JP7590342B2 - 欠陥を有する接着構造テストブロックの製造方法 - Google Patents
欠陥を有する接着構造テストブロックの製造方法 Download PDFInfo
- Publication number
- JP7590342B2 JP7590342B2 JP2021562900A JP2021562900A JP7590342B2 JP 7590342 B2 JP7590342 B2 JP 7590342B2 JP 2021562900 A JP2021562900 A JP 2021562900A JP 2021562900 A JP2021562900 A JP 2021562900A JP 7590342 B2 JP7590342 B2 JP 7590342B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive layer
- plate
- curing
- adhesive
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012360 testing method Methods 0.000 title claims description 63
- 238000004519 manufacturing process Methods 0.000 title claims description 36
- 238000000034 method Methods 0.000 title claims description 23
- 230000002950 deficient Effects 0.000 title claims description 20
- 239000012790 adhesive layer Substances 0.000 claims description 99
- 238000013007 heat curing Methods 0.000 claims description 56
- 230000007547 defect Effects 0.000 claims description 47
- 239000000853 adhesive Substances 0.000 claims description 38
- 230000001070 adhesive effect Effects 0.000 claims description 38
- 238000010438 heat treatment Methods 0.000 claims description 26
- 238000001723 curing Methods 0.000 claims description 22
- 239000002313 adhesive film Substances 0.000 claims description 21
- 239000002131 composite material Substances 0.000 claims description 14
- 238000010586 diagram Methods 0.000 description 12
- 238000012545 processing Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 6
- 238000001514 detection method Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000000518 rheometry Methods 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
- B29C65/4835—Heat curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/06—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers involving heating of the applied adhesive
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B11/00—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding
- F16B11/006—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding by gluing
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N1/00—Sampling; Preparing specimens for investigation
- G01N1/28—Preparing specimens for investigation including physical details of (bio-)chemical methods covered elsewhere, e.g. G01N33/50, C12Q
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
- G01N29/043—Analysing solids in the interior, e.g. by shear waves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B2037/1253—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives curable adhesive
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/023—Solids
- G01N2291/0231—Composite or layered materials
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/028—Material parameters
- G01N2291/0289—Internal structure, e.g. defects, grain size, texture
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/26—Scanned objects
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/30—Arrangements for calibrating or comparing, e.g. with standard objects
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Physics & Mathematics (AREA)
- General Health & Medical Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Acoustics & Sound (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
関連出願
本願は、2020年6月5日に出願された中国特許出願第202010507968.9号に基づくとともにその優先権を主張し、その全内容を本明細書に引用により援用する。
本願は、2020年6月5日に出願された中国特許出願第202010507968.9号に基づくとともにその優先権を主張し、その全内容を本明細書に引用により援用する。
技術分野
本開示は、非破壊検出の分野に関し、特に、欠陥を有する接着構造テストブロックの製造方法に関する。
本開示は、非破壊検出の分野に関し、特に、欠陥を有する接着構造テストブロックの製造方法に関する。
背景
民間航空の急速な発展に伴い、航空機の構造材料を、低密度、高強度、高靭性、耐高温性、および耐腐食性を目指して開発することが要求されている。従来の民間航空構造では、多数のリベットで部品を接続して形成しなければならない部品もある。小型の航空機は通常、数万個のリベットを含んでいるため、航空機の重量が大きくなることが避けられない。リベット打ちの代わりに結合構造が民間航空機構造に広く適用されつつあるが、結合構造の製造プロセスにおいて、亀裂、空隙/穴、剥離、弱接着(weak bond)などの各種欠陥が発生することは避けられない。
民間航空の急速な発展に伴い、航空機の構造材料を、低密度、高強度、高靭性、耐高温性、および耐腐食性を目指して開発することが要求されている。従来の民間航空構造では、多数のリベットで部品を接続して形成しなければならない部品もある。小型の航空機は通常、数万個のリベットを含んでいるため、航空機の重量が大きくなることが避けられない。リベット打ちの代わりに結合構造が民間航空機構造に広く適用されつつあるが、結合構造の製造プロセスにおいて、亀裂、空隙/穴、剥離、弱接着(weak bond)などの各種欠陥が発生することは避けられない。
キッシングボンド(kiss-bonds)は、結合構造における欠陥の種類であり、結合構造における2つの表面が密着している、すなわち2つの表面が接着していない欠陥を指し、キッシングボンドは構造負荷容量の低下につながる。また、キッシングボンドと同様の欠陥は弱接着であり、すなわち2つの表面が不完全に接着されている。何らかの構造的連続性が原因で、弱接着の方が評価が困難な場合がある。キッシングボンドおよび弱接着欠陥は、モノリシックの、サンドイッチ状の、接着または修復された複合材料において生じ得るものであり、これらは製造プロセスにおいて発生する場合があり、不十分な損傷または修復によって生じる場合もある。使用時の負荷条件下で構造強度が低下して欠陥が潜在的に成長する(すなわち、弱接着/キッシングボンドから剥離にまで成長する)ので、欠陥の種類を検出および評価することは特に重要である。
欠陥を調べるためには、欠陥を有する比較テストブロックをまず作らなければならない。しかしながら、テストブロックの製造は困難であるため、キッシングボンドおよび弱接着を有するテストブロックを制御可能に製造して内部欠陥を検出することが非常に重要である。
概要
本開示は、欠陥を有する接着構造テストブロックの製造方法であって、
第1のプレートおよび第2のプレートを設けるステップと、
第1のプレートの上面に接着剤を塗布して接着剤層を形成するステップと、
接着剤層の少なくとも一部の領域を一度目に加熱硬化させるステップと、
接着剤層の上に第2のプレートを配置するステップと、
接着剤層を二度目に加熱硬化させて接着構造テストブロックを形成するステップとを含む方法を提供する。
本開示は、欠陥を有する接着構造テストブロックの製造方法であって、
第1のプレートおよび第2のプレートを設けるステップと、
第1のプレートの上面に接着剤を塗布して接着剤層を形成するステップと、
接着剤層の少なくとも一部の領域を一度目に加熱硬化させるステップと、
接着剤層の上に第2のプレートを配置するステップと、
接着剤層を二度目に加熱硬化させて接着構造テストブロックを形成するステップとを含む方法を提供する。
いくつかの実施形態において、少なくとも一部の領域は、間隔を置いて接着剤層の上に分散している複数の事前に設定された領域ブロックを含み、接着剤層の少なくとも一部の領域を一度目に加熱硬化させるステップは、接着剤層の複数の事前に設定された領域ブロックを単独で加熱硬化させるステップを含む。
いくつかの実施形態において、上記方法はさらに、接着剤層の複数の事前に設定された領域ブロックを単独で加熱硬化させるステップの前に、欠陥の事前に設定された位置および事前に設定された面積に従って、複数の事前に設定された領域ブロックの位置および面積を決定するステップを含む。
いくつかの実施形態において、接着剤層の複数の事前に設定された領域ブロックを単独で加熱硬化させるステップは事前硬化装置によって行われ、事前硬化装置は、加熱プレートと、加熱プレートの上に可動に配置された複数の加熱カラムとを含み、複数の加熱カラムの位置は、接着剤層の上の複数の事前に設定された領域ブロックに対応するように調整される。
いくつかの実施形態において、第1のプレートの上面に接着剤を塗布して接着剤層を形成するステップは、第1のプレートの上面の端部に近い領域に接着剤を塗布して、第1のプレートの端部に第2のプレートを重ねるステップを含む。
いくつかの実施形態において、上記方法はさらに、接着剤に対して昇温レオロジー特性試験を行って接着剤のレオロジー曲線を得るステップと、レオロジー曲線に従って、一度目に加熱硬化させるステップの温度および二度目に加熱硬化させるステップの温度を選択するステップとを含む。
いくつかの実施形態において、第1のプレートの上面に接着剤を塗布して接着剤層を形成するステップは、第1のプレートの上面の全領域に接着剤を塗布して、第1のプレートの上面を接着剤で覆うステップを含む。少なくとも一部の領域は、接着剤層の全領域を含む。上記製造方法はさらに、接着剤層の全領域を一度目に加熱硬化させるステップの前に、接着剤層の上に第2のプレートを貼り付けてから接着剤層を一度目に加熱硬化させるステップと、接着剤層の全領域を一度目に加熱硬化させるステップの後に、第1のプレートおよび第2のプレートを接着剤層の中央から分離し、分離した第1のプレートと第2のプレートとを重ね合わせ、接着剤層を二度目に加熱硬化させるステップとを含む。
いくつかの実施形態において、接着剤層を一度目に加熱硬化させるステップおよび二度目に加熱硬化させるステップは両方ともオートクレーブによって行われ、接着剤層を一度目に加熱硬化させるステップおよび二度目に加熱硬化させるステップの温度は同じであり、接着剤層(3)を一度目に加熱硬化させるステップおよび二度目に加熱硬化させるステップの加熱時間は異なる。
いくつかの実施形態において、上記方法はさらに、接着剤層に亀裂を生じさせるステップを含む。
いくつかの実施形態において、接着剤は接着剤膜であり、接着剤膜で第1のプレートの上面を被覆して接着剤層を形成する。
いくつかの実施形態において、複合材料からなる第1のプレートおよび第2のプレートが設けられ、第1のプレートの複合材料と第2のプレートの複合材料とは、同じであるか、または異なる。
いくつかの実施形態において、テストブロックを得た後、テストブロックを超音波走査して欠陥情報を求める。
本開示によって提供される技術的解決策に基づいて、欠陥を有する接着構造テストブロックの製造方法は、第1のプレートおよび第2のプレートを設けるステップと、第1のプレートの上面に接着剤を塗布して接着剤層を形成するステップと、接着剤層の少なくとも一部の領域を一度目に加熱硬化させるステップと、接着剤層の上に第2のプレートを配置するステップと、接着剤層を二度目に加熱硬化させて結合構造テストブロックを形成するステップとを含む。本開示によれば、接着剤層の少なくとも一部の領域が一度目に加熱硬化されて化学反応が起こり、その結果、少なくとも一部の領域が欠陥を形成し、この欠陥の制御可能な製造が実現する。欠陥を有するテストブロックに対して機械的な検出を行って、実際の欠陥製品をシミュレートする。さらに、本開示によって提供される方法によれば、接着剤層の全領域における少なくとも一部の領域の割合を制御することによって、接着強度の異なる弱接着欠陥およびキッシングボンド欠陥をシミュレートする。
本開示の他の特徴および利点は、以下の添付の図面を参照する本開示の例示的な実施形態の詳細な説明によって明らかになるであろう。
本開示の実施形態または先行技術における技術的解決策をより明確に説明するために、実施形態または先行技術の説明に必要な添付の図面を以下に簡単に説明する。以下に説明する添付の図面における添付の図面は、本開示において記録されるいくつかの実施形態を示していることは明らかであり、当業者はこれらの添付の図面から他の図面を依然として導き出すことができる。
詳細な説明
本開示の目的、技術的解決策、および利点をより明確にするために、本開示によって提供される結合構造欠陥テストブロックの製造方法について、実施形態を通して、添付の図面を参照して、以下に詳細にさらに説明する。本明細書に記載される具体的な実施形態は、本開示を限定するためのものではなく、本開示を説明するためのものにすぎないことが理解されねばならない。
本開示の目的、技術的解決策、および利点をより明確にするために、本開示によって提供される結合構造欠陥テストブロックの製造方法について、実施形態を通して、添付の図面を参照して、以下に詳細にさらに説明する。本明細書に記載される具体的な実施形態は、本開示を限定するためのものではなく、本開示を説明するためのものにすぎないことが理解されねばならない。
図1に示されるように、本開示の一実施形態に係る欠陥を有する接着構造テストブロックの製造方法は、
ステップ101:第1のプレート1および第2のプレート2を設けるステップと、
ステップ102:第1のプレート1の上面に接着剤を塗布して接着剤層3を形成するステップと、
ステップ103:接着剤層3の少なくとも一部の領域を一度目に加熱硬化させるステップと、
ステップ104:接着剤層3の上に第2のプレート2を配置するステップと、
ステップ105:接着剤層3を二度目に加熱硬化させて接着構造テストブロックを形成するステップとを含む。
ステップ101:第1のプレート1および第2のプレート2を設けるステップと、
ステップ102:第1のプレート1の上面に接着剤を塗布して接着剤層3を形成するステップと、
ステップ103:接着剤層3の少なくとも一部の領域を一度目に加熱硬化させるステップと、
ステップ104:接着剤層3の上に第2のプレート2を配置するステップと、
ステップ105:接着剤層3を二度目に加熱硬化させて接着構造テストブロックを形成するステップとを含む。
本開示の実施形態によれば、接着剤層3の少なくとも一部の領域が一度目に加熱硬化されて化学反応が起こり、その結果、少なくとも一部の領域が欠陥を形成し、この欠陥の制御可能な製造が実現する。欠陥を有するテストブロックに対して機械的な検出を行って、実際の欠陥製品をシミュレートする。さらに、本開示によって提供される製造方法によれば、接着剤層の全領域における少なくとも一部の領域の割合を制御することによって、接着強度の異なる弱接着欠陥をシミュレートする。
なお、上記ステップの間で他のステップが行われてもよい。
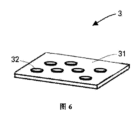
図6を参照して、図6は、一度目の加熱硬化の後の接着剤層3の構造図であり、31は非硬化領域であり、32は硬化領域である。結合構造欠陥テストブロックを製造する前に、製造すべき欠陥を有するテストブロックの欠陥の事前に設定された位置および事前に設定された面積をまず決定する。本実施形態の方法はさらに、接着剤層の複数の事前に設定された領域ブロックを単独で加熱するステップの前に、欠陥の事前に設定された位置および事前に設定された面積に従って、複数の事前に設定された領域ブロックの位置および面積を決定するステップを含む。すなわち、事前に設定された領域ブロックは硬化領域である。
図6を参照して、図6は、一度目の加熱硬化の後の接着剤層3の構造図であり、31は非硬化領域であり、32は硬化領域である。結合構造欠陥テストブロックを製造する前に、製造すべき欠陥を有するテストブロックの欠陥の事前に設定された位置および事前に設定された面積をまず決定する。本実施形態の方法はさらに、接着剤層の複数の事前に設定された領域ブロックを単独で加熱するステップの前に、欠陥の事前に設定された位置および事前に設定された面積に従って、複数の事前に設定された領域ブロックの位置および面積を決定するステップを含む。すなわち、事前に設定された領域ブロックは硬化領域である。
一実施形態では、本開示の実施形態は、弱接着欠陥テストブロックの製造方法を提供する。図4に示されるように、本実施形態の少なくとも一部の領域は、間隔を置いて接着剤層3の上に分散している複数の事前に設定された領域ブロックを含み、接着剤層3の少なくとも一部の領域を一度目に加熱硬化させるステップは、接着剤層3の複数の事前に設定された領域ブロックを独立して加熱するステップを含む。
具体的には、本実施形態では、接着剤層3の複数の事前に設定された領域は、図3に示される事前硬化装置5によって独立して加熱される。事前硬化装置5は、加熱プレート51と、加熱プレート51の上に可動に配置された複数の加熱カラム52とを含み、複数の加熱カラム52の位置は、接着剤層3の上の複数の事前に設定された領域に対応するように調整される。
さまざまな欠陥の大きさおよび位置を有するテストブロックの製造に好適であるように、本実施形態の事前硬化装置5は位置決め溝53をさらに含み、加熱カラム52は位置決め溝53の中に配置され、位置決め溝53の位置を調整して各加熱カラム52の位置を変える。
図4に示されるように、複数の加熱カラム52が接着剤層3に当接して、接着剤層3の複数の事前に設定された領域を一度目に加熱硬化させ、一度目の加熱硬化の後の接着剤層3が図6に示されている。
図7に示されるように、第1のプレート1の上面に接着剤を塗布して接着剤層3を形成するステップは、第1のプレート1の上面の端部に近い領域に接着剤層3を形成して、第1のプレートに第2のプレート2を重ねるステップを含む。
図2に示されるように、本実施形態の方法はさらに、接着剤に対して昇温レオロジー特性試験を行って接着剤のレオロジー曲線を得るステップと、レオロジー曲線に従って、一度目に加熱硬化させるステップの温度および二度目に加熱硬化させるステップの温度を選択するステップとを含む。
具体的には、一度目に加熱硬化させるステップの温度は、二度目に加熱硬化させるステップの温度よりも低い。
弱接着欠陥を有するテストブロックの製造方法について、具体的な実施形態を参照して以下に詳細に説明する。
まず、第1のプレート1、第2のプレート2、および接着剤膜の材料を選択する。本実施形態では、第1のプレート1の複合材料と第2のプレート2の複合材料とは同じであり、CYCOM X850であり、接着剤膜の材料はPL7000である。
この接着剤膜に対して、レオメーターによる昇温レオロジー特性試験を行う。この試験では、平行プレートクランプを使用し、接着剤膜を室温で直径25mmのウェハにして、3枚の接着剤膜を重ね合わせて圧縮して試験サンプルを準備し、図2に示されるような接着剤膜のレオロジー曲線が得られる。
図4に示されるように、第1のプレート1を貼り付け、第1のプレート1の表面に接着剤膜を貼り付ける。
事前硬化装置5の加熱カラム51は、設計された弱接着欠陥の事前に設定された位置および事前に設定された面積に従って調整され、接着剤膜の上面に接続される。具体的には、本実施形態では、50本の針状の加熱カラムが配置され、各加熱カラム51は直径0.2mmの円形である。
事前硬化装置5によって接着剤膜を部分的に事前に硬化させ、接着剤膜上の加熱カラム51と接触する接着剤膜の加熱速度は2~3℃/分であり、硬化温度は100℃±10℃であり、時間は30分である。
図5に示されるように、事前硬化装置5を取り外し、第2のプレート2で接着剤膜を被覆することを完了すると、単一重なり結合構造が得られる。
貼り付けた単一重なり結合構造の上に、剥離可能な布、絶縁膜、通気フェルト、および均圧プレート補助材料を順次配置し、テストブロックを真空バッグで包装し、硬化のためにオートクレーブに入れる。硬化温度は180℃であり、保温を120分間行い、硬化圧力は0.7Mpaである。
離型を行って、図7に示されるような部分的な弱接着を有する単一重なりテストブロックが得られる。
テストブロックを超音波走査して、欠陥信号が得られる。機械加工を行って、規格を満たす単一重なりテストブロックが得られる。
単一重なりテストブロックに対して、機械的特性試験を行う。
別の実施形態では、本開示は、キッシングボンド欠陥を有するテストブロックの製造方法を提供する。図8に示されるように、接着剤層3は第1のプレート1の上面を覆う。少なくとも一部の領域は、接着剤層3の全領域を含む。この製造方法はさらに、接着剤層3の全領域を一度目に加熱硬化させるステップの前に、第2のプレート2を接着剤層3に貼り付けてから接着剤層3を一度目に加熱硬化させるステップと、接着剤層3の全領域を一度目に加熱硬化させるステップの後に、図9に示されるように、第1のプレート1および第2のプレート2を接着剤層3の中央から分離し、分離した第1の結合1と第2のプレート2とを重ね合わせ(図10は、分離された第1のプレート1と第2のプレート2とが重ね合わされることを示す)、結合構造体全体を加熱硬化させて接着剤層3を二度目に加熱硬化させるステップとを含む。
別の実施形態では、本開示は、キッシングボンド欠陥を有するテストブロックの製造方法を提供する。図8に示されるように、接着剤層3は第1のプレート1の上面を覆う。少なくとも一部の領域は、接着剤層3の全領域を含む。この製造方法はさらに、接着剤層3の全領域を一度目に加熱硬化させるステップの前に、第2のプレート2を接着剤層3に貼り付けてから接着剤層3を一度目に加熱硬化させるステップと、接着剤層3の全領域を一度目に加熱硬化させるステップの後に、図9に示されるように、第1のプレート1および第2のプレート2を接着剤層3の中央から分離し、分離した第1の結合1と第2のプレート2とを重ね合わせ(図10は、分離された第1のプレート1と第2のプレート2とが重ね合わされることを示す)、結合構造体全体を加熱硬化させて接着剤層3を二度目に加熱硬化させるステップとを含む。
図9に示されるように、第1のプレート1および第2のプレート2は接着剤層3の中央から分離され、このとき、第1のプレート1の上面には接着剤層分割体3aが配置され、第2のプレート2の下面には接着剤層分割体3bが配置される。
本実施形態では、一度目の加熱硬化および二度目の加熱硬化は両方とも、加熱硬化のためにオートクレーブを採用し、一度目の加熱硬化および二度目の加熱硬化は、温度が同じで加熱時間が異なる。
上記実施形態では、欠陥の設定要件に従って接着剤層3に亀裂が事前に設定されてもよい。
接着剤層3の形成を容易にするために、本実施形態の接着剤は接着剤膜であり、この接着剤膜を第1のプレートの上面に塗布して接着剤層3を形成する。
本実施形態の製造方法は、複合材料からなる第1のプレート1および第2のプレート2を設け、第1のプレート1の複合材料と第2のプレート2の複合材料とは、同じであるか、または異なる。
テストブロックを得た後、テストブロックを超音波走査して欠陥情報を求める。
キッシングボンド欠陥を有するテストブロックの製造方法について、具体的な実施形態を参照して以下に詳細に説明する。
キッシングボンド欠陥を有するテストブロックの製造方法について、具体的な実施形態を参照して以下に詳細に説明する。
まず、第1のプレート1、第2のプレート2、および接着剤膜を準備する。本実施形態では、第1のプレート1の複合材料と第2のプレート2の複合材料とは同じであり、CYCOM 970/PWC T300 3K ST(CCF)であり、接着剤膜の材料はPL7000である。
図8に示されるように、接着剤膜に亀裂33が事前に設定されており、第1のプレート1、接着剤膜、および第2のプレート2を順次貼り付けて中間結合構造を形成し、中間結合構造の上に、剥離可能な布、絶縁膜、通気フェルト、および均圧プレート補助材料を順次配置し、中間結合構造を真空バッグで包装し、一度目の加熱硬化のためにオートクレーブに入れる。硬化温度は177℃±10℃であり、保温を120分間行い、硬化圧力は0.7Mpaである。
図9に示されるように、第1のプレート1および第2のプレート2は外力によって分離され、第1のプレート1および第2のプレート2は接着剤層3の中央から分離される。
図10(図10は、接着剤層を示していないが接着剤層を含む)に示されるように、分離された第1のプレート1と第2のプレート2とを重ね合わせて二度目に加熱硬化させる。硬化温度は177℃±10℃であり、保温を60分間行い、硬化圧力は0.7Mpaである。そして離型を行って、事前の亀裂およびキッシングボンド欠陥を含むテストブロックが得られる。
なお、ある構成要素が別の構成要素に「固定される」と言う場合、その構成要素は別の構成要素の上に直接配置されてもよく、または中間の構成要素が存在してもよい。ある構成要素が別の構成要素に「接続される」とみなす場合、その構成要素は別の構成要素に直接接続されてもよく、または中間の構成要素が同時に存在してもよい。反対に、構成要素が別の構成要素の「上に直接」あると言う場合は、中間の構成要素は存在しない。本明細書において使用する「垂直」、「水平」、「左」、および「右」という語、ならびに同様の表現は、例示のためにすぎない。
本開示の説明において、「第1の」および「第2の」という語は便宜的なものにすぎず、相対的な重要性を意味または暗示するものと理解されるべきではない。
一方、本明細書において引用する「上」、「下」、「左」、「右」、「中央」、および「1つ」などの語は、説明を明確にするために好都合であるにすぎず、本開示の実施可能範囲を限定するために使用しているわけではない。相対的な関係の変更または調整は、技術的内容が実質的に変更されない本開示の実施可能範囲とみなされるべきである。
上記実施形態は本開示のいくつかの実施形態を例示しているにすぎず、その説明は、より具体的かつ詳細であるが、本開示の特許範囲を限定するものと解釈されるべきではない。本開示の概念から逸脱することなくいくつかの変形および改良が当業者によってなされ得るが、そのような変形および改良は本開示の保護範囲に含まれるべきであることが指摘される。したがって、本開示の特許の保護範囲は添付の請求項によって決まるものとする。
Claims (12)
- 欠陥を有する接着構造テストブロックの製造方法であって、
第1のプレート(1)および第2のプレート(2)を設けるステップと、
前記第1のプレート(1)の上面に接着剤を塗布して接着剤層(3)を形成するステップと、
前記接着剤層(3)の少なくとも一部の領域を一度目に加熱硬化させるステップと、
前記接着剤層(3)の上に前記第2のプレート(2)を配置するステップと、
前記接着剤層(3)を二度目に加熱硬化させて接着構造テストブロックを形成するステップとを備える、方法。 - 前記少なくとも一部の領域は、間隔を置いて前記接着剤層(3)の上に分散している複数の事前に設定された領域ブロック(32)を備え、前記接着剤層(3)の少なくとも一部の領域を一度目に加熱硬化させるステップは、前記接着剤層(3)の前記複数の事前に設定された領域ブロック(32)を単独で加熱硬化させるステップを備える、請求項1に記載の欠陥を有する接着構造テストブロックの製造方法。
- 前記接着剤層(3)の前記複数の事前に設定された領域ブロック(32)を単独で加熱硬化させるステップの前に、欠陥の事前に設定された位置および事前に設定された面積に従って、前記複数の事前に設定された領域ブロック(32)の位置および面積を決定するステップをさらに備える、請求項2に記載の欠陥を有する接着構造テストブロックの製造方法。
- 前記接着剤層(3)の前記複数の事前に設定された領域ブロック(32)を単独で加熱硬化させるステップは事前硬化装置(5)によって行われ、前記事前硬化装置(5)は、加熱プレート(51)と、前記加熱プレート(51)の上に可動に配置された複数の加熱カラム(52)とを備え、前記複数の加熱カラム(52)の位置は、前記接着剤層(3)の上の前記複数の事前に設定された領域ブロック(32)の位置に対応するように調整される、請求項2に記載の欠陥を有する接着構造テストブロックの製造方法。
- 前記第1のプレート(1)の上面に接着剤を塗布して接着剤層を形成するステップは、前記第1のプレート(1)の前記上面の端部に近い領域に前記接着剤を塗布して、前記第1のプレート(1)の端部に前記第2のプレート(2)を重ねるステップを備える、請求項1に記載の欠陥を有する接着構造テストブロックの製造方法。
- 前記接着剤に対して昇温レオロジー特性試験を行って前記接着剤のレオロジー曲線を得るステップと、前記レオロジー曲線に従って、前記一度目に加熱硬化させるステップの温度および前記二度目に加熱硬化させるステップの温度を選択するステップとをさらに備える、請求項1に記載の欠陥を有する接着構造テストブロックの製造方法。
- 前記第1のプレート(1)の上面に接着剤を塗布するステップは、前記第1のプレート(1)の前記上面の全領域に前記接着剤を塗布して、前記第1のプレート(1)の前記上面を前記接着剤層(3)で覆うステップを備え、前記少なくとも一部の領域は、前記接着剤層(3)の全領域を備え、前記製造方法はさらに、前記接着剤層(3)の全領域を一度目に加熱硬化させるステップの前に、前記接着剤層(3)の上に前記第2のプレート(2)を貼り付けてから前記接着剤層(3)を一度目に加熱硬化させるステップと、前記接着剤層(3)の全領域を一度目に加熱硬化させるステップの後に、前記第1のプレート(1)および前記第2のプレート(2)を前記接着剤層(3)の中央から分離し、分離した前記第1のプレート(1)と前記第2のプレート(2)とを重ね合わせてから前記接着剤層(3)を二度目に加熱硬化させるステップとを備える、請求項1に記載の欠陥を有する接着構造テストブロックの製造方法。
- 前記接着剤層(3)を一度目に加熱硬化させるステップおよび二度目に加熱硬化させるステップは両方ともオートクレーブによって行われ、前記接着剤層(3)を一度目に加熱硬化させるステップおよび二度目に加熱硬化させるステップの温度は同じであり、前記接着剤層(3)を一度目に加熱硬化させるステップおよび二度目に加熱硬化させるステップの加熱時間は異なる、請求項7に記載の欠陥を有する接着構造テストブロックの製造方法。
- 前記接着剤層(3)に亀裂(33)を生じさせるステップをさらに備える、請求項1に記載の欠陥を有する接着構造テストブロックの製造方法。
- 前記接着剤は接着剤膜であり、前記接着剤膜を前記第1のプレート(1)の前記上面に塗布して前記接着剤層(3)を形成する、請求項1に記載の欠陥を有する接着構造テストブロックの製造方法。
- 複合材料からなる前記第1のプレート(1)および前記第2のプレート(2)が設けられ、前記第1のプレート(1)の前記複合材料と前記第2のプレート(2)の前記複合材料とは、同じであるか、または異なる、請求項1に記載の欠陥を有する接着構造テストブロックの製造方法。
- 欠陥を有する前記テストブロックを得た後、前記テストブロックを超音波走査して欠陥情報を求めるステップをさらに備える、請求項1に記載の欠陥を有する接着構造テストブロックの製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010507968.9A CN113758769B (zh) | 2020-06-05 | 2020-06-05 | 胶接结构缺陷试块的制造方法 |
| CN202010507968.9 | 2020-06-05 | ||
| PCT/CN2020/137425 WO2021244008A1 (zh) | 2020-06-05 | 2020-12-18 | 胶接结构缺陷试块的制造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023529029A JP2023529029A (ja) | 2023-07-07 |
| JP7590342B2 true JP7590342B2 (ja) | 2024-11-26 |
Family
ID=78785151
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021562900A Active JP7590342B2 (ja) | 2020-06-05 | 2020-12-18 | 欠陥を有する接着構造テストブロックの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11951725B2 (ja) |
| EP (1) | EP4163630A4 (ja) |
| JP (1) | JP7590342B2 (ja) |
| CN (1) | CN113758769B (ja) |
| WO (1) | WO2021244008A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114427626B (zh) * | 2022-01-11 | 2024-06-18 | 江苏集萃碳纤维及复合材料应用技术研究院有限公司 | 复合材料油管的连接结构 |
| CN114800969B (zh) * | 2022-04-27 | 2023-07-28 | 江苏铁锚玻璃股份有限公司 | 加快聚硫胶固化的装置及其使用方法 |
| CN119636095A (zh) * | 2024-12-23 | 2025-03-18 | 兰州交通大学 | 低缺陷胶膜厚度可控的复合材料的胶接工装及制备方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070028661A1 (en) | 2005-08-04 | 2007-02-08 | Israel Aircraft Industries Ltd. | Composite articles with artificial defects and methods for making them |
| EP2769834A1 (en) | 2013-02-26 | 2014-08-27 | Airbus Operations, S.L. | An artificially defective cured laminate. |
| US20160059518A1 (en) | 2014-08-28 | 2016-03-03 | Kabushiki Kaisha Yaskawa Denki | Magnet, magnet lamination, method for producing lamination magnet, and production system for lamination magnet |
| CN111208195A (zh) | 2018-11-22 | 2020-05-29 | 中国航发商用航空发动机有限责任公司 | 胶接质量的检测结构以及检测方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE9504460D0 (sv) * | 1995-12-13 | 1995-12-13 | Herberts Powder Coatings Ab | Förfarande för limning samt limkomposition för användning vid förfarandet |
| US5831157A (en) | 1996-09-18 | 1998-11-03 | The Boeing Company | Digital bond tester |
| TR200600746A2 (tr) * | 2006-02-20 | 2007-10-22 | Tübi̇tak-Türki̇ye Bi̇li̇msel Ve Teknoloji̇k Araştirma Kurumu | Ultrasonik muayene için yapay hatalar içeren standart test blokları imalatı. |
| JP5545983B2 (ja) | 2010-05-10 | 2014-07-09 | 電気化学工業株式会社 | 基板の製造方法及び回路基板の製造方法 |
| US8342017B1 (en) | 2010-10-20 | 2013-01-01 | The Boeing Company | Methods for fabricating fiber-reinforced plastic test specimen assemblies having weak adhesive bonds |
| WO2012125837A1 (en) | 2011-03-15 | 2012-09-20 | Purdue Research Foundation | Weak bond detection |
| CN102426200B (zh) * | 2011-11-04 | 2014-05-14 | 中国航空工业集团公司北京航空材料研究院 | 一种蒙皮夹芯粘接结构缺陷对比试样 |
| CN103323523A (zh) * | 2013-05-27 | 2013-09-25 | 云南电力试验研究院(集团)有限公司电力研究院 | 一种支柱绝缘子振动声学检测试块的制作方法 |
| US20150198520A1 (en) | 2014-01-10 | 2015-07-16 | The Boeing Company | Systems and methods for creating altered adhesive bonds |
| CN105004793B (zh) | 2015-07-31 | 2020-06-09 | 中航复合材料有限责任公司 | 一种用于复合材料泡沫结构的超声检测方法 |
| CN106093211B (zh) * | 2016-06-02 | 2019-01-29 | 华中科技大学 | 胶层含空气孔洞的复合材料胶接结构缺陷试块制作方法 |
| US10488369B2 (en) * | 2017-04-06 | 2019-11-26 | United States Of America As Represented By The Administrator Of Nasa | Method for creating a structure for calibration or verification for non-destructive evaluation inspection |
| CN108318579B (zh) | 2017-12-26 | 2021-03-26 | 中国航空工业集团公司基础技术研究院 | 一种蜂窝共固化结构缺陷超声a扫描识别方法及装置 |
| CN108162437B (zh) * | 2017-12-28 | 2019-12-20 | 江苏亨睿碳纤维科技有限公司 | 碳纤维杆件的修复方法 |
| CN109406630A (zh) | 2018-10-15 | 2019-03-01 | 成都飞机工业(集团)有限责任公司 | 一种用于涂层复合材料结构超声检测的对比试块及其制作方法 |
| CN109406629A (zh) * | 2018-10-15 | 2019-03-01 | 成都飞机工业(集团)有限责任公司 | 一种用于复合材料结构超声检测的r角试块及制作方法 |
| CN209745889U (zh) | 2018-12-26 | 2019-12-06 | 内蒙古北方重工业集团有限公司 | 带有未焊透结构的相控阵检测对比试块 |
| EP3990886B1 (en) * | 2019-06-30 | 2024-08-28 | Perimetrics, Inc. | Device and system for the determination of structural characteristics of an object |
-
2020
- 2020-06-05 CN CN202010507968.9A patent/CN113758769B/zh active Active
- 2020-12-18 WO PCT/CN2020/137425 patent/WO2021244008A1/zh not_active Ceased
- 2020-12-18 JP JP2021562900A patent/JP7590342B2/ja active Active
- 2020-12-18 US US17/615,923 patent/US11951725B2/en active Active
- 2020-12-18 EP EP20936074.2A patent/EP4163630A4/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070028661A1 (en) | 2005-08-04 | 2007-02-08 | Israel Aircraft Industries Ltd. | Composite articles with artificial defects and methods for making them |
| EP2769834A1 (en) | 2013-02-26 | 2014-08-27 | Airbus Operations, S.L. | An artificially defective cured laminate. |
| US20160059518A1 (en) | 2014-08-28 | 2016-03-03 | Kabushiki Kaisha Yaskawa Denki | Magnet, magnet lamination, method for producing lamination magnet, and production system for lamination magnet |
| CN111208195A (zh) | 2018-11-22 | 2020-05-29 | 中国航发商用航空发动机有限责任公司 | 胶接质量的检测结构以及检测方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4163630A1 (en) | 2023-04-12 |
| EP4163630A4 (en) | 2024-03-20 |
| US11951725B2 (en) | 2024-04-09 |
| CN113758769B (zh) | 2022-12-27 |
| JP2023529029A (ja) | 2023-07-07 |
| US20220219442A1 (en) | 2022-07-14 |
| CN113758769A (zh) | 2021-12-07 |
| WO2021244008A1 (zh) | 2021-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7590342B2 (ja) | 欠陥を有する接着構造テストブロックの製造方法 | |
| JP5948513B1 (ja) | ウエハー保持台及びその製法 | |
| JP2017135397A5 (ja) | ||
| TW201108336A (en) | Manufacturing method of semiconductor integrated circuit device | |
| US7736452B2 (en) | Method of forming and indirect testing of a bond on or in an aircraft component | |
| CN109571962A (zh) | 电阻焊接纤维复合部件以得到纤维复合结构的方法、纤维复合结构和纤维复合部件 | |
| CN109406629A (zh) | 一种用于复合材料结构超声检测的r角试块及制作方法 | |
| US12325200B2 (en) | Method of repairing damage to a thermoplastic composite element | |
| US20060198980A1 (en) | Method and apparatus for repairing a composite article | |
| JP3121389B2 (ja) | ダイヤフラム型圧力変換器の製造方法 | |
| KR20200116506A (ko) | 웨이퍼 유지대 | |
| WO2024146333A1 (zh) | 布丁模的制备装置、制备方法、布丁模的粘结力测试装置及测试方法 | |
| US8197623B1 (en) | Thermal and vacuum assessment method | |
| CN102426200A (zh) | 一种蒙皮夹芯粘接结构缺陷对比试样 | |
| CN110757847A (zh) | 一种复合材料零件修补装置 | |
| RU2840922C1 (ru) | Способ изготовления тестового конструкционного клееного блока с дефектами | |
| CN112519273A (zh) | 一种铝面板蜂窝夹层结构超大面积脱粘的修理方法 | |
| CN113333243A (zh) | 一种胶膜厚度控制的方法 | |
| CN110261193A (zh) | 一种制备胶粘剂t型剥离试样的工装及方法 | |
| CN107764613B (zh) | 用于制备导热系数测定试样的方法 | |
| CN119748880B (zh) | 一种基于磁集中器的热塑性复合材料感应焊接方法 | |
| CN109752229B (zh) | 一种frp板-基体粘结试件制作装置及制作方法 | |
| CN213439204U (zh) | 一种试验板加强片的胶接工装 | |
| CN109148680B (zh) | 环氧树脂封装陶瓷基板翘曲度辅修工艺方法及辅修夹具 | |
| Paton et al. | A breakthrough in the assembly of aircraft composite structures |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7590342 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |