JP7621691B2 - 静電塗装ガン - Google Patents
静電塗装ガン Download PDFInfo
- Publication number
- JP7621691B2 JP7621691B2 JP2023567488A JP2023567488A JP7621691B2 JP 7621691 B2 JP7621691 B2 JP 7621691B2 JP 2023567488 A JP2023567488 A JP 2023567488A JP 2023567488 A JP2023567488 A JP 2023567488A JP 7621691 B2 JP7621691 B2 JP 7621691B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- gun body
- holding
- electric field
- holding member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/08—Plant for applying liquids or other fluent materials to objects
Landscapes
- Electrostatic Spraying Apparatus (AREA)
Description
ガン本体と、
前記ガン本体の前端部に設けたノズルと、
前記ノズルから噴霧される塗料を帯電させるためのピン状の放電電極と、
前記放電電極との間に電界を発生させる少なくとも1つの電極ピンとを備える。
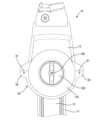
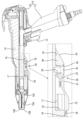
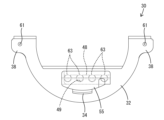
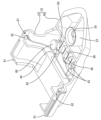
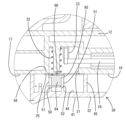
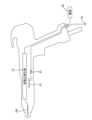
以下、本発明を具体化した実施例1を図1~図16を参照して説明する。尚、以下の説明において、前後の方向については、図1,2,4,7,12における左方を前方と定義する。上下の方向については、図1,3~6,8,9,11,13~15にあらわれる向きを、そのまま上方、下方と定義する。
電界制御部材は、上記実施例1の形状に限らない。本実施例2では、電界制御部材が環状である例について説明する。以下、実施例2を図17~図19を参照して説明する。尚、以下の説明において、実施例1と同じ構成については同じ符号を付し、詳しい説明を省略する。
本実施例3では、図20を参照して、可変抵抗器71が設けられる構成について説明する。尚、以下の説明において、実施例1と同じ構成については同じ符号を付し、詳しい説明を省略する。
本発明は上記記述及び図面によって説明した実施例に限定されるものではなく、例えば次のような実施例も本発明の技術的範囲に含まれる。
上記実施例1では、弾性接続部材とアース部材との接続部分への被水を防止する手段として、射出成形部にシール部を一体に形成したが、射出成形部とは別体のシール部材を用いて、弾性接続部材とアース部材との接続部分への被水を防止してもよい。
上記実施例1では、保持部材を1つの係止部と1つの固定部によってガン本体に取り付けたが、保持部材をガン本体に取り付ける手段として、複数の係止部を用いてもよく、複数の固定部を設けてもよい。
上記実施例1では、ガン本体に対する保持部材の取り付けと、弾性接続部材に対するアース部材の接続を、ワンアクションで行えるようにしたが、ガン本体に対する保持部材の取り付けと、弾性接続部材に対するアース部材の接続を、別々の作業で行うようにしてもよい。
上記実施例1及び2では、電極ピンが2本であるが、電極ピンの本数は1本であってもよいし、3本以上であってもよい。
上記実施例1~3では、作業者が把持して塗装を行うためのハンドガンに適用した静電塗装ガンについて説明したが、本発明は、レシプロケータやロボットに取り付けた自動ガンにも適用することができる。
Claims (11)
- ガン本体と、
前記ガン本体の前端部に設けたノズルと、
前記ノズルから噴霧される塗料を帯電させるためのピン状の放電電極と、
前記放電電極との間に電界を発生させる少なくとも1つの電極ピンと、
前記ガン本体に取り付けられる電界制御部材とを備え、
前記電界制御部材は、前記電極ピンと、前記電極ピンを保持する保持部材と、を有しており、
前記電界制御部材は、前記電極ピンとアースとの間の経路に設けられる抵抗素子を有しており、
前記抵抗素子は、前記保持部材に保持されている静電塗装ガン。 - 前記電界制御部材は、前記保持部材と一体をなすように形成された合成樹脂製の射出成形部を有しており、
前記射出成形部には、前記抵抗素子が埋設されている請求項1に記載の静電塗装ガン。 - 前記ガン本体の外部において前記抵抗素子とアースとの間の経路に設けられる可変抵抗器を備える請求項1又は請求項2に記載の静電塗装ガン。
- 前記電界制御部材は、前記保持部材と一体をなすように形成された合成樹脂製の射出成形部を有しており、
前記射出成形部には、前記電極ピンを含む電極ユニットにおける前記電極ピンの前端部を除いた部位のうち、少なくとも一部が埋設されている請求項1から請求項3のいずれか1項に記載の静電塗装ガン。 - 電極ユニットが、前記ガン本体に設けたアース用の弾性接続部材と接続可能なアース部材を含んでおり、
前記射出成形部の外面には、前記射出成形部の外面における前記アース部材の露出部分を包囲するシール部が一体形成され、
前記シール部が前記ガン本体に対して液密状に密着している請求項2又は請求項4に記載の静電塗装ガン。 - ガン本体と、
前記ガン本体の前端部に設けたノズルと、
前記ノズルから噴霧される塗料を帯電させるためのピン状の放電電極と、
前記放電電極との間に電界を発生させる少なくとも1つの電極ピンと、
前記ガン本体に取り付けられる電界制御部材とを備え、
前記電界制御部材は、前記電極ピンと、前記電極ピンを保持する保持部材と、を有しており、
前記保持部材は、前記ガン本体の外周面のうち周方向における一部のみを覆う形態である静電塗装ガン。 - 前記保持部材には、前記電極ピンを保持する電極用保持部が形成されている請求項6に記載の静電塗装ガン。
- 電極ユニットが抵抗素子を含んでおり、
前記保持部材には、前記抵抗素子を位置決め状態に保持する抵抗用保持部が形成されている請求項6又は請求項7に記載の静電塗装ガン。 - 前記保持部材は、
前記ガン本体に対して揺動可能に嵌合する係止部と、
前記ガン本体に対し締結部材によって固定される固定部とを有している請求項6から請求項8のいずれか1項に記載の静電塗装ガン。 - 前記ガン本体にはアース用の弾性接続部材が設けられ、
前記保持部材には、前記保持部材を前記ガン本体に取り付けた状態で前記弾性接続部材に接続されるアース部材が設けられ、
前記アース部材には、前記弾性接続部材を弾性変形させた状態で接触させる接触面が形成されている請求項6から請求項9のいずれか1項に記載の静電塗装ガン。 - 前記保持部材の外面には、前記ガン本体の外周面に対して鈍角をなして連なる連続面が形成されている請求項6から請求項10のいずれか1項に記載の静電塗装ガン。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/046796 WO2023112319A1 (ja) | 2021-12-17 | 2021-12-17 | 静電塗装ガン |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2023112319A1 JPWO2023112319A1 (ja) | 2023-06-22 |
| JP7621691B2 true JP7621691B2 (ja) | 2025-01-27 |
Family
ID=86773976
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023567488A Active JP7621691B2 (ja) | 2021-12-17 | 2021-12-17 | 静電塗装ガン |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7621691B2 (ja) |
| CN (1) | CN118159364A (ja) |
| WO (1) | WO2023112319A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004085078A1 (ja) | 2003-03-27 | 2004-10-07 | Asahi Sunac Corporation | 静電塗装用スプレーガン |
| WO2008038035A1 (en) | 2006-09-27 | 2008-04-03 | Yu Tung Investment Holdings Limited | Powder spray coating discharge assembly |
| WO2009069396A1 (ja) | 2007-11-30 | 2009-06-04 | Abb K.K. | 静電塗装装置 |
| JP2015166073A (ja) | 2014-03-04 | 2015-09-24 | 旭サナック株式会社 | 静電塗装装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62190649U (ja) * | 1986-05-27 | 1987-12-04 | ||
| JPS63162056A (ja) * | 1986-12-24 | 1988-07-05 | Trinity Ind Corp | 静電塗油機 |
| JP4578908B2 (ja) * | 2004-09-17 | 2010-11-10 | トヨタ自動車株式会社 | 静電塗装装置 |
-
2021
- 2021-12-17 CN CN202180103669.1A patent/CN118159364A/zh active Pending
- 2021-12-17 WO PCT/JP2021/046796 patent/WO2023112319A1/ja not_active Ceased
- 2021-12-17 JP JP2023567488A patent/JP7621691B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004085078A1 (ja) | 2003-03-27 | 2004-10-07 | Asahi Sunac Corporation | 静電塗装用スプレーガン |
| WO2008038035A1 (en) | 2006-09-27 | 2008-04-03 | Yu Tung Investment Holdings Limited | Powder spray coating discharge assembly |
| WO2009069396A1 (ja) | 2007-11-30 | 2009-06-04 | Abb K.K. | 静電塗装装置 |
| JP2015166073A (ja) | 2014-03-04 | 2015-09-24 | 旭サナック株式会社 | 静電塗装装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2023112319A1 (ja) | 2023-06-22 |
| JPWO2023112319A1 (ja) | 2023-06-22 |
| CN118159364A (zh) | 2024-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5668655B2 (ja) | 導電板およびジョイントコネクタ | |
| US20220013945A1 (en) | Connector | |
| JP5513061B2 (ja) | 静電塗装システム、および、静電塗装用スプレーガン | |
| JPH02241561A (ja) | 静電塗装用スプレーガン | |
| US10797413B2 (en) | Terminal-equipped electrical wire and wiring module | |
| CN100449892C (zh) | 离子发生单元 | |
| US20180069339A1 (en) | Terminal module | |
| JP7621691B2 (ja) | 静電塗装ガン | |
| US20140139965A1 (en) | Surge arrester | |
| TWI821827B (zh) | 靜電塗裝噴槍 | |
| JP2011034937A (ja) | コネクタ | |
| JP2019160728A (ja) | 蓄電装置 | |
| CN113423509A (zh) | 用于喷枪的后部壳体以及具有这种后部壳体的喷枪 | |
| US7049737B2 (en) | Anode-terminal cover and display having the same | |
| JP2017208248A (ja) | 充電用コネクタ | |
| KR101197916B1 (ko) | 용접기용 전원 단자조립체 | |
| JP5031089B2 (ja) | 放電灯点灯装置 | |
| WO2018179491A1 (ja) | 静電散布ノズル及び静電散布装置 | |
| JP7578857B1 (ja) | 除電器 | |
| US20240382984A1 (en) | Electrostatic Spraying Device | |
| WO2021095475A1 (ja) | 防水コネクタ | |
| KR200481954Y1 (ko) | 자동차용 축전지의 나사 부싱 | |
| JP2007317453A (ja) | ランプソケット及び放電灯始動装置及び前照灯装置 | |
| JP2025181198A (ja) | 静電塗装装置に適用可能な付加部品、及び静電塗装装置 | |
| JP5859909B2 (ja) | ケーブル一体型プラグおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240808 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241002 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250107 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7621691 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |