JP7384657B2 - 樹脂成形体、及び樹脂成形体の製造方法 - Google Patents
樹脂成形体、及び樹脂成形体の製造方法 Download PDFInfo
- Publication number
- JP7384657B2 JP7384657B2 JP2019232539A JP2019232539A JP7384657B2 JP 7384657 B2 JP7384657 B2 JP 7384657B2 JP 2019232539 A JP2019232539 A JP 2019232539A JP 2019232539 A JP2019232539 A JP 2019232539A JP 7384657 B2 JP7384657 B2 JP 7384657B2
- Authority
- JP
- Japan
- Prior art keywords
- mass
- thermoplastic resin
- parts
- less
- resin molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920005989 resin Polymers 0.000 title claims description 86
- 239000011347 resin Substances 0.000 title claims description 86
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 238000000034 method Methods 0.000 title claims description 11
- 239000002245 particle Substances 0.000 claims description 109
- 229920005992 thermoplastic resin Polymers 0.000 claims description 59
- 238000007906 compression Methods 0.000 claims description 38
- 230000006835 compression Effects 0.000 claims description 38
- 239000003795 chemical substances by application Substances 0.000 claims description 24
- 239000006087 Silane Coupling Agent Substances 0.000 claims description 22
- 238000010438 heat treatment Methods 0.000 claims description 16
- 239000002994 raw material Substances 0.000 claims description 15
- 239000011148 porous material Substances 0.000 claims description 12
- 238000012360 testing method Methods 0.000 claims description 10
- 239000004604 Blowing Agent Substances 0.000 claims description 9
- 230000008569 process Effects 0.000 claims description 3
- 125000006850 spacer group Chemical group 0.000 claims description 3
- 238000004132 cross linking Methods 0.000 description 21
- 239000004711 α-olefin Substances 0.000 description 15
- 238000006243 chemical reaction Methods 0.000 description 14
- 125000005370 alkoxysilyl group Chemical group 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 10
- 238000002156 mixing Methods 0.000 description 10
- -1 polypropylene Polymers 0.000 description 10
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 8
- 229920001577 copolymer Polymers 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- 238000000465 moulding Methods 0.000 description 7
- 238000011156 evaluation Methods 0.000 description 6
- 239000003999 initiator Substances 0.000 description 6
- 229920002397 thermoplastic olefin Polymers 0.000 description 6
- 125000004432 carbon atom Chemical group C* 0.000 description 5
- 239000003054 catalyst Substances 0.000 description 5
- 239000004611 light stabiliser Substances 0.000 description 5
- 229920002725 thermoplastic elastomer Polymers 0.000 description 5
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 4
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 4
- 239000004156 Azodicarbonamide Substances 0.000 description 4
- 150000001412 amines Chemical class 0.000 description 4
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 4
- 235000019399 azodicarbonamide Nutrition 0.000 description 4
- 239000011230 binding agent Substances 0.000 description 4
- 238000005187 foaming Methods 0.000 description 4
- 150000002978 peroxides Chemical class 0.000 description 4
- 239000002530 phenolic antioxidant Substances 0.000 description 4
- TUNFSRHWOTWDNC-UHFFFAOYSA-N Myristic acid Natural products CCCCCCCCCCCCCC(O)=O TUNFSRHWOTWDNC-UHFFFAOYSA-N 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 239000004088 foaming agent Substances 0.000 description 3
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- SCPYDCQAZCOKTP-UHFFFAOYSA-N silanol Chemical compound [SiH3]O SCPYDCQAZCOKTP-UHFFFAOYSA-N 0.000 description 3
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 3
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- WWZKQHOCKIZLMA-UHFFFAOYSA-N Caprylic acid Natural products CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- OYHQOLUKZRVURQ-HZJYTTRNSA-N Linoleic acid Chemical compound CCCCC\C=C/C\C=C/CCCCCCCC(O)=O OYHQOLUKZRVURQ-HZJYTTRNSA-N 0.000 description 2
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- DTOSIQBPPRVQHS-PDBXOOCHSA-N alpha-linolenic acid Chemical compound CC\C=C/C\C=C/C\C=C/CCCCCCCC(O)=O DTOSIQBPPRVQHS-PDBXOOCHSA-N 0.000 description 2
- 235000020661 alpha-linolenic acid Nutrition 0.000 description 2
- YZXBAPSDXZZRGB-DOFZRALJSA-N arachidonic acid Chemical compound CCCCC\C=C/C\C=C/C\C=C/C\C=C/CCCC(O)=O YZXBAPSDXZZRGB-DOFZRALJSA-N 0.000 description 2
- 239000002666 chemical blowing agent Substances 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- HOBAELRKJCKHQD-QNEBEIHSSA-N dihomo-γ-linolenic acid Chemical compound CCCCC\C=C/C\C=C/C\C=C/CCCCCCC(O)=O HOBAELRKJCKHQD-QNEBEIHSSA-N 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 2
- SECPZKHBENQXJG-FPLPWBNLSA-N palmitoleic acid Chemical compound CCCCCC\C=C/CCCCCCCC(O)=O SECPZKHBENQXJG-FPLPWBNLSA-N 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 230000009257 reactivity Effects 0.000 description 2
- 238000010992 reflux Methods 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 235000003441 saturated fatty acids Nutrition 0.000 description 2
- 150000004671 saturated fatty acids Chemical class 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 235000021122 unsaturated fatty acids Nutrition 0.000 description 2
- 150000004670 unsaturated fatty acids Chemical class 0.000 description 2
- 239000008096 xylene Substances 0.000 description 2
- XVEIGUQEXNENQF-LNMUMINZSA-N (6Z,9Z,12Z)-octadeca-6,9,12-trienoic acid Chemical compound CCCCC\C=C/C\C=C/C\C=C/CCCCC(O)=O.CCCCC\C=C/C\C=C/C\C=C/CCCCC(O)=O XVEIGUQEXNENQF-LNMUMINZSA-N 0.000 description 1
- HOBAELRKJCKHQD-UHFFFAOYSA-N (8Z,11Z,14Z)-8,11,14-eicosatrienoic acid Natural products CCCCCC=CCC=CCC=CCCCCCCC(O)=O HOBAELRKJCKHQD-UHFFFAOYSA-N 0.000 description 1
- ZJVATSUMFCZSKA-QZOPMXJLSA-N (z)-docos-13-enoic acid Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(O)=O.CCCCCCCC\C=C/CCCCCCCCCCCC(O)=O ZJVATSUMFCZSKA-QZOPMXJLSA-N 0.000 description 1
- JZPUSPPFVAJNGY-SQFISAMPSA-N (z)-hexadec-7-ene Chemical compound CCCCCCCC\C=C/CCCCCC JZPUSPPFVAJNGY-SQFISAMPSA-N 0.000 description 1
- DHEMVUXAYZGHFQ-QZOPMXJLSA-N (z)-tetracos-15-enoic acid Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCCCC(O)=O.CCCCCCCC\C=C/CCCCCCCCCCCCCC(O)=O DHEMVUXAYZGHFQ-QZOPMXJLSA-N 0.000 description 1
- VBICKXHEKHSIBG-UHFFFAOYSA-N 1-monostearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(O)CO VBICKXHEKHSIBG-UHFFFAOYSA-N 0.000 description 1
- GOOMUPCAOADBSA-UHFFFAOYSA-N 1-n,2-n-dimethyl-1-n,2-n-dinitrosobenzene-1,2-dicarboxamide Chemical compound O=NN(C)C(=O)C1=CC=CC=C1C(=O)N(C)N=O GOOMUPCAOADBSA-UHFFFAOYSA-N 0.000 description 1
- FRPZMMHWLSIFAZ-UHFFFAOYSA-N 10-undecenoic acid Chemical compound OC(=O)CCCCCCCCC=C FRPZMMHWLSIFAZ-UHFFFAOYSA-N 0.000 description 1
- ULQISTXYYBZJSJ-UHFFFAOYSA-N 12-hydroxyoctadecanoic acid Chemical compound CCCCCCC(O)CCCCCCCCCCC(O)=O ULQISTXYYBZJSJ-UHFFFAOYSA-N 0.000 description 1
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 1
- KIHBGTRZFAVZRV-UHFFFAOYSA-N 2-Hydroxyoctadecanoic acid Natural products CCCCCCCCCCCCCCCCC(O)C(O)=O KIHBGTRZFAVZRV-UHFFFAOYSA-N 0.000 description 1
- TWJNQYPJQDRXPH-UHFFFAOYSA-N 2-cyanobenzohydrazide Chemical compound NNC(=O)C1=CC=CC=C1C#N TWJNQYPJQDRXPH-UHFFFAOYSA-N 0.000 description 1
- ATRRKUHOCOJYRX-UHFFFAOYSA-N Ammonium bicarbonate Chemical compound [NH4+].OC([O-])=O ATRRKUHOCOJYRX-UHFFFAOYSA-N 0.000 description 1
- 229910000013 Ammonium bicarbonate Inorganic materials 0.000 description 1
- MWRWFPQBGSZWNV-UHFFFAOYSA-N Dinitrosopentamethylenetetramine Chemical compound C1N2CN(N=O)CN1CN(N=O)C2 MWRWFPQBGSZWNV-UHFFFAOYSA-N 0.000 description 1
- 235000021360 Myristic acid Nutrition 0.000 description 1
- 239000006057 Non-nutritive feed additive Substances 0.000 description 1
- 235000021319 Palmitoleic acid Nutrition 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 230000002292 Radical scavenging effect Effects 0.000 description 1
- UIIMBOGNXHQVGW-DEQYMQKBSA-M Sodium bicarbonate-14C Chemical compound [Na+].O[14C]([O-])=O UIIMBOGNXHQVGW-DEQYMQKBSA-M 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 235000012538 ammonium bicarbonate Nutrition 0.000 description 1
- 239000001099 ammonium carbonate Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 235000021342 arachidonic acid Nutrition 0.000 description 1
- 229940114079 arachidonic acid Drugs 0.000 description 1
- OGBUMNBNEWYMNJ-UHFFFAOYSA-N batilol Chemical class CCCCCCCCCCCCCCCCCCOCC(O)CO OGBUMNBNEWYMNJ-UHFFFAOYSA-N 0.000 description 1
- VJRITMATACIYAF-UHFFFAOYSA-N benzenesulfonohydrazide Chemical compound NNS(=O)(=O)C1=CC=CC=C1 VJRITMATACIYAF-UHFFFAOYSA-N 0.000 description 1
- GONOPSZTUGRENK-UHFFFAOYSA-N benzyl(trichloro)silane Chemical compound Cl[Si](Cl)(Cl)CC1=CC=CC=C1 GONOPSZTUGRENK-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- PASOAYSIZAJOCT-UHFFFAOYSA-N butanoic acid Chemical compound CCCC(O)=O.CCCC(O)=O PASOAYSIZAJOCT-UHFFFAOYSA-N 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- KHAVLLBUVKBTBG-UHFFFAOYSA-N caproleic acid Natural products OC(=O)CCCCCCCC=C KHAVLLBUVKBTBG-UHFFFAOYSA-N 0.000 description 1
- SECPZKHBENQXJG-UHFFFAOYSA-N cis-palmitoleic acid Natural products CCCCCCC=CCCCCCCCC(O)=O SECPZKHBENQXJG-UHFFFAOYSA-N 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000002482 conductive additive Substances 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- HABLENUWIZGESP-UHFFFAOYSA-N decanoic acid Chemical compound CCCCCCCCCC(O)=O.CCCCCCCCCC(O)=O HABLENUWIZGESP-UHFFFAOYSA-N 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000012933 diacyl peroxide Substances 0.000 description 1
- AYOHIQLKSOJJQH-UHFFFAOYSA-N dibutyltin Chemical compound CCCC[Sn]CCCC AYOHIQLKSOJJQH-UHFFFAOYSA-N 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- AGDANEVFLMAYGL-UHFFFAOYSA-N docosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCCCC(O)=O.CCCCCCCCCCCCCCCCCCCCCC(O)=O AGDANEVFLMAYGL-UHFFFAOYSA-N 0.000 description 1
- WLGSIWNFEGRXDF-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O.CCCCCCCCCCCC(O)=O WLGSIWNFEGRXDF-UHFFFAOYSA-N 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- UAUDZVJPLUQNMU-KTKRTIGZSA-N erucamide Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-KTKRTIGZSA-N 0.000 description 1
- FWDBOZPQNFPOLF-UHFFFAOYSA-N ethenyl(triethoxy)silane Chemical compound CCO[Si](OCC)(OCC)C=C FWDBOZPQNFPOLF-UHFFFAOYSA-N 0.000 description 1
- NKSJNEHGWDZZQF-UHFFFAOYSA-N ethenyl(trimethoxy)silane Chemical compound CO[Si](OC)(OC)C=C NKSJNEHGWDZZQF-UHFFFAOYSA-N 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- KYYWBEYKBLQSFW-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O.CCCCCCCCCCCCCCCC(O)=O KYYWBEYKBLQSFW-UHFFFAOYSA-N 0.000 description 1
- LYOAURRGAXEXGO-GWSMSICGSA-N icosanoic acid;(5z,8z,11z,14z)-icosa-5,8,11,14-tetraenoic acid Chemical compound CCCCCCCCCCCCCCCCCCCC(O)=O.CCCCC\C=C/C\C=C/C\C=C/C\C=C/CCCC(O)=O LYOAURRGAXEXGO-GWSMSICGSA-N 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 235000020778 linoleic acid Nutrition 0.000 description 1
- OYHQOLUKZRVURQ-IXWMQOLASA-N linoleic acid Natural products CCCCC\C=C/C\C=C\CCCCCCCC(O)=O OYHQOLUKZRVURQ-IXWMQOLASA-N 0.000 description 1
- 229960004488 linolenic acid Drugs 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 125000005641 methacryl group Chemical group 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- ALIFPGGMJDWMJH-UHFFFAOYSA-N n-phenyldiazenylaniline Chemical compound C=1C=CC=CC=1NN=NC1=CC=CC=C1 ALIFPGGMJDWMJH-UHFFFAOYSA-N 0.000 description 1
- RQFLGKYCYMMRMC-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O.CCCCCCCCCCCCCCCCCC(O)=O RQFLGKYCYMMRMC-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000002516 radical scavenger Substances 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- WBHHMMIMDMUBKC-XLNAKTSKSA-N ricinelaidic acid Chemical compound CCCCCC[C@@H](O)C\C=C\CCCCCCCC(O)=O WBHHMMIMDMUBKC-XLNAKTSKSA-N 0.000 description 1
- 229960003656 ricinoleic acid Drugs 0.000 description 1
- FEUQNCSVHBHROZ-UHFFFAOYSA-N ricinoleic acid Natural products CCCCCCC(O[Si](C)(C)C)CC=CCCCCCCCC(=O)OC FEUQNCSVHBHROZ-UHFFFAOYSA-N 0.000 description 1
- 230000002000 scavenging effect Effects 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- CBYCSRICVDBHMZ-UHFFFAOYSA-N tetracosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCCCCCC(O)=O.CCCCCCCCCCCCCCCCCCCCCCCC(O)=O CBYCSRICVDBHMZ-UHFFFAOYSA-N 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- 229920006346 thermoplastic polyester elastomer Polymers 0.000 description 1
- 229960002703 undecylenic acid Drugs 0.000 description 1
- DTOSIQBPPRVQHS-UHFFFAOYSA-N α-Linolenic acid Chemical compound CCC=CCC=CCC=CCCCCCCCC(O)=O DTOSIQBPPRVQHS-UHFFFAOYSA-N 0.000 description 1
Images


Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Description
加熱媒体として、蒸気を用いた場合には、発泡粒子に未架橋部分がある程度存在しないと、発泡粒子同士が相互に融着しない。つまり、発泡粒子の架橋程度をあまり高くすることはできない。よって、架橋程度の高くない発泡粒子を用いることから、架橋程度の高い樹脂成形体は作製が困難となる。もちろん、架橋程度の高い発泡粒子を用いても、バインダーを用いて発泡粒子同士を相互に連結すれば、架橋程度の高い樹脂成形体を作製できる。ところが、バインダーは、耐熱性、圧縮強度等の樹脂成形体の性能に影響を与えてしまう。
このように、架橋程度の高い発泡粒子の蒸気成形は困難であり、バインダーを用いることも好ましくないことから、現状の発泡粒子を用いた樹脂成形体は、架橋の程度が低くなっている。
本開示は、上記実情に鑑みてなされたものであり、架橋の程度が高く、圧縮永久ひずみが良好な樹脂成形体を提供することを目的とする。本開示は、以下の形態として実現することが可能である。
前記発泡粒子は、熱可塑性樹脂、前記熱可塑性樹脂100質量部に対して0.4質量部以上3.5質量部以下のシランカップリング剤、破泡剤、及び発泡剤を含む原料を用いて製造されており、
前記発泡粒子は、架橋熱可塑性樹脂を含有し、
前記架橋熱可塑性樹脂は、前記熱可塑性樹脂がシロキサン結合にて架橋された架橋構造を有し、
前記発泡粒子は、表面に孔部を有し、
各前記発泡粒子同士は、シロキサン結合にて接着しており、
本樹脂成形体のゲル分率が50%以上99%以下である樹脂成形体。
〔2〕硬さが、アスカーCスケールで5以上30以下である、〔1〕に記載の樹脂成形体。
硬さがこの範囲内であると実用性が高い。
〔3〕圧縮強度が、35kPa以上100kPa以下である、〔1〕又は〔2〕に記載の樹脂成形体。
圧縮強度がこの範囲内であると実用性が高い。
〔4〕圧縮永久歪が、5%以上50%以下である、〔1〕から〔3〕までのいずれか一項に記載の樹脂成形体。
圧縮永久歪がこの範囲内であると実用性が高い。
〔5〕熱可塑性樹脂、前記熱可塑性樹脂100質量部に対して0.4質量部以上3.5質量部以下のシランカップリング剤、破泡剤、及び発泡剤を含む原料から発泡粒子を製造する第1工程と、
型の中に前記発泡粒子を入れて、水分を含む加熱媒体で加熱し、前記発泡粒子が連結されてなる樹脂成形体を製造する第2工程と、
を備える、樹脂成形体の製造方法。
この製造方法では、架橋の程度が高く、圧縮永久ひずみが低い樹脂成形体を製造できる。
〔6〕前記発泡粒子のゲル分率は、20%以上70%以下であり、
前記樹脂成形体のゲル分率は、前記発泡粒子のゲル分率よりも大きく、かつ50%以上99%以下の範囲内である、〔5〕に記載の樹脂成形体の製造方法。
この製造方法では、架橋の程度が高く、圧縮永久ひずみが低い樹脂成形体を製造できる。
〔7〕前記加熱工程において、前記発泡粒子同士は、シロキサン結合にて接着する、〔5〕又は〔6〕に記載の樹脂成形体の製造方法。
この製造方法では、バインダーを用いていないから、耐熱性、圧縮強度等が良好な樹脂成形体を製造できる。
以下、本発明を詳しく説明する。なお、"x~y"という範囲を示す表記は、特に断りが無い限り、当該範囲にxとyが入るものとする。
樹脂成形体1は、複数の発泡粒子3が連結されてなる(図1参照)。発泡粒子3は、熱可塑性樹脂、熱可塑性樹脂100質量部に対して0.4質量部以上3.5質量部以下のシランカップリング剤、破泡剤、及び発泡剤を含む原料を用いて製造されている。発泡粒子は、架橋熱可塑性樹脂を含有する。架橋熱可塑性樹脂は、熱可塑性樹脂がシロキサン結合にて架橋された架橋構造を有する。発泡粒子は、表面に孔部を有する。各発泡粒子同士は、シロキサン結合にて接着している。樹脂成形体のゲル分率が50%以上99%以下である。
(1.1)熱可塑性樹脂
熱可塑性樹脂は、オレフィン系熱可塑性エラストマー(TPO)、ポリプロピレン、ポリエチレン、ABS樹脂、ポリ塩化ビニル、熱可塑性ゴム架橋体(TPV)、スチレン系熱可塑性エラストマー(TPS)、TPEE(ポリエステル系熱可塑性エラストマー)、及びウレタン系熱可塑性エラストマー(TPU)からなる群より選択される1種以上であることが好ましい。流通量が多く安価で選択できる硬度、流動性の範囲が広いという観点から、オレフィン系熱可塑性エラストマー(TPO)が好ましい。
エチレン-α-オレフィン共重合体は、エチレンに由来する構造単位と炭素原子数4~10個のα-オレフィンから選ばれる少なくとも1種のα-オレフィンに由来する構造単位とを有する共重合体である。エチレン-α-オレフィン共重合体は、ランダム共重合体、ブロック共重合体、グラフト共重合体のいずれでもよい。
熱可塑性樹脂のメルトフローレート(MFR)は、押出成形性の観点から、ASTM D 1238に準拠して、190℃・2.16kg荷重で測定した値として、0.5~10g/10分であることが好ましい。
シランカップリング剤は、特に限定されない。シランカップリング剤は、架橋剤として用いられる。シランカップリング剤は、アルコキシシリル基を有するものが好ましい。アルコキシシリル基を有するシランカップリング剤としては、ビニル基を有するアルコキシシリル化合物、エポキシ基を有するアルコキシシリル化合物、アクリル基又はメタクリル基を有するアルコキシシリル化合物等が挙げられ、1種類又は2種類上併用することができる。特に、ビニル基を有するアルコキシシリル化合物は、熱可塑性樹脂との反応性が良好であり、コストも安価であることから、より好ましい。具体的なビニル基を有するアルコキシシリル化合物としては、ビニルトリメトキシシラン、ビニルトリエトキシシラン等が挙げられる。
発泡剤は、加熱により分解してガスを発生する熱分解型のものが好適に用いられ、特に制限されるものではない。例えば、アゾジカルボンアミド、2,2’-アゾビスイソブチロニトリル、ジアゾアミノベンゼン、ベンゼンスルホニルヒドラジド、ベンゼン-1,3-スルホニルヒドラジド、ジフェニルオキシド-4,4’-ジスルフォニルヒドラジド、4,4’-オキシビスベンゼンスルフォニルヒドラジド、パラトルエンスルフォニルヒドラジド、N,N’-ジニトロソペンタメチレンテトラミン、N,N’-ジニトロソ-N,N’-ジメチルフタルアミド、テレフタルアジド、p-t-ブチルベンズアジド、重炭酸ナトリウム、重炭酸アンモニウム等の一種又は二種以上が用いられる。特にアゾジカルボンアミド、4,4’-オキシビスベンゼンスルホニルヒドラジドが好適である。
発泡剤の配合割合は、ベース樹脂(熱可塑性樹脂)100質量部に対して2質量部以上6質量部以下が好ましく、3質量部以上5質量部以下がより好ましい。
原料は、破泡剤を含有している。破泡剤は、1種又は2種以上を組み合わせて用いることができる。
破泡剤としては、例えば、炭素原子数が30以下(より好適には、炭素原子数が8~24)の直鎖状の飽和又は不飽和脂肪酸のモノグリセリド及びジグリセリドの1種又は2種以上を組み合わせて用いることができる。直鎖状の飽和又は不飽和脂肪酸としては、例えば、酪酸(ブタン酸)、カプロン酸(ヘキサン酸)、カプリル酸(オクタン酸)、カプリン酸(デカン酸)、ラウリン酸(ドデカン酸)、ミリスチン酸(テトラデカン酸)、パルミチン酸(ヘキサデカン酸)、ステアリン酸(オクタデカン酸)、アラキドン酸(エイコサン酸)、ベヘン酸(ドコサン酸)、リグノセリン酸(テトラコサン酸)、パルミトレイン酸((Z)-9-ヘキサデセン酸)、オレイン酸((Z)-9-ヘキサデセン酸)、エライジン酸((E)-9-オクタデセン酸)、シスバクセン酸((Z)-11-オクタデセン酸)リノール酸((9Z,12Z)-9,12-オクタデカジエン酸)、α-リノレン酸((9Z,12Z,15Z)-9,12,15-オクタデカトリエン酸)、γ-リノレン酸((6Z,9Z,12Z)-6,9,12-オクタデカトリエン酸)、ジ・ホモ-γ-リノレン酸((8Z,11Z,14Z)-8,11,14-エイコサトリエン酸)、アラキドン酸((5Z,8Z,11Z,14Z)-5,8,11,14-エイコサテトラエン酸)、エルカ酸((Z)-13-ドコセン酸)、ネルボン酸((Z)-15-テトラコセン酸)、リシノール酸、ヒドロキシステアリン酸、ウンデシレン酸及びこれらの混合物が好適に例示される。破泡剤としては、例えば、グリセリンモノステアレートが好適に使用される。
破泡剤の配合割合は、発泡時にシュリンクさせることなく所望の発泡粒子を得る観点から、ベース樹脂(熱可塑性樹脂)100質量部に対して、下限値に関し、0.05質量部以上が好ましく、0.1質量部以上がより好ましく、0.25質量部以上が更に好ましい。上限値に関して、発泡時にシュリンクさせることなく所望の発泡粒子を得る観点から5質量部以下が好ましく、3.0質量部以下がより好ましく、1.5質量部以下が更に好ましい。よって、破泡剤の配合割合は、0.05質量部以上5質量部以下が好ましく、0.1質量部以上3.0質量部以下がより好ましく、0.25質量部以上1.5質量部以下が更に好ましい。
原料は、反応開始剤を含有していてもよい。反応開始剤としては、ジアルキルパーオキサイド系、ジアシルパーオキサイド系、アルキルパーエステル系等が挙げられ、1種類又は2種類上併用することができる。特に、ジアルキルパーオキサイド系が反応性やコストの点から好ましい。具体的には、ジクミルパーオキサイド、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキシン-3、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキサン等が挙げられる。
反応開始剤の配合割合は、特に限定されない。反応開始剤の配合割合は、シランカップリング剤のグラフト化反応を十分に促進する観点から、ベース樹脂(熱可塑性樹脂)100質量部に対して、0.01質量部以上1.0質量部以下が好ましく、0.1質量部以上0.075質量部以下がより好ましい。
発泡粒子3の製造には、通常、反応停止剤(ラジカル補足剤)が用いられる。反応停止剤としては、フェノール系酸化防止剤、ヒンダードアミン系光安定剤等、ラジカル補足が可能な化合物が挙げられ、1種類又は2種類上併用することができる。ヒンダードアミン系光安定剤は、ヒンダードアミン系光安定剤自体が無色であり、ラジカルの補足性にも優れるため、より好ましい。フェノール系酸化防止剤を使用する場合、フェノール系酸化防止剤自体が着色しているグレードがあったり、着色していないグレードであっても、混練機等で加工している際に着色するグレードもあるため、混練機等で加工しても着色しないグレードを選定することが好ましい。仮に、着色しているグレードや加工時に着色するグレードを使用する場合は、熱可塑性樹脂への着色性に影響の無い配合量とすることが好ましい。
反応停止剤の配合割合は、ベース樹脂(熱可塑性樹脂)100質量部に対して0.01質量部以上0.3質量部以下が好ましく、0.05質量部以上0.2質量部以下がより好ましい。
原料には、触媒を配合することが好ましい。触媒としては、ジブチル錫、脂肪酸アミド等が挙げられ、1種類又は2種類上併用することができる。触媒の配合割合は、ベース樹脂(熱可塑性樹脂)100質量部に対して0.01質量部以上0.1質量部以下が好ましく、0.02質量部以上0.06質量部以下がより好ましい。
原料には、必要に応じ、発泡粒子3の所望の物性を損なわない範囲内で、樹脂に通常用いられる添加成分、例えば、光安定剤(ヒンダードアミン系光安定剤)、酸化防止剤(フェノール系酸化防止剤等)、滑材、離型剤等の加工助剤(エルカ酸アミドやステアリン酸カルシウム等の金属石鹸等)、軟化剤、着色剤、充填材(フィラー)、導電剤、難燃剤等を添加することができる。
樹脂成形体1を構成する発泡粒子3の個数は、特に限定されず、樹脂成形体1の用途等に応じて適宜選択できる。
発泡粒子3は、熱可塑性樹脂がシロキサン結合(-Si-O-Si-)にて架橋された架橋構造を有する架橋熱可塑性樹脂を含有する。発泡粒子3中の架橋熱可塑性樹脂の含有量は、特に限定されない。発泡粒子3中の架橋熱可塑性樹脂の含有量は、90質量%以上が好ましく、95質量%以上がより好ましい。架橋熱可塑性樹脂の含有率は、100質量%であってもよい。
発泡粒子3は、その表面に孔部を有する。孔部の径は特に限定されない。孔部の径は、次のように求めることができる。サンプルをカットして、断面を電子顕微鏡で拡大写真をとる。一定の拡大写真のエリア内に存在する各孔部についてその面積を測定し、得られた面積から円相当径を求めて、各孔部の径とする。そして、得られた各孔部の径を算術平均し、孔部の平均径とする。このようにして求めた孔部の平均径は、シュリンク抑止の観点から、1μm以上10μm以下が好ましく、2μm以上8μm以下がより好ましく、3μm以上5μm以下が更に好ましい。
各発泡粒子3同士は、シロキサン結合にて接着している。
また、発泡粒子3は、複数の孔が連通した連通構造を有することが好ましい(図2参照)。図2と対比するために、図3に無連通の場合(独泡の場合)を示している。
樹脂成形体1のゲル分率は、圧縮永久ひずみを低減する観点から、下限値に関して、50%以上であり、70%以上が好ましく、85%以上がより好ましい。樹脂成形体1のゲル分率は、50%以上99%以下であり、70%以上99%以下が好ましく、85%以上99%以下がより好ましい。
なお、本明細書におけるゲル分率は、JIS K 6796/ISO-15875-2:2003準拠(キシレン8h還流後、乾燥して測定)に基づいて測定された値である。
本実施形態の樹脂成形体1は、架橋の程度が高くて、圧縮永久ひずみが低く、有用である。
樹脂成形体1の製造方法は、第1工程と、第2工程と、を備える。
この工程では、熱可塑性樹脂、熱可塑性樹脂100質量部に対して0.4質量部以上3.5質量部以下のシランカップリング剤、破泡剤、及び発泡剤を含む原料から発泡粒子3を製造する。
破泡剤の配合割合は、発泡時にシュリンクさせることなく所望の発泡粒子を得る観点から、ベース樹脂(熱可塑性樹脂)100質量部に対して、下限値に関し、0.05質量部以上が好ましく、0.1質量部以上がより好ましく、0.25質量部以上が更に好ましい。上限値に関して、発泡時にシュリンクさせることなく所望の発泡粒子を得る観点から5質量部以下が好ましく、3.0質量部以下がより好ましく、1.5質量部以下が更に好ましい。よって、破泡剤の配合割合は、0.05質量部以上5質量部以下が好ましく、0.1質量部以上3.0質量部以下がより好ましく、0.25質量部以上1.5質量部以下が更に好ましい。
この工程の好適な一例を説明する。熱可塑性樹脂、シランカップリング剤、過酸化物(反応開始剤)、破泡剤を溶融混錬する。この際に、過酸化物から発生するラジカルを利用して、熱可塑性エラストマーにシランカップリング剤のアルコキシシリル基がグラフト化する。
次に、アルコキシシリル基を有する熱可塑性樹脂、化学発泡剤(アゾジカルボンアミド(ADCA)等)、及び破泡剤を溶融混錬する。この際、押出機内で、化学発泡剤の分解反応により発生するCO2ガスが、アルコキシシリル基を有する熱可塑性樹脂に分散し、高圧状態が維持される。
混錬物が押出機ダイスから吐出されると、大気圧に減圧され、アルコキシシリル基を有する熱可塑性樹脂に分散したCO2ガスが膨張を開始する(発泡する)。
CO2ガスが膨張を開始する際、または膨張を開始した後に、熱可塑性樹脂の発泡粒子表面、及び内部に分散した破泡剤が界面張力を低下させる。
破泡剤が界面張力を低下させると、気泡が小さくなる上、気泡の合一も抑止できる。また破泡剤を添加することで、気泡の破泡がしやすくなり、発泡粒子3の表面及び/又は内部に空孔ができる(連通化)。
空孔ができることで、内外での圧力差が緩和されて、発泡粒子3がシュリンクしにくくなる。
このようにして、発泡粒子3が製造される。なお、発泡粒子3は、高温多湿の加熱炉内で、養生してもよい。
発泡粒子3のゲル分率は、20%以上70%以下である。発泡粒子3のゲル分率をこの範囲にすることで、未反応のアルコキシシリル基が残存することになる。そして、次に説明する加熱工程において残存したアルコキシシリル基を反応させることでシロキサン結合を形成して、発泡粒子3同士を接着させ、しかも架橋度の高い樹脂成形体1を製造できる。
この工程では、型の中に発泡粒子3を入れて、水分を含む加熱媒体で加熱し、発泡粒子3が連結されてなる樹脂成形体1を成形する。
この工程の好適な一例を説明する。
発泡粒子3を、高温の加熱媒体(水蒸気、加圧蒸気、過熱蒸気等)を流せる構造の金型に充填する。
金型内での発泡粒子3の充填高さから二次成形時の高さまで圧縮することで、圧縮率を変更する。
二次成形時の高さまで圧縮したら、加熱媒体(例えば120℃~250℃)を金型内に流す。
発泡粒子3のアルコキシシリル基が加熱媒体中の水分と反応して、発泡粒子3同士の間でシロキサン結合が形成されるとともに、発泡粒子3の内部でもシロキサン結合が形成される。
シロキサン結合の形成により、発泡粒子3同士が接着するとともに、発泡粒子3の架橋が促進され、樹脂成形体1が製造される。
樹脂成形体1のゲル分率は、発泡粒子3のゲル分率よりも大きく、かつ50%以上99%以下の範囲内であり、70%以上99%以下の範囲内であることがより好ましく、85%以上99%以下の範囲内であることが更に好ましい。
ここで、従来の製造方法と、本実施形態の製造方法の相違点の概念を図4~7を用いて説明する。
図4に示すように低度に架橋した発泡粒子3A,3Aは、熱膨張によって融着可能である。
図5に示すように中度に架橋した発泡粒子3B,3Bも、熱膨張によって融着可能である。
ところが、図6に示すように高度に架橋した発泡粒子3C,3Cは、加熱しても、融着しない。
このような背景から、従来、高度に架橋した複数の発泡粒子3が連結されてなる樹脂成形体の作製は困難であった。
本開示では、図7に示すように、アルコキシシリル基を残存させた中度に架橋した発泡粒子3D,3Dに蒸気を当てることで、各発泡粒子3D,3Dの内部のシラノール架橋反応を進行させつつ、発泡粒子3D,3D間のシラノール架橋反応を利用して、発泡粒子3D,3D同士を接着する。このようにして、本実施形態の製造方法では、高度に架橋した複数の発泡粒子3が連結された樹脂成形体を作製している。
本実施形態の製造方法では、架橋の程度が高く、圧縮永久ひずみが低い樹脂成形体1を製造できる。
(1)ゲル分率
JIS K 6796/ISO-15875-2:2003準拠(キシレン8h還流後、乾燥して測定)に基づいて測定された値である。
圧縮永久歪は、JIS K6262:2013(23℃×22h、25%圧縮)に準拠した。JIS K6262:2013は、ISO 815-1及びISO 815-2に対応する規格である。
永久圧縮歪(%)=100×(t0-t1)/(t0-t2)
t0:試験片の厚さ(mm)
t1:解放30min後の試験片の厚さ(mm)
t2:25%圧縮時の試験片の厚さ(スペーサー厚さ)(mm)
圧縮強度は、JIS K6767:1999 (25%圧縮時、20秒後の圧縮応力)に準拠した。JIS K6767:1999は、ISO 3386-1に対応する規格である。
アスカーC硬度は、JIS K7312:1996(試験片:50×50×t20mm、接触直後の硬度)に準拠した。
連通度は、発泡粒子断面の最外層5mmに空いている2μm以上の空孔数(個)を計測することで算出した。発泡粒子断面を1000倍に拡大して電子顕微鏡で観察した。空孔数は、5個の発泡粒子ついて計測し、これらの平均値とした。
圧縮率は以下の式により求めた。
圧縮率(%)=100×(h0-h1)/h0
h0:充填時の高さ(mm)
h1:圧縮時の高さ(mm)
以下のように評価した。
A:複数の発泡粒子が連結されてなる樹脂成形体が得られた。
B:発泡粒子同士が接着せず、樹脂成形体が得られなかった。
樹脂成形体の成形性、圧縮永久歪、圧縮強度を総合的に判断した。総合評価は、具体的には以下のように行った。
C:圧縮永久歪が50%以上、又は、樹脂成形体の成形性が悪い
B:圧縮永久歪が50%未満、かつ、圧縮強度が、50kPa~60kPa未満
A:圧縮永久歪が50%未満、かつ、圧縮強度が、50kPa未満
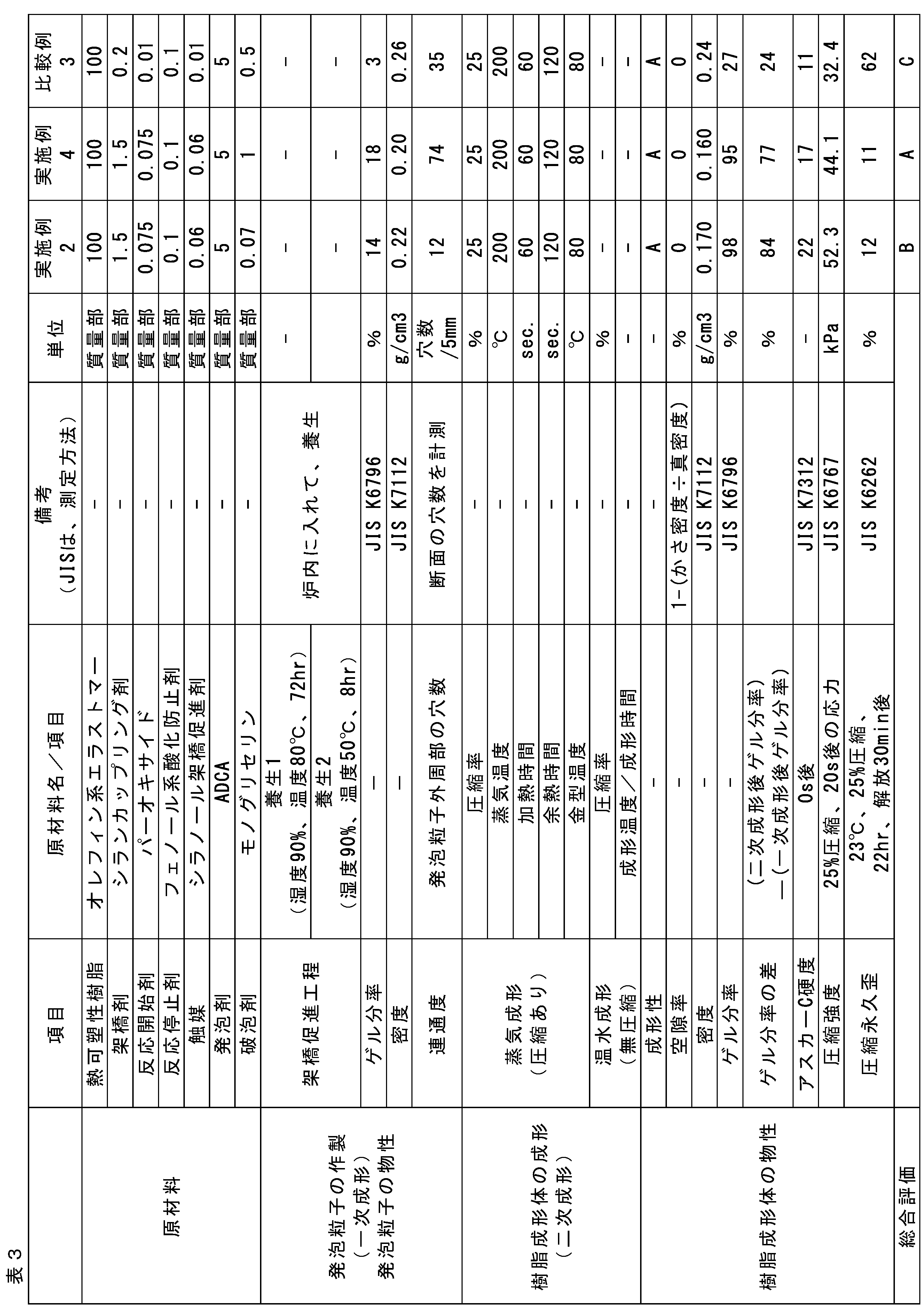
下記表1に記載の使用原料を用いて、表2,3,4に示す配合で、各種発泡粒子を作製した。
実施例1及び比較例1は、表2に記載の条件で養生した。
実施例及び比較例で製造された発泡粒子を用いて、上述の「樹脂成形体1を成形する加熱工程」の欄に記載に沿って、各樹脂成形体を成形して評価した。
実施例1~7のいずれの樹脂成形体も、架橋の程度が高く、圧縮永久ひずみが小さくなった。実施例1~7の総合評価は、A,Bのいずれかとなり良好であった。
比較例1は、養生させ過ぎて架橋が過度に進み、発泡粒子のゲル分率が95%と非常に高くなった。そのため、比較例1では、発泡粒子同士が接着せず、樹脂成形体が得られなかった。
比較例2は、破泡剤を含有させておらず、シュリンクしてしまい発泡粒子が得られなかった。そのため、比較例2は、樹脂成形体を作製できなかった。
比較例3は、シランカップリング剤が0.2質量部と少なすぎて発泡粒子のゲル分率が3%と非常に低かった。そのため、比較例4では、樹脂成形体のゲル分率が27%と低く、圧縮永久ひずみが大きかった。
比較例4は、シランカップリング剤が5質量部と多いため、グラフト反応しすぎて樹脂劣化が激しく、流動困難となり、樹脂成形体を作製できなかった。
比較例5は、シランカップリング剤を配合しておらず、樹脂成形体の圧縮永久ひずみが大きかった。



3…発泡粒子
5…蒸気
Claims (5)
- 複数の発泡粒子が連結されてなる樹脂成形体であって、
前記発泡粒子は、熱可塑性樹脂、前記熱可塑性樹脂100質量部に対して0.4質量部以上3.5質量部以下のシランカップリング剤、破泡剤、及び発泡剤を含む原料を用いて製造されており、
前記発泡粒子は、架橋熱可塑性樹脂を含有し、
前記架橋熱可塑性樹脂は、前記熱可塑性樹脂がシロキサン結合にて架橋された架橋構造を有し、
前記発泡粒子は、表面に孔部を有し、
各前記発泡粒子同士は、シロキサン結合にて接着しており、
本樹脂成形体のゲル分率が95%以上99%以下である樹脂成形体。 - 複数の発泡粒子が連結されてなる樹脂成形体であって、
前記発泡粒子は、熱可塑性樹脂、前記熱可塑性樹脂100質量部に対して0.4質量部以上3.5質量部以下のシランカップリング剤、破泡剤、及び発泡剤を含む原料を用いて製造されており、
前記発泡粒子は、架橋熱可塑性樹脂を含有し、
前記架橋熱可塑性樹脂は、前記熱可塑性樹脂がシロキサン結合にて架橋された架橋構造を有し、
前記発泡粒子は、表面に孔部を有し、
各前記発泡粒子同士は、シロキサン結合にて接着しており、
本樹脂成形体のゲル分率が50%以上99%以下であり、
硬さが、アスカーCスケールで5以上30以下である、樹脂成形体。 - 複数の発泡粒子が連結されてなる樹脂成形体であって、
前記発泡粒子は、熱可塑性樹脂、前記熱可塑性樹脂100質量部に対して0.4質量部以上3.5質量部以下のシランカップリング剤、破泡剤、及び発泡剤を含む原料を用いて製造されており、
前記発泡粒子は、架橋熱可塑性樹脂を含有し、
前記架橋熱可塑性樹脂は、前記熱可塑性樹脂がシロキサン結合にて架橋された架橋構造を有し、
前記発泡粒子は、表面に孔部を有し、
各前記発泡粒子同士は、シロキサン結合にて接着しており、
本樹脂成形体のゲル分率が50%以上99%以下であり、
JIS K6767:1999(25%圧縮時、20秒後の圧縮応力)に準拠した圧縮強度が、35kPa以上100kPa以下である、樹脂成形体。 - 複数の発泡粒子が連結されてなる樹脂成形体であって、
前記発泡粒子は、熱可塑性樹脂、前記熱可塑性樹脂100質量部に対して0.4質量部以上3.5質量部以下のシランカップリング剤、破泡剤、及び発泡剤を含む原料を用いて製造されており、
前記発泡粒子は、架橋熱可塑性樹脂を含有し、
前記架橋熱可塑性樹脂は、前記熱可塑性樹脂がシロキサン結合にて架橋された架橋構造を有し、
前記発泡粒子は、表面に孔部を有し、
各前記発泡粒子同士は、シロキサン結合にて接着しており、
本樹脂成形体のゲル分率が50%以上99%以下であり、
JIS K6262:2013(23℃×22h、25%圧縮)に準拠し下記式で計算される圧縮永久歪が、5%以上12%以下である、樹脂成形体。
圧縮永久歪(%)=100×(t 0 -t 1 )/(t 0 -t 2 )
t 0 :試験片の厚さ(mm)
t 1 :解放30min後の試験片の厚さ(mm)
t 2 :25%圧縮時の試験片の厚さ(スペーサー厚さ)(mm) - 熱可塑性樹脂、前記熱可塑性樹脂100質量部に対して0.4質量部以上3.5質量部以下のシランカップリング剤、破泡剤、及び発泡剤を含む原料から発泡粒子を製造する第1工程と、
型の中に前記発泡粒子を入れて、水分を含む加熱媒体で加熱し、前記発泡粒子が連結されてなる樹脂成形体を製造する第2工程と、
を備える、樹脂成形体の製造方法であって、
前記樹脂成型体が、以下(1)~(4)の少なくとも1つを満足する、製造方法。
(1)ゲル分率が95%以上99%以下
(2)アスカーCスケールによる硬さが5以上30以下
(3)JIS K6767:1999(25%圧縮時、20秒後の圧縮応力)に準拠した圧縮強度が、35kPa以上100kPa以下
(4)JIS K6262:2013(23℃×22h、25%圧縮)に準拠し下記式で計算される圧縮永久歪が、5%以上12%以下
圧縮永久歪(%)=100×(t 0 -t 1 )/(t 0 -t 2 )
t 0 :試験片の厚さ(mm)
t 1 :解放30min後の試験片の厚さ(mm)
t 2 :25%圧縮時の試験片の厚さ(スペーサー厚さ)(mm)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019232539A JP7384657B2 (ja) | 2019-12-24 | 2019-12-24 | 樹脂成形体、及び樹脂成形体の製造方法 |
| JP2023191620A JP2023184718A (ja) | 2019-12-24 | 2023-11-09 | 樹脂成形体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019232539A JP7384657B2 (ja) | 2019-12-24 | 2019-12-24 | 樹脂成形体、及び樹脂成形体の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023191620A Division JP2023184718A (ja) | 2019-12-24 | 2023-11-09 | 樹脂成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021100992A JP2021100992A (ja) | 2021-07-08 |
| JP7384657B2 true JP7384657B2 (ja) | 2023-11-21 |
Family
ID=76651363
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019232539A Active JP7384657B2 (ja) | 2019-12-24 | 2019-12-24 | 樹脂成形体、及び樹脂成形体の製造方法 |
| JP2023191620A Pending JP2023184718A (ja) | 2019-12-24 | 2023-11-09 | 樹脂成形体 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023191620A Pending JP2023184718A (ja) | 2019-12-24 | 2023-11-09 | 樹脂成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP7384657B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115768853B (zh) | 2020-08-06 | 2024-06-14 | 日亚化学工业株式会社 | 氮化物荧光体及其制造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996018671A1 (fr) | 1994-12-14 | 1996-06-20 | Sekisui Kagaku Kogyo Kabushiki Kaisha | Mousse de resine thermoplastique et son procede de production |
| JP2003206371A (ja) | 2002-01-11 | 2003-07-22 | Tosoh Corp | 架橋発泡性オレフィン系樹脂組成物 |
| JP2008533289A (ja) | 2005-03-17 | 2008-08-21 | ダウ グローバル テクノロジーズ インコーポレイティド | エチレン/α−オレフィンの共重合体から作製される発泡体 |
| JP2017066361A (ja) | 2015-09-30 | 2017-04-06 | 積水化成品工業株式会社 | オレフィン系エラストマー樹脂粒子、発泡性粒子、発泡粒子及び発泡成形体 |
| JP2019500452A (ja) | 2015-12-15 | 2019-01-10 | ダウ グローバル テクノロジーズ エルエルシー | エチレン/α−オレフィンのインターポリマーから作製された架橋発泡体 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4702868A (en) * | 1987-02-24 | 1987-10-27 | Valcour Incorporated | Moldable silane-crosslinked polyolefin foam beads |
| JPH06104749B2 (ja) * | 1990-05-15 | 1994-12-21 | アストロ―ヴァルコール インコーポレイテッド | モールド成型可能な収縮した熱可塑性ポリマー発泡ビーズ |
-
2019
- 2019-12-24 JP JP2019232539A patent/JP7384657B2/ja active Active
-
2023
- 2023-11-09 JP JP2023191620A patent/JP2023184718A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996018671A1 (fr) | 1994-12-14 | 1996-06-20 | Sekisui Kagaku Kogyo Kabushiki Kaisha | Mousse de resine thermoplastique et son procede de production |
| JP2003206371A (ja) | 2002-01-11 | 2003-07-22 | Tosoh Corp | 架橋発泡性オレフィン系樹脂組成物 |
| JP2008533289A (ja) | 2005-03-17 | 2008-08-21 | ダウ グローバル テクノロジーズ インコーポレイティド | エチレン/α−オレフィンの共重合体から作製される発泡体 |
| JP2017066361A (ja) | 2015-09-30 | 2017-04-06 | 積水化成品工業株式会社 | オレフィン系エラストマー樹脂粒子、発泡性粒子、発泡粒子及び発泡成形体 |
| JP2019500452A (ja) | 2015-12-15 | 2019-01-10 | ダウ グローバル テクノロジーズ エルエルシー | エチレン/α−オレフィンのインターポリマーから作製された架橋発泡体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023184718A (ja) | 2023-12-28 |
| JP2021100992A (ja) | 2021-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101957116B1 (ko) | 중공 유리 미소구체를 포함하는 폴리올레핀 조성물 | |
| EP2771393B1 (en) | Composition, foam, and article made therefrom | |
| US4480054A (en) | Foamable polymer blend compositions | |
| JP2023184718A (ja) | 樹脂成形体 | |
| JP2000514476A (ja) | ポリマー混合物 | |
| US20080161438A1 (en) | Composition comprising copolyetherester elastomer | |
| EP0910605A4 (en) | CROSS-LINKED FOAMABLE COMPOSITIONS FROM SILANE-GRAFTED MAINLY LINEAR POLYOLEFINES, MIXED WITH POLYPROPYLENE | |
| KR20100114074A (ko) | 분해 가능한 환경친화형 폴리프로필렌 발포 플라스틱 및 그의 제조방법 | |
| WO2005111125A2 (en) | Cross-linked polypropylene resins, method of making same and articles formed therefrom | |
| CN111511819A (zh) | 具有改善的性质的泡沫组合物及其应用 | |
| JP5294129B2 (ja) | メタロセン−エチレンプロピレンジエン共重合体ゴム系連続気泡体及びその製造方法 | |
| US20030199597A1 (en) | Silane-crosslinking expandable polyolefin resin composition and crosslinked foam | |
| JP6564548B2 (ja) | 樹脂発泡体及びそれを用いた靴底用部材 | |
| TWI780526B (zh) | 高功能發泡用樹脂組合物及其製備方法 | |
| JPH10259268A (ja) | 架橋ポリエチレン系樹脂発泡体及びその製造方法 | |
| KR101678616B1 (ko) | 전자선 가교 열가소성 고내열 올레핀계 복합탄성체 발포폼재를 제조하기 위한 조성물 및 이를 이용한 전자선 가교 열가소성 고내열 올레핀계 복합탄성체 발포폼재 제조방법 | |
| JP7103701B2 (ja) | 熱可塑性エラストマーに基づくゲル及びクッション材並びにその製造方法 | |
| KR102601335B1 (ko) | 무발포 저비중 폴리올레핀계 엘라스토머 조성물 및 이로부터 형성된 성형체 | |
| Sipaut et al. | The effect of different peroxide on LDPE foam properties in the presence of polyfunctional monomers | |
| KR20110101434A (ko) | 난연성 경량 플라스틱 및 이의 제조방법 | |
| JP5638928B2 (ja) | 射出発泡成形用ポリプロピレン系樹脂、およびその射出発泡成形体 | |
| JPS6011937B2 (ja) | 熱可塑性エラストマ−発泡体の製造方法 | |
| JPH02255738A (ja) | 部分架橋熱可塑性エラストマー発泡体およびその製造方法 | |
| JP5089337B2 (ja) | 超柔軟性ポリエチレン系発泡体及びその製造方法 | |
| KR20240132769A (ko) | 열전도성이 우수한 발포 수지 조성물 및 그로부터 제조된 발포체 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220711 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230601 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230713 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231026 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231109 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7384657 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |