCRETECH RONDCOM60A)를 이용하여 측정하였다. 또한, 측정 조건은, 진원도 평가: 최대 내접원 중심법(MIC), 필터 종별: 2RC, 측정 방법: 반자동 측정, 측정 속도: 5mm/s, 자세: 수직으로 하였다.
[결과]
중량 측정 결과를 아래와 같이 표 2에 나타내고, 수명 측정 결과를 도 6 및 도 7에 나타낸다.

표 2에 나타낸 바와 같이, 비교예 1에 따른 유체압 실린더(100a)의 중량이 320g인 것에 비해, 실시예 1에 따른 유체압 실린더(10a)의 중량은 230g이 되었다. 즉, 피스톤 로드(18)를 알루미늄 합금으로 구성하는 것에 의해서, 유체압 실린더(10a)를, 유체압 실린더(100a)에 비해 그 중량의 약 28%만큼 경량화할 수 있었다.
또, 비교예 2에 따른 유체압 실린더(100b)의 중량이 350g인 것에 비해, 실시예 3에 따른 유체압 실린더(10c)의 중량은 260g이 되었다. 즉, 피스톤 로드(18)를 알루미늄 합금으로 구성함과 함께 납청동제의 부시(104)를 삭제하는 것에 의해서, 유체압 실린더(10c)를, 유체압 실린더(100b)에 비해 그 중량의 약 25%만큼 경량화할 수 있었다.
또한, 실시예 3에 따른 유체압 실린더(10c)는, 비교예 2에 따른 유체압 실린더(100b)에 있어서 부시(104)가 배열설치되어 있던 위치에 그리스 수용 홈(56)을 형성하고 있으므로, 이러한 그리스 수용 홈(56)을 형성한 경우에도 유체압 실린더(10c)가 대형화하지는 않는다.
더욱이, 도 6으로부터 알 수 있는 바와 같이, 비교예 1에 따른 유체압 실린더(100a)로는, 피스톤 구동횟수가 600만회를 넘으면 최저 작동압력이 급격하게 상승한 것에 비해, 실시예 1 및 2에 따른 유체압 실린더(10a, 10b)로는, 피스톤 구동횟수가 1000만회에 이르러도 최저 작동압력을 비교적 낮게 억제하였다. 또, 피스톤(16)의 1000만회 구동 후에 있어서, 유체압 실린더(10a)의 최저 작동압력은, 유체압 실린더(10b)의 최저 작동압력보다 낮아졌다. 또한, 실시예 1, 실시예 2, 및 비교예 1에 따른 유체압 실린더(10a, 10b, 100a)에 있어서, 에어 누출량은 1cc/min 이하였다.
이와 같이, 피스톤 로드(18)의 외주면에 DLC 피막(42)를 형성함과 함께 로드 커버(22)의 내주면에 알루마이트 피막(58)을 형성하는 것에 의해서, 피스톤 구동횟수가 1000만회에 이르렀을 경우에도 최저 작동압력이 비교적 낮게 억제되고, 수명 연장을 도모할 수 있었다. 또, 로드 커버(22)의 내주면에 그리스 수용 홈(56)을 설치한 경우에는, 그리스 수용 홈(56)을 설치하지 않은 경우와 비교해 피스톤(16)의 1000만회 구동 후에 있어서의 최저 작동압력이 저하하고 있어, 수명 연장을 더욱 도모할 수 있었다.
나아가서, 도 7로부터 알 수 있는 바와 같이, 실시예 1에 따른 유체압 실린더(10a)의 최대 마모깊이는, 비교예 1에 따른 유체압 실린더(100a)의 알루마이트 피막(58)의 최대 마모깊이의 약 1/4로 억제되고, 유체압 실린더(10a)의 수명 연장을 더욱 도모할 수 있었다.
본 발명에 따른 유체압 실린더는, 상술의 실시형태로 한정되지 않고, 본 발명의 요지를 일탈하지 않고, 여러 가지의 구성을 만들어낼 수 있는 것은 물론이다.
Claims (4)
- 실린더 구멍(32)이 형성된 실린더 본체(14)와,
상기 실린더 구멍(32)에 배열설치되어 작동유체의 작용 하에 축선방향을 따라서 변위하는 피스톤(16)과,
상기 피스톤(16)에 연결된 피스톤 로드(18)와,
상기 피스톤 로드(18)가 삽입관통하는 로드 삽입관통구멍(20)이 형성된 로드 커버(22)를 구비한 유체압 실린더(10, 10a ~ 10c)에 있어서,
상기 피스톤 로드(18) 및 상기 로드 커버(22)는, 알루미늄 또는 알루미늄 합금으로 구성되며,
상기 로드 삽입관통구멍(20)을 구성하는 상기 로드 커버(22)의 내벽면의 적어도 일부에는, 알루마이트 피막(58) 또는 다이아몬드 라이크 카본 피막(42)이 형성되며,
상기 피스톤 로드(18)의 외벽면에는, 상기 로드 커버(22)의 상기 내벽면에 상기 알루마이트 피막(58)이 형성되어 있는 경우에 해당 알루마이트 피막(58)에 미끄럼 접촉하는 다이아몬드 라이크 카본 피막(42)이 형성되며, 상기 로드 커버(22)의 상기 내벽면에 상기 다이아몬드 라이크 카본 피막(42)이 형성되어 있는 경우에 해당 다이아몬드 라이크 카본 피막(42)에 미끄럼 접촉하는 알루마이트 피막(58)이 형성되어 있는, 것을 특징으로 하는 유체압 실린더(10, 10a ~ 10c). - 청구항 1에 있어서,
상기 로드 커버(22)의 상기 내벽면에는 상기 알루마이트 피막(58)이 형성되며,
상기 피스톤 로드(18)의 외벽면에는 상기 알루마이트 피막(58)에 미끄럼 접촉하는 상기 다이아몬드 라이크 카본 피막(42)이 형성되어 있는, 것을 특징으로 하는 유체압 실린더(10, 10a ~ 10c). - 청구항 1에 있어서,
상기 로드 커버(22)의 상기 내벽면에는, 윤활제가 수용되는 수용 홈(56)이 형성되어 있는 것을 특징으로 하는 유체압 실린더(10, 10a, 10c). - 청구항 2에 있어서,
상기 로드 커버(22)의 상기 내벽면에는, 윤활제가 수용되는 수용 홈(56)이 형성되어 있는 것을 특징으로 하는 유체압 실린더(10, 10a, 10c).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2014-185855 | 2014-09-12 | ||
| JP2014185855A JP6222571B2 (ja) | 2014-09-12 | 2014-09-12 | 流体圧シリンダ |
| PCT/JP2015/073658 WO2016039123A1 (ja) | 2014-09-12 | 2015-08-24 | 流体圧シリンダ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170052680A true KR20170052680A (ko) | 2017-05-12 |
| KR101953641B1 KR101953641B1 (ko) | 2019-03-04 |
Family
ID=55458879
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177009795A KR101953641B1 (ko) | 2014-09-12 | 2015-08-24 | 유체압 실린더 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10480546B2 (ko) |
| EP (1) | EP3193025B1 (ko) |
| JP (1) | JP6222571B2 (ko) |
| KR (1) | KR101953641B1 (ko) |
| CN (1) | CN106715927B (ko) |
| BR (1) | BR112017004751B1 (ko) |
| MX (1) | MX2017002857A (ko) |
| RU (1) | RU2668300C2 (ko) |
| TW (1) | TWI653400B (ko) |
| WO (1) | WO2016039123A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6647551B2 (ja) * | 2015-10-14 | 2020-02-14 | Smc株式会社 | 流体圧機器及びその製造方法 |
| US11867205B2 (en) | 2016-07-29 | 2024-01-09 | Industries Malhot Inc. | Cylinder piston rod and method of fabrication thereof |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5974948A (en) * | 1998-01-29 | 1999-11-02 | Zaytran, Inc. | Linear actuator |
| JP2001241474A (ja) * | 2000-02-29 | 2001-09-07 | Aisin Seiki Co Ltd | ホイールシリンダ |
| JP2012071683A (ja) * | 2010-09-28 | 2012-04-12 | Showa Corp | 船舶推進機の電蝕防止構造 |
| JP2014059000A (ja) * | 2012-09-14 | 2014-04-03 | Ihi Corp | 摺動構造体及びその製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3339932A (en) * | 1965-03-01 | 1967-09-05 | Parker Hannifin Corp | Sealing apparatus |
| JPS6035812Y2 (ja) * | 1979-11-09 | 1985-10-24 | トキコ株式会社 | ガススプリング |
| JPH02253003A (ja) * | 1989-03-27 | 1990-10-11 | Taiyo Ltd | 無給油流体圧シリンダ |
| WO1995002486A1 (de) * | 1993-07-14 | 1995-01-26 | Weber Guenter | Verfahren zum herstellen von kolben und kolbenstangen sowie zylindern für hydraulik- oder pneumatikaggregate |
| US5983778A (en) * | 1997-07-28 | 1999-11-16 | Dawson Hydraulics, Inc. | Telescopic hydraulic hoist apparatus |
| JPH11105790A (ja) * | 1997-09-30 | 1999-04-20 | Showa Corp | 船舶用推進機のチルト・トリム装置 |
| JP2001107860A (ja) * | 1999-10-07 | 2001-04-17 | Matsushita Refrig Co Ltd | 摺動部材 |
| CN1084266C (zh) * | 1999-11-29 | 2002-05-08 | 范勇 | 上下油封中间夹有油槽和连接导向器的汽车减振器 |
| RU2209351C1 (ru) * | 2002-03-04 | 2003-07-27 | Козлов Александр Николаевич | Пневмоцилиндр |
| JP2005127417A (ja) * | 2003-10-23 | 2005-05-19 | Smc Corp | 油圧駆動装置の潤滑構造 |
| CN1975194A (zh) * | 2006-12-11 | 2007-06-06 | 杨德君 | 气弹簧 |
| JP5212773B2 (ja) | 2007-09-11 | 2013-06-19 | Smc株式会社 | 流体圧シリンダ |
| US8690128B1 (en) * | 2008-07-23 | 2014-04-08 | Lippert Components Manufacturing, Inc. | Hydraulic leveling cylinder |
| JP5433897B2 (ja) * | 2009-10-22 | 2014-03-05 | 好孝 光田 | ダイヤモンドライクカーボン皮膜形成部材及びその製造方法 |
| JP5338695B2 (ja) * | 2010-02-02 | 2013-11-13 | Smc株式会社 | 流体圧シリンダの塵埃除去機構 |
| DE102010022207A1 (de) * | 2010-05-20 | 2011-11-24 | Robert Bosch Gmbh | Druckmittelzylinder mit einer mehrteiligen Kolbenstange |
| JP5862098B2 (ja) * | 2011-08-04 | 2016-02-16 | Smc株式会社 | 流体圧シリンダ |
| KR101454550B1 (ko) * | 2013-06-28 | 2014-10-27 | 엘지전자 주식회사 | 리니어 압축기 |
-
2014
- 2014-09-12 JP JP2014185855A patent/JP6222571B2/ja active Active
-
2015
- 2015-08-24 RU RU2017107872A patent/RU2668300C2/ru active
- 2015-08-24 WO PCT/JP2015/073658 patent/WO2016039123A1/ja active Application Filing
- 2015-08-24 KR KR1020177009795A patent/KR101953641B1/ko active IP Right Grant
- 2015-08-24 EP EP15840283.4A patent/EP3193025B1/en active Active
- 2015-08-24 BR BR112017004751-9A patent/BR112017004751B1/pt active IP Right Grant
- 2015-08-24 MX MX2017002857A patent/MX2017002857A/es unknown
- 2015-08-24 US US15/509,651 patent/US10480546B2/en active Active
- 2015-08-24 CN CN201580048754.7A patent/CN106715927B/zh active Active
- 2015-08-25 TW TW104127644A patent/TWI653400B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5974948A (en) * | 1998-01-29 | 1999-11-02 | Zaytran, Inc. | Linear actuator |
| JP2001241474A (ja) * | 2000-02-29 | 2001-09-07 | Aisin Seiki Co Ltd | ホイールシリンダ |
| JP2012071683A (ja) * | 2010-09-28 | 2012-04-12 | Showa Corp | 船舶推進機の電蝕防止構造 |
| JP2014059000A (ja) * | 2012-09-14 | 2014-04-03 | Ihi Corp | 摺動構造体及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI653400B (zh) | 2019-03-11 |
| BR112017004751A2 (pt) | 2018-06-26 |
| KR101953641B1 (ko) | 2019-03-04 |
| CN106715927A (zh) | 2017-05-24 |
| EP3193025A4 (en) | 2018-05-16 |
| EP3193025A1 (en) | 2017-07-19 |
| RU2017107872A (ru) | 2018-09-10 |
| US10480546B2 (en) | 2019-11-19 |
| RU2668300C2 (ru) | 2018-09-28 |
| WO2016039123A1 (ja) | 2016-03-17 |
| TW201621175A (zh) | 2016-06-16 |
| BR112017004751B1 (pt) | 2022-05-24 |
| JP2016056923A (ja) | 2016-04-21 |
| CN106715927B (zh) | 2018-08-03 |
| MX2017002857A (es) | 2017-05-30 |
| RU2017107872A3 (ko) | 2018-09-10 |
| JP6222571B2 (ja) | 2017-11-01 |
| EP3193025B1 (en) | 2021-04-14 |
| US20170284428A1 (en) | 2017-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101719696B1 (ko) | 코팅을 구비한 활주 요소, 특히 피스톤 링 | |
| CN107849703B (zh) | 带涂层的滑动元件 | |
| US9534559B2 (en) | Variable thickness coatings for cylinder liners | |
| WO2012067084A1 (ja) | ピストンリング | |
| JP4779841B2 (ja) | 内燃機関 | |
| JP5386213B2 (ja) | シリンダとピストンの組み合わせ | |
| KR101953641B1 (ko) | 유체압 실린더 | |
| CN101435381A (zh) | 活塞环 | |
| WO2018138953A1 (ja) | 緩衝器および摺動部材の製造方法 | |
| CN107035564B (zh) | 滑动元件 | |
| WO2020050336A1 (ja) | ピストンリング、及びピストンリングの製造方法 | |
| US20100206163A1 (en) | Wear resistance reinforcing method and sliding structure | |
| US20240110625A1 (en) | Compression Ring | |
| WO2023013264A1 (ja) | オイルリング | |
| WO2023013265A1 (ja) | オイルリング | |
| CN218018283U (zh) | 一种芯片层压机的密封圈换装工具 | |
| EP3587853B1 (en) | Damper system with a high performance plastic wiper seal | |
| CN202187835U (zh) | 一种外圆超硬多弧离子镀层的钢带组合油环刮片环 | |
| CN202215392U (zh) | 一种外圆超硬多弧离子镀层的活塞环工字型控油环 | |
| EP3217008A1 (en) | Injection valve of an internal combustion engine | |
| JP2016079440A (ja) | 弁体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |