KR20110058738A - 용기를 제조하기 위한 주형 시스템 - Google Patents
용기를 제조하기 위한 주형 시스템 Download PDFInfo
- Publication number
- KR20110058738A KR20110058738A KR1020107017169A KR20107017169A KR20110058738A KR 20110058738 A KR20110058738 A KR 20110058738A KR 1020107017169 A KR1020107017169 A KR 1020107017169A KR 20107017169 A KR20107017169 A KR 20107017169A KR 20110058738 A KR20110058738 A KR 20110058738A
- Authority
- KR
- South Korea
- Prior art keywords
- mold
- collar
- sealing surface
- container
- rim
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1418—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure
- B29C45/14262—Clamping or tensioning means for the insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/03—Injection moulding apparatus
- B29C45/10—Injection moulding apparatus using moulds or injection units usable in different arrangements or combinations to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2673—Moulds with exchangeable mould parts, e.g. cassette moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/59—Shaping sheet material under pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/34—Trays or like shallow containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/40—Details of walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C2045/1486—Details, accessories and auxiliary operations
- B29C2045/14901—Coating a sheet-like insert smaller than the dimensions of the adjacent mould wall
- B29C2045/14918—Coating a sheet-like insert smaller than the dimensions of the adjacent mould wall in-mould-labelling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14065—Positioning or centering articles in the mould
- B29C45/14073—Positioning or centering articles in the mould using means being retractable during injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14688—Coating articles provided with a decoration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/59—Shaping sheet material under pressure
- B31B50/592—Shaping sheet material under pressure using punches or dies
Abstract
본 발명은 서로 마주하여 위치되는 이동 가능한 주형 절반부(10)와 고정된 주형 절반부(20)를 포함하는, 용기(500)를 제조하기 위한 주형 시스템(1)으로서, 상기 주형 시스템(1)은 용기(500)를 제조할 수 있으며, 상기 용기는 카드보드 블랭크로부터 프레스되는 바닥(57), 상기 바닥(57)에 연결되는 벽(59) 및 플라스틱으로 적어도 부분적으로 주조되고 상기 벽(59)의 상부 에지에 연결되며 상기 벽을 에워싸는 림(50)을 포함하고, 그에 따라 상기 고정된 주형 절반부(20)에 대해 이동 가능한 상기 주형 절반부(10)는 코어(41)를 구비하는 하나 이상의 코어 플레이트(4), 상기 코어(41)에 대해 이동 가능하고 밀봉 표면(5a)을 포함하며 상기 코어(41)를 둘러싸는 플레이트형 밀봉 링(5), 및 상기 코어(41) 및 상기 밀봉 링(5)에 대해 이동 가능하며 이들 사이에 끼워질 수 있는 칼라 링(6)을 포함하고, 상기 고정된 주형 절반부(20)는 주형 공동(71) 및 밀봉 표면(7a)을 구비하는 하나 이상의 주형 플레이트(7)를 포함하는, 용기를 제조하기 위한 주형 시스템에 관한 것이다.
상기 주형 시스템(1)은 상기 이동 가능한 주형 절반부(10)의 상기 칼라 링(6)의 기본 칼라(611)의 최상부에 분리 가능하게 연결되는 상승 칼라(612)를 포함하고, 상기 상승 칼라(612)의 밀봉 표면(612a)은 상기 밀봉 표면의 평면의 나머지보다 낮은 홈 또는 리세스를 포함하며, 그에 따라 상기 밀봉 링의 표면 또는 리세스는 상기 밀봉 표면(612a)의 평면상에 있거나 가능하다면 그로부터 상부로 약간 연장하는 벌지 또는 엠보싱 패턴, 홈 또는 리세스를 포함할 수 있으며, 상기 홈 또는 리세스 내의 벌지 또는 엠보싱 패턴은 상기 림의 평면의 나머지로부터 상승하는 리지(80) 또는 벌지와, 상기 리지와 벌지 사이에 있고, 상기 림(50)의 평면상에 있거나 상기 림의 평면의 나머지보다 약간 더 낮으며, 가능하다면 엠보싱 패턴 또는 벌지를 포함하는 홈 또는 리세스를 상기 용기(500)의 플라스틱 림(50) 상에 제공하는데 사용될 수 있다.
상기 주형 시스템(1)은 상기 이동 가능한 주형 절반부(10)의 상기 칼라 링(6)의 기본 칼라(611)의 최상부에 분리 가능하게 연결되는 상승 칼라(612)를 포함하고, 상기 상승 칼라(612)의 밀봉 표면(612a)은 상기 밀봉 표면의 평면의 나머지보다 낮은 홈 또는 리세스를 포함하며, 그에 따라 상기 밀봉 링의 표면 또는 리세스는 상기 밀봉 표면(612a)의 평면상에 있거나 가능하다면 그로부터 상부로 약간 연장하는 벌지 또는 엠보싱 패턴, 홈 또는 리세스를 포함할 수 있으며, 상기 홈 또는 리세스 내의 벌지 또는 엠보싱 패턴은 상기 림의 평면의 나머지로부터 상승하는 리지(80) 또는 벌지와, 상기 리지와 벌지 사이에 있고, 상기 림(50)의 평면상에 있거나 상기 림의 평면의 나머지보다 약간 더 낮으며, 가능하다면 엠보싱 패턴 또는 벌지를 포함하는 홈 또는 리세스를 상기 용기(500)의 플라스틱 림(50) 상에 제공하는데 사용될 수 있다.
Description
본 발명은 서로 마주하여 위치되는 이동 가능한 주형 절반부와 고정된 주형 절반부를 포함하고; 용기를 제조하는데 사용될 수 있으며, 상기 용기는 카드보드 블랭크(cardboard blank)로부터 프레스되는 바닥, 상기 바닥에 연결되는 벽 및 플라스틱으로 적어도 부분적으로 몰딩되고 벽의 상부 에지에 연결되어, 벽을 에워싸는 (플라스틱) 림을 포함하는, 청구항 1의 전제부에 따른 주형 시스템에 관한 것이다.
식품 산업에서, 특히 이른바 트레이 패키지(tray packages)는 바닥, 이 바닥을 에워싸며 상부로 연장하는 벽, 및 벽의 상부 에지를 에워싸며 외부로 연장하는 림을 갖는 덮개가 있는 용기로 이루어진 저장 패키지로서 사용된다. 이 용기는 림에 연결되는 덮개를 이용하여 폐쇄된다. 이러한 용기에서, 용기 바닥 및 벽의 재료는 종종 카드보드를 포함하며, 카드보드의 위에는 플라스틱 및/또는 금속 층들이 부가될 수 있으며, 이는 적용예 따라 카드보드의 증기 및/또는 산소 투과 특성을 변화시킨다.
일반적으로 이러한 이른바 트레이 패키지는 식료품을 보관하는데 사용되며, 이에 따라 식료품은 덮개에 의해 밀봉 폐쇄된다. 덮개를 패키지에 부착할 수 있기 위해, 트레이 패키지로서 사용되는 용기의 에지는 수평 림을 구비하여야 하며, 이 림은 측벽의 상단부로부터 돌출하며 패키지를 에워싼다. 림의 상부 표면상에는 일반적으로 적합한 코팅이 존재하며, 이 코팅에 의해 덮개는 패키지에 빈틈없이 고정될 수 있다. 예를 들면, 덮개부를 패키지에 고정시키기 위해 열-밀봉 가능한 플라스틱 재료를 사용하는 것이 매우 일반적이다. 본 명세서에서 사용되는 식품 패키지 및 패키징 재료의 예시로서, 특히 특허 명세서 WO-03/033258, EP1289856, WO00/21854 및 US-5425972가 언급될 수 있다.
카드보드 블랭크로부터 프레스되는 바닥, 이 바닥에 연결되는 벽 및 플라스틱으로 적어도 부분적으로 주조되고 벽의 상부 에지에 연결되어 벽을 에워싸는 림을 포함하는 트레이의 형상을 갖는 이러한 용기는 다양한 방법에 의해 형성될 수 있다. 공개된 출원서 FI20070973은 트레이 패키지의 제조 방법을 기재하고 있는데, 여기서 용기는 주형 시스템에서 형체를 이루도록 프레스함으로써 곧은 카드보드 블랭크로부터 형성되는데, 이 주형 시스템은 서로 마주하여 위치되는 이동성 주형 절반부 및 고정된 주형 절반부를 포함하며, 그에 따라 상기 고정된 주형 절반부에 대해 이동 가능한 주형 절반부는 코어를 구비하는 하나 이상의 코어 플레이트, 상기 코어에 대해 이동 가능하며 밀봉 표면을 갖고 상기 코어를 둘러싸는 플레이트형 밀봉 링, 및 상기 코어 및 밀봉 링에 대해 이동되고 이들 사이에 끼워질 수 있으며, 상기 용기 상에 림을 형성하는데 사용되는 칼라 링을 포함하고, 상기 고정된 주형 절반부는 주형 공동 및 밀봉 표면을 구비하는 하나 이상의 주형 플레이트를 포함한다.
이러한 주형 시스템에 의해 형체를 이루도록 프레스되는 카드보드 블랭크는 고정된 주형 절반부의 주형 공동 상에 오게 되며, 이동성 주형 절반부의 코어는 이 주형 공동 내에 놓이며, 코어와 주형 공동 사이에 남아 있는 카드보드 블랭크는 트레이의 형상을 갖는 용기로 몰딩된다. 압축 몰딩의 마지막 단계에서, 측면으로 연장하는 림은, 림에 대응하는 주형 공동이 주형 시스템 내부의 반대 표면을 그에 마주하는 표면으로부터 뒤로 이동시킴으로써 형성되고, 그 후 주조 재료가 주형 공동 내부로 도입되도록 주형이 폐쇄되어 유지될 때, 패키지의 측벽의 상부에 플라스틱으로 주조된다. 공동 내에서, 재료는 고정된 림으로 응고되며, 그 후 주형은 개방되며, 완성된 용기 형상 패키지는 주형으로부터 제거된다.
기본으로서 상기 종래 기술에 대해, 출원인의 목적은 보다 용도가 넓은 트레이 패키지 제조 방법을 제공하는 것이었으며, 이때 상기 주형 시스템은 트레이 패키지로서 사용되는 상이한 용기를 제조하는데 사용될 수 있고, 림의 치수는 바뀔 수 있으며, 림은 림에 덮개를 부착하기 위해 림을 에워싸는 리지(ridges)와 같은 다양한 기능적 또는 장식적 형성물, 또는 개구와 같은 현수 수단(suspension means)을 포함할 수 있는 기본 림의 돌기를 구비할 수 있다.
놀랍게도 이제 칼라 링의 칼라 또는 밀봉 링의 밀봉 표면에 분리 가능하게 부착되는 다양한 인서트에 의해 전술된 주형 시스템의 칼라 링 또는 밀봉 링을 변형시킴으로써, 림의 치수 및 형상이 원하는 바에 따라 변형될 수 있음을 알게 되었다.
보다 정확히 하기 위해, 본 발명은 청구항 1에 따른 용기를 제조하기 위한 주형 시스템에 관한 것이다. 이러한 주형 시스템은 서로 마주하여 위치되는 이동 가능한 주형 절반부와 고정된 주형 절반부를 포함하며; 상기 주형 시스템은 용기를 제조하는데 사용될 수 있으며, 상기 용기는 카드보드 블랭크로부터 프레스되는 바닥, 상기 바닥에 연결되는 벽 및 플라스틱으로 적어도 부분적으로 주조되고 상기 벽의 상부 에지에 연결되며, 상기 벽을 에워싸는 림을 포함하고, 그에 따라 상기 고정된 주형 절반부에 대해 이동 가능한 상기 주형 절반부는 코어를 구비하는 하나 이상의 코어 플레이트, 상기 코어에 대해 이동 가능하고 밀봉 표면을 포함하며 상기 코어를 둘러싸는 플레이트형 밀봉 링, 및 상기 코어 및 상기 밀봉 링에 대해 이동 가능하며 이들 사이에 끼워질 수 있는 칼라 링을 포함하고, 상기 고정된 주형 절반부는 주형 공동 및 밀봉 표면을 구비하는 하나 이상의 주형 플레이트를 포함한다. 상기 주형 시스템에서, 상기 주형 시스템의 상기 이동 가능한 주형 절반부의 상기 칼라 링의 기본 칼라의 최상부에는 분리 부착하게 상승 칼라가 존재하고, 상기 상승 칼라의 밀봉 표면에는 상기 밀봉 표면의 평면의 나머지보다 낮은 홈 또는 리세스가 존재하며, 그에 따라 상기 밀봉 링의 표면상에 또는 리세스 내에는 상기 밀봉 표면의 평면상에 있거나 가능하다면 그로부터 상부로 약간 연장하는 벌지 또는 엠보싱 패턴이 존재할 수 있으며; 홈 또는 리세스 및 상기 홈 또는 리세스 내에 있는 벌지 또는 엠보싱 패턴은 상기 림의 평면의 나머지로부터 상부로 연장하는 리지 또는 벌지와, 상기 림의 평면상의 리지와 벌지 사이에 있거나 상기 림의 평면의 나머지보다 약간 더 낮으며 가능하다면 엠보싱 패턴 또는 벌지를 포함하는 홈 또는 리세스를 상기 용기의 플라스틱 림 상에 제공하는데 사용될 수 있다.
이에 대하여, 상기 기본 림은 공개 출원 FI20070973에 개시된 방법에 의해 제조될 수 있으며, 용기 벽의 상부 에지를 에워싸고 상부 에지로부터 돌출하는 플라스틱 림을 지칭한다.
본 발명에 따른 방법에서, 카드보드 블랭크는 상기 코어와 상기 주형 공동 사이에서 프레스되어, 바닥 및 상기 바닥을 에워싸는 벽을 형성하고, 그 후 상기 벽을 에워싸는 플랜지형 림은 주조 공동으로 용융 플라스틱을 도입시킴으로써 상기 벽의 상부 에지 상에 주조에 의해 형성되며, 상기 주조 공동은 상기 주형 플레이트의 밀봉 표면, 상기 밀봉 링의 밀봉 표면 및 상기 칼라 링의 밀봉 표면에 의해 제한되며, 그에 따라 상기 주조 공동의 형상 및/또는 치수는 상기 칼라 링의 기본 칼라 상에 상승 칼라를 배치함으로써 변화되고, 상기 상승 칼라는 분리 가능하게 부착되고 상기 칼라 링의 기능을 변화시키며, 상기 상승 칼라에 의해 상기 용기의 기본 림의 치수가 변화되거나, 상기 기본 림의 표면이 상기 림의 평면의 나머지로부터 약간 상부로 연장하는 벌지를 구비하거나, 상기 용기의 기본 림의 외부 에지로부터 더 돌출하며 가능하다면 개구와 같은 현수 수단을 포함하는 돌기가 형성된다.
본 발명은 바닥 및 벽을 포함하는 카드보드 블랭크 기반 용기의 플라스틱 림 상에 형성될 변화에 따라, 상승 칼라가 이동 가능한 주형 절반부의 칼라 링의 밀봉 표면에 분리 가능하게 부착되어 밀봉 표면의 기능 및/또는 형상을 변화시키는 점에 기초한다. 용융 플라스틱이 용기 림의 제조 단계에서 주형 공동으로 전달될 때, 상승 칼라가 주형 공동의 형상 및 치수를 변화시킴으로써, 그에 따라 제조되는 용기의 림에 유사한 변화가 형성된다.
분리 가능한 상승 칼라를 사용함으로써, 림의 형상 및 치수는 전체 칼라 링을 다른 칼라 링과 교체시키는 것에 의해, 보다 상당히 더 빠르게 변화될 수 있다. 이에 따라, 주형 시스템은 모듈형이 되며, 변화는 전체 주형 시스템의 작업을 변화시키지 않고 쉽고 간단하게 이루어진다.
본 발명의 다른 바람직한 실시예에서, 상승 칼라는 주형 시스템의 이동 가능한 주형 절반부의 칼라 링의 기본 칼라의 최상부에 분리 가능하게 부착되고, 그 밀봉 표면은 상기 밀봉 표면의 평면의 나머지로부터 약간 상승하는 벌지와, 상기 밀봉 표면의 평면으로 연장하며 상기 밀봉 표면상의 리세스 내에 배치되는 엠보싱(embossed) 패턴 또는 벌지, 기껏해야 상기 밀봉 표면의 평면의 나머지보다 낮은 리세스 또는 홈을 포함하며; 상기 벌지, 엠보싱 패턴, 리세스 또는 홈은 용기의 플라스틱 림 상에 그 평면의 나머지로부터 약간 상승하는 벌지, 홈 및 벌지들 사이의 함몰부 및 이들 함몰부 내의 엠보싱 패턴을 제공할 수 있게 한다.
이하, 첨부 도면에 의해 본 발명이 보다 상세히 설명된다.
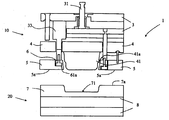
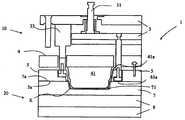
도 1은 주형 시스템의 분해된 측단면도이고,
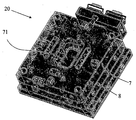
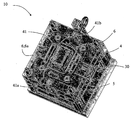
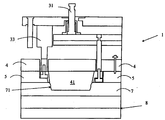
도 2a 및 도 2b는 종래 기술에 따른 주형 시스템의 사시도이며,
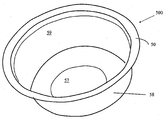
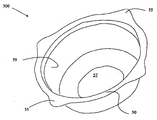
도 2c는 공지된 주형 시스템에 의해 제공되는 용기의 사시도이며,
도 3a 내지 도 3d는 용기의 다양한 부분들의 제조 단계에 있는 주형 시스템의 작동의 종단면도이며,
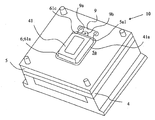
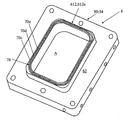
도 4a는 본 발명의 실시예에 따른 후방 주형의 일부의 사시도이며,
도 4b는 도 4a에 따른 후방 주형의 인서트의 확대도이며,
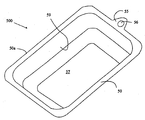
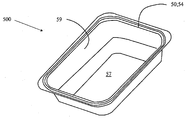
도 5a 및 도 5b는 본 발명에 따른 후방 주형에 의해 제공되는 용기의 사시도이며,
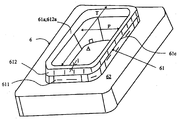
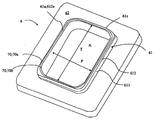
도 6a 및 도 6b 및 도 6c는 본 발명에 따른 주형 시스템의 칼라 링 옵션의 사시도이며,
도 7a는 도 6b에 따른 칼라 링에 의해 제공되는 용기의 사시도이며,
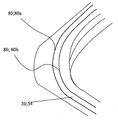
도 7b는 도 7a에 따른 용기의 에지의 한 코너의 확대 평면도이며,
도 7c는 도 6c에 따른 칼라 링에 의해 제공되는 용기의 사시도이며,
도 7d는 도 7c에 따른 용기의 한 에지의 코너의 확대 평면도이다.
도 2a 및 도 2b는 종래 기술에 따른 주형 시스템의 사시도이며,
도 2c는 공지된 주형 시스템에 의해 제공되는 용기의 사시도이며,
도 3a 내지 도 3d는 용기의 다양한 부분들의 제조 단계에 있는 주형 시스템의 작동의 종단면도이며,
도 4a는 본 발명의 실시예에 따른 후방 주형의 일부의 사시도이며,
도 4b는 도 4a에 따른 후방 주형의 인서트의 확대도이며,
도 5a 및 도 5b는 본 발명에 따른 후방 주형에 의해 제공되는 용기의 사시도이며,
도 6a 및 도 6b 및 도 6c는 본 발명에 따른 주형 시스템의 칼라 링 옵션의 사시도이며,
도 7a는 도 6b에 따른 칼라 링에 의해 제공되는 용기의 사시도이며,
도 7b는 도 7a에 따른 용기의 에지의 한 코너의 확대 평면도이며,
도 7c는 도 6c에 따른 칼라 링에 의해 제공되는 용기의 사시도이며,
도 7d는 도 7c에 따른 용기의 한 에지의 코너의 확대 평면도이다.
하기에서, 주형 시스템(1)이 본질적으로 먼저 설명되며, 도 1 내지 도 3에 의해 주형 시스템(1)의 작용이 설명된다. 칼라 링과 밀봉 링에 관하여, 도 2a 및 도 2b에 도시된 주형 시스템은 본 발명에서 사용되는 것과 동일하지 않지만, 이들 주형 시스템은 본 발명에 따른 주형 시스템의 기본 구조를 도시할 수 있다.
도 1은 측면도 및 단면도로부터 볼 때의 본 발명에 따른 주형 시스템의 주요 부분의 분해도이다. 주형 시스템(1)은 이동 가능한 주형 절반부(10) 또는 "후방 주형"과 고정된 주형 절반부(20) 또는 "전방 주형"을 포함한다. 이동 가능한 주형 절반부(10)의 주요 부분은 배출 부분(30)을 포함하고, 이 배출 부분은 배출 바아(33) 및 배출 부분의 2편 본체(3)를 포함하고, 2편 본체는 주형 절반부(10, 20)들 사이에 압축을 제공하기 위한 공압 액츄에이터(31)를 본체의 부분(3a, 3b)들 사이에 포함한다. 이동 가능한 주형 절반부(10)는 플레이트형 밀봉 링(5), 플레이트형 칼라 링(6) 및 코어 플레이트(4)를 더 포함하며, 코어 플레이트에는 (성형) 코어(41)가 부착된다. 고정 가능한 주형 절반부(20)는 코어 플레이트(7)를 포함하고, 코어 플레이트는 주형 공동을 포함하며, 이 주형 공동에 대해 평면의 카드보드 블랭크가 성형되며, 이 주형 공동은 패키지의 일반적인 형상(바닥, 바닥으로부터 연장하는 측벽의 형상, 벽의 기울기, 라운딩(rounding) 등)을 결정한다. 본 명세서에서 카드보드 블랭크는 카드보드 블랭크 또는 카드보드 기반 블랭크를 지칭하며, 카드보드는 가능하다면 그 배리어 특성을 변화시키기 위해 플라스틱 또는 금속 층으로 코팅된다. 또한, 고정 가능한 주형 절반부(20)는 주형 프레임(8)을 포함하고, 이 주형 프레임을 통해 도 2b에 보다 우수하게 도시된 방식으로 림의 주조 지점(casting spot)으로 주조 도관이 전달된다.
밀봉 링(5)은 플레이트형 형상을 가지며, 성형 코어(41)를 환형으로 및 동심으로 둘러싼다. 밀봉 링(5) 및 성형 코어(41)에 대해 깊이 방향으로 이동 가능하며 이들과 동심인 칼라 링(6)은 성형 코어(41)와 밀봉 링(5) 사이에 배치될 수 있다. 본 명세서에서 깊이 방향은 코어 플레이트(4)의 표면(4a)의 방향에 직각인, 코어(41)의 종방향을 지칭한다. 밀봉 링(5)은 밀봉 표면(5a)을 포함하고, 밀봉 표면은 압축 단계에서 (압축의 마지막에) 코어(41)의 몰딩 부분의 면(41a)과 동일 평면이 된다. 몰딩 부분의 면은, 성형된 용기의 림의 평면에, 즉 주형 플레이트(7)의 밀봉 표면(7a)의 및 동시에 주형 공동(71)의 상부 에지의 평면 주위에 오게 되는, 코어(41)의 일부를 지칭한다. 도 1에 도시된 성형 코어(41)의 몰딩 부분은 주형 공동(71) 안으로 끼워질 수 있는 코어(41)의 일부이다. 도 1에 도시된 성형 코어(41)의 몰딩 부분 및 대응하는 주형 공동(71)은 둥글린 직사각형 형상의 횡단면 프로파일을 가지며, 그로 인해 이들 부분은 이에 대응하여 예를 들면 도 5a에 도시된 둥글린 직사각형의 횡단면을 갖는 용기를 제공할 수 있다. 주형 공동, 성형 코어 및 용기의 횡단면 프로파일은 주형 시스템(1)의 깊이 방향으로 조사할 때, 즉 코어 플레이트(4)와 주형 플레이트(7)의 표면의 평면에 직각인 횡단면을 지칭한다. 성형 코어 및 주형 공동의 몰딩 부분의 횡단면 프로파일이 예를 들면 원형의 형태로 변화될 경우, 예를 들면 도 2c에 도시된 바와 같은 원형 횡단면을 갖는 용기가 각각 얻어진다.
밀봉 링(5)의 밀봉 표면(5a)은 전방 주형(20)의 주형 공동(71)을 둘러싸는 주형 플레이트(7)의 대응하는 밀봉 표면(7a)과 마주한다. 코어(41)는 칼라 링(6)에 의해 또한 둘러싸이며, 칼라 링은 밀봉 링(5)의 밀봉 표면(5a)에 대해 짧은 왕복운동 동작을 실행할 수 있으며, 고정 가능한 주형 절반부(20)에 대해 회전되는 칼라 링(6)의 칼라(61)의 면(61a)은 밀봉 링(5)의 밀봉 표면(5a)의 평면으로, 그로부터 후방으로 매우 짧은 거리만큼, 고정 가능한 전방 주형으로부터 멀리 이동될 수 있다.
도 2a는 공지된 주형 시스템(1B)에서 사용되는 고정 가능한 주형 절반부(20)를 도시하고, 도 2b는 대응하는 이동 가능한 주형 절반부를 도시한다. 그 기능 및 그 주형 구조에 관하여, 이러한 주형 시스템(1B)은 본 발명에 따른 주형 시스템과 동일한 유형이며, 그 구조는 주로 코어(41)를 둘러싸는 밀봉 링(5)의 구조 및 칼라 링(6)의 구조에 대하여 본 발명에 따른 주형 시스템으로부터 벗어난다. 고정 가능한 주형 절반부(20)에서, 그 전방부에는 트레이의 형상을 갖는 리세스, 즉 주형 공동(71)을 포함하는 주형 플레이트(7)가 존재한다. 고정 가능한 주형 절반부(20)의 주형 플레이트(7)는 주형 프레임(8)에 부착되며, 이 주형 프레임을 통해 주조 도관 즉, 고온 채널 및 노즐이 도입된다. 이동 가능한 주형 절반부(10)는 또한 전방에 성형 코어(41)를 포함하며, 이 성형 코어는 그 아래의 코어 플레이트(4)에 부착된다. 코어 플레이트(4)는 이동 가능한 주형 절반부(10)의 배출 부분(30)에 부착된다. 코어(41)는 코어 몰딩 부분의 면(41a) 및 코어의 면과 동일 평면인 밀봉 표면(6a)의 평면으로 연장하는 플레이트형 칼라 링(6)에 의해서, 그리고 밀봉 표면(5a)을 포함하고 칼라 링의 외부에 위치되며 칼라 링에 제한되는 플레이트형 밀봉 링(5)에 의해서 둘러싸인다.
도 3a 및 도 3b는 본 발명에 따른 주형 시스템(1)의 측단면도를 도시하며, 이 주형 시스템의 주형 절반부는 도 1, 도 2a 및 도 2b에 관하여 전술된 바와 동일하다. 주형 시스템(1)은 트레이 패키지를 성형하고, 패키지를 프레스하는 것으로부터 시작하여 림을 주조하는 것으로 끝나는데 사용된다. 이 주형 시스템(1)은 압축 몰딩 및 주조 주형을 포함하며, 이 주형은 2개의 주형 절반부(10, 20)로부터 형성되고, 그 목적은 제 1 단계에서 본질적으로 일직선의 균일한 카드보드 블랭크(K)로부터 용기형 트레이 패키지를 성형하는 것이다. 압축에 의해 성형되는 패키지(500)의 벽의 에지 상에 림(50)을 주조하기 위해 주형 시스템(1)에 주조 기능이 또한 통합된다.
칼라 링(6)의 칼라(61)의 밀봉 표면(61a), 즉 고정 가능한 주형 절반부(20)에 대해 회전되는 면(61a)이 밀봉 링(5)의 밀봉 표면(5a)과 동일 평면일 때, 공통의 밀봉 표면이 밀봉 링의 밀봉 표면(5a) 및 칼라(61)의 밀봉 표면(61a) 또는 면에 의해 형성된다. 주형이 도 3b 내지 도 3d에 따라 폐쇄될 때(주형 절반부(10, 20)가 모이게 될 때), 고정 가능한 주형 절반부(20)의 주형 플레이트(7)의 밀봉 표면(7a) 및 이동 가능한 주형 절반부(10)의 공통의 밀봉 표면(5a, 61a)은 서로에 대해 오게 됨으로써, 성형될 카드보드 블랭크(K)가 이들 밀봉 표면 사이에 남아 있게 된다. 배출 부분(30)의 본체(3)의 부분(3a, 3b)들 사이의 공압 액츄에이터(33)는 칼라 링(6)에 연결되고, 칼라 링(6)을 통해 밀봉 링(5) 및 그에 따라 이동 가능한 주형 절반부(10)의 공통의 밀봉 표면(5a, 61a)을 프레스하여, 주형 절반부(10, 20)들 사이에, 즉 고정 가능한 주형 절반부의 밀봉 표면(7a)과 공통의 밀봉 표면(5a, 61a) 사이에 보존력(holding force)을 제공한다. 밀봉 표면(7a) 및 그 외에도 밀봉 표면(7a, 5a, 61a) 사이의 카드보드 블랭크(K) 상에 가해지는 압축력 또는 보존력의 주요 부분은 밀봉 링(5)의 밀봉 표면(5a)에 의해 발생되지만, 칼라 링의 칼라(61)의 밀봉 표면(61a)은 또한 카드보드 블랭크(K) 상에 보존력을 가한다. 보존력은 압력 매체 상에 작용하는 압축 공기 실린더와 같은 액츄에이터(33)에 의해 조정될 수 있다. 칼라 링(6)은 밀봉 링(5)과 코어(41) 사이의 배출 부분(3) 내에 위치된다.
배출 부분(30)의 2편 본체(3) 및 코어(41)를 포함하는 코어 플레이트(4)는 고정 가능한 주형 절반부(20)에 대해 깊이 방향으로 배출 바아(31)에 의해 이동될 수 있으며, 이때 깊이 방향은 전술한 바와 동일한 것을 지칭한다. 이동 가능한 주형 절반부(10)는 그에 따라 (도 3a에 도시된) 전방 위치와 (도 3b 내지 도 3d에 도시된) 후방 위치 사이에서 이동한다.
압축 단계에서, 주형 시스템의 이동 가능한 주형 절반부(10)는 카드보드 블랭크(A)를 고정 가능한 주형 절반부(20)의 주형 플레이트(7)의 주형 공동(71)으로 프레스한다. 이를 위해, 이동 가능한 주형 절반부는 그 성형부가 코어의 면(41a)까지 전술된 주형 공동(71)으로 끼워지는 성형 플레이트(4) 상에 위치되는 성형 코어(41)를 포함함으로써, 카드보드 블랭크는 코어(41)와 공동(71) 사이에서 프레스되어 그 트레이 형상을 얻는다. 이동 가능한 주형 절반부(10)는 본 명세서에 상세히 설명되지 않는 장치에 의해 주형을 개폐하기 위해 고정 가능한 주형에 대해 이동하도록 배치된다.
도 3a는 주형을 폐쇄하기 이전의 주형 시스템(1)을 도시한다. 카드보드 블랭크(K)는 고정 가능한 주형 절반부(20)의 주형 플레이트(7) 상의 (도시되지 않은) 소형 홀더에, 로봇에 의하여 오게 된다. 그 후, 주형은 폐쇄되며, 즉 코어(41)는 주형 공동(71) 안에 놓이며, 이들 사이에 남아 있는 카드보드 블랭크(K)는 트레이형 용기 내로 프레스된다.
공동(71) 내에 놓인 후에 코어(41)가 블랭크를 형성하기 시작하는 단계가 도 3b에 도시된다. 밀봉 표면들, 즉 밀봉 링의 밀봉 표면(5a) 및 칼라 링의 밀봉 표면(61a)은 액츄에이터(33)의 힘에 의해 카드보드 블랭크(K)에 기대며, 블랭크(K)를 고정 가능한 주형 절반부의 주형 플레이트(7)의 밀봉 표면(7a)과 상기 밀봉 표면(5a, 61a) 사이의 압축 단계에서 그 에지에 유지한다.
도 3c는 주형 절반부(10, 20)가 서로에 대해 프레스되어 주형이 완전히 폐쇄되며, 이들 사이의 카드보드 블랭크(K)가 트레이 내로 프레스됨으로써, 트레이의 측벽의 상부 에지가 칼라 링(6)의 밀봉 표면(61a)과 동일 평면이거나 다소 그 앞에 있는 상태를 도시한다. 블랭크의 에지 상의 마지막 보존력은 칼라 링의 칼라(61)의 면(61a)에 의해 야기되며, 이에 대해 고정 가능한 주형 절반부의 공동(71)을 둘러싸는 주형 플레이트의 밀봉 표면(7a)이 존재한다.
도 3d는 주형이 여전히 폐쇄되어 있지만 칼라 링(6)이 고정 가능한 주형 절반부(20)의 밀봉 표면(71a)으로부터 후방으로, 즉 이동 가능한 주형 절반부(10)의 배출 부분(3)의 방향으로, 짧은 거리만큼 이동된 상태를 도시한다. 이러한 이동은 예를 들면 배출 모터에 의해 배출 바아(31)를 끌어당김으로써 정확한 이동을 실행하는 액츄에이터에 의해 제공된다. 그 후, 작은 주형 공동(43)이, 트레이의 외부 에지와 접촉하여 트레이를 환형으로 에워싸는, 공동(71)을 둘러싸는 밀봉 표면(7a), 밀봉 링(5)의 밀봉 표면(5a), 칼라 링(6)의 칼라(61)의 면(61a) 및 코어(41)의 면(41a) 사이에 남는다. 용융 플라스틱 재료는 주조 공동(43)으로 공급될 때, 트레이의 측벽으로부터 외부로 연장하는 플랜지형 림을 형성한다. 그 형상으로 인해, 칼라 링(6)은 주조 공동(43)의 견고함(tightness)을 보장하기 위해 성형 코어(41)에 대해 조여진다. 주조 재료의 주입 채널은 예를 들면 도 2b에 도시된 바와 같이 고정 가능한 주형 절반부(20)의 주형 프레임(8)을 통하여 배치되며, 이를 통해 주조될 플라스틱은 주조 공동(43)으로 이동한다. 주입 채널은 성형되는 용기의 구조에 따라 다른 방식으로 주입 공동에 도달하도록 배치될 수도 있다.
용융 플라스틱 재료가 주조 공동(43) 내에서 응고된 후, 주형은 그 개방 위치로 다시 개방될 수 있다. 배출 부분(3)은 여전히 후방 위치에 있다. 배출 부분(3)은 배출 로드(31)에 의해 전방 위치로 밀릴 때, 이동하는 주형 절반부(10)로부터 완성된 용기를 제거하며, 동시에 칼라 링(6)은 다시 전방 위치로 이동될 수 있으며, 즉 도 3a에 도시된 위치가 다시 취해진다. 그 후 전방 주형(20)의 주형 플레이트(7)의 밀봉 표면(7a)은 배출 표면으로서 작용하고, 배출 바아(31)는 완성된 용기가 주형으로부터 제거될 때, 이 배출 표면을 민다. 그 후, 로봇은 완성된 용기를 꺼내고, 이를 새로운 블랭크(K)와 교체하며, 그 후 작업 단계가 상기와 같이 반복된다.
도 5a에 도시되고 카드보드 또는 카드보드 코팅된 트레이 프레임, 즉 바닥(57) 및 이 바닥에 연결되며 바닥 평면으로부터 상부로 연장하는 벽(59), 그리고 프레임의 벽(59)의 상부 에지를 에워싸고 상부로 연장하는 플라스틱 플랜지형 기본 림(50)으로 이루어진 트레이형 용기(500) 내에 기본 림의 돌기(55)도 현수 수단(56)도 존재하지 않을 경우, 이는 이른바 전술된 기본 주조 방법에 의해 제조될 수 있다. 그러나 다양한 장식적이거나 기능적인 형상, 현수 수단 또는 상이한 폭을 갖는 림이 동일한 전방 주형 및 후방 주형에 의해 도 5a에 따른 트레이형 용기(500)의 기본 림(50) 상에 형성될 때, 칼라 링(5) 또는 밀봉 링(6)이 이들을 제공하기 위해 변형되어야 한다.
도 5a에 따른 용기(500)의 림은 그 내부에서 주형 시스템(1)에 의해 돌기(55)를 형성함으로써 표준 모델(예를 들면 도 2c)에 대해 변형되며, 이 돌기를 통해 현수 개구(56)가 빠져나가며, 이 돌기는 환형의 기본 림(50)의 외부 에지(50a)에 연결된다. 이러한 돌기(55)는 도 4a에 따른 후방 주형(10)에 의해 제공될 수 있으며, 이 후방 주형은 인서트(9)가 전방 에지(5a1) 상에서 밀봉 링(5)의 밀봉 표면(5a)에 및 칼라 링(6)의 밀봉 표면(61a) 옆에 부착되는 점에서 도 2b에 도시된 후방 주형(10)과 상이하다. 이러한 인서트는 의도된 돌기(55)의 형상의 리세스(9a)를 포함하고, 이 리세스는 용기에 미치는 현수 개구(56)의 형상의 둥근 벌지(9b)를 포함한다. 기본 림(50)의 돌기(55)는 기본 림(50)을 주조하는 것과 동시에 용기(500) 상에 주조된다. 도 3d에 도시된 것과 유사하게, 용융 플라스틱은 주형 공동(43)으로 유동하지만; 이 공동은 이제 주형 플레이트의 밀봉 표면(7a), 칼라 링(6)의 밀봉 표면(61a), 코어(41)의 면(41a) 및 밀봉 링(5)의 밀봉 표면(5a) 상의 인서트(9)의 리세스(9a)와 밀봉 링의 밀봉 표면(5a)의 나머지에 의해 제한되는 공간으로 이루어진다. 이러한 주조 공동(43)에 의해, 기본 림(50) 및 동시에 또한 기본 림(50)의 연장부인 돌기(55)가 용기 상에 형성된다.
도 4에 도시된 것과 유사한 후방 주형(10)은 도 5b에 도시된 용기(500)를 제조할 때 사용될 수도 있으며, 도 5b에 도시된 용기는 둥근 바닥 및 환형 횡단면의 벽(59)을 가지며, 원형 아치 형상의 횡단면 프로파일을 갖는 몇몇 돌기(55)는 용기 벽의 상부 에지를 에워싸고 링의 형상을 갖는 기본 림(50)에 부착된다. 둥근 바닥 컵의 형상을 갖는 이러한 용기는 주형 시스템(1)에 의해 형성되고, 이 시스템의 전방 주형(20)의 주형 공동(71)의 베이스는 원형이며, 주형 공동 벽의 형상은 환형 횡단면 프로파일을 가지며, 따라서 컵 벽(59)의 형상에 대응한다. 주형 공동(71) 내로 끼워지는 후방 주형의 성형 코어(41)의 성형 부분의 횡단면은 또한 원형이며, 용기 바닥을 형성하는 그 외부 표면(41b)의 형상 또한 원형이어서, 주형 공동 바닥의 형상에 대응한다. 플랜지형 기본 플라스틱 림(50)은 전방 주형 내의 주조 도관을 통해 칼라 링(61)의 밀봉 표면(61a), 밀봉 링(5)의 밀봉 표면(5a)과 주형 플레이트(7)의 밀봉 표면(7a)과 코어의 면(41a) 사이의 주조 공동(43)으로 용융 플라스틱을 도입시킴으로써 전술된 방법에 의해 용기에 형성될 수 있다. 기본 링(50)은 이제 밀봉 링(5)의 밀봉 표면(5a)에 다수의 인서트(9)를 부착함으로써 변형되며, 인서트는 리세스(9a)를 구비하고 도 5a에 도시된 인서트(9)의 형상을 갖지만, 리세스(9a) 내에 위치되는 현수 수단(9b)의 블랭크를 반드시 갖지는 않는다. 인서트(9)는 각각의 인서트가 밀봉 링(5)의 환형 밀봉 표면(5a)의 전방 부분에 위치되는 환형 전방 에지(5a1)에 제한되도록 부착된다. 밀봉 링의 밀봉 표면(5a)이 칼라 링(6)의 칼라의 면(61a)과 동일 평면일 때, 인서트(9)는 칼라(61)의 밀봉 표면(61a)의 외부 에지(61c)에 제한된다(즉, 인서트(9)는 칼라(6)의 측면 상의 밀봉 링의 밀봉 표면(5a)의 에지(5a1)로부터 시작한다). 인서트(9)는 밀봉 링의 밀봉 표면(5a)의 전방부에서 서로로부터 밀봉 표면(5a)의 전방 에지(5a1)에 대해 규칙적인 외연 간격에 위치된다. 각각의 인서트는 대략 반원의 형상을 갖는 리세스(9a)를 포함한다. 밀봉 링(5)의 밀봉 표면(5a)이 반원형 횡단면 프로파일의 리세스(9a)를 포함하는 이러한 인서트(9)를 구비할 때, 주조 공동(43)은 도 3d에 대응하는 용기의 제조 단계에서 형성되고, 이 주조 공동은 칼라 링(6)의 칼라의 밀봉 표면(61a), 코어의 면(41a) 및 반원 형상의 리세스(9)를 포함하는 주형 플레이트의 밀봉 표면(71a)에 의해 제한된다. 용융 플라스틱이 주조 공동(43)으로 유동할 때, 도 5b에 도시된 기본 림(50)의 돌기(55)가 형성된다.
다양한 기능적 또는 장식적 형상부가 용기(500)의 기본 림(50)뿐 아니라 에지로부터 상부로 연장하는 리지 및 형상에 추가될 수도 있다. 이러한 형상부는 인서트로서 사용되는 상승 칼라(612)를 칼라 링(6)의 환형의 기본 칼라(61; 611)에 연결시킴으로써 제공된다. 이러한 상승 칼라는 환형의 기본 칼라(61; 611)의 최상부에 분리 가능하게 부착되는 유사하게 환형인 상승 칼라(61; 612)로 이루어진다. 칼라 링(6)의 기본 칼라(611)에 부착되는 이들 상승 칼라(612)는 도 6a 내지 도 6c에 예시적으로 도시되며, 상승 칼라에 의해 제공되는 용기(500)의 림(50)의 다양한 변형예가 도 7a 내지 도 7d에 각각 도시된다. 칼라 링(6)과 칼라의 중간의 개구의 형상(A)은 다양할 수 있으며, 이는 칼라 링 또는 칼라 또는 칼라의 일부(상승 칼라 또는 기본 칼라)에 관하여 "환형"의 개념이 당해 부분의 본체의 중간에 개구가 존재함을 주로 의미하는 이유이다. 위로부터 볼 때, 칼라 링(6)의 본체(62)는 원형, 직사각형 또는 다른 형상의 횡단면 프로파일을 가질 수 있으며, 본체(62)의 중간에는 원형, 직사각형 또는 다른 형상의 개구(A)가 존재한다. 개구(A)의 형상은 그 에지를 에워싸는 칼라(61)의 형상을 한정한다.
상승 칼라(612)는 기본 칼라(611)의 최상부에 빈틈없이 끼워져야 하며; 따라서 위로부터 칼라 링을 검사할 때, 기본 칼라(611) 및 상승 칼라(612)의 횡단면 프로파일은 기본 칼라(611) 및 상승 칼라(612)의 적어도 접합점(junction)에서 일치하여야 한다. 상승 칼라(612)를 구비하는 이러한 칼라 링(6)의 밀봉 표면(61a)은 그 후 상승 칼라(612)의 상부 표면(612a)과 동일하다. 상승 칼라의 밀봉 표면(612a)은 이제 이들 원하는 기능적이거나 장식적인 림의 형상부에 대응하는 리세스, 또는 밀봉 표면의 평면의 나머지보다 아직 더 높이 연장하지 않은, 리세스 내에 위치된 매우 낮고 넓은 벌지 또는 장식 엠보싱 패턴 또는 벌지를 구비한다. 용융 플라스틱이 주조 공동(43) 내부로 유동할 때, 용기 림(50)이 도 3d에 따른 작업 단계에서 주조될 때, 자신의 일부분 상의 주조 공동을 제한하는 벽으로서 작용하는 상승 칼라(612)의 밀봉 표면(612a)은 성형되는 림(50) 상의 벌지 및 림 표면의 나머지의 평면 둘레에 있는 이들 벌지 사이의 리세스를 형성한다. 용기(500)의 림(50) 상에 형성되며 림 표면의 평면의 나머지로부터 상부로 연장하는 형상부는 기본 칼라(611) 상의 이전의 상승 칼라(612)를 원하는 형성부가 위치되는 밀봉 표면(612a) 상에서 새로운 상승 칼라로 단순히 대체함으로써 변화될 수 있다. 이렇게 요구될 때, 상승 칼라(612)는 상승 칼라(612)의 밀봉 표면(612a)의 폭(I)을 변화시킴으로써 림의 폭(I)을 변화시킬 수도 있으며, 이에 따라 림의 주조 단계에서 상승 칼라의 밀봉 표면 옆에 오게 되는 밀봉 플레이트(5)의 중간의 개구의 크기는 예를 들면 밀봉 플레이트에 더하거나 동일한 적합한 인서트로부터 제거함으로써, 또한 각각 변화되어야 한다.
도 6a는 둥글린 코너를 갖는 직사각형 형상의 본체(62); 둥글린 직사각형의 일반적인 형상 및 폭(T)과 길이(P)를 또한 갖는 칼라(61)를 구비하는 칼라 링(6)을 도시하며, 칼라는 칼라 링의 중간에 있는 직사각형 개구(A)의 에지를 에워싸고, 칼라는 칼라 링의 본체(62)의 평면으로부터 상부로 연장한다. 폭(T) 및 길이(P)는 개구(A)의 에지의 내부 치수뿐 아니라, 칼라의 내부 직경의 치수를 지칭한다. 칼라(6)는 칼라 링의 플레이트형 본체(62)에 부착되는 하부의 기본 칼라(611) 및 기본 칼라(611)의 최상부에 부착되는 상승 칼라(612)인 인서트로 이루어진다. 상승 칼라(612) 및 기본 칼라(611)는 모두 동일한 형상이며, 이들의 폭 및 길이 치수는 상승 링(6)의 본체(62)의 평면 방향에서 동일하다. 상승 칼라(612)는 나사 조인트(screw joint) 또는 장부 구멍 조인트(mortise joint)와 같은, 개방될 수 있는 적합한 조인트에 의해 기본 칼라에 부착될 수 있다. 도 6b는 칼라 링(6)을 도시하며, 이때 상승 칼라 링의 밀봉 표면(612a)을 에워싸는 2개의 홈(70; 70a, 70b)은 이 상승 칼라(612)의 최상부에 있는 밀봉 표면(612a) 상에 형성된다. 이들 홈(70a, 70b)은 각각 기본 림(50; 54)을 제공하며, 이 기본 림은 도 7a 및 도 7b에 따른 용기(500) 상에서 변형되며, 이때 림의 평면으로부터 약간 상부로 연장하는 2개의 평행한 리지(80; 80a 및 80; 80b)는 용기 림(50; 54)을 에워싼다. 도 6c는 상승 칼라의 환형 밀봉 표면(612a)을 평행하게 에워싸는 홈(70; 70c, 70d, 70e)이 형성되는 상승 칼라(612)의 밀봉 표면(612a) 상의 칼라 링(6)을 도시한다. 인접하는 홈(70)들 사이에서, 리세스는 이 홈들의 방향에 횡방향으로 서로로부터 일정한 간격으로 위치된다. 홈들 사이의 횡방향 리세스 및 홈들 자체는 이에 따라 함께 사다리형 홈/리세스 그루빙(recess grooving)을 구성한다. 이러한 사다리형 그루빙을 구비하는 칼라 링의 밀봉 표면(612a)은 도 7c 및 도 7d에 도시된 용기(500)를 형성하는데 사용될 수 있으며, 그 변형 림(50; 54)은 용기 림의 평면의 나머지로부터 약간 상부로 연장하는 3개의 평행한 리지(80; 80c, 80d, 80e)에 의해 에워싸이며, 이들 사이에는 리지(80)의 방향을 가로지르는 교차 리지(80f)가 제공된다. 대응하는 함몰부가 림의 리지(80c, 80d, 80e, 80g)들 사이에서 이어지며, 이들 리지는 거의 림의 표면의 나머지의 평면상에 있다.
본 발명은 단지 몇몇 예시적인 실시예에 의해 상기에 설명되며, 본 발명은 특허청구범위에 개시된 본 발명의 범주 내에서 다양한 다른 방식으로 실행될 수도 있음이 당업자에게 자명하다.
예를 들어, 용기(500)에 주조되는 플라스틱 림(50)의 폭은 칼라 링(6)에 의해 변화될 수 있으며, 그 상승 칼라(612)는 기본 칼라(611)보다 폭이 더 넓은 밀봉 표면(612a)을 포함한다. 또한, 밀봉 링 개구의 크기는 이에 따라 변화된다.
Claims (6)
- 서로 마주하여 위치되는 이동 가능한 주형 절반부(10)와 고정된 주형 절반부(20)를 포함하는, 용기(500)를 제조하기 위한 주형 시스템(1)으로서,
상기 주형 시스템(1)은 용기(500)를 제조할 수 있으며, 상기 용기는 카드보드 블랭크로부터 프레스되는 바닥(57), 상기 바닥(57)에 연결되는 벽(59) 및 플라스틱으로 적어도 부분적으로 주조되고 상기 벽(59)의 상부 에지에 연결되며 상기 벽을 에워싸는 림(50)을 포함하고,
그에 따라 상기 고정된 주형 절반부(20)에 대해 이동 가능한 상기 주형 절반부(10)는 코어(41)를 구비하는 하나 이상의 코어 플레이트(4), 상기 코어(41)에 대해 이동 가능하고 밀봉 표면(5a)을 포함하며 상기 코어(41)를 둘러싸는 플레이트형 밀봉 링(5), 및 상기 코어(41) 및 상기 밀봉 링(5)에 대해 이동 가능하며 이들 사이에 끼워질 수 있는 칼라 링(6)을 포함하고, 상기 고정된 주형 절반부(20)는 주형 공동(71) 및 밀봉 표면(7a)을 구비하는 하나 이상의 주형 플레이트(7)를 포함하는, 용기를 제조하기 위한 주형 시스템에 있어서,
상기 주형 시스템(1)은 상기 이동 가능한 주형 절반부(10)의 상기 칼라 링(6)의 기본 칼라(611)의 최상부에 분리 가능하게 연결되는 상승 칼라(612)를 포함하고, 상기 상승 칼라(612)의 밀봉 표면(612a)은 상기 밀봉 표면(612a)의 평면의 나머지보다 낮은 홈 또는 리세스를 포함하며,
그에 따라 상기 밀봉 표면의 홈 또는 리세스는 상기 밀봉 표면(612a)의 평면상에 있거나 가능하다면 그로부터 상부로 약간 연장하는 벌지 또는 엠보싱 패턴을 포함할 수 있으며,
상기 홈 또는 리세스 내의 벌지 또는 엠보싱 패턴은 상기 림의 평면의 나머지로부터 상승하는 리지(80) 또는 벌지와, 상기 리지와 벌지 사이에 있고, 상기 림(50)의 평면상에 있거나 상기 림의 평면의 나머지보다 약간 더 낮으며, 가능하다면 엠보싱 패턴 또는 벌지를 포함하는 홈 또는 리세스를 상기 용기(500)의 플라스틱 림(50) 상에 제공하는데 사용될 수 있는 것을 특징으로 하는
용기를 제조하기 위한 주형 시스템.
- 제 1 항에 있어서,
상기 상승 칼라(612)의 밀봉 표면은 둘 또는 그보다 많은 평행한 홈(70)을 포함하며, 상기 홈 사이에는 가능하다면 상기 홈을 연결(join)하는 리세스가 존재하며; 상기 홈 및 리세스는 평행한 리지(80)를 제공하는데 사용될 수 있으며, 상기 리지는 상기 용기(500)의 플라스틱 림(50)을 에워싸고, 상기 리지 사이에는 가능하다면 스풀형 형성부가 존재하는 것을 특징으로 하는
용기를 제조하기 위한 주형 시스템.
- 제 1 항에 있어서,
상기 주형 시스템(1)의 이동 가능한 주형 절반부의 칼라 링(6)의 기본 칼라(611)의 최상부에는 상승 칼라(612)가 연결되고, 상기 상승 칼라의 밀봉 표면의 폭은 상기 기본 칼라의 폭보다 더 넓거나 더 좁은 것을 특징으로 하는
용기를 제조하기 위한 주형 시스템.
- 제 3 항에 있어서,
상기 주형 시스템(1)의 밀봉 링(5)의 중간의 개구의 크기는 상기 상승 칼라(612)의 밀봉 표면의 폭에 대응하도록 맞춰지는 것을 특징으로 하는
용기를 제조하기 위한 주형 시스템.
- 제 1 항에 따른 주형 시스템에 의해 용기를 제조하는 방법에 있어서,
카드보드 블랭크가 상기 코어(41)와 상기 주형 공동(71) 사이에서 프레스되어, 상기 바닥(57) 및 상기 바닥을 에워싸는 벽(59)을 제공하고, 그 후 상기 벽을 에워싸는 플랜지형 림은 주조 공동(43)으로 용융 플라스틱을 도입시킴으로써 상기 벽의 상부 에지 상에 주조에 의해 형성되며,
상기 주조 공동은 상기 주형 플레이트의 밀봉 표면(7a), 상기 밀봉 링(5)의 밀봉 표면(5a) 및 상기 칼라 링(6)의 밀봉 표면(61a)에 의해 제한되며,
그에 따라 상기 주조 공동의 형상 및/또는 치수는 상기 칼라 링의 기본 칼라(61; 611) 상에 상승 칼라(612)를 배치함으로써 변화되고, 상기 상승 칼라는 분리 가능하게 부착되고 상기 밀봉 링(5) 또는 상기 칼라 링(6)의 작용을 변화시키며, 상기 기본 림(50)의 표면은 상기 상승 칼라에 의해 상기 림의 표면(50)의 평면의 나머지로부터 상승하는 벌지 또는 리지를 구비하고, 상기 벌지 또는 리지의 평면보다 더 낮으며 가능하다면 상기 기본 림(50)의 표면의 나머지의 평면보다 약간 더 낮은 홈 또는 리세스를 구비하는 것을 특징으로 하는
주형 시스템에 의해 용기를 제조하는 방법.
- 제 5 항에 있어서,
상기 카드보드 블랭크(K)는 적어도 상기 카드보드 블랭크(K)가 상기 주형 공동(71) 안으로 미끄러질 때까지, 상기 밀봉 링의 밀봉 표면(5a)과 상기 칼라 링의 밀봉 표면(61a)과 이들을 마주하는 상기 주형 플레이트의 밀봉 표면(7a) 사이에 유지되며, 그 이후에야 상기 주형 공동은 용기 벽을 에워싸고 적어도 부분적으로 플라스틱으로 이루어지는 플랜지형 림(50)을 형성하기 위해 상기 주형 시스템에 제공되는 것을 특징으로 하는
주형 시스템에 의해 용기를 제조하는 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI20080461 | 2008-08-12 | ||
| FI20080461A FI122995B (fi) | 2008-08-12 | 2008-08-12 | Muottijärjestelmä ja menetelmä astian valmistamiseksi |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20110058738A true KR20110058738A (ko) | 2011-06-01 |
Family
ID=39735595
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020107017169A KR20110058738A (ko) | 2008-08-12 | 2009-08-12 | 용기를 제조하기 위한 주형 시스템 |
| KR1020107017054A KR20110052532A (ko) | 2008-08-12 | 2009-08-12 | 용기를 제조하기 위한 주형 시스템 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020107017054A KR20110052532A (ko) | 2008-08-12 | 2009-08-12 | 용기를 제조하기 위한 주형 시스템 |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US8545202B2 (ko) |
| EP (2) | EP2310178A4 (ko) |
| JP (2) | JP2011530462A (ko) |
| KR (2) | KR20110058738A (ko) |
| CN (2) | CN101918191B (ko) |
| AU (2) | AU2009281039A1 (ko) |
| BR (2) | BRPI0907125A2 (ko) |
| CA (2) | CA2708672A1 (ko) |
| FI (1) | FI122995B (ko) |
| MX (2) | MX2010007240A (ko) |
| RU (2) | RU2507067C2 (ko) |
| WO (2) | WO2010018308A1 (ko) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102380930B (zh) * | 2011-07-13 | 2014-01-08 | 青岛海信模具有限公司 | 一种用于塑料制件和注塑模具之间气体密封的注塑模具成型结构 |
| US9359114B2 (en) | 2013-03-22 | 2016-06-07 | King's Flair Development Ltd. | Detachable sealable lid, container comprising the same and sealing ring for use with the lid |
| FI127208B (fi) * | 2015-05-21 | 2018-01-31 | Lappeenrannan Teknillinen Yliopisto | Menetelmä ja laite muotoillun kartonkituotteen valmistamiseksi |
| US10350801B2 (en) * | 2015-11-25 | 2019-07-16 | Taiga Coolers, LLC | System and method for production of customized food and beverage coolers |
| CN106003835B (zh) * | 2016-05-24 | 2018-08-24 | 武汉艾特纸塑包装有限公司 | 一种包装纸盒下盖成型机构 |
| EP3461367B1 (en) * | 2017-09-28 | 2020-04-22 | The Procter & Gamble Company | Method of making a unitary brush head and unitary toothbrush head |
| EP3833603A1 (en) * | 2018-08-08 | 2021-06-16 | Cryovac, LLC | Apparatus and method for vacuum skin packaging of a product and a skin packaged product |
| CN109049848A (zh) * | 2018-10-17 | 2018-12-21 | 东莞市天善机械有限公司 | 一种全新的贴角机模具 |
| CN111469342B (zh) * | 2020-04-15 | 2022-04-15 | 深圳市南极光电子科技股份有限公司 | 一种胶铁及其加工方法 |
| CN113771299A (zh) * | 2021-08-31 | 2021-12-10 | 台塑科技股份有限公司 | 一种纸容器生物全降解边框成型专用模具 |
| CN114536666A (zh) * | 2022-02-22 | 2022-05-27 | 锐励生物科技(杭州)有限公司 | 一种盒盖成型模具及成型方法 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3436008A (en) * | 1968-03-15 | 1969-04-01 | Johnson & Johnson | Container |
| JPS6058822A (ja) * | 1983-09-12 | 1985-04-05 | Dainippon Printing Co Ltd | 複合容器成形方法 |
| US4705471A (en) * | 1985-08-02 | 1987-11-10 | Mobil Oil Corporation | Mold for producing a plate |
| CA1320322C (en) * | 1987-11-30 | 1993-07-20 | Jeffrey R. Robinson | Method and mold for imprinting moldable food stuffs and method and apparatus for making the mold |
| RU2005611C1 (ru) * | 1991-08-30 | 1994-01-15 | Юлиан Константинович Чалый | Устройство для формования изделий из быстротвердеющих смесей |
| US5425972A (en) * | 1993-04-16 | 1995-06-20 | Westvaco Corporation | Heat sealed, ovenable food carton lids |
| FR2721282B1 (fr) * | 1994-06-21 | 1996-12-27 | Moulage Automatique Sa | Perfectionnement à un procédé de fabrication d'un dispositif de bouchage et machine pour sa mise en Óoeuvre. |
| JP3746819B2 (ja) * | 1994-11-15 | 2006-02-15 | 大日本印刷株式会社 | 複合容器、その製造方法およびその製造装置 |
| CN2215983Y (zh) * | 1995-02-16 | 1995-12-27 | 叶昌吉 | 一种方便碗杯真空成型模具 |
| KR100260956B1 (ko) * | 1995-09-13 | 2000-09-01 | 쓰치야 히로오 | 합성수지제 단열 이중벽 용기 및 합성수지제 단열 이중벽 덮개 |
| JPH09239871A (ja) * | 1996-03-07 | 1997-09-16 | Toppan Printing Co Ltd | 複合容器及びその製造方法 |
| WO2000021854A1 (en) | 1998-10-09 | 2000-04-20 | Blue Ridge Paper Products, Inc. | Oven release food packaging |
| US6932753B1 (en) * | 1998-12-09 | 2005-08-23 | Fort James Corporation | Food serving paperboard container pressing apparatus employing cast-in electrical heaters |
| JP2000335550A (ja) * | 1999-05-26 | 2000-12-05 | Toppan Printing Co Ltd | 紙容器 |
| US6604934B2 (en) * | 1999-12-08 | 2003-08-12 | Top Grade Molds Ltd. | Dual stage floating ring mold ejection |
| FI112048B (fi) * | 2000-04-10 | 2003-10-31 | Stora Enso Oyj | Kerrostettu kuumasaumautuva pakkausmateriaali, siitä muodostettu elintarvikepakkaus sekä pakkausmenetelmä |
| IT1317211B1 (it) * | 2000-04-11 | 2003-05-27 | Magic Mp Spa | Macchina per la produzione di preforme di contenitori cavi inmateriale plastico |
| FI117748B (fi) * | 2001-10-15 | 2007-02-15 | Stora Enso Oyj | Pakkauksen kansi, sen valmistusmenetelmä sekä kannella suljettu pakkaus |
| GB2385020A (en) * | 2002-02-07 | 2003-08-13 | Meridica Ltd | Medicament container and method of manufacture thereof |
| CA2473649C (en) * | 2002-03-15 | 2010-02-02 | Graphic Packaging International, Inc. | Container having a rim or other feature encapsulated by or formed from injection-molded material |
| AU2003284049B9 (en) * | 2002-10-08 | 2008-11-06 | Graphic Packaging International, Llc | A tool for forming a container and a method of forming the same |
| CN100462216C (zh) * | 2004-12-11 | 2009-02-18 | 鸿富锦精密工业(深圳)有限公司 | 导光板模仁及导光板模具 |
| US20070210092A1 (en) * | 2006-03-10 | 2007-09-13 | Ivonis Mazzarolo | Paper food container with injection molded top rim structure and method of manufacturing same |
| CN200984804Y (zh) * | 2006-12-25 | 2007-12-05 | 胡志军 | 一种过滤器网注塑模具 |
| FI122768B (fi) | 2007-12-12 | 2012-06-29 | Stora Enso Oyj | Menetelmä pakkauksen muodostamiseksi ja pakkaus |
| CA2707083C (en) * | 2007-12-31 | 2012-10-09 | Graphic Packaging International, Inc. | Tool for forming construct |
-
2008
- 2008-08-12 FI FI20080461A patent/FI122995B/fi not_active IP Right Cessation
-
2009
- 2009-08-12 MX MX2010007240A patent/MX2010007240A/es active IP Right Grant
- 2009-08-12 AU AU2009281039A patent/AU2009281039A1/en not_active Abandoned
- 2009-08-12 RU RU2010122494/05A patent/RU2507067C2/ru not_active IP Right Cessation
- 2009-08-12 RU RU2010122495/05A patent/RU2504470C2/ru not_active IP Right Cessation
- 2009-08-12 US US12/863,570 patent/US8545202B2/en not_active Expired - Fee Related
- 2009-08-12 CA CA2708672A patent/CA2708672A1/en not_active Abandoned
- 2009-08-12 KR KR1020107017169A patent/KR20110058738A/ko not_active Application Discontinuation
- 2009-08-12 WO PCT/FI2009/050659 patent/WO2010018308A1/en active Application Filing
- 2009-08-12 CN CN2009801026063A patent/CN101918191B/zh not_active Expired - Fee Related
- 2009-08-12 JP JP2011522531A patent/JP2011530462A/ja active Pending
- 2009-08-12 CA CA2708066A patent/CA2708066A1/en not_active Abandoned
- 2009-08-12 CN CN2009801037320A patent/CN101932421B/zh not_active Expired - Fee Related
- 2009-08-12 JP JP2011522530A patent/JP2011530433A/ja not_active Ceased
- 2009-08-12 EP EP09806493.4A patent/EP2310178A4/en not_active Withdrawn
- 2009-08-12 BR BRPI0907125-3A patent/BRPI0907125A2/pt not_active IP Right Cessation
- 2009-08-12 EP EP09806492.6A patent/EP2310177A4/en not_active Withdrawn
- 2009-08-12 KR KR1020107017054A patent/KR20110052532A/ko not_active Application Discontinuation
- 2009-08-12 MX MX2010006996A patent/MX2010006996A/es active IP Right Grant
- 2009-08-12 WO PCT/FI2009/050660 patent/WO2010018309A1/en active Application Filing
- 2009-08-12 US US12/863,963 patent/US8545203B2/en not_active Expired - Fee Related
- 2009-08-12 BR BRPI0907098-2A patent/BRPI0907098A2/pt not_active IP Right Cessation
- 2009-08-12 AU AU2009281040A patent/AU2009281040A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US8545203B2 (en) | 2013-10-01 |
| CN101918191B (zh) | 2013-03-06 |
| AU2009281039A1 (en) | 2010-02-18 |
| EP2310177A4 (en) | 2013-05-15 |
| JP2011530462A (ja) | 2011-12-22 |
| RU2010122495A (ru) | 2012-02-10 |
| EP2310177A1 (en) | 2011-04-20 |
| JP2011530433A (ja) | 2011-12-22 |
| RU2504470C2 (ru) | 2014-01-20 |
| US20100283182A1 (en) | 2010-11-11 |
| FI122995B (fi) | 2012-09-28 |
| BRPI0907098A2 (pt) | 2015-07-07 |
| CN101932421A (zh) | 2010-12-29 |
| WO2010018309A1 (en) | 2010-02-18 |
| RU2010122494A (ru) | 2012-02-10 |
| BRPI0907125A2 (pt) | 2015-07-14 |
| WO2010018308A1 (en) | 2010-02-18 |
| CA2708066A1 (en) | 2010-02-18 |
| KR20110052532A (ko) | 2011-05-18 |
| FI20080461A (fi) | 2010-02-13 |
| RU2507067C2 (ru) | 2014-02-20 |
| MX2010006996A (es) | 2010-10-26 |
| CN101918191A (zh) | 2010-12-15 |
| CN101932421B (zh) | 2013-12-18 |
| MX2010007240A (es) | 2010-08-13 |
| CA2708672A1 (en) | 2010-02-18 |
| FI20080461A0 (fi) | 2008-08-12 |
| AU2009281040A1 (en) | 2010-02-18 |
| EP2310178A1 (en) | 2011-04-20 |
| EP2310178A4 (en) | 2013-05-15 |
| US20100295209A1 (en) | 2010-11-25 |
| US8545202B2 (en) | 2013-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20110058738A (ko) | 용기를 제조하기 위한 주형 시스템 | |
| KR20110044940A (ko) | 판지-기반 용기의 깊이를 변경하기 위한 몰드 시스템 | |
| RU2471628C2 (ru) | Способ образования упаковки и упаковка | |
| JP2011530432A (ja) | 厚紙製容器内に間仕切りを形成するための金型システム | |
| KR101866091B1 (ko) | 발포폼 성형 금형 | |
| FI123085B (fi) | Muottijärjestelmä ja menetelmä astian valmistamiseksi | |
| FI122783B (fi) | Muottijärjestelmä ja menetelmä kartonkipohjaisen astian valmistamiseksi | |
| JP2020059028A (ja) | 鋳型の成形装置および製造方法、並びにこれを用いた容器の製造方法 | |
| KR20170073932A (ko) | 발포폼 성형 금형 | |
| JP2017124576A (ja) | 成形用金型およびそれを用いた樹脂成形品の製造方法 | |
| JP2010105290A (ja) | 着脱自在な入れ駒を備えた発泡成形用の成形型および該形成型を用いた成形方法と発泡樹脂成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |