JP7666643B2 - 固体表面の濡れ性評価方法 - Google Patents
固体表面の濡れ性評価方法 Download PDFInfo
- Publication number
- JP7666643B2 JP7666643B2 JP2023567992A JP2023567992A JP7666643B2 JP 7666643 B2 JP7666643 B2 JP 7666643B2 JP 2023567992 A JP2023567992 A JP 2023567992A JP 2023567992 A JP2023567992 A JP 2023567992A JP 7666643 B2 JP7666643 B2 JP 7666643B2
- Authority
- JP
- Japan
- Prior art keywords
- evaluation
- liquid
- wettability
- solid
- test
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N13/00—Investigating surface or boundary effects, e.g. wetting power; Investigating diffusion effects; Analysing materials by determining surface, boundary, or diffusion effects
- G01N13/02—Investigating surface tension of liquids
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N13/00—Investigating surface or boundary effects, e.g. wetting power; Investigating diffusion effects; Analysing materials by determining surface, boundary, or diffusion effects
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N13/00—Investigating surface or boundary effects, e.g. wetting power; Investigating diffusion effects; Analysing materials by determining surface, boundary, or diffusion effects
- G01N13/02—Investigating surface tension of liquids
- G01N2013/0208—Investigating surface tension of liquids by measuring contact angle
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N13/00—Investigating surface or boundary effects, e.g. wetting power; Investigating diffusion effects; Analysing materials by determining surface, boundary, or diffusion effects
- G01N13/02—Investigating surface tension of liquids
- G01N2013/0283—Investigating surface tension of liquids methods of calculating surface tension
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Investigating And Analyzing Materials By Characteristic Methods (AREA)
- Testing Resistance To Weather, Investigating Materials By Mechanical Methods (AREA)
Description
[1] 2個の固体を、該固体の評価対象面を隔てて対向させ、かつ、前記2個の固体の下端部全体が同一平面上に存在するように配置して試験材とし、該試験材の下端部全体が評価液体の表面と平行になるように前記試験材を前記評価液体に浸漬させる浸漬試験を行い、
任意の浸漬時間において前記2個の固体間の空隙部に浸入する評価液体の液面高さと前記評価液体の表面の高さとの差、すなわち濡れ高さを測定し、
該測定値を前記固体表面の前記評価液体に対する濡れ性の評価値とする、固体表面の濡れ性評価方法。
[2] 前記濡れ高さ、及び、前記固体間の空隙幅に基づいて、前記固体と前記評価液体の接触角を算出し、該接触角を前記固体表面の前記評価液体に対する濡れ性の評価値とする、[1]に記載の固体表面の濡れ性評価方法。
[3] 前記浸漬試験後の固体間の空隙幅w試験後を測定し、該空隙幅w試験後及び前記浸漬試験前の固体間の空隙幅w試験前に基づき、以下の(1)式により前記濡れ高さhを補正し、該補正後の濡れ高さh補正後を前記固体表面の前記評価液体に対する濡れ性の評価値とする、[1]または[2]に記載の固体表面の濡れ性評価方法。
h補正後 =(h・w試験後)/w試験前 (1)
[4] 前記補正後の濡れ高さh補正後、及び、前記浸漬試験後の固体間の空隙幅w試験後から、前記固体と前記評価液体の接触角を算出し、該接触角を前記固体表面の前記評価液体に対する濡れ性の評価値とする、[3]に記載の固体表面の濡れ性評価方法。
[5] 前記浸漬試験における浸漬時間を変化させた際の前記固体間の空隙部に浸入する液面高さの変化から、固液界面の濡れ拡張速度を算出する、[1]、[2]、[3]または[4]のいずれかに記載の固体表面の濡れ性評価方法。
[6] 前記浸漬試験における浸漬時または浸漬前の前記評価液面上の雰囲気を制御する、[1]、[2]、[3]、[4]または[5]のいずれかに記載の固体表面の濡れ性評価方法。
[7] 前記評価液体が溶融金属である、[6]に記載の固体表面の濡れ性評価方法。
[8] 前記評価液体が溶融亜鉛である、[7]に記載の固体表面の濡れ性評価方法。
h ={2γcosθ/(ρgr)}×106 (2)
ここで、h:液面高さ(mm)、γ:表面張力(N/m)、θ:接触角(°)、ρ:評価液の密度(kg/m3)、g:重力加速度(m/秒2)、r:細管の内径(mm)を示す。
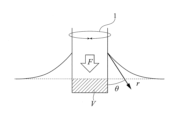
F= γcosθ・l ×10-3- Vρg×10-9 (3)
ここで、F:垂直方向の力(N)、γ:表面張力(N/m)、θ:接触角(°)、l:被評価固体の周囲長さ(mm)、V:浸漬部分の体積(mm3)、ρ:評価液の密度(kg/m3)、g:重力加速度(m/秒2)に相当する。この関係式を基に、本発明における試験材を使用した時の、液面高さと接触角の関係について説明する。
γcosθ・l = Vρg×10-6 (4)
となる。図1におけるスペーサー間の長さをL(mm)と仮定すると、上式は以下のように変換できる。この時、スペーサー間の長さLは、空隙幅wよりも十分に大きいものとする。
γcosθ・(2L) = (w・h・L)ρg×10-6 (5)
cosθ=(whρg×10-6)/(2γ) (6)
θ=arccos{(whρg×10-6)/(2γ)} (7)
すなわち、本方法を用いれば、任意の板幅における濡れ高さhを測定することで接触角θを導出でき、濡れ性を定量的に評価可能であることが分かる。また、本方法を用いれば、逆に2個の固体間の濡れ高さhを測定し、該測定値を固体の表面の評価液体に対する濡れ性の評価値とすることが可能である。また、本方法によれば、荷重測定設備を用いずとも液体に対する固体表面の濡れ性を高精度に評価することができる。なお、本発明法による濡れ性の評価において、固体の浸漬時間を特定時間にそろえることで、異なる試料間の濡れ性を相対的に比較、評価することができる。また、その際の浸漬時間は目的に応じて変更してもよい。
h={γ(cosθ固体1+cosθ固体2)/(ρgr)}×106 (8)
従って、本発明の濡れ性評価方法を用いれば異なる材料からなる固体2個が組み合わされた構造における評価液体の接触角も測定可能である。
h補正後 =(h・w試験後)/w試験前 (1)
ここで、固体に形状変化が生じる場合には、固体がたわんだり反ったりして、形状が不定形に変化する場合も含まれる。このような場合における、浸漬試験後の固体間の空隙幅w試験後は、浸漬試験後の固体間の距離のうち浸漬部のスペーサー間の中心部分の固体間の距離、と定義する。また、試験後の濡れ高さhは、浸漬部のスペーサー間の液面垂直方向の中心線上の液面高さと評価液体の表面高さとの差、と定義する。さらに、補正後の濡れ高さh補正後と試験前の固体間の空隙幅w試験前、スペーサー間距離Lを、(7)式に代入することによって補正後の推定濡れ接触角θ補正後を求めることも可能である。
(推定濡れ接触角θ1s 補正後 ― 推定濡れ接触角θ5s 補正後)/4s
ここで、「推定濡れ接触角θ1s 補正後」は、浸漬時間1sにおける補正後の推定濡れ接触角を指すが、補正後の推定濡れ接触角とは、実測した濡れ高さh、浸漬試験前後の固体間の空隙幅w試験前、及びw試験後を(1)式に代入して算出した補正後の濡れ高さh補正後を用い、(7)式によって推定される角度である。
図5に示すように、昇温・冷却に伴って固体の形状が変化した場合において、(1)式を用いて、濡れ高さを補正した。結果を表1に示す。

濡れ拡張速度=(推定濡れ接触角θ1s 補正後 - 推定濡れ接触角θ5s 補正後)/4s (9)
以上、本発明を用いれば、任意の液体に対する固体表面の濡れ性を、より簡便かつ数値として得ることができることに加え、濡れ拡張挙動についても、定量的な比較評価が可能となる。また、昇温・冷却に伴って固体の形状が変化した場合にも、固体間の空隙幅の変化に基づいて評価液体の表面高さを補正することにより、固体表面の濡れ性を、より簡便かつ数値として得ることができる。また、特定の環境雰囲気下での液体に対する固体表面の濡れ性も測定可能である。特に、本発明は工業的に広く用いられる溶融亜鉛めっきの実操業を想定した条件でのめっき浴液体に対する固体表面の濡れ性の評価が可能である。
2 スペーサー
3 空隙幅
4 評価液
5 浸入液面
6 評価液面
F 垂直方向の力、
γ 表面張力
l 固体の周囲長さ
V 浸漬部分の体積
θ 接触角
h 評価液面からの浸入液面高さ
w 空隙幅
h補正後 補正後の濡れ高さ
w試験前 浸漬試験前の空隙幅
w試験後 浸漬試験後の空隙幅
Claims (9)
- 2個の固体を、該固体の評価対象面を隔てて対向させ、かつ、前記2個の固体の下端部全体が同一平面上に存在するように配置して試験材とし、該試験材の下端部全体が評価液体の表面と平行になるように前記試験材を前記評価液体に浸漬させる浸漬試験を行い、
任意の浸漬時間において前記2個の固体間の空隙部に浸入する評価液体の液面高さと前記評価液体の表面の高さとの差、すなわち濡れ高さhを測定し、
前記濡れ高さh、または、前記濡れ高さh及び前記固体間の空隙幅に基づいて算出された前記固体と前記評価液体の接触角を、前記固体表面の前記評価液体に対する濡れ性の評価値とするにあたり、
前記浸漬試験後の固体間の空隙幅w 試験後 を測定し、該空隙幅w 試験後 及び前記浸漬試験前の固体間の空隙幅w 試験前 に基づき、以下の(1)式により前記濡れ高さhを補正し、該補正後の濡れ高さh 補正後 、または、前記補正後の濡れ高さh 補正後 及び前記浸漬試験後の固体間の空隙幅w 試験後 から算出された前記固体と前記評価液体の補正後の推定濡れ接触角θ 補正後 を、前記固体表面の前記評価液体に対する濡れ性の評価値とする、固体表面の濡れ性評価方法。
h 補正後 =(h・w 試験後 )/w 試験前 (1) - 前記補正後の濡れ高さh補正後、及び、補正後の推定濡れ接触角θ補正後を、前記固体表面の前記評価液体に対する濡れ性の評価値とする、請求項1に記載の固体表面の濡れ性評価方法。
- 前記浸漬試験における浸漬時間を変化させた際の前記固体間の空隙部に浸入する液面高さの変化により得られる前記評価値の変化から、固液界面の濡れ拡張速度を算出する、請求項1または2のいずれかに記載の固体表面の濡れ性評価方法。
- 前記浸漬試験における浸漬時または浸漬前の前記評価液面上の雰囲気を制御する、請求項1または2のいずれかに記載の固体表面の濡れ性評価方法。
- 前記浸漬試験における浸漬時または浸漬前の前記評価液面上の雰囲気を制御する、請求項3に記載の固体表面の濡れ性評価方法。
- 前記評価液体が溶融亜鉛である、請求項1または2のいずれかに記載の固体表面の濡れ性評価方法。
- 前記評価液体が溶融亜鉛である、請求項3に記載の固体表面の濡れ性評価方法。
- 前記評価液体が溶融亜鉛である、請求項4に記載の固体表面の濡れ性評価方法。
- 前記評価液体が溶融亜鉛である、請求項5に記載の固体表面の濡れ性評価方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022141234 | 2022-09-06 | ||
| JP2022141234 | 2022-09-06 | ||
| PCT/JP2023/032209 WO2024053598A1 (ja) | 2022-09-06 | 2023-09-04 | 固体表面の濡れ性評価方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2024053598A1 JPWO2024053598A1 (ja) | 2024-03-14 |
| JPWO2024053598A5 JPWO2024053598A5 (ja) | 2024-08-14 |
| JP7666643B2 true JP7666643B2 (ja) | 2025-04-22 |
Family
ID=90191153
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023567992A Active JP7666643B2 (ja) | 2022-09-06 | 2023-09-04 | 固体表面の濡れ性評価方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4549908A4 (ja) |
| JP (1) | JP7666643B2 (ja) |
| KR (1) | KR20250041044A (ja) |
| CN (1) | CN119790291A (ja) |
| MX (1) | MX2025002164A (ja) |
| WO (1) | WO2024053598A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118858580B (zh) * | 2024-07-15 | 2025-01-21 | 中信重工机械股份有限公司 | 一种异质钎焊接头钎料填充能力评定方法 |
| CN118465222B (zh) * | 2024-07-15 | 2024-10-15 | 中信重工机械股份有限公司 | 一种异种材料钎焊钎料流铺能力评价方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017219388A (ja) | 2016-06-06 | 2017-12-14 | 出光興産株式会社 | 表面張力測定装置、及び表面張力測定方法 |
| CN112710588A (zh) | 2020-11-23 | 2021-04-27 | 重庆大学 | 一种毛细管内表面静态接触角计算与测试方法及测试系统 |
| CN113188957A (zh) | 2021-03-26 | 2021-07-30 | 力神动力电池系统有限公司 | 一种锂离子二次电池电极极片的电解液浸润性的测试方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6027939B2 (ja) * | 1977-05-06 | 1985-07-02 | 三菱電機株式会社 | ろう接性試験法 |
| DE3900845A1 (de) * | 1989-01-13 | 1990-07-19 | Schmitt Thomas Karlheinz G Pro | Verfahren zur messung der benetzungskraft zwischen fluessigkeit und festkoerper |
| JPH02150550U (ja) * | 1989-05-25 | 1990-12-26 | ||
| JP2630712B2 (ja) * | 1992-07-06 | 1997-07-16 | 株式会社マルコム | ペースト特性測定方法とそのペースト特性測定機 |
| JPH06148056A (ja) | 1992-07-20 | 1994-05-27 | Alps Electric Co Ltd | 固体の液体に対する表面濡れ物性評価方法 |
| JP2749526B2 (ja) * | 1994-08-31 | 1998-05-13 | 科学技術振興事業団 | 粒子のぬれ角測定方法 |
| JP3405836B2 (ja) * | 1994-10-28 | 2003-05-12 | マークテック株式会社 | 湿式磁粉探傷試験方法に用いられる磁粉液用分散剤の評価方法及び該方法の実施に使用する測定器具 |
| US7024921B2 (en) * | 2002-11-06 | 2006-04-11 | Sutton Stephen P | Capillary devices for determination of surface characteristics and contact angles and methods for using same |
-
2023
- 2023-09-04 JP JP2023567992A patent/JP7666643B2/ja active Active
- 2023-09-04 WO PCT/JP2023/032209 patent/WO2024053598A1/ja not_active Ceased
- 2023-09-04 EP EP23863136.0A patent/EP4549908A4/en active Pending
- 2023-09-04 CN CN202380062531.0A patent/CN119790291A/zh active Pending
- 2023-09-04 KR KR1020257006291A patent/KR20250041044A/ko active Pending
-
2025
- 2025-02-21 MX MX2025002164A patent/MX2025002164A/es unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017219388A (ja) | 2016-06-06 | 2017-12-14 | 出光興産株式会社 | 表面張力測定装置、及び表面張力測定方法 |
| CN112710588A (zh) | 2020-11-23 | 2021-04-27 | 重庆大学 | 一种毛细管内表面静态接触角计算与测试方法及测试系统 |
| CN113188957A (zh) | 2021-03-26 | 2021-07-30 | 力神动力电池系统有限公司 | 一种锂离子二次电池电极极片的电解液浸润性的测试方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024053598A1 (ja) | 2024-03-14 |
| EP4549908A4 (en) | 2025-10-15 |
| MX2025002164A (es) | 2025-04-02 |
| CN119790291A (zh) | 2025-04-08 |
| WO2024053598A1 (ja) | 2024-03-14 |
| KR20250041044A (ko) | 2025-03-25 |
| EP4549908A1 (en) | 2025-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7666643B2 (ja) | 固体表面の濡れ性評価方法 | |
| JP7798753B2 (ja) | 加工後耐食性に優れた亜鉛合金めっき鋼材及びその製造方法 | |
| US10590521B2 (en) | Steel sheet with hot dip galvanized zinc alloy coating | |
| EP3396004A1 (en) | Plated steel material having excellent friction resistance and white rust resistance and method for preparing same | |
| BRPI0711652A2 (pt) | produto de aço plano com um revestimento de proteção contra corrosão e método para sua produção | |
| CN107532269B (zh) | 连续熔融金属镀敷方法及连续熔融金属镀敷设备 | |
| CN105209655B (zh) | 合金化热浸镀锌钢板及其制造方法 | |
| US12037673B2 (en) | Metal mask material, method for manufacturing same, and metal mask | |
| US11306381B2 (en) | High-strength hot-dip zinc plated steel material having excellent plating properties and method for preparing same | |
| CN110352261A (zh) | 热浸镀Al系钢板及其制造方法 | |
| JP2008264791A (ja) | 鋼の連続鋳造用モールドパウダーおよび連続鋳造方法 | |
| JP3506224B2 (ja) | 溶融金属めっき金属帯の製造方法 | |
| US10030297B2 (en) | Method for producing a hot-dip aluminum-coated steel wire | |
| JP4486878B2 (ja) | 鋼の連続鋳造用モールドパウダーおよび連続鋳造方法 | |
| CN102216485B (zh) | 用于控制多种金属在适于熔融所述金属的空腔中的引入的方法和装置 | |
| JP4506672B2 (ja) | 溶融亜鉛めっき鋼板及びその製造方法 | |
| Lee et al. | Improvement of the wettability of SiMn IF-HSS by liquid zinc by controlling the dew point of the annealing gas atmosphere | |
| JPWO2017022597A1 (ja) | アルミニウム系合金の溶射材料および溶射皮膜 | |
| KR102697682B1 (ko) | 핫 스탬프용 도금 강판 | |
| WO2022002973A1 (en) | Method of manufacturing a steel strip and coated steel sheet obtainable thereby | |
| EP4624621A1 (en) | A hot dip coating device with stabilizing means and a method of coating using a hot dip coating device | |
| JP7736226B1 (ja) | Zn-Al-Mg系めっき鋼板 | |
| KR102870496B1 (ko) | 도금 강판 | |
| GIORGI et al. | High Strength Steels and Coatings | |
| JP2002105613A (ja) | 表面平滑性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231214 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241008 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250324 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7666643 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |