KR20160095017A - 주문제작형 치과교정용 브래킷의 제조 방법 - Google Patents
주문제작형 치과교정용 브래킷의 제조 방법 Download PDFInfo
- Publication number
- KR20160095017A KR20160095017A KR1020167017444A KR20167017444A KR20160095017A KR 20160095017 A KR20160095017 A KR 20160095017A KR 1020167017444 A KR1020167017444 A KR 1020167017444A KR 20167017444 A KR20167017444 A KR 20167017444A KR 20160095017 A KR20160095017 A KR 20160095017A
- Authority
- KR
- South Korea
- Prior art keywords
- bracket
- support structure
- precursor
- providing
- precursors
- Prior art date
Links
Images
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/002—Orthodontic computer assisted systems
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/12—Brackets; Arch wires; Combinations thereof; Accessories therefor
- A61C7/14—Brackets; Fixing brackets to teeth
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/0003—Making bridge-work, inlays, implants or the like
- A61C13/0004—Computer-assisted sizing or machining of dental prostheses
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/0003—Making bridge-work, inlays, implants or the like
- A61C13/0006—Production methods
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/0003—Making bridge-work, inlays, implants or the like
- A61C13/0006—Production methods
- A61C13/0013—Production methods using stereolithographic techniques
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/0003—Making bridge-work, inlays, implants or the like
- A61C13/0006—Production methods
- A61C13/0015—Production methods using electrical discharge machining [EDM], e.g. spark erosion
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/0003—Making bridge-work, inlays, implants or the like
- A61C13/0006—Production methods
- A61C13/0018—Production methods using laser
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/20—Methods or devices for soldering, casting, moulding or melting
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/12—Brackets; Arch wires; Combinations thereof; Accessories therefor
- A61C7/14—Brackets; Fixing brackets to teeth
- A61C7/148—Brackets; Fixing brackets to teeth with occlusal or gingival archwire slot opening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B15/00—Systems controlled by a computer
- G05B15/02—Systems controlled by a computer electric
Landscapes
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Dentistry (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Optics & Photonics (AREA)
- Dental Tools And Instruments Or Auxiliary Dental Instruments (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Abstract
주문제작형 치과교정용 브래킷의 제조 방법이 개시된다. 이 방법은 복수의 주문제작형 치과교정용 브래킷 전구체들을 제공하는 단계, 하나 이상의 지지 구조체를 제공하는 단계, 브래킷 전구체들을 지지 구조체(들)에 의해 기계가공 장치에 위치시키는 단계, 및 기계가공 장치를 사용하여, 재료 제거에 의해 각각의 브래킷 전구체 내에 아치와이어 슬롯을 제공하여 아치와이어 슬롯들이 서로 공통 경로를 따라 정렬되게 하는 단계를 갖는다. 본 발명은 제조 시 노력을 최소화하는 것에 도움을 주고, 브래킷들에 정확한 아치와이어 슬롯을 제공한다.
Description
본 발명은 주문제작형 치과교정용 브래킷(customized orthodontic bracket)의 제조 방법에 관한 것으로, 특히 복수의 주문제작형 치과교정용 브래킷 전구체(precursor)들이 빌드업(build-up) 공정에 의해 제공되고 주문제작형 치과교정용 브래킷 전구체들에는 빌드업 공정으로 제공되는 지지 구조체들의 도움으로 재료 제거에 의해 아치와이어 슬롯(archwire slot)들이 공동으로(jointly) 제공되는 방법에 관한 것이다. 본 발명은 또한 본 발명의 방법에 의해 얻어지는 주문제작형 치과교정용 브래킷에 관한 것이다.
치과교정용 브래킷은 대체적으로 하나 이상의 치아를 초기 위치로부터 환자의 치열 내의 원하는 위치로 이동시키기 위한 치과교정 치료에 사용된다. 초기 위치는 전형적으로 치과교정 치료의 시작 시의 위치, 예를 들어 치아들의 순측 면(labial face)들이 서로 오정렬되어 있는 위치를 지칭하는 반면, 원하는 위치에서 동일한 치아들의 순측 면들은 대체적으로 정렬될 수 있다. 예를 들어, 환자의 치아들은 치열에 심미적으로 더 좋은 외관을 제공하도록 서로에 대해 정렬될 수 있다. 추가로, 하나 이상의 치아는 부정교합을 보완하도록 치열 내에서 이동될 수 있다. 치아 또는 치아들의 그러한 이동은 전형적으로 하나 이상의 치아에 부착되는 하나 이상의 브래킷을 이용함으로써 달성될 수 있다. 브래킷은 전형적으로 장시간에 걸쳐 원하는 위치를 향하도록 치아에 힘을 가하기 위한 탄성 아치와이어에 연결된다.
종종, 치과교정용 브래킷은 상이한 환자들의 임상적 상황들에서 사용하도록 설계된 기성 제품이다. 더욱이, 한 명의 특정 환자의 개별 임상적 상황에 맞도록 전형적으로 제조되는 주문제작형 치과교정용 브래킷이 있다.
예를 들어 미국 특허 공개 제2012/0015315 A1호는 브래킷을 포함하는 주문제작형 치과교정용 브래킷 시스템을 개시하는데, 브래킷은 브래킷을 환자의 치아에 접합하기 위한 주문제작형 브래킷 접합 패드 및 주문제작형 아치와이어를 수용하도록 구성된 브래킷 슬롯을 갖는다. 주문제작형 아치와이어는 브래킷 슬롯 내에 위치되도록 구성되어 정밀한 브래킷 슬롯-아치와이어 인터페이스를 형성한다.
여러 상이한 브래킷들 및 브래킷 시스템들이 판매되고 있지만, 한편으로는 개별 임상적 상황에 부합되고 다른 한편으로는 제조를 위한 비용 및 환자의 치아에 대한 적용을 위한 비용이 최소화되는 브래킷을 제공하고자 하는 바램이 여전히 존재한다. 전형적으로, 제조 시 비용의 최소화는 주문제작형 브래킷의 원하는 정확도에 대해 균형이 이루어져야 한다. 예를 들어, 브래킷은 환자의 치아에 쉽고 정확하게 배치가능하여야 하고, 치과교정용 아치와이어가 치아에 대해 원하는 위치에 정확하게 부착되게 하는 기하학적 구조를 가져야 한다. 또한, 주문제작형 브래킷은 치과교정 치료의 기간에 걸쳐 충분히 내구성이어야 한다. 한편, 주문제작형 브래킷의 대량 생산을 위한 이용가능한 제조 방법은 그러한 정확성 및 품질 요건과 양립하지 못할 수 있는 반면에, 이용가능한 충분히 정확한 고품질의 제조 방법은 최소화된 비용으로의 대량 생산을 위한 요건을 충족시키거나 완전히 충족시키지 못할 수 있다.
일 태양에서, 본 발명은 주문제작형 치과교정용 브래킷의 제조 방법에 관한 것이다. 이 방법은
- 복수의 개별적으로 형상화된 주문제작형 치과교정용 브래킷 전구체들을 제공하는 단계;
- 하나 이상의 지지 구조체를 제공하는 단계;
- 브래킷 전구체들을 지지 구조체(들)에 의해 기계가공 장치에 위치시키는 단계;
- 기계가공 장치를 사용하여, 재료 제거에 의해 각각의 브래킷 전구체 내에 아치와이어 슬롯을 제공하여 아치와이어 슬롯들이 서로 공통 경로를 따라 정렬되게 하고 이에 의해 복수의 브래킷들을 제공하는 단계; 및
- 지지 구조체(들)와 브래킷을 서로 분리시키는 단계를 포함한다.
본 발명은 주문제작형 치과교정용 브래킷의 제조 시 이점을 제공한다. 특히, 본 발명은 브래킷의 제조 시 노력을 최소화하는 것에 도움을 주고, 또한 구체적으로 브래킷의 아치와이어 슬롯의 정확도를 최대화하는 것에 도움을 준다. 본 발명은 예를 들어 브래킷을 최소화된 비용, 충분한 전체 정확도로 쾌속 조형(rapid prototyping) 기술을 사용하여 그리고 비교적 저렴한 재료(예를 들어, 강)를 사용하여 빌드업하는 것을 허용하며, 그럼에도 불구하고 최대화된 정확도를 갖는 아치와이어 슬롯을 브래킷에 제공하게 한다. 아치와이어 슬롯의 정확도가 성공적이고 신속한 치과교정 치료에 중요한 것으로 밝혀졌다. 특히, 측방향 힘에 의한 이동뿐만 아니라 토크에 의한 치아의 회전도 또한 허용하는 직사각형 아치와이어를 사용하는 주문제작형 브래킷 시스템에서, 브래킷들은 아치와이어와 아치와이어 슬롯들 사이에 너무 큰 유격(play)이 존재하지도 않고 아치와이어가 아치와이어 슬롯들 내에 과도하게 꼭 끼게 놓이지도 않도록 치수 설정되어야 한다. 본 발명은 그러한 요건들을 충족시키고 또한 제조 시 최소화된 비용을 달성하는 것에 도움을 주는 브래킷들을 제공하는 것에 도움을 준다.
본 명세서의 목적을 위해, "브래킷 전구체"는 아치와이어 슬롯을 구비하지 않거나, 그의 원하는 최종 기하학적 구조에서 아치와이어 슬롯에 비해 보다 작은(undersized) 예비 아치와이어 슬롯을 갖는 반-완성된(semi-finished) 브래킷과 관련된다. 또한, 본 명세서에서 언급되는 바와 같은 "브래킷"은 그의 원하는 최종 기하학적 구조에서 아치와이어 슬롯을 갖는 브래킷과 관련된다. 그러한 브래킷은 브래킷 접합 패드 및 브래킷 본체를 갖고, 아치와이어 슬롯은 브래킷 본체에 제공된다.
일 실시예에서, 이 방법은 각각의 브래킷 전구체에 대해 지지 구조체를 제공하는 단계를 포함한다. 이 방법은 각각의 브래킷 전구체에 대해 복수의 지지 구조체들을 제공하는 단계를 추가로 포함할 수 있다. 브래킷 전구체와 지지 구조체는 바람직하게는 모놀리식으로(monolithically) 형성된다. 본 명세서에서 언급되는 바와 같은 지지 구조체는 브래킷으로부터 연장되는 돌출부의 형태일 수 있다. 일 실시예에서, 돌출부는 핀(pin), 예를 들어 선형 축을 따라 대체로 균일한 단면(예를 들어, 원형 또는 직사각형)으로 연장되는 핀이다. 수 개의 지지 구조체들이 바람직하게는 공통 가상 평면 또는 표면 상에서 종료된다. 바람직하게는, 적어도 3개의 그러한 핀들이 하나의 브래킷 전구체를 위한 지지 구조체들로서 사용될 수 있다. 따라서, 지지 구조체들은 (평탄한) 표면 상에서의 브래킷 전구체의 한정된 위치설정 및 배향을 허용한다.
추가의 실시예에서, 이 방법은 브래킷 전구체와 지지 구조체 사이에 미리 결정된 파단점을 제공하는 단계를 포함한다. 따라서, 브래킷 전구체(또는 브래킷)와 지지 구조체는 미리 결정된 파단점을 파단시킴으로써 서로 분리되도록 구성된다. 미리 결정된 파단점은 예를 들어 브래킷에 인접하여 위치되는 핀 또는 핀들에서의 협착부(constriction)에 의해 형성될 수 있다.
일 실시예에서, 브래킷 전구체들은 기계가공 장치 내에 일렬로 연속하여 위치된다. 이에 의해, 브래킷 전구체들은 바람직하게는, 브래킷 전구체 내에 제공되도록 의도되는 아치와이어 슬롯의 위치와 배향이 서로에 대해 정렬되도록 각자의 지지 구조체들에 의해 위치되고 배향된다.
추가의 실시예에서, 각각의 브래킷 전구체 내의 아치와이어 슬롯은 연삭에 의해 제공된다. 연삭은 바람직하게는 열을 따른 연삭 공구와 브래킷 전구체 사이의 선형 상대 이동에 기초하여 수행된다. 예를 들어, 모든 브래킷 전구체들을 통해 곧게 슬롯들을 절삭하기 위해 연삭 휠이 사용될 수 있다.
추가의 실시예에서, 각각의 브래킷 전구체 내의 아치와이어 슬롯은 다수의 또는 모든 브래킷 전구체를 한 번에 방전 기계가공(electrical discharge machining)함으로써 제공된다. 방전 기계가공의 경우, 예를 들어 모든 브래킷 전구체들을 통해 곧게 슬롯들을 절삭하기 위해, 열을 따라 연장되는 대체로 선형인 구조체 또는 와이어가 사용될 수 있다.
추가의 실시예에서, 이 방법은,
- 지지 구조체(또는 이들 중 하나)를 재료 적층 가공(additive material manufacturing)을 사용하여 빌드업하는 단계; 및
- 브래킷 전구체를 재료 적층 가공을 사용하여 지지 구조체 상에 빌드업하는 단계를 포함한다.
브래킷 전구체가 복수의 지지 구조체들을 포함하는 경우에, 이 방법은,
- 지지 구조체를 재료 적층 가공을 사용하여 빌드업하는 단계; 및
- 브래킷 전구체들 중 하나를 재료 적층 가공을 사용하여 지지 구조체 상에 빌드업하는 단계를 포함할 수 있다.
바람직하게는, 지지 구조체(들)를 빌드업하는 단계와 브래킷 전구체(들)를 빌드업하는 단계는 예를 들어 선택적 레이저 용융(selective laser melting)처럼 동일한 재료 적층 가공을 사용하여 수행된다.
일 실시예에서, 브래킷 전구체(들)를 빌드업하는 단계는 지지 구조체 상에 브래킷 접합 패드를, 그리고 접합 패드 상에 브래킷 본체 전구체를 빌드업하는 단계를 포함한다. 브래킷 접합 패드는 바람직하게는, 지지 구조체를 향해 배향되는 치아 대면 표면 및 브래킷 본체 전구체를 지지하는 반대편 후방 표면을 포함한다. 브래킷 본체 전구체는 브래킷 전구체로부터, 특히 브래킷 본체 전구체로부터 재료 제거에 의해 아치와이어 슬롯을 제공하기 위한 기초를 형성하는 보다 작은 (예비) 슬롯을 포함할 수 있다.
추가의 실시예에서, 이 방법은,
- 환자의 적어도 하나의 가상 치아 표면을 제공하는 단계;
- 가상 치아 표면과 연관되는 가상 치아 대면 표면을 갖는 가상 브래킷 접합 패드 및 가상 브래킷 본체를 포함하는 가상 브래킷을 제공하는 단계;
- 하기 중 적어도 2개 사이의 기하학적 관계를 결정하는 단계:
- 결정된 기하학적 관계에 기초하여 지지 구조체의 기하학적 구조를 결정하는 단계를 포함한다.
추가의 실시예에서, 이 방법은 기준 표면과 가상 브래킷 접합 패드 사이에 지지 구조체를 생성하는 단계를 포함한다.
또한 본 발명과 함께 사용될 수 있는 바와 같은 주문제작형 치과교정용 브래킷을 설계하는 컴퓨터 기반 방법이 예를 들어 미국 특허 공개 제2012/0015315 A1호에 개시되어 있다. 그러한 방법은 환자의 치열의 형상을, 예를 들어 스캐너를 사용하여, 캡처하는 것에 기초한다. 치열은 예를 들어 구강 내에서, 또는 환자의 치열로부터 취해진 치과용 인상(dental impression)을 통해 얻어진 플라스터 모델(plaster model)로부터 스캐닝될 수 있다. 환자의 치열의 캡처된 형상은 컴퓨터 지원 설계(computer aided design, CAD) 소프트웨어가 설비된 컴퓨터 내에 3차원 컴퓨터 표현의 형태로 저장될 수 있다. CAD 소프트웨어는 치과교정 치료를 시뮬레이팅하기 위해 사용될 수 있는데, 예를 들어 CAD 소프트웨어는 초기 위치에 있는(예를 들어, 부정교합 상태에 있는) 환자의 가상 치열을 저장할 수 있고, 원하는 위치에 있는(치료 후의) 환자의 가상 치열을 추가로 저장할 수 있다. 원하는 위치에 있는 환자의 가상 치열은 초기 위치에 있는 환자의 가상 치열에 기초하여 컴퓨터 지원에 의해 얻어질 수 있거나, 소위 셋업 모델(set-up model)(치아가 원하는 위치를 향해 수동으로 재위치되었던 물리적 모델)로부터 스캐닝될 수 있다. 초기 위치 및 원하는 위치에 있는 환자의 가상 치열에 기초하여, 아치와이어 형상이 가상 치열에 관하여 설계될 수 있다.
또한, 가상 치열은 브래킷들을 위한 접합 영역들을 개별 치아 상에 한정하기 위해 사용될 수 있다. 이는 조작자에 의해 그러한 영역을 가상 치열의 개별 치아 상에 수동으로 마킹함으로써 행해질 수 있다. 가상 치열의 치아 상의 각각의 마킹된 영역은 그러한 치아에 부착되도록 의도되는 브래킷을 위한 대응하게 형상화된 가상 치아 대면 표면을 생성하기 위해 사용될 수 있다. 가상 치아 대면 표면 및 가상 치아 대면 표면의 오프셋에 기초하여 3차원 가상 물체를 생성함으로써 가상 브래킷 접합 패드가 제공될 수 있다.
마지막으로, 아치와이어와 접합 패드 사이의 3차원 커넥터 물체로서 가상 브래킷 본체가 생성될 수 있다. 아치와이어의 형상과 위치가 가상 치열에 대해 한정되기 때문에, 아치와이어를 수용하기 위한 가상 아치와이어 슬롯의 위치와 배향이 가상 브래킷 본체에서 결정될 수 있다.
이렇게 생성된 가상 브래킷 전구체는 적어도 브래킷 접합 패드와 브래킷 본체를 포함하고, 브래킷 전구체를 빌드업하기 위해 빌드업 기계(build-up machine), 예를 들어 선택적 레이저 용융 장치에 제공될 수 있다. 본 발명에 따르면, 브래킷 전구체가 지지 구조체를 포함하여 빌드업될 수 있도록 하나 이상의 지지 구조체가 브래킷 전구체의 설계에 포함될 수 있다.
본 명세서에 사용되는 바와 같은 가상 구조체는 바람직하게는 그러한 구조체를 표현하는 수학적 모델을 지칭한다. 예를 들어, 용어 "가상 치열", "가상 치아 표면", "가상 브래킷", "가상 브래킷 접합 패드" 및 "가상 브래킷 본체"는 바람직하게는 또한, 물리적 "치열", "치아 표면", "브래킷", "브래킷 접합 패드" 및 "브래킷 본체"의 컴퓨터 표현을 각각 지칭한다.
일 실시예에서, 브래킷 전구체들을 제공하는 단계는 선택적 레이저 용융(SLM) 또는 스테레오 리소그래피(stereo lithography, STL)에 기반하는 3차원 빌드업 장치에서 브래킷 전구체들을 3차원으로 빌드업하는 단계를 포함한다.
일 실시예에서, 브래킷 전구체들은 코발트-크롬 강 또는 금으로부터 빌드업된다.
추가의 실시예에서, 이 방법은,
- 기준 표면을 형성하는 지지 판을 제공하는 단계;
- 지지 판을 빌드업 장치 내에 위치시키는 단계; 및
- 지지 구조체와 브래킷 전구체를 빌드업하는 단계를 포함한다.
지지 판은 복수의 브래킷 전구체들 및 대응하는 지지 구조체들을 위한 공통 지지 판으로서, 또는 단일 브래킷 전구체 및 대응하는 지지 구조체(들)를 위한 개별 지지 판들로서 형성될 수 있다. 개별 지지 판들은 서로 조합되어 하나의 합성(composed) 공통 지지 판을 형성하도록 구성될 수 있다.
일 실시예에서, 이 방법은,
- 브래킷 전구체들이 상부에 구축된 지지 판을 기계가공 장치 내에 배치하는 단계; 및
- 브래킷 전구체들에 아치와이어 슬롯을 제공하는 단계를 추가로 포함한다.
추가의 태양에서, 본 발명은 본 발명의 방법에 의해 얻어지는 주문제작형 치과교정용 브래킷에 관한 것이다. 그러한 주문제작형 치과교정용 브래킷은 바람직하게는, 3차원 빌드업 또는 주조로부터 얻어지고, 재료 제거로부터 얻어지는 아치와이어 슬롯을 갖는다.
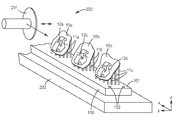
도 1은 본 발명의 일 실시예에 따른 방법에서의 상황을 예시하는 사시도.
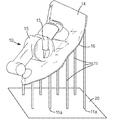
도 2는 본 발명의 일 실시예에 따른 지지 구조체를 갖는 브래킷 전구체의 사시도.
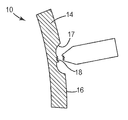
도 3은 도 2에 도시된 지지 구조체를 갖는 브래킷 전구체에 기초한 단면 상세도.
도 2는 본 발명의 일 실시예에 따른 지지 구조체를 갖는 브래킷 전구체의 사시도.
도 3은 도 2에 도시된 지지 구조체를 갖는 브래킷 전구체에 기초한 단면 상세도.
도 1은 연삭기(200)를 도시한다. 연삭기(200)는 회전가능 연삭 휠(201) 및 기계 테이블(202)을 갖는다. 연삭기(200)는 연삭 휠(201)과 기계 테이블(202)이 서로에 대해 선형으로 이동가능하도록 구성된다. 유사한 연삭기가 또한 공구 제조 분야에서 "평면 연삭기(surface grinding machine)"로 알려져 있다. 그러나, 본 발명에 따른 연삭기(200)에는 연삭 휠(201), 예를 들어 초박형 연삭 휠이 설비된다. 연삭 휠(201)의 두께는 약 0.1 mm 내지 약 0.4 mm이다. 그러한 연삭 휠은 바람직하게는 연삭 동안에 파괴를 방지하기 위해 중합체 결합제를 갖는다. 적합한 연삭 휠이 예를 들어 독일 소재의 핀즐러, 슈록 운트 킴멜 게엠베하(Finzler, Schrock & Kimmel GmbH)로부터 명칭 타입 34로 입수가능하다.
지지 판(100)이 연삭기(200) 내에 위치된다. 복수의 브래킷 전구체(10a, 10b, 10c)들이 지지 판(100)의 상부 표면(101) 상에 배열된다. 브래킷 전구체(10a, 10b, 10c)들 각각은 지지 구조체(11a, 11b, 11c)들에 의해 지지 판(100) 상에 위치되고 지지된다. 이 예에서, 지지 구조체(11a, 11b, 11c)들은 지지 판(100)의 상부 표면(101)과 브래킷 전구체(10a, 10b, 10c)들 사이에서 연장되는 핀의 형태이다.
브래킷 전구체(10a, 10b, 10c)들은, 지지 구조체들에 의해, 지지 판(200)의 상부 표면(101)에 대해 미리 결정된 위치와 배향으로 지지 판(100) 상에 위치되고 배향된다. 이러한 위치와 배향은 브래킷 전구체(10a, 10b, 10c)들 각각 내의 원하는 아치와이어 슬롯들의 위치와 배향이 서로 일직선을 이루도록 미리 결정된다. 특히, 브래킷 전구체(10a, 10b, 10c)들은 원하는 아치와이어 슬롯들의 축(12a, 12b, 12c)들이 동축이도록 배열된다. 따라서, 아치와이어 슬롯들은 하나의 동일한 연삭 사이클로 모든 브래킷 전구체(10a, 10b, 10c)들 내에 연삭될 수 있다. 그러한 연삭 사이클 동안에, 브래킷 전구체(10a, 10b, 10c)들과 연삭 휠(201)은, 연삭 휠(201)이 브래킷 전구체(10a, 10b, 10c)들로부터 일부분들을 연삭하여 모든 브래킷 전구체(10a, 10b, 10c)들 내에 아치와이어 슬롯들을 연속하여 형성하도록, 서로에 대해 선형으로 이동된다. 당업자는 브래킷 전구체(10a, 10b, 10c)들과 연삭 휠(201) 사이의 전체적인 운동이 선형이지만, 원하는 치수를 갖는 아치와이어 슬롯을 제공하기 위해 연삭 사이클에 인피드(infeed) 이동이 포함된다는 것을 이해할 것이다.
다른 예(예시되지 않음)에서, 아치와이어 슬롯은 방전 기계가공에 의해 제공된다. 이 예에서, 다수의 브래킷 전구체들 내에 아치와이어 슬롯들을 한 번에 기계가공하기 위해 와이어 또는 다른 적절한 직선형 구조체가 사용된다.
지지 판(100)은 바람직하게는 지지 판(100)을 연삭기 내에 알려진 위치와 배향으로 위치시키기 위한 기준 구조체를 갖는다. 그러한 기준 구조체는 예를 들어 연삭 장치의 정렬 핀(보이지 않음)을 적절히 끼워맞춤으로써 맞물림가능한 지지 판 내의 하나 이상의 구멍(102)을 포함할 수 있다. 또한, 브래킷 전구체(10a, 10b, 10c)들은 바람직하게는 기준 구조체에 대해 미리 결정된 위치와 배향으로 지지 판 상에 배열된다. 따라서, (연삭기에 대한 브래킷 전구체들의 위치와 배향이 알려져 있을 수 있기 때문에) 연삭기(200)의 연삭 휠(201)이 브래킷 전구체(10a, 10b, 10c)들 내에 원하는 위치와 배향으로 아치와이어 슬롯들을 연삭하기 위해 쉽게 위치될 수 있다.
다른 예(도시되지 않음)에서, 하나 이상의 브래킷 전구체를 각각 지니는 2개 이상의 지지 판들이 도시된 바와 같은 공통 지지 판(100) 대신에 사용될 수 있다. 그러한 다수의 지지 판들은 그들이 서로 미리 결정된 정렬 상태로 조합되어, 예를 들어 합성 공통 지지 판을 형성할 수 있도록 구성될 수 있다. 또한, 지지 구조체들은 복수의 브래킷 전구체들이 서로 직접 정렬될 수 있도록 구성될 수 있다. 이 경우에, 지지 판은 필요하지 않을 수 있다. 또 다른 예(도시되지 않음)에서, 지지 판은 하나 이상의 브래킷 전구체를 지지하기 위한 지지 구조체(들)를 포함할 수 있다. 그러한 지지 판은 비교적 저렴한 재료, 예를 들어 왁스 또는 중합체로부터 생성되는 지지 구조체를 지닐 수 있는 반면에, 브래킷 전구체들은 금속(예를 들어, 금 또는 강) 또는 세라믹으로 제조될 수 있다.
도 2는 복수의 지지 구조체(11)들을 갖는 브래킷 전구체(10)를 도시한다. 이 예의 브래킷 전구체(10)는 예비 슬롯(13)을 갖지만, 그러한 예비 슬롯은 다른 예에서 존재하지 않을 수 있다. 예비 슬롯(13)은 최종 아치와이어 슬롯에 대해 보다 작은 크기로 되고, 아치와이어 슬롯을 그의 원하는 치수로 기계가공하거나 연삭하기 위한 시간을 단축시키는 데 도움을 줄 수 있다. 또한, 브래킷 전구체(10)는 지지 구조체(11)들이 돌출되어 나오는 접합 패드(14)를 갖는다. 특히, 지지 구조체(11)들은 브래킷 전구체(10)의 치아 대면 표면(16)으로부터 돌출된다. 지지 구조체(11)들 각각은 공통 가상 기준 표면(이 예에서, 가상 기준 평면)(20) 상에 자유 단부(11a)를 갖는다. 따라서, 복수의 지지 구조체(11)들은 조합되어 전체 평면 지지체를 형성하여, 브래킷 전구체가 평탄한 표면(예를 들어, 도 1의 지지 판(100)) 상에 위치되게 한다. 이 예에서의 브래킷 전구체(10)와 지지 구조체(11)들은, 예를 들어 크롬-코발트 강 또는 금을 사용하여, 선택적 레이저 용융 공정에 의한 빌드업으로부터 얻어진다. 따라서, 브래킷 전구체(10) 및 지지 구조체(11)는 일편으로 모놀리식으로 형성된다.
도 3은 브래킷 전구체(10)의 접합 패드(14)의 일부분, 및 브래킷 전구체(10)로부터 분리된(파단된) 지지 구조체(11)를 도시한다. 치아 대면 표면(16)은 공동(cavity)(17)들(그들 중 하나가 상세히 도시됨)을 갖는다. 지지 구조체(11)는 원래(분리 전에) 공동(17)의 표면 부분으로부터 돌출되고, 바람직하게는 그러한 공동 표면 부분에 인접하여 미리 결정된 파단점을 갖는다. 이 예에서, 미리 결정된 파단점은 지지 구조체(11)의 협소 부분(narrowed portion)에 의해 형성된다. 따라서, 개략적으로 예시된 바와 같이, 지지 구조체(11)를 파단시킨 후에 존재하는 잔류 파괴 부분(18)이 바람직하게는 공동(17)의 개구 밖으로 돌출되지 않는다. 따라서, 브래킷 접합 패드(14)는 지지 구조체(11)의 임의의 파괴 부분(18)이 브래킷 접합 패드가 부착될 수 있는 치아 표면과 부딪치거나 실질적으로 부딪치지 않도록 구성된다. 그리고, 따라서, 임의의 존재하는 파괴 부분(18)이 완성된 브래킷을 환자의 치아에 장착하는 데 영향을 미치지 않을 수 있다. 공동 및 파단점은 치아 대면 표면을 갖는 브래킷을 환자의 치아에 접합시킨 후에 접합 강도를 개선하는 추가의 표면과 구조체를 추가로 제공할 수 있다.
Claims (15)
- 주문제작형 치과교정용 브래킷(customized orthodontic bracket)들의 제조 방법으로서,
- 복수의 개별적으로 형상화된 주문제작형 치과교정용 브래킷 전구체(precursor)들을 제공하는 단계;
- 하나 이상의 지지 구조체를 제공하는 단계;
- 상기 브래킷 전구체들을 상기 지지 구조체(들)를 이용하여 기계가공 장치에 위치시키는 단계;
- 상기 기계가공 장치를 사용하여, 재료 제거에 의해 각각의 상기 브래킷 전구체 내에 아치와이어 슬롯(archwire slot)을 제공하여 상기 아치와이어 슬롯들이 서로 공통 경로를 따라 정렬되게 하고 이에 의해 복수의 브래킷들을 제공하는 단계; 및
- 상기 지지 구조체(들)와 상기 브래킷을 서로 분리시키는 단계
를 포함하는, 주문제작형 치과교정용 브래킷의 제조 방법. - 제1항에 있어서, 각각의 브래킷 전구체에 대해 지지 구조체를 제공하는 단계를 포함하는 주문제작형 치과교정용 브래킷의 제조 방법.
- 제2항에 있어서, 상기 브래킷 전구체와 상기 지지 구조체는 모놀리식으로(monolithically) 형성되고, 상기 방법은 상기 브래킷 전구체와 상기 지지 구조체 사이에 미리 결정된 파단점을 제공하는 단계를 추가로 포함하는, 주문제작형 치과교정용 브래킷의 제조 방법.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 브래킷 전구체들은 상기 기계가공 장치 내에 일렬로 연속하여 위치되는, 주문제작형 치과교정용 브래킷의 제조 방법.
- 제4항에 있어서, 각각의 브래킷 전구체 내의 상기 아치와이어 슬롯은 연삭에 의해 제공되고, 상기 연삭은 상기 열을 따른 연삭 공구와 상기 브래킷 전구체들 사이에서의 선형 상대 이동에 기초하여 수행되는, 주문제작형 치과교정용 브래킷의 제조 방법.
- 제4항에 있어서, 각각의 브래킷 전구체 내의 상기 아치와이어 슬롯은 다수의 또는 모든 브래킷 전구체들을 상기 열을 따라 연장되는 대체로 선형인 구조체 또는 와이어를 사용하여 한 번에 방전 기계가공함으로써 제공되는, 주문제작형 치과교정용 브래킷의 제조 방법.
- 제1항 내지 제6항 중 어느 한 항에 있어서,
- 상기 지지 구조체(들)(또는 이들 중 하나)를 재료 적층 가공(additive material manufacturing)을 사용하여 빌드업하는(building up) 단계; 및
- 상기 브래킷 전구체(들)(또는 이들 중 하나)를 재료 적층 가공을 사용하여 상기 지지 구조체 상에 빌드업하는 단계
를 추가로 포함하는 주문제작형 치과교정용 브래킷의 제조 방법. - 제7항에 있어서, 상기 브래킷 전구체(들)를 빌드업하는 단계는 상기 지지 구조체 상에 브래킷 접합 패드를, 그리고 상기 접합 패드 상에 브래킷 본체 전구체를 빌드업하는 단계를 포함하는, 주문제작형 치과교정용 브래킷의 제조 방법.
- 제8항에 있어서, 상기 브래킷 본체 전구체는 상기 브래킷 본체 전구체로부터 재료 제거에 의해 상기 아치와이어 슬롯을 제공하기 위한 기초를 형성하는 보다 작은 크기의 슬롯을 포함하는, 주문제작형 치과교정용 브래킷의 제조 방법.
- 제1항 내지 제9항 중 어느 한 항에 있어서,
- 환자의 적어도 하나의 가상 치아 표면을 제공하는 단계;
- 상기 가상 치아 표면과 연관되는 가상 치아 대면 표면을 갖는 가상 브래킷 접합 패드 및 가상 브래킷 본체를 포함하는 가상 브래킷을 제공하는 단계;
- 하기 중 적어도 2개 사이의 기하학적 관계를 결정하는 단계:
아치와이어 위치(또는 아치와이어 슬롯 위치),
브래킷 위치, 및
기준 표면; 및
- 상기 결정된 기하학적 관계에 기초하여 지지 구조체의 기하학적 구조를 결정하는 단계
를 포함하는 주문제작형 치과교정용 브래킷의 제조 방법. - 제10항에 있어서, 상기 기준 표면과 상기 가상 브래킷 접합 패드 사이에 상기 지지 구조체를 생성하는 단계를 추가로 포함하는 주문제작형 치과교정용 브래킷의 제조 방법.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 상기 브래킷 전구체들을 제공하는 단계는 선택적 레이저 용융(selective laser melting, SLM) 또는 스테레오 리소그래피(stereo lithography, STL)에 기반하는 3차원 빌드업 장치에서 상기 브래킷 전구체들을 3차원으로 빌드업하는 단계를 포함하는, 주문제작형 치과교정용 브래킷의 제조 방법.
- 제10항 및 제12항 또는 제11항 및 제12항에 있어서,
- 상기 기준 표면을 형성하는 지지 판을 제공하는 단계;
- 지지 판을 빌드업 장치 내에 위치시키는 단계; 및
- 지지 구조체와 브래킷 전구체를 빌드업하는 단계
를 추가로 포함하는, 주문제작형 치과교정용 브래킷의 제조 방법. - 제13항에 있어서,
- 브래킷 전구체들이 상부에 구축된 지지 판을 기계가공 장치 내에 배치하는 단계; 및
- 상기 브래킷 전구체들에 상기 아치와이어 슬롯을 제공하는 단계
를 추가로 포함하는 주문제작형 치과교정용 브래킷의 제조 방법. - 3차원 빌드업 또는 주조로부터 얻어지고, 재료 제거로부터 얻어지는 아치와이어 슬롯을 갖는, 주문제작형 치과교정용 브래킷.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13195980.1A EP2881075A1 (en) | 2013-12-06 | 2013-12-06 | A method of making customized orthodontic brackets |
| EP13195980.1 | 2013-12-06 | ||
| PCT/US2014/068496 WO2015085030A1 (en) | 2013-12-06 | 2014-12-04 | A method of making customized orthodontic brackets |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160095017A true KR20160095017A (ko) | 2016-08-10 |
Family
ID=49759062
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167017444A KR20160095017A (ko) | 2013-12-06 | 2014-12-04 | 주문제작형 치과교정용 브래킷의 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10064704B2 (ko) |
| EP (2) | EP2881075A1 (ko) |
| JP (1) | JP6506287B2 (ko) |
| KR (1) | KR20160095017A (ko) |
| CN (1) | CN105792770B (ko) |
| MX (1) | MX2016007358A (ko) |
| WO (1) | WO2015085030A1 (ko) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015009345B4 (de) | 2014-07-24 | 2019-03-07 | Jens Reimann | Orthodontische Behandlungsapparatur |
| CN105699567B (zh) * | 2016-01-05 | 2017-03-15 | 南京医科大学 | 分子印记纳米磁珠分散固相萃取与质谱联用用于大鼠血浆中虎杖代谢物质群的检测方法 |
| GB201720467D0 (en) * | 2017-12-08 | 2018-01-24 | Ca Digital Gmbh | Method of producing and deploying orthodontic brackets and attachments |
| US11872101B2 (en) | 2018-04-25 | 2024-01-16 | Lightforce Orthodontics, Inc. | Manufacture of patient-specific orthodontic brackets with improved base and retentive features |
| CN108620829B (zh) * | 2018-05-15 | 2020-11-10 | 金华市格蓝姆医疗器械科技有限公司 | 一种口腔正畸托槽生产工艺 |
| WO2019241251A1 (en) | 2018-06-12 | 2019-12-19 | Lightforce Orthodontics, Inc. | Ceramic processing and design for the direct manufacture of customized labial and lingual orthodontic clear aligner attachments |
| JP7369726B2 (ja) * | 2018-06-15 | 2023-10-26 | スリーエム イノベイティブ プロパティズ カンパニー | 積層造形によって物理的オブジェクトをビルドアップする方法 |
| EP3628268A1 (en) | 2018-09-28 | 2020-04-01 | 3D Med Ag | Systems and methods for making orthodontic brackets |
| US10278794B1 (en) | 2018-09-28 | 2019-05-07 | 3D Med Ag | Systems and methods for making orthodontic brackets |
| KR20220004150A (ko) | 2019-05-02 | 2022-01-11 | 브리우스 테크놀로지스 인코퍼레이티드 | 치과 기기 및 관련 제작 방법 |
| US20230081904A1 (en) * | 2019-11-07 | 2023-03-16 | Braces On Demand Inc. | Systems and methods for manufacture of orthodontic appliances |
| US10726949B1 (en) | 2019-12-05 | 2020-07-28 | Oxilio Ltd | Systems and methods for generating 3D-representation of tooth-specific platform for dental appliance |
| WO2021130624A1 (en) * | 2019-12-27 | 2021-07-01 | 3M Innovative Properties Company | Preformed orthodontic aligner attachments |
| US11583378B2 (en) * | 2020-09-03 | 2023-02-21 | Braces On Demand, Inc. | Systems and methods for marking orthodontic devices |
| WO2022246420A1 (en) * | 2021-05-19 | 2022-11-24 | Brius Technologies, Inc. | Method for making an orthodontic bracket |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3380553B2 (ja) * | 1992-11-09 | 2003-02-24 | オルムコ コーポレイション | 注文歯科矯正器具形成方法及び装置 |
| MXPA01008721A (es) * | 1999-12-29 | 2003-06-24 | Ormco Corp | Metodo y aparato para la formacion de aparato ortodontico a la medida. |
| US6776614B2 (en) * | 2002-02-13 | 2004-08-17 | Lingualcare, Inc. | Modular system for customized orthodontic appliances |
| US7367800B2 (en) * | 2005-02-02 | 2008-05-06 | 3M Innovative Properties Company | Pre-torqued orthodontic appliance with archwire retaining latch |
| JP2006297052A (ja) * | 2005-03-22 | 2006-11-02 | Tetsuya Shimoda | 歯列矯正具 |
| US8636505B2 (en) | 2005-06-01 | 2014-01-28 | Sirona Dental Systems Gmbh | Carrier for a fastening element to be fabricated and a method for production thereof, particularly as an orthodontic bracket |
| DE102005025557A1 (de) * | 2005-06-01 | 2006-12-07 | Sirona Dental Systems Gmbh | Träger für ein zu bearbeitendes Befestigungselement und Verfahren zur Herstellung dessen, insbesondere als orthodontisches Bracket |
| US7751925B2 (en) * | 2006-01-27 | 2010-07-06 | 3M Innovative Properties Company | System to manufacture custom orthodontic appliances, program product, and related methods |
| JP5436037B2 (ja) * | 2009-05-12 | 2014-03-05 | 清彦 柳沢 | 歯列矯正用ブラケット |
| DE102011003894A1 (de) * | 2011-02-09 | 2012-08-09 | Hoang Viet-Ha Julius Vu | Verfahren zur Herstellung eines patientenspezifischen Bracketbody und zugehöriger Bracketbody |
-
2013
- 2013-12-06 EP EP13195980.1A patent/EP2881075A1/en not_active Ceased
-
2014
- 2014-12-04 JP JP2016536912A patent/JP6506287B2/ja active Active
- 2014-12-04 US US15/101,831 patent/US10064704B2/en active Active
- 2014-12-04 WO PCT/US2014/068496 patent/WO2015085030A1/en active Application Filing
- 2014-12-04 CN CN201480066422.7A patent/CN105792770B/zh active Active
- 2014-12-04 MX MX2016007358A patent/MX2016007358A/es unknown
- 2014-12-04 KR KR1020167017444A patent/KR20160095017A/ko not_active Application Discontinuation
- 2014-12-04 EP EP14821939.7A patent/EP3076893B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP6506287B2 (ja) | 2019-04-24 |
| JP2016539706A (ja) | 2016-12-22 |
| CN105792770A (zh) | 2016-07-20 |
| WO2015085030A1 (en) | 2015-06-11 |
| EP2881075A1 (en) | 2015-06-10 |
| MX2016007358A (es) | 2016-08-19 |
| US10064704B2 (en) | 2018-09-04 |
| EP3076893A1 (en) | 2016-10-12 |
| CN105792770B (zh) | 2018-09-14 |
| EP3076893B1 (en) | 2018-11-21 |
| US20160302884A1 (en) | 2016-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3076893B1 (en) | A method of making customized orthodontic brackets | |
| EP2399545B1 (en) | Machine for abrading artificial teeth | |
| EP3104806B1 (en) | A method of making a customized orthodontic bracket | |
| KR100647356B1 (ko) | 주문 생산형 치열 교정 기구의 모듈러 시스템 | |
| CA2923707A1 (en) | Dental transfer template | |
| JP2016539706A5 (ko) | ||
| JP2017060814A (ja) | 患者固有のブラケット本体の作製方法およびこれに関連するブラケット本体 | |
| JP6062377B2 (ja) | 少なくとも1つの患者固有でモジュール式に構成されているブラケットの作製方法およびこれに関連するブラケット | |
| RU2584650C2 (ru) | Способ изготовления индивидуального для пациента основания и соответствующее основание | |
| JP6899393B2 (ja) | 歯科矯正用ブラケット及び歯科矯正用ブラケット製造方法 | |
| US10687918B2 (en) | Method of preparing an orthodontic bracket | |
| US20160256247A1 (en) | Dental transfer template | |
| JP6434829B2 (ja) | 歯科切削加工用ブロック及びその製造方法 | |
| KR101757242B1 (ko) | 치열교정용 브라켓 마운트, 브라켓 모듈 및 브라켓 마운트 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| WITB | Written withdrawal of application |