KR20140123074A - 마모 표시기를 포함하는 가스 퍼징 플러그 - Google Patents
마모 표시기를 포함하는 가스 퍼징 플러그 Download PDFInfo
- Publication number
- KR20140123074A KR20140123074A KR1020147022884A KR20147022884A KR20140123074A KR 20140123074 A KR20140123074 A KR 20140123074A KR 1020147022884 A KR1020147022884 A KR 1020147022884A KR 20147022884 A KR20147022884 A KR 20147022884A KR 20140123074 A KR20140123074 A KR 20140123074A
- Authority
- KR
- South Korea
- Prior art keywords
- plug
- gas
- indicator
- refractory material
- wear indicator
- Prior art date
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D21/00—Arrangements of monitoring devices; Arrangements of safety devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
- B22D1/002—Treatment with gases
- B22D1/005—Injection assemblies therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D2/00—Arrangement of indicating or measuring devices, e.g. for temperature or viscosity of the fused mass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/46—Details or accessories
- C21C5/48—Bottoms or tuyéres of converters
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B9/00—General processes of refining or remelting of metals; Apparatus for electroslag or arc remelting of metals
- C22B9/05—Refining by treating with gases, e.g. gas flushing also refining by means of a material generating gas in situ
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D21/00—Arrangements of monitoring devices; Arrangements of safety devices
- F27D21/0021—Devices for monitoring linings for wear
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/16—Introducing a fluid jet or current into the charge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/44—Refractory linings
- C21C2005/448—Lining wear indicators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/16—Introducing a fluid jet or current into the charge
- F27D2003/161—Introducing a fluid jet or current into the charge through a porous element
Abstract
1. 본 발명은 (1) 야금 용기 내에 가스를 취입하기 위한 가스 퍼징 플러그(1)로서: 2. (a) 제 1의 유입측 단부(2a)로부터 길이방향 중심축(X1)을 따라 측정된 거리 H로 제 2의 유출측 단부(2b)까지 연장되고 제 1 내화재로 형성된 긴 바디(2), 3. (b) 상기 긴 바디의 상기 제 1 유입측 단부에 위치한 가스 유입구(3a)를 반대쪽의 제 2 유출측 단부에 위치한 가스 유출구(3b)에 유체가 유동하게 연결하는 적어도 하나의 가스 유로(3); 및 4. (c) 제 1 유입 단부(2a)로부터 긴 바디의 길이(H)보다 짧은, 즉 h1 < H의, 길이방향 중심축(X1)을 따라 측정된 제 1 거리(h1)까지 연장된 긴 코어 형태로서, 적어도 800 내지 1500℃로 이루어지는 온도에서 제 1 내화재와 다른 시각적 모양을 보이는 제 2 내화재로 형성된 최종 시각적 마모 표시기(indicator)를 포함하며; 상기 최종 시각적 마모 표시기(5)에 부분적으로 매립되고, 상기 제 1 유입측 단부(2a)에서 최초 거리(h0)로부터 최종 거리(h2)까지 연장된 중간의 시각적 마모 표시기(4)를 더 포함하고, hO < h1 < h2 < H이며, 상기 중간의 시각적 마모 표시기(4)는 적어도 800 내지 1500℃로 이루어지는 온도에서 상기 제 1 내화재 및 제 2 내화재와 다른 시각적 모양을 나타내는 것을 허용하는 제 3 재료로 만들어지는 것을 특징으로 하는 가스 퍼징 플러그에 관한 것이다.
Description
본 발명은 일반적으로 야금 용기 속에 가스 취입을 위해 사용되는 내화성 퍼징 플러그(purging plugs)에 관한 것이다. 특히, 본 발명은 퍼징 플러그의 마모 수준을 작업자에게 알려주는 마모 표시기가 마련된 퍼징 플러그에 관한 것이다.
금속 성형 방법에서, 용금(溶金)은 한 야금 용기에서 다른 야금 용기, 몰드 또는 공구로 전달된다. 예를 들어, 노(爐)에서 나온 용금은 레이들(ladle)에 채워져서 턴디쉬(tundish)로 전달된다. 상기 용금은 턴디쉬로부터 슬래브(slabs)를 성형하기 위한 공구 또는 빌렛이나 잉곳을 성형하기 위한 몰드로 캐스팅(casting)될 수 있다. 어떤 경우에는, 그러한 야금 용기에 수용된 용금 속으로 가스를 취입시키는 것이 바람직할 수 있다. 이것은 용탕조의 조성과 온도의 균일화를 촉진시키고, 용탕조의 벌크(bulk)에 존재하는 비금속 함유물을 슬래그 상부층으로 이동시키며, 용금 내에 바람직한 조건 등을 형성하기 위하여 유용할 수 있다. 일반적으로, 레이들이나 턴디쉬와 같은 야금 용기의 바닥 또는 측면에 위치한 퍼징 플러그에 의해 용금에 가스를 취입시킨다.
퍼징 플러그는 대체로 길이방향 축을 따라 연장된 내화재의 블럭 형태로 된다. 상기 블럭의 일단부에서 압축 가스 공급원에 연결된 가스 유입구가 블럭의 반대쪽 단부에 있는 가스 유출구에 유체가 유동 가능하게 연결된다. 상기 가스 유입구와 가스 유출구는 (예를 들어, 슬릿 형상으로 되거나 단면이 원형으로 된) 하나 이상의 채널들 또는 이들의 결합 구조에 의해 개방된 기공망(pore network)을 통하여 서로 유체가 유동 가능하게 연결된다. 개방된 기공망은 때로 "간접 투과성"을 형성하는 반면, 채널은 "직접 투과성"을 형성한다. 직접 투과성의 플러그들은 간접 투과성 플러그들보다 더 효율적인 것으로 일반적으로 인식되고 있으며, 그것은 대부분 기공망이 플러그의 투과성에 부정적인 영향을 주는 제어할 수 없는 비틀림을 포함하는 반면, 제조되는 채널의 크기와 기하학적 형상은 비틀림을 최소화하도록 제어될 수 있기 때문이며, 따라서 채널은 동일한 직경이나 치수의 기공과 비교하여 투과성이 향상된다.
도 1에 도시된 바와 같이, 퍼징 플러그(1)는 통상 벽과 야금 용기(31)의 라이닝에 매립되어 있으며, 가스 유입구는 야금 용기의 외측면을 향하고, 가스 유출구는 용기의 내측을 향하여 있고 용금과 접촉된다. 상기한 "가스 유입구"와 "가스 유출구" 용어들은 야금 용기로 분사되는 가스의 유동방향(11)에 대하여 정의된다. 퍼징 플러그들은 그 구조와 극한의 작동 환경으로 인하여 한번 사용 후 수 mm 또는 cm 정도로 심하게 부식되어 용기의 내화재 라이너보다 매우 빨리 마모된다. 이것은 레이들과 같은 야금 용기의 존속 수명 기간 동안에 가스 플러그들을 여러 번 교체해야 하는 것을 의미한다. 시간이 소요되는 가스 플러그의 교체는 많은 주의를 기울여야 하는 작업이고, 매번 새로운 플러그 구매를 필요로 하므로, 작업자는 플러그 교체 사이의 간격을 연장하도록 플러그의 사용을 가능한 길게 밀어붙이려는 경향이 있다. 플러그의 사용을 너무 길게 밀어붙임에 따른 한가지 중대한 위험은, 플러그의 부식이 너무 깊게 되면, 플러그의 남은 베이스가 용금의 압력에 견딜 수 없게 되어 틈새 홀이 생기고 그곳에서 용금이 자유로이 빠져나올 수 있다는 것이다. 이러한 상황이 턴디쉬를 향해 레이들을 이동하는 동안에 발생되면, 1400℃ 정도의 고온의 용금이 작업장 전체로 분사되는 극적인 결과가 초래될 수 있다. 이러한 상황의 발생을 방지하기 위하여, 본 기술 분야에서는 퍼징 플러그가 겪는 부식의 정도를 작업자에게 알려주고 작업자가 다시 사용하든지 또는 사용하지 않을 것인지를 결정할 수 있게 하는 마모 표시기가 제안되었다.
미국 특허 제5202079호는 플러그의 외부 형상을 형성하며 비-다공성의 내화재로 형성되는 외측 바디와, 가스가 플러그의 유입구로 부터 유출구로 유동하는 것을 허용하는 보다 높은 다공성의 내화재로 만들어지는 내측 코어를 포함하는 간접 투과 유형의 (즉, 가스 유동 경로가 플러그의 다공성에 의해 형성되는) 플러그를 제안하고 있다. 플러그의 길이방향에 대해 직각인, 상기 다공성 코어의 횡단면이 상기 길이방향의 축을 따라 변화된다. 야금 용기에서 용금이 비워졌을 때, 아직 뜨거운 플러그를 통해 가스가 분사되고, 뜨거운 플러그에서 빈 용기 내부로 유동하는 가스가 용기 내부에 노출된 다공성 코어 단면 형상을 이루는 벌건 빛을 내게 되며, 이러한 빛의 단면 형상에 따라 플러그의 부식 수준에 대한 표시로서 작업자에게 제공된다. 그러나, 이러한 구성은 간접 투과성의 플러그에 제한되며 플러그의 내측 코어로의 가스 유동 경로를 제한함으로써 플러그의 효율성을 감소시킨다. 이러한 종류의 플러그의 다른 단점은 가스의 냉각 효과이다. 플러그가 더 냉각된다. 이것은 마모뿐만 아니라 금속 냉각 및 플러그의 막힘을 초래하는 위험을 증가시킨다.
유사하게, 미국 특허 제4385752호는 외측의 내화재 바디와 다른 방사율을 갖는 다공성의 내측 코어와 다공성의 외측 바디를 포함하는 다공성 플러그들을 개시하고 있다. 그 원리는 전술한 특허 문헌과 매우 유사하지만, 외측 바디도 다공성인 점에서 차이가 있으며, 이로써 미국 특허 제5202079호에 개시된 것과 비교하여 플러그 효율성이 향상된다. 이러한 해결책은 그러나 다공성 플러그들에만 제한된다.
미국 특허 제5249778호는, 가스 유입구로부터 가스 유출구까지 연장된 하나 이상의 채널들을 갖는 플러그를 제공함으로써 전술한 두 특허 문헌들에 개시된 원리를 직접 투과성의 플러그들로 확장하고 있으며, 또한 가스 유입구와 유체가 유동 가능하게 연통되고 플러그의 사용 단부에 일치하는 또는 거의 근접한 높이까지 플러그의 길이방향 축을 따라 연장된 다공성의 인서트(insert)를 더 포함한다. 부식이 다공성 인서트에 도달하면, 다공성 인서트를 통한 가스 흐름은 외측 주변보다 빨리 내화재 중심부를 냉각하게 되고, 따라서 플러그 사용 수명의 말기를 나타내는 중심부의 검은 반점이 생성된다. 전술한 플러그들 각각은 용기가 비워졌을 때 플러그를 통하여 가스가 분사될 것을 필요로 하므로 가스 공급원에의 연결수단에 근접할 필요가 없다. 플러그의 냉각은 전술한 단점들을 초래한다.
미국 특허 제5330160호는 용기에 수용되는 금속보다 낮은 용융점을 갖는 재료로 만들어진 인서트를 포함하고, 상기 인서트는 (용금과 접촉될) 플러그 상부로 부터 연장된 공동 속으로, 사용 수명의 말기를 나타내는 표시로서 고려되는 플러그 수준까지 삽입되는 퍼징 플러그를 개시하고 있다. 상기한 낮은 용융점의 인서트는 플러그 상단부까지 연장되어 수평을 이루거나 상기 상단부보다 작은 수준에서 종결하며, 공동의 상부에는 높은 내마모성 내화재로 만들어진 상부 캡이 채워져 있다. 상기 상부 캡이 마모되면, 낮은 용융 온도의 재료 상부가 캐스팅될 용금과 접촉하게 되고, 낮은 용융 온도의 재료는 녹아서 캐스팅될 용금으로 공동에서 대체된다. 용기가 비워지면, 약간의 금속이 공동에 남아서 작업자가 명백히 볼 수 있는 "매직 아이(magic eye)"를 형성하는 빛을 낸다. 전자의 플러그의 변형으로, 미국 특허 제5421561호는 저용융 온도의 인서트가 "매직 아이"의 발광을 더욱 증진시키도록 단열재로서 작용하는 비금속 튜브로 감싸져 있는 플러그를 개시하고 있다. 그러한 플러그의 제조는 상당히 노동 집약적이며, 그것은 공동은 플러그 바디에 드릴 작업을 필요로 하고, 공동 벽들과 인서트 사이의 공간이 감소된 상태에서 인서트를 상기 공동 속에 삽입해야 하기 때문이다. 더욱이, 이러한 장치는 매직 아이가 보여지는 한 플러그를 사용할 수 있음을 표시하는 이진 신호를 제공하지만, 플러그의 부식 율에 대해 작업자에게 아무것도 알려주지 않는다. 실제로, 안전 측면에서 작업자는 매직 아이가 나타날 때 플러그를 교체한다.
본 발명의 목적은 제조하기 매우 쉽고 비교적 저렴한, 플러그의 부식율을 평가할 수 있는 해결책을 제공하는 것이다.
본 발명은 첨부된 독립 청구항들에 의해 정의된다. 종속 청구항들은 바람직한 실시예를 한정한다. 특히, 본 발명은, 야금 용기 속으로 가스를 취입하기 위한 가스 퍼징 플러그로서,
1. (a) 제 1의 유입측단부로부터 길이방향 중심축(X1)을 따라 측정된 거리 H로 제 2의 유출측 단부까지 연장되고 제 1 내화재로 형성된 긴 바디,
2. (b) 상기 긴 바디의 상기 제 1 유입측 단부에 위치한 가스 유입구를 반대쪽의 제 2 유출측 단부에 위치한 가스 유출구에 유체가 유동하게 연결하는 적어도 하나의 가스 유로; 및
3. (c) 제 1 유입 단부로부터 긴 바디의 길이(H)보다 짧은, 즉 h1 < H의, 길이방향 중심축(X1)을 따라 측정된 제 1 거리(h1)까지 연장된 긴 코어 형태로서, 적어도 800 내지 1500℃로 이루어지는 온도에서 제 1 내화재와 다른 시각적 모양을 보이는 제 2 내화재로 형성된 최종 시각적 마모 표시기(indicator)를 포함하는 가스 퍼징 플러그에 있어서,
상기 최종 시각적 마모 표시기에 부분적으로 매립되고, 상기 제 1 유입측 단부에서 최초 거리(h0)로부터 최종 거리(h2)까지 연장된 중간의 시각적 마모 표시기를 더 포함하고, hO < h1 < h2 < H이며, 상기 중간의 시각적 마모 표시기는 적어도 800 내지 1500℃로 이루어지는 온도에서 상기 제 1 내화재 및 제 2 내화재와 다른 시각적 모양을 나타내는 것을 허용하는 제 3 재료로 형성되는 것을 특징으로 하는 가스 퍼징 플러그에 관한 것이다.
상기 최종 시각적인 마모 표시기의 제 2 내화재와 중간 마모 표시기의 제 3 재료들은 800 내지 1500℃의 온도 이외에서, 특히 800 내지 1500℃ 미만에서 제 1 내화재와 다른 시각적인 모양을 나타내는 것이 허용되도록 선택되며, 그것은 용기를 냉각시키지 않고 플러그의 부식 수준의 표시를 갖는 것이 필요하기 때문이며, 대부분의 경우에 상기 재료들 사이의 시각적 차이가 상기한 온도 범위에서 나타나는 것으로 충분하다.
상기 중간 시각적 마모 표시기의 제 3 재료는 금속, 바람직하게는 스틸, 보다 바람직하게는 탄소강이나 스테인레스강으로 캐스팅될 용금과 접촉되어 적어도 부분적으로 용융되며, 용기를 비운 다음 금속의 시각적 표시기의 제거에 의해 형성되는 공동에 캐스팅될 금속 일부분이 남겨지게 된다. 변형적으로, 중간 시각적 마모 표시기의 제 3 재료는, 그것이 플러그 바디와 최종 시각적 마모 표시기와 플러그 바디의 제 1 및 제 2 내화재로부터 적어도 800 내지 1500℃에 포함되는 온도에서 상이한 시각적 모양을 나타내는 한, 탄화규소(silicon carbide), 마그네사이트, 알루미나, 캐스팅 가능한 Al203-Si02, Al203, 스피넬(spinel), Al-C, Mg-Cr의 그룹에서 선택된 내화재인 것이 바람직하며, 바람직하게는 Al-C이다. 더 좋은 가시성을 위하여, 금속으로 된 표시기를 사용하는 것이 요망된다. 금속의 발광은 명백히 가시적이고, 작업자의 작업을 쉽게 한다.
최종의 가시적인 마모 표시기의 제 2 내화재는, 적어도 800 내지 1500℃로 이루어지는 온도에서 플러그 바디와 중간의 시각적 마모 표시기들 각각의 제 1 및 적용되는 경우 제 3 내화재로부터 다른 시각적 모양을 나타내는 한 탄화규소, 마그네사이트, 알루미나, 캐스팅 가능한 Al203-Si02, Al203, 스피넬, Al-C, Mg- Cr의 그룹에서 선택될 수 있으며, 바람직하게는 Al-C이다.
상기 중간의 시각적 마모 표시기의 길이(h2-h0)는 25 내지 150 mm, 보다 바람직하게는 30 내지 100 mm, 가장 바람직하게는 40 내지 70 mm이다. 상기 플러그 베이스와 중간 마모 표시기의 상부 사이의 높이(h2)는 400mm 이하인 것이 바람직하며, 보다 바람직하게는 300mm 이하이며, 가장 바람직하게는 200mm 이하이다. 최종의 시각적 마모 표시기에 매립된 중간의 시각적 마모 표시기 부분의 높이(h1-h0)는 10 내지 75 mm인 것이 바람직하며, 보다 바람직하게는 15 내지 50 mm, 가장 바람직하게는 20 내지 30 mm이다. 상기 중간의 시각적 마모 표시기 길이의 20 내지 80%의 길이가 최종의 시각적 마모 표시기에 매립되는 것이 바람직하다; 바람직하게는 40 내지 60% 길이가 매립되는 것이고, 보다 바람직하게는 중간의 시각적 마모 표시기의 약 절반에 해당하는 길이가 최종의 시각적 마모 표시기에 매립되는 것이다. 중간의 시각적 마모 표시기가 도달하는 하부 높이(h0)는 100 내지 150 mm 정도이며, 바람직하게는 105 내지 140 mm, 보다 바람직하게는 120 내지 130 mm이다.
상기 중간 및 최종의 두 시각적 마모 표시기들 사이의 시각적 차이를 더욱 증대시키기 위하여, 최종 및 중간의 시각적 마모 표시기들은 상이한 형상의 길이방향 중심축(X1)에 수직의 단면을 갖는다. 상기 중간의 시각적 마모 표시기가 금속과 같은 전기 전도체로 만들어지는 경우에, 전기 회로가 중간 표시기의 미리 설정된 높이에서 구별된 두 지점들에 연결되는 것이 바람직하다. 전구, LED 또는 이와 유사한 것이 상기 회로에 연결된다. 플러그의 부식이 가장 높은 전기적 연결부분에 도달되면, 상기 회로는 불통되고 상기 지점에 대응된 빛이 꺼져서, 용기가 비워지기전이라도 부식이 일정한 수준에 도달하였음을 작업자에게 표시한다. 본 실시예는 특히 반대로, 즉 레이들이 규정대로 비워지지 않는 용기에 적합하다. 예를 들어, 턴디쉬가 비워지지 않았을지라도 턴디쉬에 장착된 퍼징 플러그의 부식 수준에 대한 표시를 제공할 수 있다.
본 발명의 퍼징 플러그는 가스 유로가 플러그의 유입 단부로부터 유출 단부까지 연장된 하나 또는 수개의 슬롯들의 형태로 된 직접 투과 유형의 플러그로 되거나, 또는 변형적으로 가스 유로가 플러그 바디를 이루는 제 1 내화재의 개방된 다공성으로 형성된 간접 투과 유형으로 될 수도 있다.
본 발명은 또한 전술한 바와 같이 용기 내부와 유체가 연통하는 가스 유출구를 구비한 가스 퍼징 플러그를 포함하는 야금 용기에 관한 것이다. 상기 용기는 예를 들어 레이들 또는 턴디쉬로 될 수 있다.
본 발명의 여러 실시예들이 첨부 도면들에 예시되어 있다.
도 1은 야금 용기의 바닥에 장착된 퍼징 플러그를 보여준다.
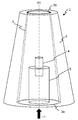
도 2는 중간 및 최종의 시각적 마모 표시기를 보여주는 본 발명에 따른 퍼징 플러그의 사시도이다.
도 3은 상기 플러그의 부식 수준에 따라 플러그의 시각적 모양을 예시한, 상이한 수준에서 플러그의 여러 횡단면들을 보여준다.
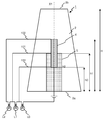
도 4는 플러그의 마모 수준의 광 표시기를 갖는 본 발명의 바람직한 실시예를 보여준다.
도 1은 야금 용기의 바닥에 장착된 퍼징 플러그를 보여준다.
도 2는 중간 및 최종의 시각적 마모 표시기를 보여주는 본 발명에 따른 퍼징 플러그의 사시도이다.
도 3은 상기 플러그의 부식 수준에 따라 플러그의 시각적 모양을 예시한, 상이한 수준에서 플러그의 여러 횡단면들을 보여준다.
도 4는 플러그의 마모 수준의 광 표시기를 갖는 본 발명의 바람직한 실시예를 보여준다.
도 2에서 볼 수 있듯이, 본 발명에 따른 퍼징 플러그(1)는 제 1 단부의 가스 유입구(3a)와 반대쪽 단부에서의 가스 유출구(3b) 사이에서 길이방향 축(X1)을 따라 연장된 바디를 포함하며, 상기 가스 유입구(3a)는 상기 길이방향 축을 따라 적어도 하나의 가스 유로를 통하여 가스 유출구(3b)와 유체가 유동 가능하게 연결된다. 상기 바디는 제 1 내화재로 만들어진다. 도 2에 도시된 슬릿 형상으로 된 가스 유로(3)는 직접 투과 유형의 플러그를 형성한다. 이러한 본 실시예에서, 상기 플러그 바디(1)의 제 1 내화재는 사실상 비-다공성이거나 또는 적어도 플러그의 상기 가스 유입구(3a)에서 가스 유출구(3b)로 연장된 연속된 가스 유로를 형성할 수 있는 개방된 기공을 갖지 않는다. 본 발명은 또한 플러그의 바디를 구성하는 제 1 내화재의 개방된 기공에 의해 가스 유로가 형성되는 간접 유형의 플러그에 적용될 수 있다. 절두 원추형의 바디가 도면들에 도시되어 있지만, 그러나 본 발명은 제 1 길이방향 축(X1)이 한정될 수 있는 한, 퍼징 바디(1)의 외측의 기하학적 형상에 구속되지 않는다.
본 발명에 따른 플러그는 그 부식의 수준을 적어도 4개의 레벨로 작업자에게 알려줄 수 있도록 배열된 적어도 2개의 시각적 마모 표시기(4, 5)들을 포함한다. 특히, 상기 플러그는 제 1 유입측 단부(2a)로부터 길이방향 중심축(X1)을 따라 측정한 제 1 거리(h1)까지 연장된 긴 코어 형태의 최종 시각적 마모 표시기(5)를 포함하며, 상기 제 1 거리(h1)는 긴 바디의 길이(H)보다 짧다(h1 < H). 상기한 최종의 시각적 표시기는 적어도 800 내지 1500℃에 포함되는 온도에서 상기 제 1 내화재와 다른 시각적 모양을 나타내는 제 2 내화재로 만들어진다. 본 발명의 상기한 최종의 시각적 마모 표시기(5)는 미국 특허 제4385752호에 개시된 다공성의 제 2 내화재로 만들어질 수 있으며, 바디의 비-다공성의 제 1 내화재와 같은 재료를 포함하더라도, 미국 특허 제5249778호에 개시된 것보다 높은 기공성을 갖는다. 다공성의 시각적 표시기는 부식 수준에 대한 시각적으로 대조적인 표시를 나타내도록 가스 분사를 필요로 한다. 가스의 냉각 효과가 필요하지 않기 때문에, 가스 공급원을 필수적으로 이용할 필요가 없으며, 용기가 비워질 때, 바디의 제 1 내화재와 최종 시각적 표시기 사이의 시각적 모양이 플러그를 통한 가스 취입 필요없이 충분히 다르면 된다. 예를 들어, 제 1 및 제 2 내화재는 육안으로 완전히 식별가능한 다른 색상을 가질 수 있으며, 최종의 시각적 마모 표시기(5)는 다공성으로 되어야 하는 것은 아니다. 시각적 마모 표시기는, 상기 제 1 및 제 2 내화재 사이의 시각적 모양이 적어도 800 내지 1500℃에 포함되는 온도에서 다르도록 하여 용기를 냉각시킬 필요없이 식별할 수 있는 것이 바람직하다. 상기한 두 재료들이 보다 낮은 온도에서 다른 모양을 보여주면 더 좋겠지만, 대부분의 경우에는 높은 온도들에서 대조적인 것을 식별할 수 있으면 충분하다.
최종의 시각적 마모 표시기(5)는 플러그 부식의 허용가능한 최저 높이(h0) 보다 더 큰, 길이방향의 축(X1)을 따라 플러그 베이스(2a)로부터 측정한 플러그의 높이(h1)까지 연장된다. 상기 표시기는 아래 재료들 중에서 만들어질 수 있다: 탄화규소, 마그네사이트, 알루미나, 캐스팅 가능한 Al203-Si02, Al203, 스피넬, Al-C, Mg-Cr. 상기 최종의 시각적 마모 표시기(5)는 Al-C로 만들어지는 것이 바람직하다.
본 발명의 퍼징 플러그는 또한 최종의 시각적 부식 표시기(5)와 플러그 바디(1)의 제 1 및 제 2 내화재들과 다른 제 3 재료로 만들어진 중간의 시각적 마모 표시기(4)를 포함한다. 상기 중간의 시각적 마모 표시기(4)의 제 3 재료는, 부식에 노출될 때, 위에서 보여진 플러그(즉, 용기의 내부로 부터)가 바디(1) 주변과, 중간의 시각적 마모 표시기(4) 및 노출된 최종의 시각적 마모 표시기(5)들에서 시각적으로 다른 모양을 나타내도록 되어야 한다. 도 2와 3(e)에 도시된 바와 같이, 중간의 시각적 마모 표시기(4)는 긴 로드 형태이며, 상기 표시기(4)는 그 일부분이 상기 표시기(5)에서 돌출되게 부분적으로 최종의 시각적 표시기(5)에 매립된다. 상기 중간의 시각적 마모 표시기(4)는 플러그의 베이스(2a)로 부터에서 플러그에 용인되는 최대 부식 수준과 같거나 또는 약간 높은 높이를 형성하는 높이(h0)로 부터 높이(h2)까지 연장되어 있으며, 상기 높이들은 hO < h1 < h2 < H이고, 여기서 H는 플러그의 전체 높이이다.
이러한 배치 구조는 두개의 시각적 마모 표시기로 4개의 부식 수준들 확인할 수 있게 하는 충분한 잇점을 갖는다. 도 2의 (a)-(d)에 도시된 바와 같이, 부식이 플러그의 높이(h2)(중간의 시각적 마모 표시기의 가장 높은 지점) 보다 위의 높이(h)에 도달할 때, 빈용기 위에서 보는 작업자에게 보여질 수 있는 플러그의 상면은, (A-A에 의해 절취된) 도 2의 (a)에 도시된 바와 같이 플러그(2)의 제 1 내화재의 균일한 표면과 같이 보인다. 부식이 높이 h2와 (최종의 가시적인 마모 표시기에 의해 도달되는 가장 높은 지점인) h1 사이로 구성된 높이에 도달하면, 작업자는 (선 B-B로 절취된) 도 2의 (b)에 도시된 바와 같이, 플러그 바디(2)의 제 1 내화재로 둘러싸인 중간의 가시적인 마모 표시기(4)의 단면을 볼 수 있다. 부식이 h1와 hO(=중간의 시각적인 마모 표시기의 바닥 단부) 사이에서 더 진행되면, 작업자는 3개의 다른 부분들을 볼 수 있게 된다: (선 C-C에 의해 절취된) 도 2(c)에 도시된 바와 같이, 스스로 중간의 시각적인 마모 표시기(4)를 둘러싸는 최종의 가시적인 마모 표시기(5)의 단면을 감싸는 주변의 바디(2). 끝으로, 부식이 높이 h0 밑으로 진행되면, 플러그의 상면의 시각적인 모양은 (선 D-D로 절취된) 도 2의 (d)에 도시된 바와 같이 단지 주변 플러그의 제 1 내화재(2)에 매립된 최종의 시가적 마모 표시기(5)의 제 2 내화재로 구성된다. 이 지점에서, 플러그는 다음 공정중에 완전히 마모되어 플러그가 있어야하는 틈새 홀만 남겨지기 때문에 더 이상 사용될 수 없다.
중간의 시각적 마모 표시기(4)는, 그것이 적어도 800 내지 1500℃에 포함되는 온도 범위에서 시각적 모양을 나타내는 한, 최종의 시각적 마모 표시기(5)의 제 2 내화재용으로 제공된 리스트 재료들과 같이 선택된 제 3 내화재로 만들어질 수 있으며, 그것은 한편으로는 h2와 h1 사이로 구성된 높이까지 플러그의 부식이 시각적 관찰자에 의해 쉽게 발견될 수 있도록 플러그의 바디(2)의 제 1 내화재와 다르며, 다른 한편으로는, h1과 h0 사이에서 플러그의 부식이 확인될 수 있도록 상기 제 2 내화재와 다르다. 상기 제 3 내화재는 플러그 바디의 제 1 내화재와 같은 것으로 될 수 있지만, 더 높은 다공성을 가져서 가스가 그 기공들을 통해 유동할 수 있게 되어서, 중간의 시각적 마모 표시기의 상부 표면이 부식에 의해 대기에 노출되면 주변 바디보다 더 빠른 속도로 냉각된다. 변형적으로, 상기 제 3 내화재는 제 1 및 제 2 내화재와 시각적으로 구별될 수 있는 것으로 될 수 있다. 예를 들어, 상기 제 1 및 제 2 내화재와 구별되는 색상을 주는 카본 블랙이나 이산화티타늄과 같은 안료가 포함될 수 있다.
변형예에서, 상기 중간의 시각적 마모 표시기는 내화성을 갖지 않고, 실제로 용기에 수용될 용금의 온도보다 낮은 용융 온도를 갖는 제 3 재료로 만들어질 수 있다. 플러그의 부식이 높이 h2에 도달하고, 그래서 상기 중간의 시각적 마모 표시기의 상부가 노출되어 제 3 재료의 용융 온도보다 더 높은 온도의 융용 금속과 접촉하면, 상기 중간의 시각적 마모 표시기는 녹게 되고, 용융된 중간의 시각적 마모 표시기에 의해 남겨진 공동에 용기에 수용된 용금으로 충전된다. 상기 용기가 비어진 다음에, 미국 특허 제5330160호에 보고된 "매직 아이"를 형성하는 공동에 일부 금속이 잔류한다. 최종의 시각적 마모 표시기(5)는 낮은 용융 온도의 재료로 만들어져서는 결코 안되며, 그것은 플러그가 높이(h1)까지 부식되면, 상기한 최종의 시각적 마모 표시기(5)의 상부와 접촉하는 금속이 상기 표시기를 녹이게 되고 그에 의해 남겨진 공동을 용금이 채우게 되며, 상기 공동은 플러그의 베이스(2a)까지 연장되어서 용기에서 용금이 흘러 나오게 되므로 극적인 결과가 초래되기 때문이다.
상기 중간의 시각적 마모 표시기의 제 3의, 저용융 온도의 재료는 활석, 규산칼슘, 탈컴(talcum) 또는 금속의 그룹에서 선택될 수 있다. 본 발명의 바람직한 실시예에서, 상기 중간의 시각적 마모 표시기는 금속, 바람직하게는 탄소강 또는 스테인레스 스틸과 같은 스틸이다. 상기한 "저용융 온도의 재료"라는 표현은 본 명세서에서 용기에 수용되는 용금의 온도보다 낮은 용융 온도를 갖는 재료를 지칭한다.
변형적으로, 상기한 중간의 시각적 마모 표시기의 재료는 용기에 수용된 용금의 온도 보다 낮은 용융 온도를 필히 가져야 하는 것은 아니다. 그러한 경우에, 상기 재료는 산소 취입에 의해 플러그를 세정하는 동안에 용융된다. 산소 취입에 의한 플러그의 세정은 필수적인 것은 아니지만, 상이한 마모 표시기들 및/또는 그의 용융물을 보다 잘 확인할 수 있게 한다.
상기한 중간의 그리고 최종의 시각적 마모 표시기(4, 5)들은, 원기둥 형상을 갖도록 단면이 둥근 형태이거나 또는 다각형으로 될 수 있는 어떤 단면 형상의 긴 프리즘 형상으로 된다. 상기 중간 및 최종의 시각적 마모 표시기들의 단면 형상들은 서로 상이하면, 즉, 하나가 사각형이고, 다른 것은 둥근 형상이면, 상기 두 표시기들 사이의 시각적 대비가 더욱 충돌될 수 이게 되어, h2와 h1 사이로 구성된 높이까지의 부식과(즉, 중간의 시각적 마모 표시기(4)만 노출된 경우), h0 밑으로의 부식(즉, 최종의 시각적 마모 표시기(5)만 노출된 경우) 사이의 혼동이 방지될 수 있다.
상기한 중간 마모 표시기(4)는 통상적으로 25 내지 150mm, 바람직하게는 30 내지 100mm, 보다 바람직하게는 40 내지 70mm에 포함되는 길이를 갖는다. 그 길이의 20 내지 80%, 보다 바람직하게는 40 내지 60%가 최종의 시각적인 마모 표시기(5)에 매립되며, 중간의 시각적 마모 표시기(4)의 약 절반이 최종의 시각적 마모 표시기(5)에 매립된다. 플러그는 약 100mm가 부식되지 않고 남아 있을 때까지 안전하게 사용될 수 있다. 이러한 이유로, 상기 중간의 시각적 마모 표시기(4)가 도달되는 최저 포인트(h0)는 100mm보다 약간 위에 있어야 하며, 바람직하게는 105 내지 150mm, 보다 바람직하게는 110 내지 130mm인 것이 바람직하다.
중간의 시각적 마모 표시기(4)는 금속과 같이 전기적 도체로 만들어지면, 상기 중간의 시각적 마모 표시기(4)의 적어도 두개의 구별된 지점들에 연결된 전기 회로(100, 101, 102)를 형성하는 것이 유익할 수 있으며, 상기 전기 회로는 플러그의 부식에 의해 회로가 불통되거나 아직 작동되는지를 표시하는 램프(L1, L2, L3)를 더 포함한다. 도 4는 그러한 실시예의 하나를 보여주며, 여기서 3개의 평행한 회로들이 모두 상기 중간의 시각적 마모 표시기(4)의 높이(h0)에서 최저 지점들과 표시기의 다른 높이 수준의 3개 지점에 연결되며, 그리고 표시기의 상부 높이 h2에서 제 1 회로(102)와 그리고 높이 h1에서 제 2 회로(101)와 연결되고, 여기서 상기 중간 및 최종의 시각적 마모 표시기들이 만나게 되고, 표시기(4)의 바닥 높이 h0에서 제 3 회로(100)와 연결되지만, 제 1 회로와는 분리된다. 상기 3개의 램프(L1, L2, L3)들은 각각 평행한 회로에 연결되며, 회로들이 작동하는 한 점등된다. 부식이 중간의 시각적 마모 표시기(4) 상부의 높이 h2에 도달하면, 전기회로(102)는 불통되고 램프(L2)가 소등되어 부식이 높이 h2에 도달했음을 나타낸다. 부식이 높이 h1에 도달하게 되면, 제 2 회로(101)가 불통되고 램프(L1)가 소등되어 부식이 높이 h1에 도달했음을 나타낸다. 끝으로, 부식이 중간의 시각적 마모 표시기(4)의 바닥에 높이 h0에 도달하면, 회로(100)가 불통되어 제 3 램프(L3)가 소등된다. 물론, 각각의 평행 회로는 램프 대신에 전기적 스위치에 연결될 수도 있으며, 상기 스위치는 전류가 각 전기회로(100, 101, 102)에 흐르는 한 개방된 상태로 유지된다. 각각의 스위치는 램프를 포함하는 제 2 회로에 연결된다. 상기 중간의 시각적 마모 표시기에의 회로 연결이 부식에 의해 불통되면, 대응된 스위치는 제 2 회로를 닫게 되고 대응된 램프를 점등되게 한다. 그러한 외부의 램프 표시기는 예를 들어 턴디쉬에서와 같이 짧은 시간 간격들에서 비어지지 않는 야금 용기에 연결된 플러그의 부식 수준을 모니터링하는데 매우 유용할 수 있다. 따라서, 작업자는 턴디쉬가 비어지기전에 플러그의 부식의 위험한 수준에 대해 경고를 받을 수 있다.
상기한 퍼징 플러그들은 오직 중간 및 최종의 시각적 마모 표시기(4, 5)들만을 포함하며, 전자는 후자에 부분적으로 매립된다. 추가적으로 제 3 또는 심지어 제 4의 마모 표시기들이 다른 것에 부분적으로 매립될 수 있어서 플러그의 부식 속도에 대한 보다 정밀한 판독을 제공할 수 있음이 명백하다. 그러나, 본 발명에 따른 이중의 표시기 플러그는, 그러한 플러그들이 사용되는 대부분의 장치들에서의 요구를 충족시킬 것으로 믿어진다.
본 발명에 따른 퍼징 플러그는 매우 쉽고 경제적으로 제조될 수 있다. 이중의 표시기 유닛이 먼저 제조된다. 긴 로드 또는 프리즘 형태의 중간의 시각적 마모 표시기(4)는 장치의 바닥에서 최종의 시각적 마모 표시기(5)에서 돌출된 중간의 시각적 마모 표시기(4)의 부분에 대응하는 깊이의 공동 속에 세워져 배치될 수 있다. 제 2 내화재의 슬립(slip)이 로드 위로 캐스팅되고 적어도 부분적으로 경화된다. 변형적으로, 상기 제 2 내화재의 슬립이 각기둥 형태의 (바람직하게는 원기둥 형태) 공구에 캐스팅되고, 아직 점성이 있는 동안에 제 3 재료의 긴 로드 또는 각기둥이 상기 슬립 속에 부분적으로 넣어지고 그런 다음 적어도 부분적으로 경화된다. 전기회로를 사용하면, 배선은 이중 표시기 유닛의 제조중에 최종의 시각적 마모 표시기(5)에 매립될 수 있다.
부분적으로 경화된 이중의 표시기 유닛은 플러그의 바디(2) 제조를 위해 공구의 바닥에 배치된다. 플러그가 직접 투과성 유형의 공구인 경우에, 슬릿이 배치될 곳에 점화 온도를 낮추는 재료의 포일이 배치된다. 제 1 내화재료의 슬립이 이중 표시기 유닛 위로 캐스팅되어서 플러그 바디(2)를 형성하며, 공구는 제 1 및 제 2 내화재가 점화되게 가열될 수 있다. 점화 후에, 상기 플러그는 탈형될 수 있으며, 본 기술분야의 숙련된 사람들에게 잘 알려져 있듯이 최종 공정 단계가 수행될 수 있다. 변형적으로, 상기 플러그는 직접 금속 케이징으로 캐스팅될 수 있다. 처리와 공정 단계들은 본 기술 분야의 숙련된 사람들에 의해 쉽게 적용될 수 있다.
본 발명에 따른 퍼징 플러그는, 최종의 시각적 마모 표시기(5)에 부분적으로 매립된 중간의 시각적 마모 표시기(4)를 포함하는 간단한 이중 표시기 유닛을 사용함으로써 (도 3에 도시된 바와 같이) 플러그의 부식의 적어도 4개 레벨들에 대한 정보를 제공한다. 상기 플러그의 단순한 디자인은 미국 특허 제5330160호 또는 제5421561호에서와 같이 로드를 삽입하기 위해 공동에 천공하기 위한 노동 집약적인 가공 단계를 필요로 하지 않아서 표시기를 갖지 않은 표준의 플러그와 매우 유사하게 매우 쉽고 경제적으로 제조할 수 있다. 보다 쉽게 제조하는 것과 함께 추가적인 기능들로 상기한 특허 문헌들에 개시된 바와같은 "매직 아이"의 실행을 가능하게 한다. 본 발명은 직접 및 간접 투과 유형의 퍼징 플러그에 실행될 수 있다.
Claims (11)
- 야금 용기 내에 가스를 취입하기 위한 가스 퍼징 플러그(1)로서,
(a) 제 1의 유입측 단부(2a)로부터 길이방향 중심축(X1)을 따라 측정된 거리 H로 제 2의 유출측 단부(2b)까지 연장되고 제 1 내화재로 형성된 긴 바디(2),
(b) 상기 긴 바디의 상기 제 1 유입측 단부에 위치한 가스 유입구(3a)를 반대쪽의 제 2 유출측 단부에 위치한 가스 유출구(3b)에 유체가 유동하게 연결하는 적어도 하나의 가스 유로(3); 및
(c) 제 1 유입측 단부(2a)로부터 긴 바디의 길이(H)보다 짧은, 즉 h1 < H의, 길이방향 중심축(X1)을 따라 측정된 제 1 거리(h1)까지 연장된 긴 코어 형태로서, 적어도 800 내지 1500℃로 이루어지는 온도에서 제 1 내화재와 다른 시각적 모양을 보이는 제 2 내화재로 형성된 최종 시각적 마모 표시기(indicator)
를 포함하는 가스 퍼징 플러그에 있어서,
상기 최종 시각적 마모 표시기(5)에 부분적으로 매립되고, 상기 제 1 유입측 단부(2a)에서 최초 거리(h0)로부터 최종 거리(h2)까지 연장된 중간의 시각적 마모 표시기(4)를 더 포함하고, hO < h1 < h2 < H이며, 상기 중간의 시각적 마모 표시기(4)는 적어도 800 내지 1500℃로 이루어지는 온도에서 상기 제 1 내화재 및 제 2 내화재와 다른 시각적 모양을 나타내는 것을 허용하는 제 3 재료로 형성되는 것을 특징으로 하는 가스 퍼징 플러그. - 제 1항에 있어서, 상기 중간의 시각적 마모 표시기(4)의 제 3 재료는, 캐스팅될 용금과 접촉되어 적어도 부분적으로 용융되며, 캐스팅될 상기 금속의 일부를 수용하는 공동을 빠져나가는 금속이며, 바람직하게는 스틸, 보다 바람직하게는 탄소강이나 스테인레스강인 것인 가스 퍼징 플러그.
- 제 1항에 있어서, 상기 중간의 시각적 마모 표시기(4)의 제 3 재료는 바람직하게는 탄화규소(silicon carbide), 마그네사이트, 알루미나, 캐스팅 가능한 Al203-Si02, Al203, 스피넬(spinel), Al-C, Mg-Cr의 그룹에서 선택된 내화재이며, 바람직하게는 Al-C인 것인 가스 퍼징 플러그.
- 제 1항 내지 제 3항 중 어느 한 항에 있어서, 상기 최종의 시각적 마모 표시기(5)의 제 2 내화재는, 탄화규소, 마그네사이트, 알루미나, 캐스팅 가능한 Al203-Si02, Al203, 스피넬, Al-C, Mg- Cr의 그룹에서 선택되며, 바람직하게는 Al-C이고, 내화재로 형성되는 경우에 상기 중간의 시각적 마모 표시기와 상이한 것인 가스 퍼징 플러그.
- 제 1항 내지 제 4항 중 어느 한 항에 있어서, 상기 중간의 시각적 마모 표시기(4)의 길이(h2-h0)는 25 내지 150 mm, 바람직하게는 30 내지 100 mm, 보다 바람직하게는 40 내지 70 mm로 이루어지고, 상기 플러그 베이스와 중간의 시각적 마모 표시기의 상부 사이의 높이(h2)는 400mm 이하, 바람직하게는 300mm 이하, 보다 바람직하게는 200mm 이하인 것인 가스 퍼징 플러그.
- 제 1항 내지 제 5항 중 어느 한 항에 있어서, 상기 최종의 시각적 마모 표시기(5)에 매립된 중간의 시각적 마모 표시기(4) 부분의 길이(h1-h0)는 10 내지 75 mm, 바람직하게는 15 내지 50 mm, 보다 바람직하게는 20 내지 30 mm로 이루어지는 것인 가스 퍼징 플러그.
- 제 1항 내지 제 6항 중 어느 한 항에 있어서, 중간 및 최종의 시각적 마모 표시기(4, 5)들은 상이한 형상의, 길이방향 중심축(X1)에 수직한 단면을 갖는 것인 가스 퍼징 플러그.
- 제 1항 내지 제 7항 중 어느 한 항 있어서, 적어도 하나의 가스 유로(3)는 플러그의 유입측 단부(2a)로부터 유출측 단부(2b)까지 연장된 하나 또는 수개의 슬롯들의 형상으로 되거나 또는 대안적으로 플러그의 바디(2)를 형성하는 제 1 내화재의 개방된 기공에 의해 형성되는 것인 가스 퍼징 플러그.
- 제 1항 내지 제 8항 중 어느 한 항에 있어서, 상기 중간의 시각적 마모 표시기(4)는 금속과 같은 전도체로 형성되며, 전기 회로(100, 101, 102)가 hO 내지 h2로 이루어진 수준에서 상기 중간의 시각적 마모 표시기(4)의 적어도 두개의 구별된 지점들 사이에 형성되며, 상기 전기 회로는 전기 회로에 연결된 램프(L1, L2, L3)를 더 포함하는 것인 가스 퍼징 플러그.
- 용기의 내부와 유체가 유동 가능하게 연통된 가스 유출구(3b)를 구비한, 제 1항 내지 제 9항 중 어느 한 항에 따른 가스 퍼징 플러그를 포함하는 야금 용기(31).
- 제 10항에 있어서, 상기 야금 용기는 레이들(ladle) 또는 턴디쉬(tundish)인 것인 야금 용기.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12154318 | 2012-02-07 | ||
| EP12154318.5 | 2012-02-07 | ||
| PCT/EP2013/052035 WO2013117498A1 (en) | 2012-02-07 | 2013-02-01 | Ga purging plus comprising wear indicator |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140123074A true KR20140123074A (ko) | 2014-10-21 |
Family
ID=47715995
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147022884A KR20140123074A (ko) | 2012-02-07 | 2013-02-01 | 마모 표시기를 포함하는 가스 퍼징 플러그 |
Country Status (20)
| Country | Link |
|---|---|
| US (1) | US9766014B2 (ko) |
| EP (1) | EP2812137B1 (ko) |
| JP (1) | JP6104941B2 (ko) |
| KR (1) | KR20140123074A (ko) |
| CN (1) | CN104245185B (ko) |
| AU (1) | AU2013218143B2 (ko) |
| BR (1) | BR112014018926B1 (ko) |
| CA (1) | CA2862564A1 (ko) |
| ES (1) | ES2585117T3 (ko) |
| HU (1) | HUE027840T2 (ko) |
| MX (1) | MX344469B (ko) |
| MY (1) | MY168312A (ko) |
| NZ (1) | NZ627537A (ko) |
| PL (1) | PL2812137T3 (ko) |
| PT (1) | PT2812137T (ko) |
| RU (1) | RU2626696C2 (ko) |
| TW (1) | TWI555596B (ko) |
| UA (1) | UA113070C2 (ko) |
| WO (1) | WO2013117498A1 (ko) |
| ZA (1) | ZA201405586B (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018052180A1 (ko) * | 2016-09-19 | 2018-03-22 | 한국내화 주식회사 | 다단형 포러스 플러그 |
| KR102005959B1 (ko) | 2018-05-24 | 2019-08-01 | 엑셀로 주식회사 | 버블링 플러그 조립체 |
| KR20200001793A (ko) | 2018-06-28 | 2020-01-07 | 엑셀로 주식회사 | 피가열부재의 상태를 계측하기 위한 계측장치 및 이의 제어방법 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017145758A1 (ja) * | 2016-02-25 | 2017-08-31 | 新日鐵住金株式会社 | ガス吹き込みノズル |
| CA2982968C (en) * | 2017-10-19 | 2020-09-22 | Refractory Intellectual Property Gmbh & Co. Kg | Refractory ceramic gas purging element |
| CN109704733B (zh) * | 2019-01-31 | 2021-06-15 | 武汉科技大学 | 一种渐变三维贯通孔透气塞及其制备方法 |
| LU500076B1 (en) * | 2021-04-23 | 2022-10-24 | Exus Refractories Spa | Gas purging plug for a metallurgical container |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS614436Y2 (ko) * | 1980-09-29 | 1986-02-10 | ||
| JPS57188100U (ko) * | 1981-05-27 | 1982-11-29 | ||
| SE8106056L (sv) | 1981-05-27 | 1982-11-28 | Aikoh Co | Poros plugg for gjutmetallkerl |
| NL189008C (nl) * | 1981-11-18 | 1992-12-01 | Hoogovens Groep Bv | Gasdoorlatend wandelement voor een met vuurvast materiaal bekleed metallurgisch vat, in het bijzonder voor een l.d.-staalconverter. |
| US4481809A (en) * | 1983-08-29 | 1984-11-13 | Labate M D | Method and apparatus for monitoring erosion in gas stirring devices in molten metal ladles |
| JPS6052508A (ja) * | 1983-09-02 | 1985-03-25 | Toshiba Ceramics Co Ltd | 複合タイプポ−ラスれんが |
| JPS63186817A (ja) * | 1987-01-30 | 1988-08-02 | Asahi Glass Co Ltd | ポーラスプラグ |
| DE3802657C1 (ko) | 1988-01-29 | 1989-09-21 | Didier-Werke Ag, 6200 Wiesbaden, De | |
| JPH0644511Y2 (ja) * | 1988-09-22 | 1994-11-16 | 黒崎窯業株式会社 | ポーラスプラグ |
| JPH0368959U (ko) * | 1989-10-30 | 1991-07-08 | ||
| DE4039232C2 (de) * | 1990-12-08 | 1995-01-19 | Didier Werke Ag | Verfahren zur Herstellung eines Gasspülsteins und Gasspülstein |
| US5249778A (en) | 1992-04-14 | 1993-10-05 | Dolomitwerke Gmbh | Gas stir plug device with visual wear indicator |
| US5330160A (en) * | 1993-05-11 | 1994-07-19 | Martin & Pagenstecher, Inc. | Gas stir plug wear indicator including low melting point component and method of use |
| US5421561A (en) | 1993-11-15 | 1995-06-06 | Martin & Pagenstecher, Inc. | Gas stir devices with refractory material erosion depth indicator and method of making the same |
| DE4419811C1 (de) * | 1994-06-07 | 1995-04-27 | Plibrico Gmbh | Gasspülstein mit Verschleißanzeige |
| JPH10219338A (ja) * | 1997-01-31 | 1998-08-18 | Tokyo Yogyo Co Ltd | ガス吹き込みプラグ |
| JP3623440B2 (ja) * | 2000-10-24 | 2005-02-23 | 品川白煉瓦株式会社 | ガス吹き込み用プラグおよびその使用方法 |
| CN1289241C (zh) * | 2003-01-07 | 2006-12-13 | 武汉科技大学 | 一种Al2O3-MgO-ZrO2质钢包透气塞的制备方法 |
| RU2309183C2 (ru) * | 2005-12-30 | 2007-10-27 | Общество с ограниченной ответственностью "ИНМЕТТЕХ" | Способ продувки жидкого металла в ковше и устройство для продувки металла газом |
| JP2008231554A (ja) * | 2007-03-23 | 2008-10-02 | Tokyo Yogyo Co Ltd | ガス吹込みプラグの製造方法及びガス吹込みプラグ |
| WO2010094464A2 (en) * | 2009-02-18 | 2010-08-26 | Heraeus Electro-Nite International N.V. | Temperature measuring device |
-
2013
- 2013-02-01 TW TW102103915A patent/TWI555596B/zh not_active IP Right Cessation
- 2013-02-01 CN CN201380016152.4A patent/CN104245185B/zh not_active Expired - Fee Related
- 2013-02-01 AU AU2013218143A patent/AU2013218143B2/en not_active Ceased
- 2013-02-01 PL PL13704382T patent/PL2812137T3/pl unknown
- 2013-02-01 MX MX2014009476A patent/MX344469B/es active IP Right Grant
- 2013-02-01 RU RU2014136084A patent/RU2626696C2/ru not_active IP Right Cessation
- 2013-02-01 BR BR112014018926-9A patent/BR112014018926B1/pt not_active IP Right Cessation
- 2013-02-01 MY MYPI2014702026A patent/MY168312A/en unknown
- 2013-02-01 WO PCT/EP2013/052035 patent/WO2013117498A1/en active Application Filing
- 2013-02-01 UA UAA201408330A patent/UA113070C2/uk unknown
- 2013-02-01 NZ NZ627537A patent/NZ627537A/en not_active IP Right Cessation
- 2013-02-01 CA CA2862564A patent/CA2862564A1/en not_active Abandoned
- 2013-02-01 JP JP2014555222A patent/JP6104941B2/ja not_active Expired - Fee Related
- 2013-02-01 ES ES13704382.4T patent/ES2585117T3/es active Active
- 2013-02-01 PT PT137043824T patent/PT2812137T/pt unknown
- 2013-02-01 KR KR1020147022884A patent/KR20140123074A/ko not_active Application Discontinuation
- 2013-02-01 HU HUE13704382A patent/HUE027840T2/en unknown
- 2013-02-01 EP EP13704382.4A patent/EP2812137B1/en not_active Not-in-force
- 2013-02-01 US US14/377,039 patent/US9766014B2/en not_active Expired - Fee Related
-
2014
- 2014-07-29 ZA ZA2014/05586A patent/ZA201405586B/en unknown
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018052180A1 (ko) * | 2016-09-19 | 2018-03-22 | 한국내화 주식회사 | 다단형 포러스 플러그 |
| KR102005959B1 (ko) | 2018-05-24 | 2019-08-01 | 엑셀로 주식회사 | 버블링 플러그 조립체 |
| KR20200001793A (ko) | 2018-06-28 | 2020-01-07 | 엑셀로 주식회사 | 피가열부재의 상태를 계측하기 위한 계측장치 및 이의 제어방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104245185B (zh) | 2016-05-18 |
| WO2013117498A1 (en) | 2013-08-15 |
| US9766014B2 (en) | 2017-09-19 |
| TW201350230A (zh) | 2013-12-16 |
| EP2812137B1 (en) | 2016-04-27 |
| BR112014018926B1 (pt) | 2019-06-25 |
| BR112014018926A2 (ko) | 2017-06-20 |
| MY168312A (en) | 2018-10-30 |
| UA113070C2 (uk) | 2016-12-12 |
| CA2862564A1 (en) | 2013-08-15 |
| PL2812137T3 (pl) | 2017-02-28 |
| NZ627537A (en) | 2016-05-27 |
| ES2585117T3 (es) | 2016-10-03 |
| ZA201405586B (en) | 2015-12-23 |
| JP6104941B2 (ja) | 2017-03-29 |
| BR112014018926A8 (pt) | 2017-07-11 |
| WO2013117498A9 (en) | 2013-10-24 |
| HUE027840T2 (en) | 2016-11-28 |
| JP2015508022A (ja) | 2015-03-16 |
| RU2014136084A (ru) | 2016-03-27 |
| MX2014009476A (es) | 2015-03-06 |
| CN104245185A (zh) | 2014-12-24 |
| TWI555596B (zh) | 2016-11-01 |
| AU2013218143B2 (en) | 2016-12-22 |
| US20150300741A1 (en) | 2015-10-22 |
| MX344469B (es) | 2016-12-15 |
| EP2812137A1 (en) | 2014-12-17 |
| RU2626696C2 (ru) | 2017-07-31 |
| AU2013218143A1 (en) | 2014-08-07 |
| PT2812137T (pt) | 2016-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140123074A (ko) | 마모 표시기를 포함하는 가스 퍼징 플러그 | |
| US5330160A (en) | Gas stir plug wear indicator including low melting point component and method of use | |
| KR20140022418A (ko) | 용융 금속을 전달하기 위한 내화 요소, 조립체 및 턴디쉬 | |
| US4385752A (en) | Porous plug for molten metal vessel | |
| US5421561A (en) | Gas stir devices with refractory material erosion depth indicator and method of making the same | |
| GB2150868A (en) | Porous plug assemblies for molten metal vessels e.g. ladles | |
| KR20110109293A (ko) | 턴디쉬의 온도 측정 장치 | |
| CN103846421A (zh) | 判断钢包熔池厚度的组合式砌筑砖 | |
| RU2816707C1 (ru) | Фурма для донной продувки жидкого металла газом в ковше | |
| IT8109559A1 (it) | Tappo poroso per contenitore di metallo fuso | |
| EP3198041B1 (en) | Access port arrangement and method of forming thereof | |
| US3934640A (en) | Submerged nozzle for continuous casting | |
| KR100807568B1 (ko) | 포러스 플러그 내장형 받침연와를 이용한 래들 개공장치 | |
| KR101424497B1 (ko) | 턴디쉬의 제조 방법 | |
| KR20000006409U (ko) | 래들용 포러스 플럭의 잔존예측장치 | |
| KR200215009Y1 (ko) | 래들의 가스 취입용 버블링 플러그 | |
| KR200294374Y1 (ko) | 정련로의 내화물 잔존 측정용 투이어 노즐 | |
| JP2021116453A (ja) | ポーラスプラグ | |
| KR101443784B1 (ko) | 슬라이딩 게이트 | |
| KR101424498B1 (ko) | 턴디쉬의 제조 방법 | |
| JP2557475Y2 (ja) | ガス吹込み用ポ−ラスプラグ | |
| KR20050012559A (ko) | 래들 벽체 내화물 잔존치 판정장치 | |
| JP2010255074A (ja) | 溶融金属容器のガス吹き込み部構造 | |
| KR20060076111A (ko) | 래들용 포러스플러그 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| N231 | Notification of change of applicant | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |