JP7588942B2 - 電気炉への還元鉄装入方法 - Google Patents
電気炉への還元鉄装入方法 Download PDFInfo
- Publication number
- JP7588942B2 JP7588942B2 JP2021208485A JP2021208485A JP7588942B2 JP 7588942 B2 JP7588942 B2 JP 7588942B2 JP 2021208485 A JP2021208485 A JP 2021208485A JP 2021208485 A JP2021208485 A JP 2021208485A JP 7588942 B2 JP7588942 B2 JP 7588942B2
- Authority
- JP
- Japan
- Prior art keywords
- reduced iron
- electric furnace
- charging
- melting
- iron
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 title claims description 173
- 238000000034 method Methods 0.000 title claims description 34
- 239000002994 raw material Substances 0.000 claims description 48
- 229910000831 Steel Inorganic materials 0.000 claims description 44
- 239000010959 steel Substances 0.000 claims description 44
- 230000008018 melting Effects 0.000 claims description 32
- 238000002844 melting Methods 0.000 claims description 32
- 239000002184 metal Substances 0.000 claims description 13
- 229910052751 metal Inorganic materials 0.000 claims description 13
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 7
- 229910052799 carbon Inorganic materials 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 239000004484 Briquette Substances 0.000 claims 1
- 239000007787 solid Substances 0.000 description 34
- 229910052742 iron Inorganic materials 0.000 description 14
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 12
- 239000002893 slag Substances 0.000 description 11
- 239000000203 mixture Substances 0.000 description 8
- 238000004088 simulation Methods 0.000 description 8
- 238000010586 diagram Methods 0.000 description 6
- 238000002474 experimental method Methods 0.000 description 5
- 238000010079 rubber tapping Methods 0.000 description 5
- 238000007664 blowing Methods 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 238000010891 electric arc Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000009628 steelmaking Methods 0.000 description 4
- 230000004907 flux Effects 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 238000007670 refining Methods 0.000 description 3
- 229910001341 Crude steel Inorganic materials 0.000 description 2
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 229910001882 dioxygen Inorganic materials 0.000 description 2
- 239000012768 molten material Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000005261 decarburization Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000005416 organic matter Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
Description
近年では、CO2の削減やリサイクルの観点から電気炉による製鋼法の重要性が再認識されつつある。このようなことから、電気炉の操業において、スクラップや還元鉄などを溶解原料として用いられることが考えられる。
特許文献2は、アーク炉において還元鉄を原料として用いるときの温度制御方法が開示されている。具体的には、還元鉄はスラグに装入し、スラグ温度低下時は電力を増加させて電極を上昇させ、溶鋼温度低下時は電力を増加させて電極を降下させることとされている。
特許文献1は、電極と攪拌用インペラーと底吹き羽口の位置を規定しているが、酸化鉄を含有する原料の装入方法に関しては開示も示唆もないため、原料装入の状況によっては電気炉の操業性が悪化する虞がある。また、電気炉の設備を改造しなければならず、手間やコストなどがかかり大掛かりなものとなり、実操業においては適さない。
特許文献3は、溶融鉄を製造するプラントの装置構成が開示されているものの、酸化鉄を含有する原料の装入方法に関しては開示も示唆もないため、原料装入の状況によっては電気炉の操業性が悪化する虞がある。
そこで、本発明は、上記問題点に鑑み、電気炉にて還元鉄を溶解するにあたって、規定した還元鉄の装入条件を満たすようにすることで、還元鉄装入時の溶鋼の流動性を確保するとともに、還元鉄溶解時に溶融性に優れるようになり、電気炉での作業時間を延ばすことなく効率よく溶解することができる電気炉への還元鉄装入方法を提供することを目的とする。
本発明にかかる電気炉への還元鉄装入方法は、アーク式の電気炉で、還元鉄を含む溶解原料を用いて溶鋼を製造する方法であって、前記電気炉は、上部が開口された本体を有し、内部には電極が上方から挿入されており、前記溶解原料は、炭素を含有する還元鉄で形成されたブリケットであり、前記電気炉内で初装原料を予め溶解させることで形成される溶湯に、前記溶解原料を追加で装入するに際しては、前記電気炉内への装入開始から装入終了までに装入した前記溶解原料中の前記還元鉄の総装入量である還元鉄装入量を、前記装入開始から前記装入終了までに要した時間で除することで平均装入速度を求め、求められた前記平均装入速度を投入電力で除して得られるものを、前記還元鉄の比装入速度sとした場合に、前記還元鉄の比装入速度sが、0.07t/min/MW未満となるように、前記溶解原料を前記電気炉内に装入することを特徴とする。
まず、本発明にかかる還元鉄Rの装入方法が行われる電気炉1について説明する。ただし、本発明の還元鉄Rの装入方法は、以下に例示する電気炉1以外の型式のものであってもよい。
図1に示すように、電気炉1は、上下に分割可能となっている。つまり、電気炉1は、上部が開口され且つ還元鉄R(冷鉄源)などが装入可能な本体2と、その本体2の開口を覆う蓋体3と、を有している。本体2と蓋体3の内部は、耐火レンガなどが施工されている。
された還元鉄R等の原料及びフラックスなどを本体2内部で溶解して溶湯M(溶鋼M)として収容可能となっている。
電気炉1には、上方から内部に向かって挿し込まれる複数の電極6が設けられている。本実施形態では、電極6が3本挿入されている。この電極6は、黒鉛電極であって三相交流が供給されており、電極6と内部に装入された還元鉄Rとの間にアークを発生して還元鉄Rが溶解して溶湯Mを形成可能となっている。
なお、電気炉1には姿勢を傾動させる炉傾動装置(図示略)が設けられている。この炉傾動装置を作動させて排滓口4が低くなるように電気炉1を傾動させることで、スラグが排滓口4から排滓がされる。また、炉傾動装置を作動させて出鋼口5が低くなるように電気炉1を傾動させることで、溶鋼Mが出鋼口5から出鋼される。
図1に示すように、本発明にかかる電気炉1への還元鉄Rの装入(投入)方法は、アーク式の電気炉1で、還元鉄Rを用いて溶鋼Mを製造する方法であって、還元鉄Rを電気炉1内に装入するに際して、還元鉄Rの比装入速度sを、0.07t/min/MW未満とすることを特徴とする。
アーク式の電気炉1にて、還元鉄Rを溶解原料として用いて溶鋼Mを製造するに際しては、日本国内においては一般的に、電気炉1にて溶解する原料はスクラップを用いている。なお、電気炉1を電炉1とも呼称することもある。
また、ガスの価格が安く且つスクラップ価格が高い諸外国においては、直接還元鉄Rを電気炉1の溶解原料として用いている(参考文献:(森井簾,電気炉製鋼法(2000)などを参照)。
このことから、本願発明者は、アーク式の電気炉1で炭素を含有する還元鉄Rを溶解原料として用いて溶鋼Mを製造する場合に適用可能な技術を研究した。
HBIの定義は、「650 ℃以上の温度でブリケットにした、5g/cm3以上の見掛密度をもつ還元鉄(JIS M 8700:2013より)」を基にしている。

なお例えば、スクラップと、炭素を含有する還元鉄Rと、を組み合わせて溶解原料とし
ても良く、その溶解原料の組み合わせについては特に限定しない。
還元鉄Rを電気炉1内に装入する場合において、以下のようなことが挙げられる。
すなわち、本発明における「還元鉄Rの装入」は、初装原料(溶解しやすいスクラップなど)を溶解させて電気炉1内に溶湯M(溶鋼M)が存在するところに、スクラップより溶解しにくい「還元鉄Rを追加で装入する」ことを指す。つまり、本発明では、追加原料Rとして還元鉄Rを電気炉1内に装入する。
ところで、還元鉄Rは、脈石成分や空隙がスクラップと比較して多く熱伝導率が小さいため、電気炉1の操業において溶解させる追加原料Rとして用いる場合、スクラップより溶解し難いものである。
図2に示すように、冷鉄源の還元鉄Rを電気炉1へ装入するときには、還元鉄R固有の最適な装入条件が存在すると考えられる。理由としては、スクラップと同じ装入条件で還元鉄Rを電気炉1へ装入した場合、還元鉄R固有の最適な装入速度を上回る条件となり、過剰に溶湯Mの温度が低下することによる溶湯M(溶鋼M)の凝固や還元鉄Rが固体のまま存在することによって、固相率f(ある領域における固体の体積分率)が増大して溶鋼Mの流動性の低下が生じ、熱の拡散が生じにくくなり、結果的に還元鉄Rを溶解する作業時間が増加してしまう。
図2の「上から見た図」のように、還元鉄Rの比装入速度s≧0.07t/min/MWとなると、電炉1中心付近の溶湯Mに向かって追加で装入された各還元鉄Rが電炉1内で「密」の状態で配置されて、大きな塊のような状況になることで、元々溶融されにくいものが更に溶融されにくくなり、固相率fが0.7以上(詳細は後述)となり、溶鋼Mの流動性が低下してしまう。
しかしながら、還元鉄Rの装入領域内の固相率fに及ぼす還元鉄Rの装入速度についてこれまで研究された事例は調査したが無かった。上記したように、還元鉄Rの装入速度の制御は、還元鉄Rを溶融させるために必要なものであると知見し、本願発明者は研究するに至った。
本実施形態では、溶鋼Mの流動が生じる固相率fの限界値(流動限界固相率f)について、0.7とした(例えば、特開2005-111544号公報やWO2019/203137号公報などを参照)。すなわち、固相率fが0.7以上となると、溶鋼Mの流動が生じなくなり、熱の拡散が生じにくくなるため、還元鉄Rの溶解に時間を要することとなる。
そこで、還元鉄Rの電気炉1内への装入速度(比装入速度s)と、還元鉄Rの装入領域内における固相率fの関係を、後ほど示すシミュレーションによって研究した。なお、シミュレーションの説明については、表2~表5および図4などに示す。
なお、本発明は還元鉄Rの装入時の速度を対象としているので、還元鉄Rの比装入速度sが0(ゼロ)より大きい数値であることは自明である。つまり、還元鉄Rの比装入速度sについては、0(ゼロ)は含まない。
図3に示すように、固相率f<0.7と、還元鉄Rの比装入速度sの一次近似式との交点が0.07t/min/MWである。このことから、還元鉄Rの比装入速度s<0.07t/min/MWが好ましいと知見した。
ここで、表2に、本実施形態に関するパラメータ(溶鋼MおよびHBI単体(還元鉄R)の物性値、シミュレーションで用いた流体近似後のHBIの物性(前提条件)など)の定義について示す。
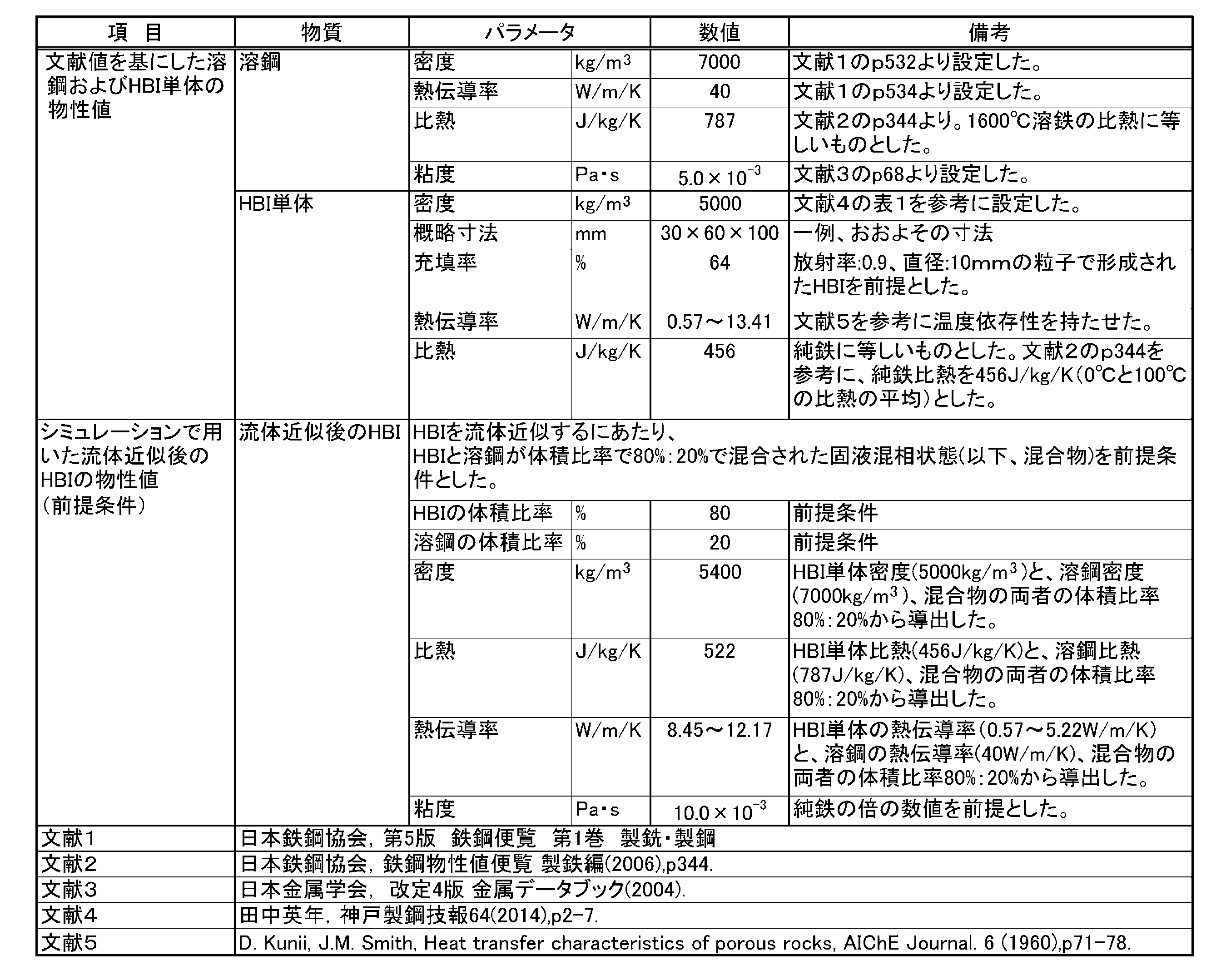
インゴット)とし、その大きさは例えば(30×60×100mm)とした。これは一例であり、この大きさに限定されない。
表3に、計算条件に関する、HBI単体(還元鉄R)の温度ごとの熱伝導率(W/m/K)と、溶鋼Mの温度ごとの熱伝導率(W/m/K)、および、混合物Xの温度ごとの熱伝導率(W/m/K)について示す。

また、表3に示す、HBI単体の熱伝導率は、表2の文献5(D.Kunii,J.M.Smith,Heat transfer characteristics of porous rocks,AIChE Journal.6(1960),p71-78.)に基づいている。また、溶鋼Mの熱伝導率は、表2の文献1(日本鉄鋼協会,第5版 鉄鋼便覧 第1巻 製銑・製鋼)に基づいている。
以下に、本発明の電気炉1への還元鉄Rの装入方法に従って実施した実施例及び、本発明と比較するために実施した比較例について、説明する。なお、本実施例に記載した内容は本発明の例示であって、これに限定されるものではない。
本実施例における実施条件については、以下の通りである。
表4に、本実施例における実施条件(流動伝熱解析、固相(固体)の判断方法、固相率fの計算方法など)について示す。

また、初期の電気炉1内の溶融物について、体積:15t、温度:1600℃のものとした。この初期の溶融物(溶鋼M)がある中に、追加原料RとしてHBI(還元鉄R)を装入するものとした。
表5に、還元鉄Rの装入速度(t/min)、還元鉄Rの比装入速度s(t/min/MW)、固相率fの算出方法などについて示す。

図4に示すように、電極6は等間隔に(平面視で略正三角形の頂点に配置されるように)3本配置している。
追加原料Rとして用いるHBI(還元鉄R)の装入位置は、3本配置された電極6に囲まれた領域の中心(電炉1の中心)付近に装入する。
還元鉄Rの比装入速度s(t/min/MW)は、還元鉄Rの装入速度(t/min)を電力(MW)で除した値である。本発明では、還元鉄Rの比装入速度sを0.07t/min/MW未満と規定した。
なお、還元鉄Rの装入速度(t/min)は、単位時間当たりの還元鉄Rの装入量を算出し平均装入速度とした値である。
(a)は、電極6のピッチサークル(PC)の中心と同じ中心で電極6の最外周を通る円Aを底面とする円柱の範囲内において、混合物Xが存在する領域の体積(m3)である。ただし、本実施形態では、円Aの直径:1346mmである。
(b)は、(a)で混合物Xの体積を求めた領域の中で、溶鋼Mの温度が1539℃以下の領域の体積(m3)である。
表6に、本発明の電気炉1への還元鉄Rの装入方法に従って実施した実施例及び、本発明と比較するために実施した比較例を示す。

本実施例の実験番号2は、電力が12MWの場合であって、還元鉄Rの比装入速度sが0.042t/min/MWとなり0.07t/min/MW未満を満たし、固相率fが0.691となり0.7未満を満たすこととなり、良好な結果を得た。すなわち、還元鉄Rは溶融され、溶鋼Mの流動性を確保することができるようになった。
本実施例の実験番号4は、電力が6MWの場合であって、還元鉄Rの比装入速度sが0.033t/min/MWとなり0.07t/min/MW未満を満たし、固相率fが0.672となり0.7未満を満たすこととなり、良好な結果を得た。すなわち、還元鉄Rは溶融され、溶鋼Mの流動性を確保することができるようになった。
上記の結果より、追加原料Rとして還元鉄Rを電気炉1へ装入する際には、還元鉄Rの
比装入速度sを0.07t/min/MW未満とすると、固相率fが0.7未満となり、還元鉄Rは溶融され、溶鋼Mの流動性を確保することができるようになることを知見した。
上で詳説したように、溶鋼Mの流動性を確保するためには、固相率fを0.7未満にする必要がある。
図2に示すように、本発明では、還元鉄Rの比装入速度sを0.07t/min/MW未満とすることで、固相率fを0.7未満に維持することができる。このようにすることで、溶鋼Mの流動性を確保することができるようになるため、冷鉄源の還元鉄Rを追加で装入することによる電気炉1操業時の作業性の悪化を招くことは無い。
特に、今回開示された実施形態において、明示されていない事項、例えば、運転条件や操業条件、各種パラメータ、構成物の寸法、重量、体積などは、当業者が通常実施する範囲を逸脱するものではなく、通常の当業者であれば、容易に想定することが可能な値を採用している。
2 本体
3 蓋体
4 排滓口
5 出鋼口
6 電極
M 溶鋼(溶湯)
R 還元鉄(追加原料)
X 混合物
Claims (1)
- アーク式の電気炉で、還元鉄を含む溶解原料を用いて溶鋼を製造する方法であって、
前記電気炉は、上部が開口された本体を有し、内部には電極が上方から挿入されており、
前記溶解原料は、炭素を含有する還元鉄で形成されたブリケットであり、
前記電気炉内で初装原料を予め溶解させることで形成される溶湯に、前記溶解原料を追加で装入するに際しては、
前記電気炉内への装入開始から装入終了までに装入した前記溶解原料中の前記還元鉄の総装入量である還元鉄装入量を、前記装入開始から前記装入終了までに要した時間で除することで平均装入速度を求め、求められた前記平均装入速度を投入電力で除して得られるものを、前記還元鉄の比装入速度sとした場合に、
前記還元鉄の比装入速度sが、0.07t/min/MW未満となるように、前記溶解原料を前記電気炉内に装入する
ことを特徴とする電気炉における原料溶解方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021208485A JP7588942B2 (ja) | 2021-12-22 | 2021-12-22 | 電気炉への還元鉄装入方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021208485A JP7588942B2 (ja) | 2021-12-22 | 2021-12-22 | 電気炉への還元鉄装入方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023093079A JP2023093079A (ja) | 2023-07-04 |
| JP7588942B2 true JP7588942B2 (ja) | 2024-11-25 |
Family
ID=87000847
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021208485A Active JP7588942B2 (ja) | 2021-12-22 | 2021-12-22 | 電気炉への還元鉄装入方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7588942B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2025128503A (ja) * | 2024-02-22 | 2025-09-03 | 株式会社神戸製鋼所 | 炭素酸化物の還元方法、鉄鋼の製造方法、炭素酸化物の還元装置、及び鉄鋼の製造装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003105415A (ja) | 2001-10-01 | 2003-04-09 | Kobe Steel Ltd | 溶融金属の製造方法および装置 |
| JP2012007225A (ja) | 2010-06-28 | 2012-01-12 | Kobe Steel Ltd | 粒状金属鉄を用いた溶鋼製造方法 |
| JP2018119693A (ja) | 2017-01-23 | 2018-08-02 | 新日鐵住金株式会社 | 電気炉用中空電極及び電気炉 |
| CN108950132A (zh) | 2018-09-12 | 2018-12-07 | 中冶京诚工程技术有限公司 | 一种电炉冶炼装置及方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5613420A (en) * | 1979-07-12 | 1981-02-09 | Nikko Sangyo:Kk | Method and apparatus for rapid melting of direct-reduced iron |
| ATA121393A (de) * | 1993-06-21 | 1998-07-15 | Voest Alpine Ind Anlagen | Konverter und verfahren zur herstellung von stahl |
-
2021
- 2021-12-22 JP JP2021208485A patent/JP7588942B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003105415A (ja) | 2001-10-01 | 2003-04-09 | Kobe Steel Ltd | 溶融金属の製造方法および装置 |
| JP2012007225A (ja) | 2010-06-28 | 2012-01-12 | Kobe Steel Ltd | 粒状金属鉄を用いた溶鋼製造方法 |
| JP2018119693A (ja) | 2017-01-23 | 2018-08-02 | 新日鐵住金株式会社 | 電気炉用中空電極及び電気炉 |
| CN108950132A (zh) | 2018-09-12 | 2018-12-07 | 中冶京诚工程技术有限公司 | 一种电炉冶炼装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023093079A (ja) | 2023-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4060034B2 (ja) | 複式炉における溶融鉄生成方法 | |
| CN102439387B (zh) | 钢生产设备 | |
| JP5552754B2 (ja) | アーク炉の操業方法 | |
| US11536514B2 (en) | Electric furnace and method for melting and reducing iron oxide-containing iron raw material | |
| JP3699123B2 (ja) | 鋳物用鉄の製造方法 | |
| JPH0442452B2 (ja) | ||
| CN1268187A (zh) | 炼铁和钢的方法 | |
| SE452476B (sv) | Forfarande for smeltning av jernskrot | |
| US20010025550A1 (en) | Process for manufacturing molten metal iron | |
| RU97118334A (ru) | Установка и способ для получения расплавов железа | |
| JP5236926B2 (ja) | 溶鋼の製造方法 | |
| JP6237664B2 (ja) | アーク炉の操業方法及び溶鋼の製造方法 | |
| JP5549198B2 (ja) | 鉄スクラップを利用した製鋼方法 | |
| JP7588942B2 (ja) | 電気炉への還元鉄装入方法 | |
| JP5589688B2 (ja) | 溶銑の製造方法 | |
| JP3721154B2 (ja) | クロム含有溶湯の精錬方法 | |
| JP7838659B2 (ja) | 溶鉄の製造方法 | |
| JP5625654B2 (ja) | 溶銑の製造方法 | |
| CN111801431A (zh) | 用于钢铁生产的熔炼装置 | |
| CN117280048A (zh) | 电炉及制钢方法 | |
| EP0843020B1 (en) | Double hearth electric arc furnace for continuous melting | |
| KR20140027099A (ko) | 액체 철 및 철강 제조 방법과 장치 | |
| JPH11344287A (ja) | アーク炉操業方法 | |
| JP3629740B2 (ja) | 溶銑の製造方法 | |
| JP7772242B2 (ja) | 溶鉄の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230901 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240522 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240625 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240821 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7588942 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |