JP7622367B2 - ダイシング・ダイボンディング一体型フィルム、ダイボンディングフィルム、及び半導体装置の製造方法 - Google Patents
ダイシング・ダイボンディング一体型フィルム、ダイボンディングフィルム、及び半導体装置の製造方法 Download PDFInfo
- Publication number
- JP7622367B2 JP7622367B2 JP2020117870A JP2020117870A JP7622367B2 JP 7622367 B2 JP7622367 B2 JP 7622367B2 JP 2020117870 A JP2020117870 A JP 2020117870A JP 2020117870 A JP2020117870 A JP 2020117870A JP 7622367 B2 JP7622367 B2 JP 7622367B2
- Authority
- JP
- Japan
- Prior art keywords
- die bonding
- bonding film
- dicing
- film
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K9/00—Use of pretreated ingredients
- C08K9/04—Ingredients treated with organic substances
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/04—Non-macromolecular additives inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J163/00—Adhesives based on epoxy resins; Adhesives based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/25—Plastics; Metallised plastics based on macromolecular compounds obtained otherwise than by reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/50—Assembly of semiconductor devices using processes or apparatus not provided for in a single one of the groups H01L21/18 - H01L21/326 or H10D48/04 - H10D48/07 e.g. sealing of a cap to a base of a container
- H01L21/52—Mounting semiconductor bodies in containers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/6835—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L21/6836—Wafer tapes, e.g. grinding or dicing support tapes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
- C08K2003/0806—Silver
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Die Bonding (AREA)
- Dicing (AREA)
- Adhesive Tapes (AREA)
Description
図1は、ダイボンディングフィルムの一実施形態を示す模式断面図である。図1に示されるダイボンディングフィルム10は、第1の表面10A及び第1の表面10Aと反対側の第2の表面10Bを有する。第1の表面10Aは、後述のとおり、ダイシングテープの粘着層上に配置される表面であり得る。ダイボンディングフィルム10は、図1に示すとおり、支持フィルム20上に設けられていてもよい。ダイボンディングフィルム10は、熱硬化性であり、半硬化(Bステージ)状態を経て、硬化処理後に完全硬化物(Cステージ)状態となり得る。
(a)成分は、ダイボンディングフィルムにおける放熱性を高めるために用いられる成分である。(a)成分における表面処理される前の銀含有粒子((a1)成分)は、粒子の表面に銀を含む粒子であってよく、例えば、銀から構成される銀粒子又は金属粒子(銅粒子等)の表面を銀で被覆した銀被覆金属粒子であってもよい。銀被覆金属粒子は、例えば、銀被覆銅粒子等であってよい。(a1)成分は、銀から構成される銀粒子であってよい。
(b)成分は、加熱等によって、分子間で三次元的な結合を形成し硬化する性質を有する成分であり、硬化後に接着作用を示す成分である。(b)成分は、エポキシ樹脂であってよい。(b)成分は、25℃で液状のエポキシ樹脂を含んでいてもよい。エポキシ樹脂は、分子内にエポキシ基を有するものであれば、特に制限なく用いることができる。エポキシ樹脂は、分子内に2以上のエポキシ基を有しているものであってよい。
(c)成分は、エポキシ樹脂の硬化剤となり得るフェノール樹脂であってよい。フェノール樹脂は、分子内にフェノール性水酸基を有するものであれば特に制限なく用いることができる。フェノール樹脂としては、例えば、フェノール、クレゾール、レゾルシン、カテコール、ビスフェノールA、ビスフェノールF、フェニルフェノール、アミノフェノール等のフェノール類及び/又はα-ナフトール、β-ナフトール、ジヒドロキシナフタレン等のナフトール類とホルムアルデヒド等のアルデヒド基を有する化合物とを酸性触媒下で縮合又は共縮合させて得られるノボラック型フェノール樹脂、アリル化ビスフェノールA、アリル化ビスフェノールF、アリル化ナフタレンジオール、フェノールノボラック、フェノール等のフェノール類及び/又はナフトール類とジメトキシパラキシレン又はビス(メトキシメチル)ビフェニルから合成されるフェノールアラルキル樹脂、ナフトールアラルキル樹脂、ビフェニルアラルキル型フェノール樹脂、フェニルアラルキル型フェノール樹脂などが挙げられる。これらは、1種を単独で又は2種以上を組み合わせて用いてもよい。
(d)成分としては、例えば、ポリイミド樹脂、アクリル樹脂、ウレタン樹脂、ポリフェニレンエーテル樹脂、ポリエーテルイミド樹脂、フェノキシ樹脂、変性ポリフェニレンエーテル樹脂等が挙げられる。(d)成分は、これらの樹脂であって、架橋性官能基を有する樹脂であってよく、架橋性官能基を有するアクリル樹脂であってよい。ここで、アクリル樹脂とは、(メタ)アクリル酸エステルに由来する構成単位を含むポリマーを意味する。アクリル樹脂は、構成単位として、エポキシ基、アルコール性又はフェノール性水酸基、カルボキシ基等の架橋性官能基を有する(メタ)アクリル酸エステルに由来する構成単位を含むポリマーであってよい。また、アクリル樹脂は、(メタ)アクリル酸エステルとアクリルニトリルとの共重合体等のアクリルゴムであってもよい。これらは、1種を単独で又は2種以上を組み合わせて用いてもよい。
ポンプ:L-6000(株式会社日立製作所製)
カラム:ゲルパック(Gelpack)GL-R440(日立化成株式会社製)、ゲルパック(Gelpack)GL-R450(日立化成株式会社製)、及びゲルパックGL-R400M(日立化成株式会社製)(各10.7mm(直径)×300mm)をこの順に連結したカラム
溶離液:テトラヒドロフラン(以下、「THF」という。)
サンプル:試料120mgをTHF5mLに溶解させた溶液
流速:1.75mL/分
ダイボンディングフィルムが(e)成分を含有することによって、接着性と接続信頼性とをより両立することができる傾向にある。(e)成分としては、例えば、イミダゾール類及びその誘導体、有機リン系化合物、第二級アミン類、第三級アミン類、第四級アンモニウム塩等が挙げられる。これらは、1種を単独で又は2種以上を組み合わせて用いてもよい。これらの中でも、(e)成分は、反応性の観点から、イミダゾール類及びその誘導体であってよい。
図2は、ダイシング・ダイボンディング一体型フィルムの一実施形態を示す模式断面図である。図2に示されるダイシング・ダイボンディング一体型フィルム100は、基材40と基材40上に設けられた粘着層30とを有するダイシングテープ50と、ダイシングテープ50の粘着層30上に配置されたダイボンディングフィルム10とを備える。ダイボンディングフィルム10は、第1の表面10A及び第1の表面10Aと反対側の第2の表面10Bを有する。ダイシング・ダイボンディング一体型フィルム100は、ダイボンディングフィルム10の第2の表面10B上に支持フィルム20が備えられていてもよい。
図3は、半導体装置の製造方法の一実施形態を示す模式断面図である。図3(a)、(b)、(c)、(d)、(e)、及び(f)は、各工程を模式的に示す断面図である。半導体装置の製造方法は、上記のダイシング・ダイボンディング一体型フィルム100のダイボンディングフィルム10(接着剤層)(の第2の表面10B)を半導体ウェハWに貼り付ける工程(ウェハラミネート工程、図3(a)、(b)参照)と、半導体ウェハW及びダイボンディングフィルム10(接着剤層)を個片化する工程(ダイシング工程、図3(c)参照)と、粘着層30に対して(基材40を介して)紫外線を照射する工程(紫外線照射工程、図3(d)参照)と、粘着層30aからダイボンディングフィルム片10aが付着した半導体チップWa(接着剤片付き半導体チップ60)をピックアップする工程(ピックアップ工程、図3(e)参照)と、ダイボンディングフィルム片10aを介して、接着剤片付き半導体チップ60を支持基板80に接着する工程(半導体チップ接着工程、図3(f)参照))とを備える。
まず、ダイシング・ダイボンディング一体型フィルム100を所定の装置に配置する。続いて、ダイシング・ダイボンディング一体型フィルム100のダイボンディングフィルム10(接着剤層)の第2の表面10Bを半導体ウェハWの表面Wsに貼り付ける(図3(a)、(b)参照)。半導体ウェハWの回路面は、表面Wsとは反対側の面に設けられていることが好ましい。
次に、半導体ウェハW及びダイボンディングフィルム10(接着剤層)をダイシングする(図3(c)参照)。このとき、粘着層30の一部、又は、粘着層30の全部及び基材40の一部がダイシングされていてもよい。このように、ダイシング・ダイボンディング一体型フィルム100は、ダイシングシートとしても機能する。
次に、粘着層30に対して(基材40を介して)紫外線を照射する(図3(d)参照)。これによって、当該粘着層30が硬化し、さらにはダイボンディングフィルム10(接着剤層)が粘着層の成分と反応する部位を有していないことから、粘着層30とダイボンディングフィルム10(接着剤層)との間の接着強度を充分に低減させることができる。紫外線照射においては、波長200~400nmの紫外線を用いることが好ましい。紫外線照射条件は、照度及び照射量をそれぞれ30~240mW/cm2の範囲及び50~500mJ/cm2の範囲に調整することが好ましい。
次に、基材40をエキスパンドすることによって、ダイシングされた接着剤片付き半導体チップ60を互いに離間させつつ、基材40側からニードル72で突き上げられた接着剤片付き半導体チップ60を吸引コレット74で吸引して粘着層30aからピックアップする(図3(e)参照)。なお、接着剤片付き半導体チップ60は、半導体チップWaとダイボンディングフィルム片10aとを有する。半導体チップWaは半導体ウェハWがダイシングによって個片化されたものであり、ダイボンディングフィルム片10aはダイボンディングフィルム10がダイシングによって個片化されたものである。また、粘着層30aは粘着層30がダイシングによって個片化されたものである。粘着層30aは接着剤片付き半導体チップ60をピックアップする際に基材40上に残存し得る。ピックアップ工程では、必ずしも基材40をエキスパンドすることは必要ないが、基材40をエキスパンドすることによってピックアップ性をより向上させることができる。
接着剤片付き半導体チップ60をピックアップした後、接着剤片付き半導体チップ60を、熱圧着によって、ダイボンディングフィルム片10aを介して支持基板80に接着する(図3(f)参照)。支持基板80には、複数の接着剤片付き半導体チップ60を接着してもよい。
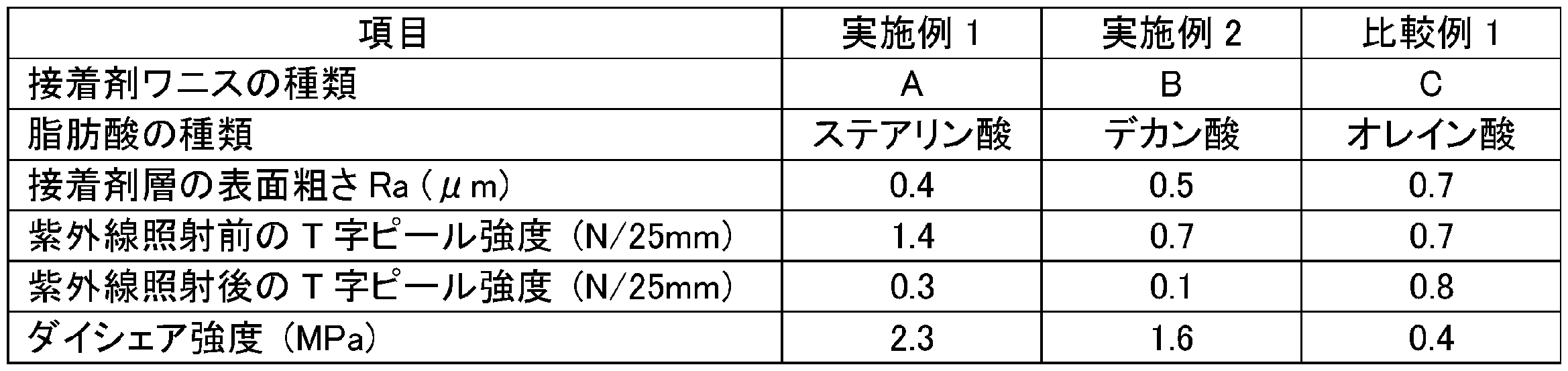
表1に示す記号及び組成比(単位:質量部)で、(b)熱硬化性樹脂としてのエポキシ樹脂、(c)硬化剤としてのフェノール樹脂、及び(d)エラストマーとしてのアクリルゴムにシクロヘキサノンを加え、撹拌することによって混合物を得た。各成分が溶解した後、混合物に(a)飽和脂肪酸で表面処理された銀含有粒子を加えて、ディスパー翼を用いて撹拌し、各成分が均一になるまで分散した。その後、(e)硬化促進剤を加え、各成分が均一になるまで分散することによって、固形分78質量%の接着剤ワニスA~Cを得た。
・SF134 Ag Flake(ステアリン酸)(SF134 Ag Flake(株式会社エイムス・アドバンストマテリアルス社製)において、ステアリン酸で表面処理された銀粒子、形状:球状、平均粒径(レーザー50%粒径(D50)):2.2μm)
・SF134 Ag Flake(デカン酸)(SF134 Ag Flake(株式会社エイムス・アドバンストマテリアルス社製)において、デカン酸で表面処理された銀粒子、形状:球状、平均粒径(レーザー50%粒径(D50)):2.2μm)
・AO-UCI-9(商品名、オレイン酸で表面処理された銀被覆銅粒子、DOWAエレクトロニクス株式会社製、形状:球状、平均粒径(レーザー50%粒径(D50)):2.3μm)
・EXA-830CRP(商品名、DIC株式会社製、ビスフェノール型エポキシ樹脂、エポキシ当量:159g/eq、25℃で液状)
・MEH-7800M(商品名、明和化成株式会社製、フェノール樹脂、粘度(150℃):0.31~0.43Pa・s(3.1~4.3poise)、水酸基当量:175g/eq)
・HTR-860P-3CSP(商品名、ナガセケムテックス株式会社製、グリシジル基含有アクリルゴム、重量平均分子量:100万、Tg:-7℃)
・2PZ-CN(商品名、四国化成工業株式会社製、1-シアノエチル-2-フェニルイミダゾール)

<ダイボンディングフィルムの作製>
ダイボンディングフィルムの作製に、接着剤ワニスAを用いた。真空脱泡した接着剤ワニスAを、支持フィルムである離型処理を施したポリエチレンテレフタレート(PET)フィルム(厚さ38μm)上に塗布した。塗布したワニスを、90℃で5分間、続いて130℃で5分間の2段階で加熱乾燥し、支持フィルム上に、Bステージ状態にある厚さ20μmの実施例1のダイボンディングフィルムを作製した。
ダイボンディングフィルムの第1の表面(支持フィルムとは反対側の面)について、表面粗さの測定を行った。表面粗さ(算術平均粗さRa、JIS B 0601-2001)は、形状測定レーザマイクロスコープVK-X100(キーエンス株式会社製)を用いて倍率50倍で測定することによって求めた。結果を表2に示す。
基材と粘着層とを有するダイシングテープ(商品名:6363-30、日立化成株式会社製)を用意し、実施例1のダイボンディングフィルムに、ダイシングテープの粘着層をゴムロールにて張り合わせて、基材、粘着層、及び接着剤層(ダイボンディングフィルム)をこの順に有する実施例1のダイシング・ダイボンディング一体型テープを作製した。
実施例1のダイシング・ダイボンディング一体型テープを用意し、これを用いて、粘着層と接着剤層との間のT字ピール強度を測定した。測定には、オートグラフEZ-S 50N(株式会社島津製作所製)を用いた。ダイシング・ダイボンディング一体型テープの接着剤層(ダイボンディングフィルム)側にイージーカットテープ(王子タック株式会社製)を貼り付け、ダイシング・ダイボンディング一体型テープを幅25mm、長さ100mmのサイズで切り出してサンプルを得た。このサンプルを用いてチャック間距離50mm、速度300mm/分にて、紫外線照射前後の粘着層と接着剤層との間のT字ピール強度を測定した。紫外線照射はハロゲンランプにて80mW/cm2、200mJ/cm2の条件で照射した。測定は、紫外線照射前と紫外線照射後とでそれぞれ3回ずつ行い、3回の平均値を剥離強度とした。結果を表2に示す。
実施例1のダイシング・ダイボンディング一体型フィルムを用意した。ダイシング・ダイボンディング一体型フィルムの支持フィルムを剥がして、フィルムラミネータ(テイコクテーピングシステム株式会社製)を用いて、ダイシング・ダイボンディング一体型フィルムのダイボンディングフィルム(接着剤層)を、厚さ400μmの半導体ウェハに70℃で貼り付けることによって積層体を得た。次いで、積層体を5mm×5mmのサイズにダイシングによって個片化し、ダイボンディングフィルム片が付着した半導体チップを得た。ダイシングには、2枚のブレードを用いるステップカット方式で行い、ダイシングブレードSD2000-FF及びSD2000-EEを用いた。ステップカット方式では、1回目のカットで半導体ウェハの深さ200μmの位置までダイシングを行い、その後、2回目のカットでダイシングテープの基材の深さ20μmの位置までダイシングを行った。ダイシングの条件は、ブレード回転数4000rpm、切断速度30mm/秒とした。得られたダイボンディングフィルム片が付着した半導体チップを、個片化した半導体ウェハ付ダイボンディングフィルムをリードフレーム上に、温度120℃、圧力0.1MPa、時間5秒の条件で熱圧着することによって試験体を得た。その後、得られた試験体を110℃及び1時間、その後、170℃及び3時間加熱し、ダイボンディングフィルム片を硬化させ、万能型ボンドテスター(商品名:Dage Series4000、株式会社アークテック社製)にて250℃の条件でダイシェア強度を測定した。結果を表2に示す。
ダイボンディングフィルムの作製に接着剤ワニスBを用いた以外は、実施例1と同様にして、実施例2のダイボンディングフィルム及びダイシング・ダイボンディング一体型テープを得た。実施例2のダイボンディングフィルム及びダイシング・ダイボンディング一体型テープについて、実施例1と同様にして、表面粗さ、紫外線照射前後の粘着層と接着剤層との間のT字ピール強度、及びダイシェア強度を測定した。結果を表2に示す。
ダイボンディングフィルムの作製に接着剤ワニスCを用いた以外は、実施例1と同様にして、比較例1のダイボンディングフィルム及びダイシング・ダイボンディング一体型テープを得た。比較例1のダイボンディングフィルム及びダイシング・ダイボンディング一体型テープについて、実施例1と同様にして、表面粗さ、紫外線照射前後の粘着層と接着剤層との間のT字ピール強度、及びダイシェア強度を測定した。結果を表2に示す。
Claims (9)
- 基材と前記基材上に設けられた粘着層とを有するダイシングテープと、
前記ダイシングテープの前記粘着層上に配置されたダイボンディングフィルムと、
を備え、
前記ダイボンディングフィルムが、飽和脂肪酸で表面処理された銀含有粒子と、熱硬化性樹脂と、エラストマーとを含有し、
前記銀含有粒子の含有量が、ダイボンディングフィルムの全量を基準として、75質量%以上である、
ダイシング・ダイボンディング一体型フィルム。 - 前記飽和脂肪酸の炭素数が8~20である、
請求項1に記載のダイシング・ダイボンディング一体型フィルム。 - 前記ダイボンディングフィルムが、硬化剤をさらに含有する、
請求項1又は2に記載のダイシング・ダイボンディング一体型フィルム。 - 前記熱硬化性樹脂が25℃で液状のエポキシ樹脂を含む、
請求項3に記載のダイシング・ダイボンディング一体型フィルム。 - 請求項1~4のいずれか一項に記載のダイシング・ダイボンディング一体型フィルムの前記ダイボンディングフィルムを半導体ウェハに貼り付ける工程と、
前記半導体ウェハ及び前記ダイボンディングフィルムを個片化する工程と、
前記粘着層に対して、紫外線を照射する工程と、
前記ダイシングテープからダイボンディングフィルム片が付着した半導体チップをピックアップする工程と、
前記ダイボンディングフィルム片を介して、前記半導体チップを支持基板に接着する工程と、
を備える、
半導体装置の製造方法。 - 飽和脂肪酸で表面処理された銀含有粒子と、熱硬化性樹脂と、エラストマーとを含有し、
前記銀含有粒子の含有量が、ダイボンディングフィルムの全量を基準として、75質量%以上である、
ダイボンディングフィルム。 - 前記飽和脂肪酸の炭素数が8~20である、
請求項6に記載のダイボンディングフィルム。 - 硬化剤をさらに含有する、
請求項6又は7に記載のダイボンディングフィルム。 - 前記熱硬化性樹脂が25℃で液状のエポキシ樹脂を含む、
請求項8に記載のダイボンディングフィルム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020117870A JP7622367B2 (ja) | 2020-07-08 | 2020-07-08 | ダイシング・ダイボンディング一体型フィルム、ダイボンディングフィルム、及び半導体装置の製造方法 |
| KR1020227045038A KR20230036069A (ko) | 2020-07-08 | 2021-06-02 | 다이싱·다이본딩 일체형 필름, 다이본딩 필름, 및 반도체 장치의 제조 방법 |
| CN202180045024.7A CN115702478A (zh) | 2020-07-08 | 2021-06-02 | 切割晶粒接合一体型膜、晶粒接合膜及半导体装置的制造方法 |
| PCT/JP2021/021031 WO2022009570A1 (ja) | 2020-07-08 | 2021-06-02 | ダイシング・ダイボンディング一体型フィルム、ダイボンディングフィルム、及び半導体装置の製造方法 |
| TW110120690A TWI876056B (zh) | 2020-07-08 | 2021-06-08 | 切割晶粒接合一體型膜、晶粒接合膜及半導體裝置的製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020117870A JP7622367B2 (ja) | 2020-07-08 | 2020-07-08 | ダイシング・ダイボンディング一体型フィルム、ダイボンディングフィルム、及び半導体装置の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022015188A JP2022015188A (ja) | 2022-01-21 |
| JP7622367B2 true JP7622367B2 (ja) | 2025-01-28 |
Family
ID=79552380
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020117870A Active JP7622367B2 (ja) | 2020-07-08 | 2020-07-08 | ダイシング・ダイボンディング一体型フィルム、ダイボンディングフィルム、及び半導体装置の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP7622367B2 (ja) |
| KR (1) | KR20230036069A (ja) |
| CN (1) | CN115702478A (ja) |
| TW (1) | TWI876056B (ja) |
| WO (1) | WO2022009570A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017141363A (ja) | 2016-02-10 | 2017-08-17 | 古河電気工業株式会社 | 導電性接着フィルムおよびこれを用いたダイシング・ダイボンディングフィルム |
| WO2019107508A1 (ja) | 2017-12-01 | 2019-06-06 | 日立化成株式会社 | 半導体装置の製造方法、仮固定材用硬化性樹脂組成物、仮固定材用フィルム、及び仮固定材用積層フィルム |
| JP2019176159A (ja) | 2018-03-28 | 2019-10-10 | 古河電気工業株式会社 | 半導体加工用テープ |
| JP2019189936A (ja) | 2018-04-19 | 2019-10-31 | ニホンハンダ株式会社 | ペースト状銀粒子組成物、接合方法および電子装置の製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4430085B2 (ja) | 2007-03-01 | 2010-03-10 | 日東電工株式会社 | ダイシング・ダイボンドフィルム |
| JP2015129226A (ja) * | 2014-01-08 | 2015-07-16 | 日東電工株式会社 | フィルム状接着剤、フィルム状接着剤付きダイシングテープ、半導体装置の製造方法、及び半導体装置 |
| JP6396189B2 (ja) | 2014-11-27 | 2018-09-26 | 日東電工株式会社 | 導電性フィルム状接着剤、フィルム状接着剤付きダイシングテープ及び半導体装置の製造方法 |
| JP6280497B2 (ja) * | 2014-12-12 | 2018-02-14 | 株式会社ノリタケカンパニーリミテド | 銀ペーストおよびその利用 |
| KR20210107709A (ko) * | 2018-12-28 | 2021-09-01 | 쇼와덴코머티리얼즈가부시끼가이샤 | 반도체 장치의 제조 방법, 필름상 접착제 및 다이싱·다이본딩 일체형 필름 |
-
2020
- 2020-07-08 JP JP2020117870A patent/JP7622367B2/ja active Active
-
2021
- 2021-06-02 WO PCT/JP2021/021031 patent/WO2022009570A1/ja not_active Ceased
- 2021-06-02 CN CN202180045024.7A patent/CN115702478A/zh active Pending
- 2021-06-02 KR KR1020227045038A patent/KR20230036069A/ko active Pending
- 2021-06-08 TW TW110120690A patent/TWI876056B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017141363A (ja) | 2016-02-10 | 2017-08-17 | 古河電気工業株式会社 | 導電性接着フィルムおよびこれを用いたダイシング・ダイボンディングフィルム |
| WO2019107508A1 (ja) | 2017-12-01 | 2019-06-06 | 日立化成株式会社 | 半導体装置の製造方法、仮固定材用硬化性樹脂組成物、仮固定材用フィルム、及び仮固定材用積層フィルム |
| JP2019176159A (ja) | 2018-03-28 | 2019-10-10 | 古河電気工業株式会社 | 半導体加工用テープ |
| JP2019189936A (ja) | 2018-04-19 | 2019-10-31 | ニホンハンダ株式会社 | ペースト状銀粒子組成物、接合方法および電子装置の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022009570A1 (ja) | 2022-01-13 |
| KR20230036069A (ko) | 2023-03-14 |
| CN115702478A (zh) | 2023-02-14 |
| TWI876056B (zh) | 2025-03-11 |
| TW202209454A (zh) | 2022-03-01 |
| JP2022015188A (ja) | 2022-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW201936864A (zh) | 接著劑組成物、膜狀接著劑、接著片及半導體裝置的製造方法 | |
| JP7609069B2 (ja) | ダイシング・ダイボンディング一体型フィルム、ダイボンディングフィルム、及び半導体装置の製造方法 | |
| WO2021079968A1 (ja) | 接着剤組成物、フィルム状接着剤及びダイシング・ダイボンディング一体型フィルム、並びに半導体装置及びその製造方法 | |
| JP7287477B2 (ja) | 半導体装置の製造方法、接着剤層の選定方法、並びに、ダイシング・ダイボンディング一体型フィルムの製造方法 | |
| JP7622368B2 (ja) | ダイシング・ダイボンディング一体型フィルム、ダイボンディングフィルム、及び半導体装置の製造方法 | |
| JP7622367B2 (ja) | ダイシング・ダイボンディング一体型フィルム、ダイボンディングフィルム、及び半導体装置の製造方法 | |
| US20250167034A1 (en) | Integrated dicing/die bonding film, method for producing same, and method for producing semiconductor device | |
| JP7600683B2 (ja) | 半導体装置の製造方法、フィルム状接着剤及びその製造方法、並びにダイシング・ダイボンディング一体型フィルム | |
| WO2022138455A1 (ja) | フィルム状接着剤及びその製造方法、ダイシング・ダイボンディング一体型フィルム、並びに半導体装置及びその製造方法 | |
| JP2023176508A (ja) | 半導体装置の製造方法 | |
| JP7775840B2 (ja) | フィルム状接着剤、ダイシング・ダイボンディング一体型フィルム、並びに半導体装置及びその製造方法 | |
| JP7736014B2 (ja) | フィルム状接着剤及びその製造方法、ダイシング・ダイボンディング一体型フィルム及びその製造方法、並びに半導体装置及びその製造方法 | |
| WO2019150995A1 (ja) | 熱硬化性樹脂組成物、フィルム状接着剤、接着シート、及び半導体装置の製造方法 | |
| WO2025070385A1 (ja) | フィルム状接着剤、ダイシング・ダイボンディング一体型フィルム、並びに半導体装置及びその製造方法 | |
| JP2021061284A (ja) | ダイボンディングフィルム、フィルム状接着剤、並びに半導体装置及びその製造方法 | |
| WO2024135752A1 (ja) | ダイボンディングフィルム及びその製造方法、ダイシング・ダイボンディング一体型フィルム及びその製造方法、並びに半導体装置の製造方法 | |
| WO2025263551A1 (ja) | ダイボンディングフィルム及びその製造方法、ダイシング・ダイボンディング一体型フィルム及びその製造方法、並びに半導体装置及びその製造方法 | |
| WO2025033505A1 (ja) | フィルム状接着剤、接着フィルム、ダイシング・ダイボンディング一体型フィルム及び半導体装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230529 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240730 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240927 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241230 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7622367 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |