KR20150053945A - 단일 부재 록 스트라이커 제조 방법 - Google Patents
단일 부재 록 스트라이커 제조 방법 Download PDFInfo
- Publication number
- KR20150053945A KR20150053945A KR1020157008642A KR20157008642A KR20150053945A KR 20150053945 A KR20150053945 A KR 20150053945A KR 1020157008642 A KR1020157008642 A KR 1020157008642A KR 20157008642 A KR20157008642 A KR 20157008642A KR 20150053945 A KR20150053945 A KR 20150053945A
- Authority
- KR
- South Korea
- Prior art keywords
- lock
- lock striker
- starter blank
- starter
- blank
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title abstract description 15
- 239000007858 starting material Substances 0.000 claims abstract description 56
- 238000000034 method Methods 0.000 claims abstract description 26
- 229910052751 metal Inorganic materials 0.000 claims abstract description 3
- 239000002184 metal Substances 0.000 claims abstract description 3
- 238000000465 moulding Methods 0.000 claims description 18
- 239000000463 material Substances 0.000 claims description 13
- 238000010438 heat treatment Methods 0.000 claims description 6
- 229910000831 Steel Inorganic materials 0.000 claims description 4
- 239000010959 steel Substances 0.000 claims description 4
- 238000005496 tempering Methods 0.000 claims description 4
- 229910000521 B alloy Inorganic materials 0.000 claims description 3
- 238000007493 shaping process Methods 0.000 claims description 3
- 238000005242 forging Methods 0.000 claims description 2
- 239000003351 stiffener Substances 0.000 claims 1
- 238000000641 cold extrusion Methods 0.000 description 6
- 239000011435 rock Substances 0.000 description 5
- 239000011265 semifinished product Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 230000007704 transition Effects 0.000 description 3
- 238000004049 embossing Methods 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 238000005482 strain hardening Methods 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 229910000914 Mn alloy Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 238000010099 solid forming Methods 0.000 description 1
- 239000002436 steel type Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
Images

Classifications
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B15/00—Other details of locks; Parts for engagement by bolts of fastening devices
- E05B15/02—Striking-plates; Keepers; Bolt staples; Escutcheons
- E05B15/0205—Striking-plates, keepers, staples
- E05B15/0295—Striking-plates, keepers, staples specially adapted for forked or bifurcated bolts
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B85/00—Details of vehicle locks not provided for in groups E05B77/00 - E05B83/00
- E05B85/04—Strikers
- E05B85/045—Strikers for bifurcated bolts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/36—Making other particular articles clips, clamps, or like fastening or attaching devices, e.g. for electric installation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/08—Upsetting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K13/00—Making locksmiths' goods, e.g. handles for cases
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/005—Modifying the physical properties by deformation combined with, or followed by, heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/76—Making machine elements elements not mentioned in one of the preceding groups
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T292/00—Closure fasteners
- Y10T292/68—Keepers
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Forging (AREA)
- Heat Treatment Of Articles (AREA)
- Lock And Its Accessories (AREA)
Abstract
본 발명은 단일 부재 록 스트라이커 제조 방법 및 이 방법에 따라 제조된 록 스트라이커에 관한 것이다. 록 스트라이커(1)는 베이스 플레이트(1)와 록 브라켓트(3)를 포함한다. 냉간 성형에 의하여, 특히 냉간 업세팅에 의하여 금속 스타터 블랭크(11)가 록 스트라이커로 성형된다. 스타터 블랭크(11)는 실질적으로 블록형 또는 원통형이며 그리고 록 스트라이커(1)가 변형 경화되는 방식으로 성형된다.
Description
본 발명은 청구항 1항의 전제부에 따른 단일 부재 록 스트라이커 제조 방법 및 이 방법에 따라 제조된 록 스트라이커에 관한 것이다.
이러한 록 스트라이커는 특히 차량 록 및 록킹 메커니즘에서 찾을 수 있다. 이하, 본 발명은 차량 록의 적용 분야를 참고로 하여 설명되나, 본 발명은 이에 제한되지 않는다.
록 스트라이커는 일반적으로 베이스 플레이트와 록 브라켓트를 포함하며, 또한 록킹 볼트 또는 록 스트라이커 브라켓트로 언급된다. 베이스 플레이트는 전형적으로 예를 들어, 구멍 형태의 개구를 포함하여 예를 들어 차체에 대한 록 스트라이커의 고정을 허용한다. 록 브라켓트는 중앙 개구를 포함하는 방식으로 형성되며 따라서 설치시 록 브라켓트는 록 또는 록킹 메커니즘과 상호 작용한다. 따라서 차량의 플랩 또는 도어를 안전하게 닫기 위하여 차량 도어 또는 플랩의 닫힌 상태에서 록 스트라이커는 록의 로터리 래치 또는 유사한 것과 유지 결합 상태에 있을 수 있다.
차량 록은 일반적으로 로터리 래치 그리고 열림 방향으로의 로터리 래치의 회전을 차단할 수 있는 적어도 하나의 포올을 포함하는 록킹 메커니즘을 갖는다.
록의 닫힘 작동 동안 그리고 열림 동안의 록 스트라이커와 로터리 래치 사이의 결합의 결과로서, 록 스트라이커는 규칙적으로 큰 스트레스에 노출된다. 특히 충돌의 경우에 이는 특별하게 심각한 변형을 야기한다.
단일 부재 록 스트라이커는 일반적으로 냉간 압출 또는 냉간 업세팅에 의한 스타터 재료 -즉, 블랭크(blank)-의 고체 성형에 의하여 제조된다. 특허공보 DE 10 2007 041 479 A1는 보다 우수한 생산 특징 및 개선된 기계적 특징을 이루기 위하여 다른 두께의 횡단면을 갖는 고체 요소 형태의, 차량 닫힘 시스템을 위한 단일 부재 록 스트라이커를 개시한다.
특허공보 DE 10 2010 024 510 A1는 원재료가 먼저 절단되고, 단조 해머를 이용한 압축 성형에 의하여 록 스트라이커로 성형된 후 고온 성형을 위한 재결정 온도 이상의 처리 온도로 가열되는 록 스트라이커 제조 방법을 개시한다.
특허공보 DE 10 2010 011 716 A1는 냉간 압출에 의하여 원재료로부터 T-형 반제품이 성형되는 록 스트라이커 제조 방법을 개시한다. 고체 성형에 의하여 록 스트라이커는 만곡진 원재료로부터 T-형 반제품으로 형성될 수 있다. 베이스 플레이트 내에 고정 구멍을 그리고 록 브라켓트에 개구를 제공하기 위하여 T-형 반제품은 그후 예를 들어 냉간 스탬핑에 의하여 더 처리된다. 이 방법은 록 스트라이커의 복잡한 재작업을 절감하도록 설계된다.
아직 공개되지 않은 특허출원 DE 10 2010 054 369 는 T-형 반제품은 냉간 압출에 의하여 형성되고 또한 이후 고정 구멍과 개구가 스탬핑에 의하여 형성되는 성형 록 스트라이커 제조 방법을 개시한다. 또한 T-형 반제품으로의 성형 동안에 트레일링 에지를 제조하기 위하여 재료 비드가 록 브라켓트의 레그 상에 베이스 플레이트와 평행하게 배치된다. 제 1 예에서, 트레일링 에지는 충돌의 경우에 록 플레이트의 변형 및 걸림(catching)을 방지하는 역할을 하며 따라서 차량 록은 더 확실하게 열릴 수 있다.
특정 고체 스타터 블랭크의 소성 변화에 근거한 성형 공정은 일반적으로 현저한 성형력이 요구되는 문제와 관련이 있으며 또한 공구에 현저한 스트레스를 부여한다. 또한, 현저한 성형력을 제공하기 위하여 프레스와 같은 대형 기기가 요구된다.
이하의 설명에서 다르게 특정되지 않는 한, 위에서 언급된 특징은 이하에서 설명될 본 발명의 대상과 개별적으로 또는 결합하여 조합될 수 있다.
본 발명의 과제는 록 스트라이커의 제조를 더 개발하는 것이다.
본 발명의 과제는 청구항 1항의 특징을 갖는 방법에 의하여 해결된다. 유리한 실시예는 종속청구항에 개시된다.
본 발명의 방법에 따르면, 록 스트라이커는 냉간 성형 및 특히 냉간 업세팅(cold upsetting)에 의하여 금속 스타터 블랭크(starter blank)로 형성된다. 성형 공정 전에, 스타터 블랭크는 기본적으로 블록 형상 또는 원통 형상이며, 또한 록 스트라이커가 변형 경화되는 방식으로 형성된다.
바람직하게는, 성형 동안에 스타터 블랭크는 최종 형상을 거의 나타내는 형상으로 성형된다. 성형 공정 후, 성형된 스타터 블랭크는 그후 기본적으로 록 스트라이커의 최종 형상에 대응한다. 필요에 따라 베이스 플레이트 내의 구멍과 같은 개구 그리고 록 브라켓트 내의 구멍은 일반적으로 성형 공정 동안에 또는 후속 단계 동안에 스탬핑 또는 절삭에 의하여 형성된다.
기본적인 블록형 또는 원통형 스타터 블랭크로부터 단일 부재 록 스트라이크로의 스타터 블랭크의 성형의 기본 역할은 쉽게 제조될 수 있는 목적에 맞는 록 스트라이커를 체계적으로 성형하는 것이다. 제안된 방법을 사용하여, 제조된 록 스트라이커의 매우 구체적인 적용 특성을 제공하도록 록 스트라이커의 기계적인 특징이 특별하게 설정될 수 있다. 냉간 성형은 변형 강화로 불리는 강도의 추가 증가를 야기한다. 결과적으로 원래 상태에서 낮은 강도를 갖고 또한 냉간 경화로 인하여 록 스트라이크로 성형될 때 큰 스트레스를 견딜 수 있는 재료가 스타터 블랭크를 위하여 사용될 수 있으며, 고가의 재료가 스타터 블랭크로 사용될 필요가 없다.
스타터 블랭크의 특정 성형의 결과로써 냉간 성형을 위하여 요구되는 성형력은 명확하게 줄어들 수 있으며 따라서 높은 공구 스트레스가 유리하게 최소화된다. 프레스와 같은 제조를 위하여 요구되는 기기는 치수가 적절하게 줄어들 수 있으며 최적화된 생산을 야기한다.
블랭크는 바람직하게는 냉간 업세팅 또는 냉간 압출에 의하여 형성된다. 대부분의 스타터 블랭크는 성형 동안에 사용되어 특히 가공과 비교할 때 현저한 재료 절감을 야기한다. 따라서 스타터 블랭크는 바람직하게는 성형된 록 스트라이커와 동일한 체적을 갖는다. 전체 블랭크 체적이 동시에 또는 여러 성형 스테이지에서 최종 형상을 밀접하게 나타내는 형상으로 형성됨에 따라 복잡한 성형 부품을 위해서라도 냉간 업세팅 또는 냉간 압출과 같은 냉간 성형 공정은 또한 특히 짧은 생산 주기를 필요로 한다.
본 발명의 한 실시예에서, 바람직하게는 450㎜2 내지 1,125㎜2의 횡단면적을 갖는 와이어 또는 프로파일 와이어가 스타터 블랭크로서 사용된다. 제안된 방법을 이용하여 스타터 블랭크를 처리하기 위하여, 와이어 또는 프로파일 와이어가 시어링(sheering) 또는 소우잉(sawing)에 의하여 간단한 방식으로 적절하게 처리될 수 있다. 와이어 또는 프로파일 와이어를 위한 횡단면적의 특정 선택은 최적화된 강도 및 피로 강도값을 갖는 록 스트라이커를 제조하는 냉간 업세팅 또는 냉각 압출과 같은 냉간 성형에 기여한다.
한 실시예에서, 스타터 블랭크는 15㎜ 내지 25㎜의 폭 및/또는 30㎜ 내지 45㎜의 길이를 갖는다. 기본적인 원통형 스타터 블랭크의 경우, 직경은 바람직하게는 15㎜ 내지 35㎜이다. 다른 바람직한 실시예에서, 스타터 블랭크는 적어도 25㎜ 그리고 바람직하게는 25㎜ 내지 45㎜의 높이이다. 실험은 이러한 규격을 갖는 스타터 블랭크가 특히 제안된 방법에 적합하며 또한 특히 록 홀더의 기계적 특성 및 적용 특성과 관련하여 양호한 결과를 낳는다는 것을 보여준다.
록 스트라이커 내의 유리한 경화 효과를 얻기 위하여, 한 실시예에서 성형 동안의 형상의 주요 변화는 기본적으로 스타터 블랭크의 횡단면적 또는 프로파일 표면에 직교한다. 횡단면적 또는 프로파일 표면은 일반적으로 폭과 길이에 의하여 한정되며 또한 기본적으로 원통형 스타터 블랭크의 경우에는 직경에 의하여 결정된다. 주요 형상의 변화는 성형 동안에 경화 효과에 현저한 영향을 미치며 따라서 록 스트라이커의 변형 경화는 적절하게 최적화된다.
스타터 블랭크의 배치에 따라, 베이스 플레이트의 직경은 바람직하게는 40㎜ 내지 80㎜, 그리고 바람직하게는 50㎜이다. 바람직하게는 베이스 플레이트는 록 스트라이커를 고정하기 위한 구멍 형태의 적어도 2개의 개구를 포함한다. 개구는 바람직하게는 베이스 플레이트의 에지 상에 제공되어 예를 들어 차체에 강력하게 고정하는 것을 허용한다.
베이스 플레이트 내의 개구 및/또는 록 브라켓트 내의 구멍은 성형 공정 동안에 특정 공구 인서트에 의하여 미리 형성될 수 있다. 대안적으로, 예를 들어 스탬핑 또는 가공에 의하여 별도의 공정 단계 동안에 개구와 구멍을 추가할 수 있다.
실험은 스타터 블랭크를 위한 재료로서 단강이 사용된 경우에 제안된 방법이 특히 적절하다는 것을 보여준다. 유리한 강 종류는: 38Cr2, 46Cr2, 34Cr4, 34CrS4, 37Cr4, 37CrS4, 41Cr4, 41CrS4, 25CrMo4, 25CrMoS4, 34CrMo4, 34CrMoS4, 42CrMo4, 42CrMoS4, 50CrMo4, 34CrNiMo6, 30CrNiMo8, 35NICr6, 36NiCrMo16, 39NiCrMo3, 30NiCrMo16-6, 51 CrV4이다.
특히 항복점과 강도를 증가시키기 위하여, 20MnB5, 30MnB5, 38MnB5, 27MnCrB5-2, 33MnCrB5-2 그리고 39MnCrB6-2와 같은 망간과 보론-합금강의 사용이 특히 유리하다.
일반적으로 특히 와이어 형태의 냉간 업세팅 또는 냉각 압출강의 사용은 유리한 것으로 입증되어 왔다. 유리한 강 종류는: Cq 22 (재료 번호: 1.1152), C35EC, C35RC, C45EC, C45RX, 37Mo2, 38Cr2, 46Cr2, 34Cr4, 37Cr4, 41Cr4, 41CrS4, 25CrMo4, 25CrMoS4, 34CrMo4, 37CrMo4, 42CrMo4, 42CrMoS4, 34CrNiMo6, 41NiCrMo7-3-2이다.
특히 큰 강도의 록 스트라이커를 제공하기 위하여, 보론-합금강이 사용된다. 특히, 유리한 것은 17B2, 23B2, 28B2, 33B2, 38B2, 17MnB4, 20MnB4, 23MnB4, 27MnB4, 30MnB4, 36MnB4, 37MnB5, 30MoB1, 32CrB4, 36CrB4, 31 CrMoB2-1의 사용이다.
특히 록 브라켓트와 베이스 플레이트는 성형 동안에 단일 부재로서 제조된다. 요구 조건에 따라 록 브라켓트를 정확하게 설계하기 위하여 바람직한 실시예에서 보강된 전환 영역이 베이스 플레이트와 록 브라켓트 사이에 제공된다. 전환 영역의 보강은 록 브라켓트의 하중 지지 용량을 증가시키며 따라서 록 스트라이커는 더 큰 하중을 흡수할 수 있다.
바람직하게는, 스타터 블랭크의 성형 공정은 다수의 단계 또는 스테이지로 수행된다. 요구 조건에 따라 성형 공정은 2개 이상의 단계 또는 스테이지를 포함할 수 있다. 냉간 업세팅, 바람직하게는 테이퍼링 그리고 해당되는 경우 초기 업세팅의 경우에, 채택할 수 없는 형태 변화와 특히 개별적인 포인트에서의 재료 분리를 방지하기 위하여 그리고 성형 동안의 재료의 흐름을 허용하기 위하여 최종적으로 마무리 업세팅이 수행된다.
강도, 경도 및 신장과 같은 특성에 영향을 주기 위하여 그리고 성형된 록 스트라이커 내의 고유 스트레스를 줄이기 위하여, 한 실시예에서 록 스트라이커는 열처리 그리고 특히 템퍼링(tempering)을 겪는다. 이 경우, 바람직하게는 록 스트라이커는 해당되는 경우 부가적인 화학적 또는 기계적 영향과 관련된, 한정된 시간- 온도 시퀀스(time-temperature sequence)를 겪는다. 요구 조건 그리고 사용된 재료에 따라, 록 스트라이커의 인장 강도는 적절한 열처리에 의하여 더욱 증가될 수 있다. 성형된 록 스트라이커를 열 처리함에 의하여 30kN을 초과하는 인장 강도가 이루어질 수 있다.
치수 정확성과 같은 표면 특성을 더욱 개선하기 위하여, 방법의 다른 실시예에서 특히 플랫 엠보싱(flat embossing), 스무스 엠보싱(smooth embossing) 또는 코인 사이징(coin sizing)과 같은 표면 처리가 록 스트라이커의 성형 공정에 추가된다. 표면 처리에 의하여 록 스트라이커의 어떠한 부분을 특별하게 재작업하는 것 또한 가능하다. 예를 들어 삐걱거림과 같은 원하지 않는 소음을 방지하기 위하여 그루브 또는 융기와 같은 특정 표면 구조가 록 스트라이커의 설치 상태에서 록의 로터리 래치와 접촉하는 영역에 제공될 수 있다.
록 스트라이커가 충분하게 안정하다는 것을 보장하기 위하여 록 브라켓트의 두께는 바람직하게는 베이스 플레이트의 두께의 적어도 2배이다. 록 스트라이커는 또한 작동 스트레스를 만족시키기 위하여 최적으로 설계된다. 베이스 플레이트의 두께는 바람직하게는 1㎜, 그러니까 예를 들어 평균적으로 3㎜이다.
이하, 본 발명을 실시예를 참고로 하여 상세히 설명한다.
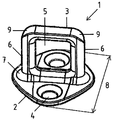
도 1은 록 스트라이커의 사시도.
도 2의 (a)는 록 스트라이커의 평면도이며, (b)는 측면도.
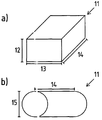
도 3의 (a) 및 (b)는 스타터 블랭크를 개략적으로 나타낸 도면.
도 2의 (a)는 록 스트라이커의 평면도이며, (b)는 측면도.
도 3의 (a) 및 (b)는 스타터 블랭크를 개략적으로 나타낸 도면.
도 1 및 도 2에 도시된 록 스트라이커(1)는 제안된 해결책을 위한 대표적인 적용을 도시한다. 이하, 제안된 해결책이 차량 록을 위한 록 스트라이커를 참고로 하여 설명된다. 그러나, 본 발명은 이에 제한되지 않는다.
도 1에 도시된 록 스트라이커는 베이스 플레이트(2) 그리고 록 브라켓트(3)를 포함한다. 록 브라켓트(3)는 그 중앙에 개구(5)를 가지며, 설치될 때 개구는 록의 로터리 래치와의 결합을 허용한다. 공구를 이용하여 스타터 블랭크(11)의 성형 동안에 개구(5)는 미리 형성될 수 있거나 스탬핑 또는 가공과 같은 후속 작업 단계 동안에 형성될 수 있다. 록 브라켓트(3)는 개구(5)의 양 측부에 2개의 레그를 포함하며, 이 레그는 베이스 플레이트(2)와 접촉한다. 이 경우에서, 베이스 플레이트(2)는 드릴 구멍 형태의 2개의 구멍(4)을 포함하며, 각 구멍은 원뿔 형상을 가지며 특히 차체로의 고정을 허용한다. 보다 견고한 구조를 제공하기 위하여 베이스 플레이트(2)와 록 브라켓트(3) 사이의 영역, 즉 베이스 플레이트/록 브라켓트 전환부(7)가 바람직하게는 보강된다. 록 브라켓트(3)의 상부 부분에서 그리고 레그(6)로의 전환부에서, 공구의 스트레스를 줄이기 위한 록 스트라이커(1)의 제조를 적절하게 최적화하기 위하여 록 브라켓트/레그 전환부(9)는 바람직하게는 전환부 반경을 갖는다. 만곡진 브라켓트/레그 전환부(9)는 특히 유리하게는 냉간 성형 동안에 형성된다. 스타터 블랭크(11)의 형상에 따라 베이스 플레이트(2)의 직경은 특히 50㎜보다 크지 않거나, 또는 대안적으로 60㎜ 내지 80㎜이다.
도 2의 (a)로부터 명백한 바와 같이, 구멍(4)이 특히 베이스 플레이트(2)의 에지에 그리고 양 측부에 배치된다. 이 경우, 구멍들은 서로 30㎜의 거리를 두고 위치한다. 베이스 플레이트(2)의 두께(13)는 적어도 3㎜, 바람직하게는 5㎜, 그리고 더욱 바람직하게는 4㎜이다. 록 브라켓트(3)와의 안정적인 연결을 갖는 설계를 위하여, 베이스 플레이트/록 브라켓트 전환부(7)는 보강되며 따라서 베이스 플레이트(2)의 두께는 이 영역에서 보다 크다. 록 브라켓트(3)의 두께(14)는 바람직하게는 베이스 플레이트(2)의 두께(13)보다 크며, 또한 록 브라켓트(3)에 의한 적절한 힘 흡수를 보장하기 위하여 바람직하게는 그 두께의 2배이다.
도 2의 (b)는 베이스 플레이트(2)의 두께(13)가 베이스 플레이트/록 브라켓트 전환부(7)에서 어떻게 증가하는지를 도시한다. 록 브라켓트(3)의 높이(10)는 바람직하게는 베이스 플레이트의 직경(8)보다 작다. 특히, 록 브라켓트의 높이(10)는 50㎜를 초과하지 않으며 그리고 예를 들어 34㎜이다.
이 경우, 도 1 및 도 2에 도시된 록 스트라이크(1)의 제조 방법은 특히 중요하다. 이 제조 방법에 따르면, 스타터 블랭크(11)는 기본적으로 블록 형상이거나 원통형이며, 냉간 성형이 변형 경화인 방식으로 제조된다.
스타터 블랭크(11)는 바람직하게는 냉간 업세팅 또는 냉각 압연된 와이어 또는 프로파일 와이어이다. 바람직하게는, 스타터 블랭크는 사각, 직사각 또는 둥근 프로파일을 가지며, 이 리스트는 완전한 것은 아니나, 타원형 프로파일과 같은, 제조 공정과 관련된 어떠한 형태를 포함한다. 적절하게 치수화된 스타터 블랭크(11)의 결과로서, 원하지 않는 높은 공구 스트레스 없이 특정 록 스트라이커(1)의 강도 증가와 관련된 특정 냉간 성형이 수행된다.
이를 근거로 하여, 도 3의 (a)는 기본적인 블록형 스타터 블랭크를 도시한다. 스타터 블랭크(11)의 폭(12)은 바람직하게는 15㎜ 내지 35㎜이다. 길이(13)는 바람직하게는 30㎜ 내지 45㎜이다. 높이(14)는 바람직하게는 25㎜ 내지 45㎜이다. 스타터 블랭크(11)의 횡단면적 또는 프로파일 표면은 스타터 블랭크(11)의 폭(12) 및 길이(13)로부터 얻어진다. 스타터 블랭크로부터 형성된 록 스트라이커(1)는 바람직하게는 50㎜의 직경을 갖는 베이스 플레이트(2)를 포함한다.
도 3의 (b)는 기본적으로 원통형 스타터 블랭크(11)를 도시한다. 스타터 블랭크(11)의 직경(15)은 바람직하게는 15㎜ 내지 35㎜이다. 스타터 블랭크(11)의 횡단면적 또는 프로파일 표면은 직경(15)에 의하여 결정된다. 높이(14)는 바람직하게는 30㎜ 내지 60㎜이다. 이 경우, 성형된 록 스트라이커(1)는 바람직하게는 70㎜와 같은 60㎜ 내지 80㎜의 직경을 갖는다.
이렇게 하여 제조된 록 스트라이커(1)는 인장력을 견딘다는 것을 보여준다. 따라서 록 스트라이커는 부가적인 열처리를 겪은 록 스트라이커 없이 22kN의 인장 하중을 견딘다. 성형 후에, 기계적인 강도는 약 740MPa 내지 835MPa이다.
특히, 양호한 결과가 록 스트라이커의 열처리에 의하여, 예를 들어 템퍼링(tempering)에 의하여 얻어진다. 따라서 템퍼링된 록 스트라이커(1)는 적어도 30kN의 인장 하중을 견딘다. 따라서 기계적 강도는 약 920MPa 내지 990MPa이다. 적절한 열처리, 특히 템퍼링을 겪음으로 인하여, 제조된 록 스트라이커(1)는 특별하게 높은 요구 조건을 만족할 수 있다.
1 : 록 스트라이커
2 : 베이스 플레이트
3 : 록 브라켓트
4 : 구멍
5 : 개구
6 : 레그
7 : 베이스 플레이트/록 브라켓트 전환부
8 : 베이스 플레이트(2)의 직경
9 : 록 브라켓트/레그 전환부
10 : 록 브라켓트(3)의 높이
11 :스타터 블랭크
12 : 스타터 블랭크(11)의 폭
13 : 스타터 블랭크(11)의 길이
14 : 스타터 블랭크(11)의 높이
15 : 스타터 블랭크(11)의 직경
16 : 베이스 플레이트(2)의 두께
17 : 록 브라켓트(3)의 두께
2 : 베이스 플레이트
3 : 록 브라켓트
4 : 구멍
5 : 개구
6 : 레그
7 : 베이스 플레이트/록 브라켓트 전환부
8 : 베이스 플레이트(2)의 직경
9 : 록 브라켓트/레그 전환부
10 : 록 브라켓트(3)의 높이
11 :스타터 블랭크
12 : 스타터 블랭크(11)의 폭
13 : 스타터 블랭크(11)의 길이
14 : 스타터 블랭크(11)의 높이
15 : 스타터 블랭크(11)의 직경
16 : 베이스 플레이트(2)의 두께
17 : 록 브라켓트(3)의 두께
Claims (11)
- 록 스트라이커(1)는 베이스 플레이트(2)와 록 브라켓트(4)를 포함하고, 록 스트라이커는 냉간 성형, 특히 냉간 업세팅에 의하여 금속 스타터 블랭크(11)로부터 성형되며, 스타터 블랭크(11)는 실질적으로 블록 형상 또는 원통 형상이고 또한 록 스트라이커(1)가 변형 경화되는 방식으로 성형되는 것을 특징으로 하는, 특히 차량 록을 위한 단일 부재 록 스트라이커(1)의 제조 방법.
- 제1항에 있어서, 특히 냉간 업세팅 또는 냉간 압연 와이어 또는 프로파일 와이어는 바람직하게는 450㎜2 내지 1,125㎜2의 횡단면적 또는 프로파일 면적을 갖는 스타터 블랭크(11)로써 이용된 방법.
- 제1항 또는 제2항에 있어서, 스타터 블랭크(11)는 15㎜ 내지 25㎜의 폭(12) 및/또는 30㎜ 내지 45㎜의 길이(13)를 갖거나, 스타터 블랭크(11)는 15㎜ 내지 35㎜의 직경(15)을 갖는 방법.
- 제1항 내지 제3항 중 한 항에 있어서, 스타터 블랭크(1)는 적어도 25㎜, 그리고 바람직하게는 25㎜ 내지 45㎜의 높이를 갖는 방법.
- 제1항 내지 제4항 중 한 항에 있어서, 성형은 다수의 단계 또는 스테이지에서 수행되며, 바람직하게는 3개의 단계 또는 스테이지 이내에서 수행되는 방법.
- 제1항 내지 제5항 중 한 항에 있어서, 성형 후에 열처리, 특히 템퍼링이 부가되는 방법.
- 제1항 내지 제6항 중 한 항에 있어서, 성형 동안의 형상에 대한 주요 변화는 스타터 블랭크(11)의 횡단면적 또는 프로파일 면적에 수직인 방법.
- 제1항 내지 제7항 중 한 항에 있어서, 단강 그리고 특히 보론-합금강이 스타터 블랭크(11)를 위한 재료로 사용된 방법.
- 제1항 내지 제8 중 한 항에 있어서 스타터 블랭크(11)를 위한 재료는 38Cr2, 46Cr2, 34Cr4, 34CrS4, 37Cr4, 37CrS4, 41Cr4, 41CrS4, 25CrMo4, 25CrMoS4, 34CrMo4, 34CrMoS4, 42CrMo4, 42CrMoS4, 50CrMo4, 34CrNiMo6, 30CrNiMo8, 35NiCr6, 36NiCrMo16. 39NiCrMo3, 30NiCrMo16-6, 51CrV4 및 바람직하게는 20MnB5, 30MnB5, 38MnB5, 27MnCrB5-2, 33MnCrB5-2, 39MnCrB6-2와 같은 단강 또는 Cq 22 (재료번호 1.1152), C35EC, C35RC, C45EC, C45RX, 37M02, 38Cr2, 46Cr2, 34Cr4, 37Cr4, 41Cr4, 41CrS4, 25CrMo4, 25CrMoS4, 34CrMo4, 37CrMo4, 42CrMo4, 42CrMoS4, 34CrNiMo6, 41NiCrMo7-3-2, 그리고 더욱 바람직하게는 17B2, 23B2, 28B2, 33B2, 38B2, 17MnB4, 20MnB4, 23MnB4, 27MnB4, 30MnB4, 36MnB4, 37MnB5, 30MoB1, 32CrB4, 36CrB4, 31CrMoB2-1 와 같은 냉간 업셋 강인 방법.
- 베이스 플레이트의 두께(13)가 바람직하게는 적어도 3㎜이며, 더욱 바람직하게는 3㎜ 내지 5㎜인, 제1항 내지 제9항 중 한 항에 따라 제조된 차량 록을 위한 록 스트라이커.
- 제10항에 있어서, 록 브라켓트의 두께(17)는 베이스 플레이트의 두께(13)를 초과하며, 바람직하게는 두께의 적어도 2배인 록 스트라이커.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012017841.7A DE102012017841A1 (de) | 2012-09-08 | 2012-09-08 | Verfahren zur Herstellung eines einteiligen Schlosshalters |
| DE102012017841.7 | 2012-09-08 | ||
| PCT/DE2013/000514 WO2014036990A2 (de) | 2012-09-08 | 2013-09-05 | Verfahren zur herstellung eines einteiligen schlosshalters |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150053945A true KR20150053945A (ko) | 2015-05-19 |
Family
ID=49999645
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157008642A KR20150053945A (ko) | 2012-09-08 | 2013-09-05 | 단일 부재 록 스트라이커 제조 방법 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20150218849A1 (ko) |
| EP (1) | EP2893107B1 (ko) |
| JP (1) | JP6229189B2 (ko) |
| KR (1) | KR20150053945A (ko) |
| CN (1) | CN104769199A (ko) |
| BR (1) | BR112015005070A2 (ko) |
| CA (1) | CA2886806A1 (ko) |
| DE (1) | DE102012017841A1 (ko) |
| IN (1) | IN2015DN02518A (ko) |
| MX (1) | MX2015002882A (ko) |
| RU (1) | RU2015107865A (ko) |
| WO (1) | WO2014036990A2 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10745446B2 (en) | 2016-08-09 | 2020-08-18 | Seasun Therapeutics | Peptide nucleic acid complex having improved cell permeability and pharmaceutical composition comprising same |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014006857A1 (de) * | 2014-05-13 | 2015-11-19 | Kiekert Aktiengesellschaft | Schlosshalter für einen Kraftfahrzeugtürverschluss |
| DE102014007220A1 (de) * | 2014-05-19 | 2015-11-19 | Kiekert Ag | Schlosshalter für einen Kraftfahrzeugtürverschluss |
| CN106670665A (zh) * | 2016-11-24 | 2017-05-17 | 南京航空航天大学 | 用于多功能稳定杆的激光‑mig复合多层多道的焊接方法 |
| CZ2017110A3 (cs) * | 2017-02-28 | 2018-05-02 | Edscha Automotive Kamenice S.R.O. | Způsob výroby závěsových dílů dveřního závěsu |
| CN108049733A (zh) * | 2017-12-30 | 2018-05-18 | 湖北航宇精工科技有限公司 | 一种挡扣组件及制作工艺 |
| DE102022103163A1 (de) * | 2022-02-10 | 2023-08-10 | Kiekert Aktiengesellschaft | Einstückiger Schlosshalter für eine Kraftfahrzeug-Schließeinrichtung |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4944867B1 (ko) * | 1969-09-16 | 1974-11-30 | ||
| JPS57152344U (ko) * | 1981-03-14 | 1982-09-24 | ||
| JPS62142042A (ja) * | 1985-12-16 | 1987-06-25 | Nissan Motor Co Ltd | 軸物部品の製造方法 |
| DE9307314U1 (de) * | 1993-05-13 | 1994-09-22 | Ed. Scharwächter GmbH + Co KG, 42855 Remscheid | Riegel- und Gelenksystem |
| US6053023A (en) * | 1998-07-02 | 2000-04-25 | Flowform, Inc. | Method of cold forging a workpiece having a non-circular opening |
| JP3443528B2 (ja) * | 1998-08-28 | 2003-09-02 | 日本高周波鋼業株式会社 | 段付及び鍔付環状部材の製造方法 |
| KR100464962B1 (ko) * | 2001-09-14 | 2005-01-05 | 삼화강봉주식회사 | 냉간압조 특성이 우수한 조질 강선 |
| DE102007041479A1 (de) | 2007-08-31 | 2009-03-05 | Kiekert Ag | Einstückiger Schlosshalter |
| JP4748424B2 (ja) * | 2007-09-07 | 2011-08-17 | 株式会社ミナミダ | ストライカー |
| DE102008053839B4 (de) * | 2008-10-30 | 2014-03-13 | Siemens Aktiengesellschaft | Verfahren zur Herstellung eines Gehäusebauteils |
| DE102010011716A1 (de) | 2009-12-24 | 2011-06-30 | Kiekert AG, 42579 | Verfahren zum Herstellen von Schlosshaltern und Schlosshalter |
| DE102010024508A1 (de) * | 2010-06-21 | 2011-12-22 | Kiekert Ag | Schlosshalter für Schlösser in Kraftfahrzeugen und Gebäuden mit eine Einschnürung aufweisendem Schließbolzen |
| DE102010024510A1 (de) | 2010-06-21 | 2011-12-22 | Kiekert Ag | Verfahren zum Herstellen der Schlosshalter von Kraftfahrzeug- oder Gebäudeschlössern durch Schmieden und Schlosshalter |
| DE102010024536A1 (de) * | 2010-06-21 | 2011-12-22 | Kiekert Ag | Schlosshalter für Kraftfahrzeug- oder Gebäudeschlösser mit gerade Abschnitte aufweisendem Querschnitt |
| DE102010024511B4 (de) * | 2010-06-21 | 2024-02-08 | Kiekert Aktiengesellschaft | Verfahren zum Herstellen von Schlosshaltern durch verbessertes Kaltfließpressen und Schlosshalter |
| JP5633313B2 (ja) * | 2010-11-04 | 2014-12-03 | アイシン精機株式会社 | 車両ドア固定装置、その可動楔装置及びその組み付け方法 |
| DE102010054369A1 (de) | 2010-12-13 | 2012-06-14 | Kiekert Ag | Verfahren zum Herstellen von Schlosshaltern mit S-Schlag und Schlosshalter |
| DE102010054368A1 (de) * | 2010-12-13 | 2012-06-14 | Kiekert Ag | Verfahren zum Herstellen von Schlosshaltern mit Crashnase und Schlosshalter |
| JP5376260B2 (ja) * | 2011-01-31 | 2013-12-25 | 株式会社ミナミダ | ストライカーの製造方法 |
-
2012
- 2012-09-08 DE DE102012017841.7A patent/DE102012017841A1/de not_active Withdrawn
-
2013
- 2013-09-05 CN CN201380058208.2A patent/CN104769199A/zh active Pending
- 2013-09-05 KR KR1020157008642A patent/KR20150053945A/ko not_active Application Discontinuation
- 2013-09-05 CA CA2886806A patent/CA2886806A1/en not_active Abandoned
- 2013-09-05 RU RU2015107865A patent/RU2015107865A/ru unknown
- 2013-09-05 EP EP13823920.7A patent/EP2893107B1/de active Active
- 2013-09-05 BR BR112015005070A patent/BR112015005070A2/pt not_active Application Discontinuation
- 2013-09-05 WO PCT/DE2013/000514 patent/WO2014036990A2/de active Application Filing
- 2013-09-05 MX MX2015002882A patent/MX2015002882A/es unknown
- 2013-09-05 JP JP2015530293A patent/JP6229189B2/ja active Active
- 2013-09-05 US US14/426,401 patent/US20150218849A1/en not_active Abandoned
- 2013-09-05 IN IN2518DEN2015 patent/IN2015DN02518A/en unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10745446B2 (en) | 2016-08-09 | 2020-08-18 | Seasun Therapeutics | Peptide nucleic acid complex having improved cell permeability and pharmaceutical composition comprising same |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150218849A1 (en) | 2015-08-06 |
| EP2893107B1 (de) | 2018-06-20 |
| WO2014036990A2 (de) | 2014-03-13 |
| DE102012017841A1 (de) | 2014-03-13 |
| CN104769199A (zh) | 2015-07-08 |
| RU2015107865A (ru) | 2016-09-27 |
| CA2886806A1 (en) | 2014-03-13 |
| IN2015DN02518A (ko) | 2015-09-11 |
| BR112015005070A2 (pt) | 2017-07-04 |
| JP6229189B2 (ja) | 2017-11-15 |
| MX2015002882A (es) | 2015-11-13 |
| EP2893107A2 (de) | 2015-07-15 |
| JP2015529159A (ja) | 2015-10-05 |
| WO2014036990A3 (de) | 2014-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20150053945A (ko) | 단일 부재 록 스트라이커 제조 방법 | |
| CN110446649B (zh) | 帽构件及其制造方法 | |
| US20120286525A1 (en) | Method for producing lock retainers and lock retainer | |
| US8261591B2 (en) | Apparatus for hot-forming, press-quenching, and cutting semifinished hardenable-steel workpiece | |
| DE102005051403B3 (de) | Verfahren zur Herstellung eines Blechformteiles | |
| CN113525524B (zh) | 机动车构件 | |
| KR20160101077A (ko) | 열간 성형 휠 디스크 제조 방법 및 장치 | |
| EP3485995B1 (en) | Hot-stamp molded product, automobile member, and method for producing hot-stamp molded product | |
| DE102010024510A1 (de) | Verfahren zum Herstellen der Schlosshalter von Kraftfahrzeug- oder Gebäudeschlössern durch Schmieden und Schlosshalter | |
| KR101159897B1 (ko) | 프레스 경화용 금형의 냉각장치 및 이를 이용한 자동차 부품의 제조방법 | |
| US11078695B2 (en) | Locking mechanism component for a motor vehicle lock | |
| US11377879B2 (en) | Motor vehicle latch | |
| EP3439807A1 (de) | Verfahren und vorrichtung zum umformen eines halbzeugs | |
| RU2719071C2 (ru) | Способ изготовления конструкционного элемента автомобиля и конструкционный элемент автомобиля | |
| JP7513893B2 (ja) | ビームの製造方法 | |
| JPWO2018174082A1 (ja) | ハット部材およびその製造方法 | |
| Wan et al. | Study on Connection Interval Design of Carbon Fiber B-pillar Reinforcement | |
| JP2020025964A (ja) | 成形品の製造方法 | |
| KR20160054684A (ko) | 고주파 열처리와 롤 포밍을 이용한 자동차용 사이드 실 제조장치와 그 제조방법 | |
| CN114583355A (zh) | 一种用于新能源汽车电池包壳体的型材及其制造方法 | |
| KR20210118139A (ko) | 냉간 프레스용의 강판의 제조 방법, 및 프레스 부품의 제조 방법 | |
| Zhang et al. | A Study on the Impact Resistance of LWB Hot Stamped B Pillar |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |