JP7661237B2 - ポリテトラフルオロエチレン延伸多孔質膜とこれを用いた通気濾材及びフィルター部材 - Google Patents
ポリテトラフルオロエチレン延伸多孔質膜とこれを用いた通気濾材及びフィルター部材 Download PDFInfo
- Publication number
- JP7661237B2 JP7661237B2 JP2021562731A JP2021562731A JP7661237B2 JP 7661237 B2 JP7661237 B2 JP 7661237B2 JP 2021562731 A JP2021562731 A JP 2021562731A JP 2021562731 A JP2021562731 A JP 2021562731A JP 7661237 B2 JP7661237 B2 JP 7661237B2
- Authority
- JP
- Japan
- Prior art keywords
- ptfe
- stretching
- porous membrane
- expanded porous
- filter material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/08—Filter cloth, i.e. woven, knitted or interlaced material
- B01D39/083—Filter cloth, i.e. woven, knitted or interlaced material of organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1692—Other shaped material, e.g. perforated or porous sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/54—Particle separators, e.g. dust precipitators, using ultra-fine filter sheets or diaphragms
- B01D46/543—Particle separators, e.g. dust precipitators, using ultra-fine filter sheets or diaphragms using membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D67/00—Processes specially adapted for manufacturing semi-permeable membranes for separation processes or apparatus
- B01D67/0002—Organic membrane manufacture
- B01D67/0023—Organic membrane manufacture by inducing porosity into non porous precursor membranes
- B01D67/0025—Organic membrane manufacture by inducing porosity into non porous precursor membranes by mechanical treatment, e.g. pore-stretching
- B01D67/0027—Organic membrane manufacture by inducing porosity into non porous precursor membranes by mechanical treatment, e.g. pore-stretching by stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/02—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor characterised by their properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/30—Polyalkenyl halides
- B01D71/32—Polyalkenyl halides containing fluorine atoms
- B01D71/36—Polytetrafluoroethylene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/28—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof by elimination of a liquid phase from a macromolecular composition or article, e.g. drying of coagulum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
- B01D2239/0654—Support layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/10—Filtering material manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/12—Special parameters characterising the filtering material
- B01D2239/1208—Porosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/12—Special parameters characterising the filtering material
- B01D2239/1216—Pore size
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/12—Special parameters characterising the filtering material
- B01D2239/1258—Permeability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/12—Special parameters characterising the filtering material
- B01D2239/1291—Other parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/02—Details relating to pores or porosity of the membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/04—Characteristic thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/20—Specific permeability or cut-off range
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2327/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers
- C08J2327/02—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment
- C08J2327/12—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C08J2327/18—Homopolymers or copolymers of tetrafluoroethylene
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Textile Engineering (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Description
厚さ方向の通気度が、フラジール通気度により表示して、4cm3/(秒・cm2)以上であり、
面内の第1方向への引きはがし凝集力と、前記第1方向と面内において直交する第2方向への引きはがし凝集力との積により示される全凝集力が、1.9(N/20mm)2以上である、
PTFE延伸多孔質膜、
を提供する。
厚さ方向の通気性を有すると共に、当該方向への異物の透過を防ぐ通気濾材であって、
上記本発明のPTFE延伸多孔質膜を備える通気濾材、
を提供する。
厚さ方向の通気性を有すると共に、当該方向への異物の透過を防ぐ通気濾材を備え、
前記通気濾材が、上記本発明の通気濾材であるフィルター部材
を提供する。
気孔率(%)={1-(質量[g]/(厚さ[cm]×面積[cm2]×真密度[g/cm3]))}×100
未焼成のPTFEシートを、PTFEの融点未満の延伸温度にて所定の方向に延伸し(延伸A);
延伸Aを経たシートを、PTFEの融点以上の温度にて焼成し(焼成B);
焼成Bを経たシートを、PTFEの融点未満の延伸温度にて上記所定の方向とは異なる方向にさらに延伸する(延伸C)。
延伸Aでは、未焼成のPTFEシートをPTFEの融点(結晶の融点である343℃)未満の延伸温度にて所定の方向に延伸する。延伸Aは、例えば、延伸Aを実施する温度(延伸温度)に制御された加熱炉内で実施できる。延伸Aは、例えば、ロール延伸により実施できる。ただし、延伸Aを実施する方法は、上記例に限定されない。
焼成Bでは、延伸Aを経たシートをPTFEの融点以上の温度にて焼成する。焼成Bは、例えば、焼成Bを実施する温度(焼成温度)に制御された加熱炉内で実施できる。
延伸Cでは、焼成Bを経たシートをPTFEの融点未満の延伸温度にて上記所定の方向とは異なる方向にさらに延伸する。延伸Cは、例えば、延伸Cを実施する温度(延伸温度)に制御された加熱炉内で実施できる。延伸Cは、例えば、テンター延伸により実施できる。ただし、延伸Cを実施する方法は、上記例に限定されない。
本発明の通気濾材の一例を図2に示す。図2の通気濾材2(2A)は、PTFE延伸多孔質膜1を備える。本発明の通気濾材の別の一例を図3に示す。図3の通気濾材2(2B)は、通気性支持材3を更に備える。通気性支持材3は、PTFE延伸多孔質膜に積層されている。通気性支持材3により、通気濾材2としての強度及び取扱性を向上できる。
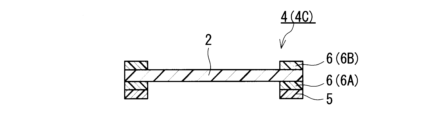
本発明のフィルター部材の一例を図4に示す。図4のフィルター部材4(4A)は、厚さ方向の通気性を有すると共に、当該方向への異物の透過を防ぐ通気濾材として、上記説明した通気濾材2を備える。フィルター部材4Aは、例えば、開口を有する面を持つ対象物の当該面に配置されて、当該開口における異物の透過を防ぎながら当該開口を介した通気を確保する部材である。この場合、フィルター部材4Aは、通常、対象物の開口を通気濾材2が覆うように配置される。
10点の測定ポイントをランダムに定め、各測定ポイントにおいてダイヤルゲージ(直径10mmのフラット測定子、測定力15N又はこれ未満)により求めた厚さの平均値を、PTFE延伸多孔質膜の厚さとした。
目付は、上述した方法により求めた。
耐水圧は、JIS L1092に定められた耐水度試験B法(高水圧法)の規定に準拠して、上述した方法により求めた。
気孔率は、上述した方法により求めた。
厚さ方向の通気度(フラジール通気度)は、JIS L1096に定められた通気性測定A法の規定に準拠して、上述した方法により求めた。
全凝集力は、以下の方法により求めた。最初に、測定対象であるPTFE延伸多孔質膜を長方形(長さ150mm×幅20mm)に切り出した。次に、PTFE延伸多孔質膜と同一の形状を有する両面粘着テープ(日東電工製、No.5610)を2枚準備した。次に、各両面粘着テープを、それぞれ、PTFE延伸多孔質膜の一方の面及び他方の面に外周を一致させて貼り合わせた。次に、長さ200mm×幅20mmの長方形のPETフィルム(東レ製、ルミラーS10#25、厚さ25μm)を2枚準備し、各PETフィルムを、それぞれ、PTFE延伸多孔質膜の一方の面及び他方の面に上記両面粘着テープにより貼り合わせた。PETフィルムの貼り合わせは、各PETフィルムの幅方向の両端部がPTFE延伸多孔質膜の幅方向の両端部と一致し、かつ各PETフィルムの長手方向の一方の端部が、PTFE延伸多孔質膜の長手方向の一方の端部と一致するように実施した。これにより、PETフィルムの長手方向の他方の端部に、引張試験機のチャックがPETフィルムを安定して掴める長さ(50mm)が確保された。次に、PETフィルム/両面粘着テープ/PTFE延伸多孔質膜/両面粘着テープ/PETフィルムの積層体の厚さ方向に圧着力が加わるように、荷重19.6Nの圧着ローラを1往復させた。その後、引張試験を開始するまでに、室温で12時間及び続いて60℃で1時間放置して、試験片を得た。なお、同一のPTFE延伸多孔質膜について、当該膜のMD方向に長辺を一致させて切り出した試験片SMDと、当該膜のTD方向に長辺を一致させて切り出した試験片STDとを準備した。
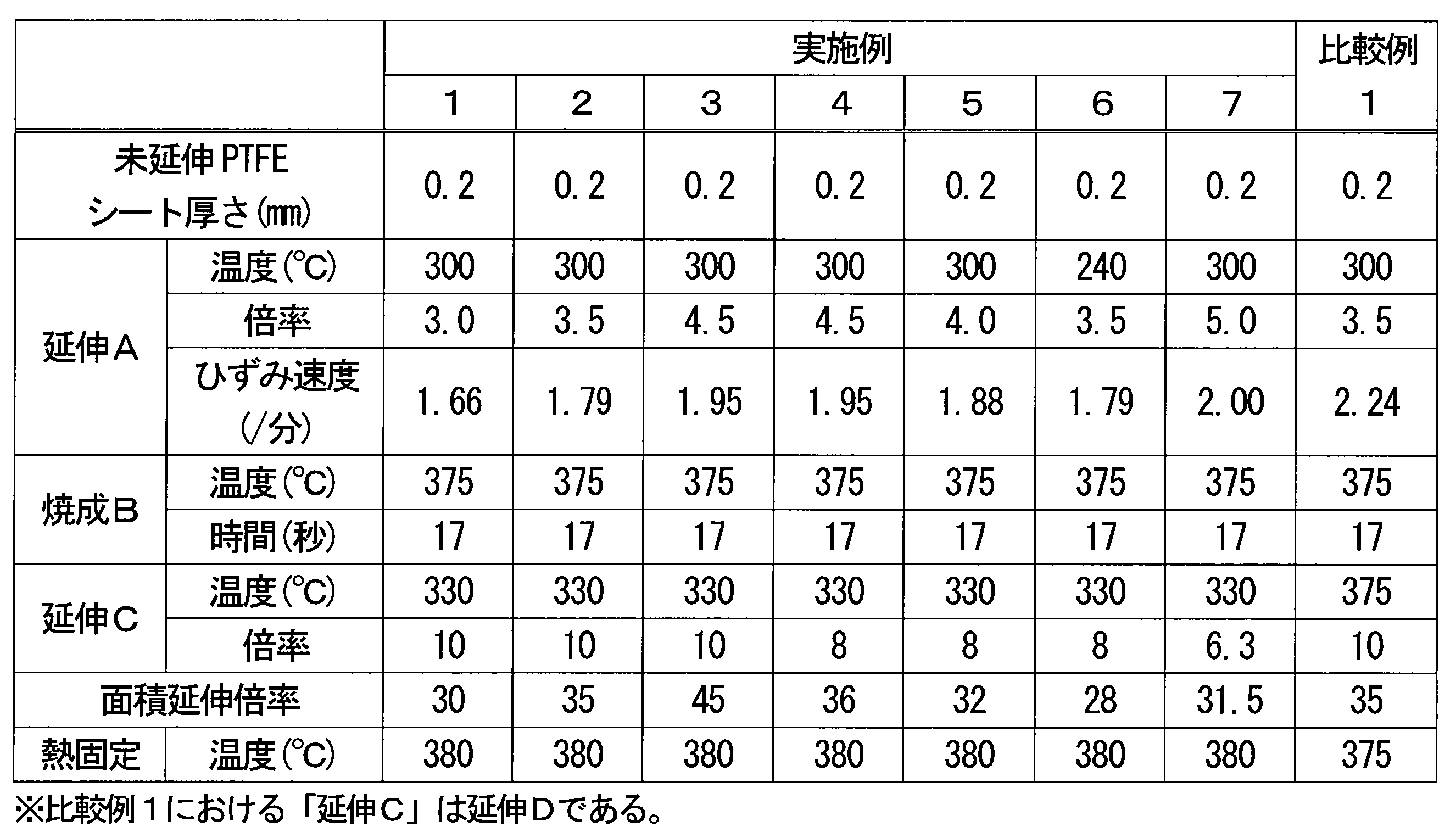
PTFEファインパウダー(未変性、標準比重(SSG)2.16)100重量部と、液状潤滑剤として脂肪族炭化水素19.7重量部とを均一に混合してPTFEペーストを形成した。次に、形成したPTFEペーストを、FTダイスを用いて2.5MPa(25kg/cm2)の圧力でシート状に押出成形し、これを一対の金属ロールによりさらに圧延して、厚みを整えた帯状のPTFEシート(未延伸、厚さ0.2mm)を得た。次に、得られたPTFEシートを加熱して、液状潤滑剤を除去した。
延伸A、焼成B、延伸C及び熱固定の条件を以下の表1に示す条件とした以外は、実施例1と同様にして、実施例2~7のPTFE延伸多孔質膜を得た。なお、表1には、実施例1の条件も併せて示す。
実施例1で準備した未延伸のPTFEシートを連続的に供給しながら、300℃に保持した加熱炉内にて、長手方向に一軸延伸した(延伸A)。延伸倍率は3.5倍とした。延伸Aは、ロール延伸により実施し、ひずみ速度は2.24/分とした。
実施例1と同様に準備した未延伸のPTFEシート(ただし、圧延の条件を変更することにより、0.13mmの厚さを有する)を連続的に供給しながら、375℃に保持した加熱炉内にて、長手方向に一軸延伸した(延伸E)。延伸倍率は4.5倍とした。延伸Eは、ロール延伸により実施し、ひずみ速度は2.43/分とした。
実施例1で準備した未延伸のPTFEシートを使用すると共に、延伸E、延伸F及び熱固定の条件を以下の表2に示す条件とした以外は、比較例2と同様にして、比較例3~5のPTFE延伸多孔質膜を得た。
PTFEファインパウダーとしてSSG2.19のものを使用すると共に、未延伸PTFEシートの厚さ、並びに延伸E、延伸F及び熱固定の条件を以下の表2に示す条件とした以外は、比較例2と同様にして、比較例6~8のPTFE延伸多孔質膜を得た。


Claims (6)
- 厚さ方向の通気度が、フラジール通気度により表示して、4cm3/(秒・cm2)以上であり、
面内の第1方向への引きはがし凝集力と、前記第1方向と面内において直交する第2方向への引きはがし凝集力との積により示される全凝集力が、1.9(N/20mm)2以上である、
ポリテトラフルオロエチレン延伸多孔質膜。 - 目付が7.0g/m2以上である請求項1に記載のポリテトラフルオロエチレン延伸多孔質膜。
- 厚さが30μm以上である請求項1又は2に記載のポリテトラフルオロエチレン延伸多孔質膜。
- 厚さ方向の通気性を有すると共に、当該方向への異物の透過を防ぐ通気濾材であって、
請求項1~3のいずれかに記載のポリテトラフルオロエチレン延伸多孔質膜を備える通気濾材。 - 前記ポリテトラフルオロエチレン延伸多孔質膜に積層されている通気性支持材を更に備える請求項4に記載の通気濾材。
- 厚さ方向の通気性を有すると共に、当該方向への異物の透過を防ぐ通気濾材を備え、
前記通気濾材が、請求項4又は5に記載の通気濾材であるフィルター部材。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019220671 | 2019-12-05 | ||
| JP2019220671 | 2019-12-05 | ||
| PCT/JP2020/045118 WO2021112197A1 (ja) | 2019-12-05 | 2020-12-03 | ポリテトラフルオロエチレン延伸多孔質膜とこれを用いた通気濾材及びフィルター部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2021112197A1 JPWO2021112197A1 (ja) | 2021-06-10 |
| JP7661237B2 true JP7661237B2 (ja) | 2025-04-14 |
Family
ID=76221747
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021562731A Active JP7661237B2 (ja) | 2019-12-05 | 2020-12-03 | ポリテトラフルオロエチレン延伸多孔質膜とこれを用いた通気濾材及びフィルター部材 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US12397250B2 (ja) |
| JP (1) | JP7661237B2 (ja) |
| KR (1) | KR20220104725A (ja) |
| CN (1) | CN114761102B (ja) |
| DE (1) | DE112020005959T5 (ja) |
| TW (1) | TW202130411A (ja) |
| WO (1) | WO2021112197A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112020005956T5 (de) * | 2019-12-05 | 2022-09-22 | Nitto Denko Corporation | Gestreckte poröse polytetrafluorethylen-membran, luftdurchlässiges medium, bei dem diese verwendet wird, und filterelement, bei dem diese verwendet wird |
| KR20220104725A (ko) | 2019-12-05 | 2022-07-26 | 닛토덴코 가부시키가이샤 | 폴리테트라플루오로에틸렌 연신 다공질막과 이것을 사용한 통기 여과재 및 필터 부재 |
| CN117897459A (zh) * | 2021-08-31 | 2024-04-16 | 日东电工株式会社 | 罩构件、双面粘合片、密封构件以及构件供给用片 |
| DE102022125034A1 (de) * | 2022-09-28 | 2024-03-28 | Brückner Maschinenbau GmbH | Walzenlagerungsvorrichtung für ein Auswaschbad |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009297702A (ja) | 2008-05-12 | 2009-12-24 | Nitto Denko Corp | ポリテトラフルオロエチレン多孔質膜およびその製造方法ならびに濾材 |
| WO2018221688A1 (ja) | 2017-05-31 | 2018-12-06 | 日東電工株式会社 | ポリテトラフルオロエチレン多孔質膜 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA962021A (en) | 1970-05-21 | 1975-02-04 | Robert W. Gore | Porous products and process therefor |
| US4482516A (en) | 1982-09-10 | 1984-11-13 | W. L. Gore & Associates, Inc. | Process for producing a high strength porous polytetrafluoroethylene product having a coarse microstructure |
| US4598011A (en) | 1982-09-10 | 1986-07-01 | Bowman Jeffery B | High strength porous polytetrafluoroethylene product having a coarse microstructure |
| FI77880C (fi) * | 1982-09-10 | 1989-05-10 | Gore & Ass | Poroest material bestaoende vaesentligen av en ptfe-polymer. |
| JPS59145124A (ja) | 1982-09-10 | 1984-08-20 | ダブリユ・エル・ゴア・アンド・アソシエイツ,インコ−ポレイテイド | 多孔質材料 |
| JPS60181289A (ja) | 1984-02-27 | 1985-09-14 | Japan Goatetsukusu Kk | ガス拡散電極用材料 |
| US4976550A (en) | 1987-08-03 | 1990-12-11 | Plas/Steel Products, Inc. | Expanded fiber-reinforced bearings |
| US5814405A (en) * | 1995-08-04 | 1998-09-29 | W. L. Gore & Associates, Inc. | Strong, air permeable membranes of polytetrafluoroethylene |
| WO1998018568A1 (en) * | 1996-10-28 | 1998-05-07 | Robert Herpst | Method and apparatus for the production of thin films |
| JPH1180397A (ja) * | 1997-07-16 | 1999-03-26 | Nitto Denko Corp | ポリテトラフルオロエチレン多孔質膜およびその製造方法 |
| JP2002035558A (ja) * | 2000-07-24 | 2002-02-05 | Nitto Denko Corp | 耐液性通気フィルターおよびその製造方法 |
| US20050186367A1 (en) | 2004-02-19 | 2005-08-25 | Hanrahan James R. | Low friction, abrasion-resistant materials and articles made therefrom |
| JP2005279506A (ja) * | 2004-03-30 | 2005-10-13 | Matsushita Electric Ind Co Ltd | フィルターユニット |
| US20060047311A1 (en) | 2004-08-26 | 2006-03-02 | Lutz David I | Expanded PTFE articles and method of making same |
| JP4963185B2 (ja) * | 2006-03-28 | 2012-06-27 | 日東電工株式会社 | ポリテトラフルオロエチレン多孔質膜の製造方法とフィルター濾材ならびにフィルターユニット |
| JP5148187B2 (ja) | 2007-07-17 | 2013-02-20 | 日東電工株式会社 | ポリテトラフルオロエチレン多孔質膜の製造方法、巻回体、ならびに、フィルタ用濾材およびその製造方法 |
| US7942275B2 (en) * | 2008-07-08 | 2011-05-17 | Bha Group, Inc. | Expanded PFTE membrane and method of making |
| JP4944864B2 (ja) | 2008-11-04 | 2012-06-06 | 日東電工株式会社 | ポリテトラフルオロエチレン多孔質膜およびその製造方法ならびに防水通気フィルタ |
| US7968190B2 (en) | 2008-12-19 | 2011-06-28 | Gore Enterprise Holdings, Inc. | PTFE fabric articles and method of making same |
| JP2011178970A (ja) * | 2010-03-04 | 2011-09-15 | Nitto Denko Corp | ポリテトラフルオロエチレン多孔質膜の製造方法と通気部材 |
| JP5204266B2 (ja) * | 2011-04-25 | 2013-06-05 | 日東電工株式会社 | ポリテトラフルオロエチレン多孔質膜の製造方法およびバグフィルタ用濾材の製造方法 |
| JP2013067076A (ja) * | 2011-09-22 | 2013-04-18 | Nitto Denko Corp | ポリテトラフルオロエチレン多孔質膜の製造方法 |
| CN104245827B (zh) * | 2012-04-20 | 2019-09-06 | 大金工业株式会社 | 以ptfe为主要成分的组合物、混合粉末、成型用材料和过滤器用滤材、空气过滤器单元、以及多孔膜的制造方法 |
| US9713795B2 (en) * | 2012-05-08 | 2017-07-25 | Nitto Denko Corporation | Porous polytetrafluoroethylene membrane and waterproof air-permeable member |
| US10808054B2 (en) * | 2012-10-10 | 2020-10-20 | Atrium Medical Corporation | Self-bonding fluoropolymers and methods of producing the same |
| JP2014100917A (ja) * | 2014-01-07 | 2014-06-05 | Fujimori Kogyo Co Ltd | 積層体の製造方法及び積層体、それを用いた包装容器 |
| KR102160201B1 (ko) | 2017-10-26 | 2020-09-25 | 주식회사 엘지화학 | 불소계 수지 다공성 막 및 그 제조방법 |
| CN109012233B (zh) | 2018-10-15 | 2021-05-07 | 安徽元琛环保科技股份有限公司 | 一种防静电聚四氟乙烯微孔膜的制备方法、由该方法制得的膜及其应用 |
| DE112020005956T5 (de) | 2019-12-05 | 2022-09-22 | Nitto Denko Corporation | Gestreckte poröse polytetrafluorethylen-membran, luftdurchlässiges medium, bei dem diese verwendet wird, und filterelement, bei dem diese verwendet wird |
| KR20220104725A (ko) | 2019-12-05 | 2022-07-26 | 닛토덴코 가부시키가이샤 | 폴리테트라플루오로에틸렌 연신 다공질막과 이것을 사용한 통기 여과재 및 필터 부재 |
| CN116870716B (zh) | 2023-08-25 | 2026-03-17 | 杭州科百特过滤器材有限公司 | 一种具有低取向度孔结构的ptfe多孔膜及其制备工艺 |
-
2020
- 2020-12-03 KR KR1020227018249A patent/KR20220104725A/ko active Pending
- 2020-12-03 WO PCT/JP2020/045118 patent/WO2021112197A1/ja not_active Ceased
- 2020-12-03 JP JP2021562731A patent/JP7661237B2/ja active Active
- 2020-12-03 US US17/781,905 patent/US12397250B2/en active Active
- 2020-12-03 CN CN202080084042.1A patent/CN114761102B/zh active Active
- 2020-12-03 DE DE112020005959.6T patent/DE112020005959T5/de active Pending
- 2020-12-04 TW TW109142857A patent/TW202130411A/zh unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009297702A (ja) | 2008-05-12 | 2009-12-24 | Nitto Denko Corp | ポリテトラフルオロエチレン多孔質膜およびその製造方法ならびに濾材 |
| WO2018221688A1 (ja) | 2017-05-31 | 2018-12-06 | 日東電工株式会社 | ポリテトラフルオロエチレン多孔質膜 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114761102A (zh) | 2022-07-15 |
| WO2021112197A1 (ja) | 2021-06-10 |
| DE112020005959T5 (de) | 2022-09-22 |
| TW202130411A (zh) | 2021-08-16 |
| JPWO2021112197A1 (ja) | 2021-06-10 |
| US20230025947A1 (en) | 2023-01-26 |
| CN114761102B (zh) | 2024-05-10 |
| US12397250B2 (en) | 2025-08-26 |
| KR20220104725A (ko) | 2022-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7661237B2 (ja) | ポリテトラフルオロエチレン延伸多孔質膜とこれを用いた通気濾材及びフィルター部材 | |
| JP7656544B2 (ja) | ポリテトラフルオロエチレン延伸多孔質膜とこれを用いた通気濾材及びフィルター部材 | |
| JP4944864B2 (ja) | ポリテトラフルオロエチレン多孔質膜およびその製造方法ならびに防水通気フィルタ | |
| US8272517B2 (en) | Water-proof sound-transmitting membrane, method for producing the water-proof sound-transmitting membrane, and electrical appliance including the water-proof sound-transmitting membrane | |
| US8419839B2 (en) | Porous polytetrafluoroethylene membrane, method for producing the same, and water-proof air permeable filter | |
| JP5538319B2 (ja) | 防水防塵薄膜アセンブリ及びそれを用いた装置 | |
| JP6581876B2 (ja) | 通気膜及びマイクロフォン | |
| JP6488044B2 (ja) | 積層体および巻回体 | |
| CN117897459A (zh) | 罩构件、双面粘合片、密封构件以及构件供给用片 | |
| CN107847838A (zh) | 赋予了拒油性的通气过滤器 | |
| JP2021121090A (ja) | 保護カバー部材及びこれを備える部材供給用シート | |
| JP7829103B2 (ja) | 多孔質膜、フィルター部材及び部材供給アセンブリ | |
| JP2011178970A (ja) | ポリテトラフルオロエチレン多孔質膜の製造方法と通気部材 | |
| JP2018176747A (ja) | 積層体および巻回体 | |
| WO2025205693A1 (ja) | 多孔質フィルム、通気部材及び部材供給用シート | |
| WO2025205694A1 (ja) | 多孔質フィルム、通気部材及び部材供給用シート | |
| WO2025205696A1 (ja) | 多孔質フィルム、通気部材及び部材供給用シート | |
| KR20250105625A (ko) | 불소 수지막, 불소 수지막 부재 및 전자 기기 | |
| WO2025249338A1 (ja) | 多孔質フィルム、多孔質フィルムの製造方法、通気部材及び部材供給用シート | |
| JP6470906B2 (ja) | 粘着シート | |
| JP2025154932A (ja) | 多孔質フィルム、通気部材及び部材供給用シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230731 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20240201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240924 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20241122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250402 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7661237 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |