KR20150145235A - 베벨 기어 절삭용 스틱 블레이드가 양의 방향에 설치되어 있는 커터 - Google Patents
베벨 기어 절삭용 스틱 블레이드가 양의 방향에 설치되어 있는 커터 Download PDFInfo
- Publication number
- KR20150145235A KR20150145235A KR1020157031463A KR20157031463A KR20150145235A KR 20150145235 A KR20150145235 A KR 20150145235A KR 1020157031463 A KR1020157031463 A KR 1020157031463A KR 20157031463 A KR20157031463 A KR 20157031463A KR 20150145235 A KR20150145235 A KR 20150145235A
- Authority
- KR
- South Korea
- Prior art keywords
- clamping
- slot
- cutting blade
- mounting surface
- cutter head
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/22—Face-mills for longitudinally-curved gear teeth
- B23F21/223—Face-mills for longitudinally-curved gear teeth with inserted cutting elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/22—Face-mills for longitudinally-curved gear teeth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/16—Hobs
- B23F21/18—Taper hobs, e.g. for bevel gears
- B23F21/183—Taper hobs, e.g. for bevel gears with inserted cutting elements
- B23F21/186—Taper hobs, e.g. for bevel gears with inserted cutting elements in exchangeable arrangement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/22—Face-mills for longitudinally-curved gear teeth
- B23F21/223—Face-mills for longitudinally-curved gear teeth with inserted cutting elements
- B23F21/226—Face-mills for longitudinally-curved gear teeth with inserted cutting elements in exchangeable arrangement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/14—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass gear parts, e.g. gear wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/17—Gear cutting tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/17—Gear cutting tool
- Y10T407/1705—Face mill gear cutting tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/10—Gear cutting
- Y10T409/101431—Gear tooth shape generating
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Gear Processing (AREA)
Abstract
본 발명은 페이스 호빙 및 페이스 밀링을 위한 베벨 기어 제조용 페이스 커터 헤드(2)에 관한 것이고, 여기서 페이스 커터 헤드는 양의 방향 블레이드 설치수단을 포함하고, 스틱 타입 직사각형 또는 정사각형 절단면 커팅 블레이드(6)는 양의 방향 설치면(14, 18)에 단단히 클램핑된다. 커팅 블레이드는 비자동 잠금 시스템으로 축방향 움직임에 의해 반경방향으로 조정가능하다.
Description
본 발명은 기어용 절삭 공구에 관한 것이고, 특히 스틱 타입의 커팅 블레이드 및 커팅 블레이드를 커터 헤드에 클램핑하는 수단이 있는 커터 헤드를 가지는 페이스 커터에 관한 것이다.
베벨 기어와 하이포이드 기어는 단일의 인덱싱 공정(indexing process)(페이스 밀링)으로 또는 연속적인 인덱싱 공정(페이스 호빙)으로 커팅될 수 있다. 창성(generating) 또는 크레이들(cradle) 평면 내의 기본적인 절삭 구성(basic cutting setup)은 소위 반경 거리 만큼 창성 기어 중심(크레이들 축)으로부터 떨어져 있는 포지션에 커터 헤드의 중심을 둔다. 커터 블레이드의 실루엣은 커터가 회전하는 동안에 창성 기어의 1개의 톱니를 나타낸다. 베벨 기어 절삭용의 일반적인 페이스 커터는 몇몇 블레이드 그룹을 가지고, 각각의 그룹은 1개 내지 4개의 블레이드를 가진다. 가장 일반적인 타입의 페이스 커터는 하나의 외측 블레이드와 하나의 내측 블레이드가 교번하는(완비된) 커터이다.
대부분의 스틱 블레이드 커터 시스템에서, 커팅 블레이드는 직사각형 블레이드 절단면을 가지고, 클램프 블록 또는 클램프 스크루와 커터 헤드의 반경방향 설치면 사이의 마찰 설치수단을 통해 커터 헤드에 고정되는 것이 보통이다. 양의 방향 블레이드 설치수단의 일 예시는 특별히 배향되어 있는 2개의 설치면이 있는 오각형 형상의 절단면을 포함하고 있는 것으로 미국 특허 6,120,217에 나타나 있다. 커팅 블레이드가(특히 블레이드 재료가 카바이드인 경우라면) 블레이드와 커터 헤드 사이에 강성이면서 정밀한 설치(seating; 어떤 대상을 다른 대상에 배치하거나 설치하는 일체의 동작 또는 그 결과 나타나는 상태 등을 말하며, 이는 명세서 전체로 동일함)를 달성하는 것이 매우 중요하다. 클램핑 시스템의 한가지 목적은, 예컨대 연속적인 기어 절삭에 8시간 이상이 소요될 수 있는 공구 작동 기간 동안 블레이드가 움직이지 않는 상태에서 커팅 블레이드의 정밀한 포지셔닝 및 우수한 설치 강성을 제공하는 것이다.
제한된 산업상 활용도가 알려져 있는 양의 방향 블레이드 설치수단을 가진 어느 정도 알려진 타입의 커터 시스템이 있다. 이러한 커터 시스템에 포함되어 있는 것은 원형 절단면 또는 반원형 절단면을 가진 블레이드를 활용하는 것이다(예컨대 미국 특허 5,934,841 및 유럽 특허 1240966 A2). 테이퍼처리된 웨지 클램프 조합은 커터 헤드 바디의 외주 둘레에 배향되어 있는 둥근 홀 속으로 실린더형 블레이드 스틱을 가압하기 위해서 이러한 시스템에서 이용된다. 미국 특허출원 2011/0164931에서는 직사각형 커터 헤드 슬롯의 코너의 절단면이 직사각형인 블레이드를 클램핑(clamping; 클램프 등과 같은 고정수단으로 고정하는 일체의 동작 또는 그 결과 나타나는 상태 등을 의미하며, 이는 명세서 전체로 동일함)하기 위해서 복잡한 차동 텐덤 웨지를 이용한다. 위의 경우에서, 둥글거나 직사각형인 블레이드는 자동 잠금식(self-locking) 클램프 구성요소를 가지고 설치면에 웨지로 고정된다. 트루잉(truing)은 축방향 움직임을 위하여 웨지를 고정해제하면서 블레이드를 잠금해제하기 위하여 햄머로 하는 탭핑(tapping)을 필요로 한다. 정밀한 커터 헤드 형성은 이전 포지션에 비해 작은 양 만큼 블레이드를 축방향으로 움직이게 하기 위하여 축방향 블레이드 위치에 지장을 주지 않으면서 클램핑 시스템의 조임력(clamping force 또는 clamp force)을 약화시키는 능력을 필요로 한다. 이러한 트루잉 절차는 자동 잠금 시스템으로는 가능하지 않고, 여기서 블레이드가 축방향으로 움직이게 될 수 있기 전에, 예컨대 햄머나 스크루드라이버 같은 공구로부터의 충격이 요구된다.
본 발명은 페이스 호빙 및 페이스 밀링을 위한 베벨 기어 제조용 페이스 커터 헤드에 관한 것이고, 여기서 페이스 커터 헤드는 양의 방향 블레이드 설치수단을 포함하고, 스틱 타입 직사각형 또는 정사각형 절단면 커팅 블레이드는 양의 방향 설치면에 단단히 클램핑된다. 커팅 블레이드는 비자동 잠금 시스템으로 축방향 움직임에 의해 반경방향으로 조정가능하다.
도 1(a)에는, 클램프 블록과 하나의 클램프 스크루로 커터 헤드에 연결되는 스틱 블레이드가 있는 커터 헤드의 절단면이 나타나 있다. 도 1(b)는 유사한 절단면이 나타나 있는데, 클램프 블록은 2개의 클램프 스크루로 블레이드에 대하여 가압되어 있다.
도 2는 커터 헤드의 일 단면에서 바라본 평면도이다. 스틱 블레이드는 단일의 스크루 및 클램프 블록으로부터 반경방향 설치면 쪽으로 가압된다.
도 3은 직사각형 스틱 블레이드가 2개의 클램프 스크루 및 클램프 블록으로 반경방향 설치면 쪽으로 가압되어 있는 커터 헤드 단면의 3차원 도면이다. 블레이드와 커터 헤드 사이의 연결수단은 마찰 설치수단이다.
도 4는 하나의 직사각형 슬롯이 있는 커터 헤드 단면의 평면도이다. 슬롯 내의 스틱 블레이드는 접선방향 및 반경방향 설치면에 대하여 2개의 코너 스크루와 각진 클램프 블록에 의해 가압된다.
도 5는 하나의 블레이드 슬롯이 있는 커터 헤드 단면의 3차원 도면이다. 직사각형 블레이드는 접선방향 및 반경방향 설치면에 대하여 하나의 코너 스크루와 각진 클램프 블록으로 가압된다.
도 6은 하나의 블레이드 슬롯이 있는 커터 헤드 단면의 3차원 도면이다. 직사각형 블레이드는 접선방향 및 반경방향 설치면에 대하여 2개의 코너 스크루와 각진 클램프 블록으로 가압된다.
도 2는 커터 헤드의 일 단면에서 바라본 평면도이다. 스틱 블레이드는 단일의 스크루 및 클램프 블록으로부터 반경방향 설치면 쪽으로 가압된다.
도 3은 직사각형 스틱 블레이드가 2개의 클램프 스크루 및 클램프 블록으로 반경방향 설치면 쪽으로 가압되어 있는 커터 헤드 단면의 3차원 도면이다. 블레이드와 커터 헤드 사이의 연결수단은 마찰 설치수단이다.
도 4는 하나의 직사각형 슬롯이 있는 커터 헤드 단면의 평면도이다. 슬롯 내의 스틱 블레이드는 접선방향 및 반경방향 설치면에 대하여 2개의 코너 스크루와 각진 클램프 블록에 의해 가압된다.
도 5는 하나의 블레이드 슬롯이 있는 커터 헤드 단면의 3차원 도면이다. 직사각형 블레이드는 접선방향 및 반경방향 설치면에 대하여 하나의 코너 스크루와 각진 클램프 블록으로 가압된다.
도 6은 하나의 블레이드 슬롯이 있는 커터 헤드 단면의 3차원 도면이다. 직사각형 블레이드는 접선방향 및 반경방향 설치면에 대하여 2개의 코너 스크루와 각진 클램프 블록으로 가압된다.
본 명세서에서 사용된 "발명", "이 발명" 및 "본 발명"이라는 용어는 본 명세서의 주요 대상(subject matter)과 아래의 특허청구범위 모두를 광범위하게 지칭하도록 의도되어 있다. 이러한 용어를 포함하고 있는 서술은 본 명세서에 기술된 주요 대상을 제한하거나 아래의 특허청구범위의 의미나 범위를 제한하는 것으로 이해되어서는 안된다. 더욱이, 본 명세서는 본 출원의 특정 부분의 청구범위, 단락, 서술 또는 도면에 의해 커버되는 주요 대상을 애써 기술하거나 제한하려는 것은 아니다. 주요 대상은 전체 명세서, 모든 도면 및 아래의 청구범위를 참조하여 이해되어야 한다. 본 발명은 다른 구성을 취할 수 있고, 여러 방식으로 실시되거나 수행될 수도 있다. 또한, 본 명세서에서 사용되는 표현과 용어가 설명하기 위한 것이지 제한하려는 것으로 여겨저서는 안된다는 것은 이해되어야 한다.
본 발명의 상세한 설명은 단지 예시로써 본 발명을 도시하는 첨부의 도면을 참조하여 논해질 것이다. 도면에서, 유사한 부재나 구성요소는 유사한 참조 번호로 지칭될 것이다.
"포함하는(including)", "가지는(having)" 및 "구비하는(comprising)" 및 이들의 변형들의 사용은 이후에 열거되는 아이템들과 이들의 균등물뿐만 아니라 추가적인 아이템들을 포함한다는 것을 의미한다. 방법이나 공정의 요소들을 식별하는 문자의 사용은 단지 식별을 위한 것이고, 이 요소들이 특정 순서로 실행되어야 한다는 것을 지시하지는 않는다.
도면을 설명함에 있어서 상부, 하부, 위쪽, 아래쪽, 바닥, 정상, 전방, 후방 등과 같은 방향에 대해 아래에서 언급될 것이지만, 이러한 언급들은 편의상 도면에 대하여(통상적으로 보이는 데로) 행해진다. 이러한 방향들은 글자 그대로 받아들여지거나 어떤 형태로든 본 발명을 제한하려고 의도된 것은 아니다. 추가적으로, "제 1", "제 2", "제 3" 등과 같은 용어는 설명하기 위하여 본 명세서에서 사용되는 것이지 중요성이나 중대성을 지시하거나 시사하도록 의도된 것은 아니다.
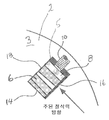
도 1(a)는, 정상 표면(3), 바닥 표면(4) 및 블레이드 포지셔닝 슬롯(5)(도 2 참조)을 가질 뿐만 아니라 스틱 블레이드(6) 또는 균등 수단을 더 포함하는 커터 헤드(2)의 절단면도인데, 스틱 블레이드(6)는 클램프 블록(8)과 한 개의 클램프 스크루(10)로 커터 헤드(2) 내에 포지셔닝되면서 유지되되 균등 수단은 클램프 블록(8) 상에 힘을 가한다. 블레이드(6)는 반경방향 설치면(14)에 대하여 가압된다. 주된 절삭력(cutting force)은 조임력(clamp force)에 대해 수직방향이다. 설치면(14)과 블레이드(6) 사이의 마찰은 블레이드가 도면상 평면에 수직방향으로 움직이는 것을 방지하여야만 한다. 커터 헤드(2)와 블레이드(6)의 접촉면의 편평도에 관한 공차와 간헐적인 절삭력 때문에, 최초의 블레이드 움직임은 일어날 수 있다. 이러한 움직임은 블레이드의 후면이 슬롯(5)의 후면에 접촉할 때까지 블레이드(6)를 도면상 평면에 대해 수직방향으로 미끄럼이동시킨다.
도 1(b)는 직사각형 스틱 블레이드(6)가 있는 커터 헤드(2)의 유사한 절단면도이다. 이 도면에서, 클램프 블록(8)은 2개의 클램프 스크루(10, 12)로 블레이드(6)에 대하여 가압된다.
도 2는 커터 헤드(2)의 일 단면에서 바라본 평면도이다. 스틱 블레이드(6)는 단일의 스크루(10)와 클램프 블록(8)으로부터 반경방향 설치면(14) 쪽으로 가압된다. 슬롯(5) 내의 블레이드(6)의 배치를 허용하기 위하여 요구되는 간격(16)은 블레이드(6)의 전방에 나타나 있다. 커팅의 결과로서, 부분적으로는 블레이드의 전방에 간격이 있을 것이고, 부분적으로는 블레이드의 후방과 접선방향 설치면(18) 사이에 간격이 있을 것이다. 커터의 정상에 있는 블레이드의 전방에 간격이 존재하고 커터의 바닥에 있는 블레이드의 후방에도 간격이 존재할 것이라는 것은 상당한 가능성이 있다. 커터의 정상과 바닥 사이에서, 부분적으로는 커팅 블레이드(6)의 전방에 간격이 있을 것이고 부분적으로는 커팅 블레이드(6)의 후방에 간격이 있을 것이다. 이러한 타입의 설치 원리는 "마찰 설치(friction seating)"로 알려져 있는데, 이는 블레이드(6)를 접선방향 설치면(18)에 대하여 가압할 수 있는 조임력이 존재하지 않기 때문이다. 따라서, 접선방향 설치면(18)은 조건에 맞는 설치면이 아니다. 동적 절삭력은 커팅 공정 동안 연속적으로 전방과 후방 사이에 있는 간격 성분들의 분열을 변경시킬 수 있다.
도 3은 직사각형 스틱 블레이드(6)가 2개의 클램프 스크루(10, 12)와 클램프 블록(19)으로 반경방향 설치면(14) 쪽으로 가압되어 있는 커터 헤드 단면의 3차원 도면이다. 블레이드(6)와 커터 헤드(2) 사이의 연결수단은 마찰 설치수단이다. 주된 절삭력 방향은 조임력에 대해 수직방향이다. 반경방향 설치면(14)과 블레이드(6) 사이의 마찰만이 접선방향 움직임을 방지한다.
발명자는 직사각형 또는 정사각형 절단면을 가지고 있는 스틱 타입 커팅 블레이드를 가지는 베벨 기어 커터 헤드, 및 페이스 밀링 커터와 페이스 호빙 커터 모두의 커터 헤드 슬롯들 내에 스틱 블레이드들의 강성의 양의 방향 설치를 제공하는 블레이드 클램핑 메커니즘을 개발하여 왔다.
도 4는 하나의 직사각형 슬롯(5)이 도시되어 있는 페이스 밀링 커터 헤드 단면에서 바라본 평면도이다. 슬롯 내의 스틱 블레이드(6)는 접선방향 설치면(18)과 반경방향 설치면(14) 모두의 적어도 일 부분에 대하여 2개의 코너 스크루(10, 12)와 "L자형" 각진 클램프 블록(20)에 의해 가압된다. 반경방향 설치면(14)은 블레이드(6)의 정밀하면서도 강성인 반경방향 포지셔닝을 제공하는 한편, 접선방향 설치면(18)은 큰 접촉 강성으로 주된 절삭력에 대하여 블레이드를 받쳐준다. 클램프 스크루(10)는 커팅 블레이드의 전방 외측 코너 상에서 각도( )(반경방향 설치면(14)에 대해 수직인 기준선에 대한 각도) 미만으로 배향되고, 도 4에 나타나 있는 바와 같이 그 힘(F1)은 반경방향 성분(F1a)과 접선방향 성분(F1b)으로 작용한다. 유사하게 포지셔닝되어 있는 하부 제 2 클램프 스크루(12)의 힘(F2) 또한 반경방향 성분(F2a)과 접선방향 성분(F2b)으로 작용한다(도 4에 도시되지 않음). 설치 원리는 양의 방향 설치(positive seating) 또는 폼 시팅(form seating)이다.
)(반경방향 설치면(14)에 대해 수직인 기준선에 대한 각도) 미만으로 배향되고, 도 4에 나타나 있는 바와 같이 그 힘(F1)은 반경방향 성분(F1a)과 접선방향 성분(F1b)으로 작용한다. 유사하게 포지셔닝되어 있는 하부 제 2 클램프 스크루(12)의 힘(F2) 또한 반경방향 성분(F2a)과 접선방향 성분(F2b)으로 작용한다(도 4에 도시되지 않음). 설치 원리는 양의 방향 설치(positive seating) 또는 폼 시팅(form seating)이다.
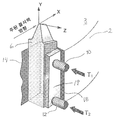
도 5는 하나의 블레이드 슬롯(5)이 도시되어 있는 커터 헤드 단면의 3차원 도면이다. 직사각형 블레이드(6)는 접선방향 설치면(18)과 반경방향 설치면(14) 모두의 적어도 일 부분에 대하여 하나의 코너 스크루(10)와 L자형 각진 클램프 블록(22)으로 가압된다. 강성의 접선방향 설치는 커팅 공정에서 높은 블레이드 강도를 제공하고, 블레이드 진동을 방지한다. 강성의 반경방향 설치는 정밀한 블레이드 위치를 제공하고, 또한 기어 커팅 공정 동안 블레이드의 움직임과 진동을 방지한다.
도 6은 하나의 블레이드 슬롯(5)이 도시되어 있는 커터 헤드 단면의 3차원 도면이다. 직사각형 블레이드(6)는 접선방향 설치면(18)과 반경방향 설치면(14)에 대하여 2개의 코너 스크루(10, 12)와 각진 클램프 블록(22)으로 가압된다. 클램프 블록(22)의 설계 및 블레이드(6)의 클램핑 길이에 따라 제 2 클램프 스크루를 사용하는 것이 유리할 수 있다. 이러한 경우, 상부 클램프 스크루(10)는 커터 헤드(2)의 상부면(3)에 대해 약간의 거리를 두고 위치될 수 있고, 하부 클램프 스크루(12)는 클램프 블록(22)에 대하여 가능한한 가장 낮은 지점에 위치될 수 있다.
본 발명의 커터 헤드는 정사각형 또는 직사각형 블레이드 절단면을 가지는 스틱 블레이드를 사용한다. 커터 회전의 방향과 관련하여, 클램프 블록(22)은 바람직하게는 전방 표면(24)의 적어도 일 부분, 외측 표면(26)의 적어도 일 부분, 및 전방 표면과 외측 표면의 교차에 의해 구획되는(도 4 내지 도 6에 도시되어 있는 커터 헤드 내에 포지셔닝되어 있는 커팅 블레이드에 의해 구획되는 것과 마찬가지임) 블레이드 코너(28)와 접촉한다. 클램프 블록(22)은 정상 표면(3)과 바닥 표면(4) 사이에서 슬롯(5)의 길이를 초과하지 않는 일정한 거리 만큼 길이방향으로 뻗어있다. 하나 이상의 클램프 스크루(10, 12)는 클램프 블록(22)의 코너 영역, 바람직하게는 편평한 영역(30)에 접촉하도록 포지셔닝되고, 반경방향 설치면(14)에 대해 수직인 기준선에 대해 적합한 각도( )(예컨대 45˚) 미만으로 배향된다(도 4 참조). 반경방향 조임력 성분(F1a)은 반경방향 설치면(14)에 대하여 스틱 블레이드(6)를 가압하고, 정밀한 포지셔닝뿐만 아니라 반경방향 설치 강성을 제공한다. 접선방향 힘 성분(F1b)은 접선방향 설치면(18)에 대하여 스틱 블레이드(6)를 가압하고, 접선 방향으로의 블레이드의 강성 설치 및 구획된 포지션을 제공한다. 주된 절삭력 방향은 접선방향 블레이드 움직임 및 동적 섭동이 없는 상태로 접선방향 설치면으로부터의 반발력을 나타낸다. 본 발명의 설치 장치는 정사각형 또는 직사각형 스틱 블레이드와 커터 헤드 사이에 양의 방향 블레이드 설치를 제공한다.
)(예컨대 45˚) 미만으로 배향된다(도 4 참조). 반경방향 조임력 성분(F1a)은 반경방향 설치면(14)에 대하여 스틱 블레이드(6)를 가압하고, 정밀한 포지셔닝뿐만 아니라 반경방향 설치 강성을 제공한다. 접선방향 힘 성분(F1b)은 접선방향 설치면(18)에 대하여 스틱 블레이드(6)를 가압하고, 접선 방향으로의 블레이드의 강성 설치 및 구획된 포지션을 제공한다. 주된 절삭력 방향은 접선방향 블레이드 움직임 및 동적 섭동이 없는 상태로 접선방향 설치면으로부터의 반발력을 나타낸다. 본 발명의 설치 장치는 정사각형 또는 직사각형 스틱 블레이드와 커터 헤드 사이에 양의 방향 블레이드 설치를 제공한다.
도 4 내지 도 6에서 볼 수 있는 바와 같이, 커팅 블레이드(6)가 커터 헤드(2)의 블레이드 포지셔닝 슬롯(5)에 포지셔닝되는 경우, 블레이드 코너들 중 3개는 반경방향 설치면(14)과 접선방향 설치면(18) 모두 또는 그 중 하나 옆에 위치된다. 따라서, 외측 표면(28)과 블레이드 전방 표면(24)의 교차에 의해 구획되는 4번째 블레이드 코너(28)는 전방 외측 코너로서 정의되고, 반경방향 설치면(14)과 접선방향 설치면(18) 모두로부터 원격에 위치되어 있다. 슬롯(5)의 기준선에 대해 각도( )로 배향되어 있는 조임력(F1)은 하나 이상의 클램핑 스크루(예컨대 10 및/또는 12)에 의해, 바람직하게는 이 조임력을 전방 외측(즉 원격) 코너(28)에 가하는 클램핑 블록(20, 22)에 의하여 가해진다. 이와 달리, 조임력은 커팅 블레이드의 코너(28)(즉 "원격 코너 구역")에 인접하여 위치되어 있는 블레이드 전방 표면(24)의 영역 및/또는 외측 표면(28)의 영역에 가해질 수 있다.
)로 배향되어 있는 조임력(F1)은 하나 이상의 클램핑 스크루(예컨대 10 및/또는 12)에 의해, 바람직하게는 이 조임력을 전방 외측(즉 원격) 코너(28)에 가하는 클램핑 블록(20, 22)에 의하여 가해진다. 이와 달리, 조임력은 커팅 블레이드의 코너(28)(즉 "원격 코너 구역")에 인접하여 위치되어 있는 블레이드 전방 표면(24)의 영역 및/또는 외측 표면(28)의 영역에 가해질 수 있다.
클램핑 스크루 각도( )는 큰 반경방향 설치 접촉력을 가지는 것뿐만 아니라 접선방향 설치면(18) 상에서 구획되면서 강성인 설치를 얻기에 충분한 힘을 접선 방향으로 발생시키는 것을 위하여 45˚보다 작을 수 있다. 주된 절삭력 벡터(F1)는 상부 영역에서 접선방향 설치면(18)에 대하여 추가적인 힘을 전달할 것이다. 주된 절삭력은 또한 접선방향 설치면(18)을 슬롯(5)의 하부 영역에서 분리시키려 할 것이다. 하부 영역 내의 (하나 이상의 클램프 스크루의)접선방향 압력 성분은 이 영역에서의 표면 분리를 방지하도록 작용한다. 2개의 클램프 스크루(예컨대 10, 12)의 경우, 정상 클램프 스크루(10) 상에서는 낮은 토크를 사용하되 하부 클램프 스크루(12) 상에서는 높은 토크를 사용하는 것 또는 그 역도 가능성이 있다.
)는 큰 반경방향 설치 접촉력을 가지는 것뿐만 아니라 접선방향 설치면(18) 상에서 구획되면서 강성인 설치를 얻기에 충분한 힘을 접선 방향으로 발생시키는 것을 위하여 45˚보다 작을 수 있다. 주된 절삭력 벡터(F1)는 상부 영역에서 접선방향 설치면(18)에 대하여 추가적인 힘을 전달할 것이다. 주된 절삭력은 또한 접선방향 설치면(18)을 슬롯(5)의 하부 영역에서 분리시키려 할 것이다. 하부 영역 내의 (하나 이상의 클램프 스크루의)접선방향 압력 성분은 이 영역에서의 표면 분리를 방지하도록 작용한다. 2개의 클램프 스크루(예컨대 10, 12)의 경우, 정상 클램프 스크루(10) 상에서는 낮은 토크를 사용하되 하부 클램프 스크루(12) 상에서는 높은 토크를 사용하는 것 또는 그 역도 가능성이 있다.
상부 및 하부 클램프 스크루의 상이한 반경방향 및 접선방향 힘 성분들을 제어하는 것은 상부 및 하부 클램프 스크루(10, 12)의 상이한 각도 배향을 사용하여 달성될 수 있다. 예를 들어, 상부 클램프 스크루(10)는 하나 이상의 반경방향 배향(예컨대  1 = 30˚)을 가질 수 있고, 하부 클램프 스크루(12)는 하나 이상의 접선방향 배향(예컨대
1 = 30˚)을 가질 수 있고, 하부 클램프 스크루(12)는 하나 이상의 접선방향 배향(예컨대  2 = 60˚)을 가질 수 있다. 선택된 각도(
2 = 60˚)을 가질 수 있다. 선택된 각도( )의 경우, 2개의 설치면(14, 18) 쪽으로 작용하는 F1의 힘 성분들은:
)의 경우, 2개의 설치면(14, 18) 쪽으로 작용하는 F1의 힘 성분들은:

이다. 도 4에 도시되어 있는 것은  을 지시한다.
을 지시한다.
도 4에서는 상부 클램프 스크루(10)만 볼 수 있다. 클램프 스크루(12)(힘 = F2, 클램프 스크루 각도 =  2)는 상부 클램프 스크루(10) 아래에 위치되고, 도 4에는 나타나 있지 않다.
2)는 상부 클램프 스크루(10) 아래에 위치되고, 도 4에는 나타나 있지 않다.
본 발명의 이해와 설명을 용이하게 하기 위하여, 도 5와 도 6의 좌표계의 Y-축은 커터 헤드의 회전 축과 평행하게 선택되었고, 좌측(음의 방향)으로의 Z-축의 연장선은 커터 헤드의 회전 축과 교차한다. 이론적인 블레이드 전방은 Y 축과 Z 축에 의해 구획되는 평면으로 배향되어 있다. 실제 커터 헤드 내의 스틱 블레이드가 보통은 Y-축에 대하여 길이 방향으로 경사져 있으면서 Z-축에 대하여 이론적인 전방면과 오프셋되어 있지만, 조정의 원칙적인 기능은 변하지 않을 것이고, 그 결과 생기는 블레이드 팁 포지션과 각도 변화는 실제로 실현된 커터 헤드 설계가 고려되지 않는다면 한 자리 수 퍼센트 범위 내에서 상이할 뿐일 것이다.
본 발명의 클램핑 시스템은 클램프 블록을 활용하지 않는 이러한 커터에도 적용가능하다. 이러한 커터 타입의 클램프 스크루는 구획되어 있는 안정적인 접촉을 위한 표면을 클램프 스크루의 팁과 스틱 블레이드 사이에 제공하기 위하여 클램프 스크루 축에 대해 수직인 편평한 영역을 가진 회전하는 팁(예컨대 스위블 헤드) 또는 블레이드을 위한 설비를 포함하는 것이 보통이다.
본 발명이 바람직한 실시예들을 참조하여 기술되어 있지만, 본 발명이 그 세부사항들로 제한되지 않는다는 것은 이해되어야 한다. 본 발명은, 첨부의 청구범위의 사상과 범위를 벗어나지 않으면서 주요 대상과 관련되어 있는 당해 기술분야에서의 통상의 기술자에게 자명할 수 있는 수정을 포함하도록 의도되어 있다.
Claims (17)
- 기어 절삭 공구용 커터 헤드로서,
상기 커터 헤드는:
회전축;
서로 축방향으로 이격되어 있는 제 1 측면 및 제 2 측면;
상기 커터 헤드 내에 배열되어 있는 슬롯에 장착되면서 포지셔닝되되 상기 제 1 측면으로부터 상기 제 2 측면으로 뻗어있는 길이를 가지는 적어도 하나의 커팅 블레이드로서, 상기 적어도 하나의 슬롯은 서로에 대해 수직방향으로 배열되어 있는 반경방향 설치면과 접선방향 설치면을 구비하는, 적어도 하나의 커팅 블레이드; 및
적어도 하나의 슬롯 내에 위치되어 있는 클램핑 메커니즘으로서, 상기 클램핑 메커니즘은 조임력을 커팅 블레이드의 코너 구역에 전달할 수 있고 정사각형 또는 직사각형 절단면을 가지며 상기 적어도 하나의 슬롯 내에 장착되고, 상기 코너 구역은 상기 적어도 하나의 슬롯의 상기 반경방향 설치면과 상기 접선방향 설치면으로부터 원격에 있는, 클램핑 메커니즘;
을 구비하고,
이로써 조임력의 제 1 부분은 상기 반경방향 설치면을 향하고 있으면서 상기 반경방향 설치면에 대한 커팅 블레이드의 클램핑을 달성하게 되고, 조임력의 제 2 부분은 상기 접선방향 설치면을 향하고 있으면서 상기 접선방향 설치면에 대한 커팅 블레이드의 클램핑을 달성하게 되는 것을 특징으로 하는 커터 헤드. - 제 1 항에 있어서,
커팅 블레이드의 상기 코너 구역에 대해 상보적인 형상을 가지는 각진 클램핑 블록을 더 구비하는 것을 특징으로 하는 커터 헤드. - 제 1 항에 있어서,
각각의 상기 적어도 하나의 슬롯에서 적어도 하나의 클램핑 스크루를 더 구비하고, 상기 적어도 하나의 클램핑 스크루는 조임력을 상기 코너 구역에 전달하도록 포지셔닝되는 것을 특징으로 하는 커터 헤드. - 제 2 항에 있어서,
각각의 상기 적어도 하나의 슬롯에서 적어도 하나의 클램핑 스크루를 더 구비하고, 상기 적어도 하나의 클램핑 스크루는 조임력을 상기 클램핑 블록에 전달하도록 포지셔닝되는 것을 특징으로 하는 커터 헤드. - 제 4 항에 있어서,
상기 적어도 하나의 클램핑 스크루는 조임력을 상기 코너 구역에 전달하도록 포지셔닝되는 것을 특징으로 하는 커터 헤드. - 제 4 항에 있어서,
상기 적어도 하나의 클램프 스크루는 상기 반경방향 설치면에 대해 수직으로 뻗어있는 기준선에 대하여 각도()로 배향되는 것을 특징으로 하는 커터 헤드.
- 제 6 항에 있어서,
각각의 상기 적어도 하나의 슬롯에서 상기 커터 헤드의 제 1 측면과 제 2 측면 사이에 배열되어 있는 2개의 클램프 스크루를 구비하고,
각각의 상기 클램프 스크루는 동일한 각도()로 배향되는 것을 특징으로 하는 커터 헤드.
- 제 6 항에 있어서,
각각의 상기 적어도 하나의 슬롯에서 상기 커터 헤드의 제 1 측면과 제 2 측면 사이에 배열되어 있는 2개의 클램프 스크루를 구비하고,
각각의 상기 클램프 스크루는 상이한 각도()로 배향되는 것을 특징으로 하는 커터 헤드.
- 제 2 항에 있어서,
상기 클램프 블록은 그 외측 코너 영역에 편평한 접촉 표면을 포함하는 것을 특징으로 하는 커터 헤드. - 회전축, 서로 축방향으로 이격되어 있는 제 1 측면 및 제 2 측면, 상기 커터 헤드 내에 배열되어 있는 슬롯이 장착되면서 포지셔닝되되 상기 제 1 측면으로부터 상기 제 2 측면으로 뻗어있는 길이를 가지는 적어도 하나의 커팅 블레이드를 가지는 커터 헤드로서, 상기 적어도 하나의 슬롯은 서로에 대해 수직방향으로 배열되어 있는 반경방향 설치면과 접선방향 설치면을 구비하는, 커터 헤드;
상기 적어도 하나의 슬롯 내에 위치되는 각진 클램프 블록;
상기 적어도 하나의 슬롯 내에 포지셔닝되되 정사각형 또는 직사각형 절단면을 가지는 커팅 블레이드로서, 상기 클램프 블록은 상기 커팅 블레이드의 코너 구역에 접촉하고, 상기 코너 구역은 상기 적어도 하나의 슬롯의 상기 반경방향 설치면과 상기 접선방향 설치면으로부터 원격에 있는, 커팅 블레이드; 및
각각의 상기 적어도 하나의 슬롯에서 상기 커터 헤드 내에 포지셔닝되고, 조임력을 상기 클램프 블록과 상기 커팅 블레이드에 대해 가하는, 적어도 하나의 클램프 스크루;
를 구비하는 기어 절삭 공구로서,
이로써 조임력의 제 1 부분은 상기 반경방향 설치면을 향하고 있으면서 상기 반경방향 설치면에 대한 커팅 블레이드의 클램핑을 달성하게 되고, 조임력의 제 2 부분은 상기 접선방향 설치면을 향하고 있으면서 상기 접선방향 설치면에 대한 커팅 블레이드의 클램핑을 달성하게 되는 것을 특징으로 하는 절삭 공구. - 제 10 항에 있어서,
상기 적어도 하나의 클램프 스크루는 조임력을 상기 커팅 블레이드의 상기 코너 구역에 가하도록 포지셔닝되는 것을 특징으로 하는 절삭 공구. - 제 10 항에 있어서,
상기 적어도 하나의 클램프 스크루는 상기 반경방향 설치면에 대해 수직으로 뻗어있는 기준선에 대하여 각도()로 배향되는 것을 특징으로 하는 절삭 공구.
- 제 10 항에 있어서,
각각의 상기 적어도 하나의 슬롯에서 상기 커터 헤드의 제 1 측면과 제 2 측면 사이에 배열되어 있는 2개의 클램프 스크루를 구비하고,
각각의 상기 클램프 스크루는 동일한 각도()로 배향되는 것을 특징으로 하는 절삭 공구.
- 제 10 항에 있어서,
각각의 상기 적어도 하나의 슬롯에서 상기 커터 헤드의 제 1 측면과 제 2 측면 사이에 배열되어 있는 2개의 클램프 스크루를 구비하고,
각각의 상기 클램프 스크루는 상이한 각도()로 배향되는 것을 특징으로 하는 절삭 공구.
- 제 10 항에 있어서,
상기 클램프 블록은 상기 적어도 하나의 클램프 스크루에 의해 접촉하도록 그 외측 코너 영역에 편평한 접촉 표면을 포함하는 것을 특징으로 하는 절삭 공구. - 제 10 항에 있어서,
각각의 상기 적어도 하나의 슬롯에서 하나 이상의 클램프 스크루를 구비하고,
각각의 상기 하나 이상의 클램프 스크루는 동일한 조임력을 상기 커팅 블레이드 상에 가하는 것을 특징으로 하는 절삭 공구. - 제 10 항에 있어서,
각각의 상기 적어도 하나의 슬롯에서 하나 이상의 클램프 스크루를 구비하고,
각각의 상기 하나 이상의 클램프 스크루는 상이한 조임력을 상기 커팅 블레이드 상에 가하는 것을 특징으로 하는 절삭 공구.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361815852P | 2013-04-25 | 2013-04-25 | |
| US61/815,852 | 2013-04-25 | ||
| PCT/US2014/035246 WO2014176397A2 (en) | 2013-04-25 | 2014-04-24 | Cutter with positive seated stick blades for bevel gear cutting |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150145235A true KR20150145235A (ko) | 2015-12-29 |
Family
ID=50841970
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157031463A KR20150145235A (ko) | 2013-04-25 | 2014-04-24 | 베벨 기어 절삭용 스틱 블레이드가 양의 방향에 설치되어 있는 커터 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9868168B2 (ko) |
| EP (1) | EP2988899B1 (ko) |
| JP (1) | JP6832700B2 (ko) |
| KR (1) | KR20150145235A (ko) |
| CN (1) | CN105228784B (ko) |
| BR (1) | BR112015026431A2 (ko) |
| WO (1) | WO2014176397A2 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6944302B2 (ja) * | 2017-08-04 | 2021-10-06 | 三菱重工業株式会社 | 切削工具 |
| CN114347108B (zh) * | 2021-12-14 | 2023-06-09 | 龙利得智能科技股份有限公司 | 一种高安全性的瓦楞纸生产加工用裁切装置 |
| CN114248079A (zh) * | 2022-01-08 | 2022-03-29 | 浙江新昌汇盟机械有限公司 | 一种弧齿锥齿轮制造工艺 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD121731A1 (ko) | 1975-03-06 | 1976-08-20 | ||
| US4078868A (en) * | 1977-04-06 | 1978-03-14 | The Ingersoll Milling Machine Company | Cutter having inserts clamped with wedges |
| US4329091A (en) * | 1980-05-07 | 1982-05-11 | General Electric Company | Floating wedge for use in conjunction with an indexable cutting tool |
| EP0133320B1 (de) * | 1982-01-12 | 1987-07-15 | Werkzeugmaschinenfabrik Oerlikon-Bührle AG | Messerkopf für eine Verzahnungsmaschine |
| DE19624685C1 (de) | 1996-06-20 | 1997-02-20 | Oerlikon Geartec Ag | Rundstabmesser und insbesondere dafür vorgesehener Messerkopf |
| JP4355447B2 (ja) | 1998-02-11 | 2009-11-04 | ザ グリーソン ワークス | 歯付き物品生産用切削工具 |
| DE10112165B4 (de) | 2001-03-12 | 2004-02-05 | Rainer Richardt | Stabmesserkopf zum Verzahnen |
| US6632050B2 (en) * | 2001-09-06 | 2003-10-14 | Kennametal Inc. | Face hobbing cutter |
| US7059810B2 (en) * | 2002-04-18 | 2006-06-13 | Kennametal Inc. | Gear hobbing cutter system |
| JP4624755B2 (ja) * | 2004-08-10 | 2011-02-02 | 株式会社恵美須屋工具製作所 | 歯切り用回転切削工具 |
| JP5083511B2 (ja) * | 2007-03-23 | 2012-11-28 | いすゞ自動車株式会社 | 締結・固定構造 |
| JP2009178792A (ja) * | 2008-01-30 | 2009-08-13 | Ebisuya Kogu Seisakusho:Kk | 歯切り用回転切削工具 |
| JP5541930B2 (ja) * | 2009-01-08 | 2014-07-09 | 富士重工業株式会社 | 工具ヘッド |
-
2014
- 2014-04-24 US US14/782,102 patent/US9868168B2/en active Active
- 2014-04-24 CN CN201480023413.XA patent/CN105228784B/zh active Active
- 2014-04-24 BR BR112015026431A patent/BR112015026431A2/pt not_active Application Discontinuation
- 2014-04-24 JP JP2016510777A patent/JP6832700B2/ja active Active
- 2014-04-24 EP EP14727132.4A patent/EP2988899B1/en active Active
- 2014-04-24 KR KR1020157031463A patent/KR20150145235A/ko not_active Application Discontinuation
- 2014-04-24 WO PCT/US2014/035246 patent/WO2014176397A2/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| EP2988899A2 (en) | 2016-03-02 |
| BR112015026431A2 (pt) | 2017-07-25 |
| JP6832700B2 (ja) | 2021-02-24 |
| US9868168B2 (en) | 2018-01-16 |
| CN105228784B (zh) | 2019-02-05 |
| WO2014176397A2 (en) | 2014-10-30 |
| WO2014176397A3 (en) | 2015-02-26 |
| US20160039023A1 (en) | 2016-02-11 |
| EP2988899B1 (en) | 2023-08-30 |
| JP2016516603A (ja) | 2016-06-09 |
| CN105228784A (zh) | 2016-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101706413B1 (ko) | 공구 커플링 | |
| EP2818268B1 (en) | Cutting insert and a tool holder with a seat for cutting insert | |
| KR102227667B1 (ko) | 스틱 블레이드를 이용한 외주 절삭 공구 | |
| US20150375309A1 (en) | Milling tool | |
| JP2016539010A (ja) | 側面支持くぼみを有する位置決め可能なミーリングインサート、及びミーリング工具 | |
| KR102169824B1 (ko) | 스틱 블레이드의 반경방향의 조정기능을 가진 기어 커터 | |
| EP1753569B1 (en) | Toolholder assembly | |
| JP6309968B2 (ja) | 矩形または長方形のスティックブレードの径方向調整能力を持つ歯切工具 | |
| KR20150145235A (ko) | 베벨 기어 절삭용 스틱 블레이드가 양의 방향에 설치되어 있는 커터 | |
| JP6399389B2 (ja) | ヘッド交換式ドリル、およびヘッド交換式ドリル用のヘッド | |
| JP2018140482A (ja) | ポリゴン加工用工具 | |
| US9149349B2 (en) | System for producing dental moldings | |
| CN102802856B (zh) | 具有双向调节机构的切削工具 | |
| EP2736664B1 (en) | Adjustable cutting tool | |
| US10286459B2 (en) | Machining tool | |
| JP2008155352A (ja) | 調整機構付き刃先交換式カッタ | |
| JP6679586B2 (ja) | 機械加工ツール用の切削インサート位置決めカートリッジ及びシステム、並びにこうした位置決めシステムを備える機械加工ツール | |
| ITUD20070225A1 (it) | "corpo fresa perfezionato e relativo sistema per il bloccaggio degli utensili" |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |