JP7380345B2 - レトルト食品用シーラントフィルム - Google Patents
レトルト食品用シーラントフィルム Download PDFInfo
- Publication number
- JP7380345B2 JP7380345B2 JP2020040240A JP2020040240A JP7380345B2 JP 7380345 B2 JP7380345 B2 JP 7380345B2 JP 2020040240 A JP2020040240 A JP 2020040240A JP 2020040240 A JP2020040240 A JP 2020040240A JP 7380345 B2 JP7380345 B2 JP 7380345B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- less
- weight
- layer
- minutes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Packages (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
このようなフィルムの構成として、以下のような例が挙げられる。
PET // Ny // PO 、蒸着PET // Ny // PO(ここで、POとはPP(ポリプロピレン)またはPE(ポリエチレン)を意味し、PETはポリエチレンテレフタレート、Nyはナイロン、ALはアルミニウムを意味する。//とは接着剤を意味する。以後同様。)
このうち、POフィルムには、ヒートシール性、低温耐衝撃性、透明性等が求められる。一般に、冷凍~チルド向けには、低温耐衝撃性に優れるポリエチレン樹脂を選択することが好ましい。
通常、ポリエチレン樹脂をレトルト高温殺菌に適用できるように耐熱性を向上させるためには、密度を高く設定する必要がある。しかしながら、密度の高いポリエチレン樹脂を用いて製造された一般的なポリエチレン単層フィルムでは、低温耐衝撃性が低下する。低温耐衝撃性の低下は、圧縮強度の低下、落下強度の低下につながり、低温運搬中の内容物の漏れなどのリスクを生じる。
しかしながら、上記の包装材用フィルムは、高温耐熱性が十分でないという大きな問題があった。当該包装材用フィルムを115℃の条件で加熱加圧殺菌処理を行うと、フィルムが融着してしまうという問題があった。
すなわち、本発明の第1の発明によれば、少なくとも第1層、第2層および第3層をこの順に積層した積層体であって、第1層が下記成分(A)及び下記成分(E)を含むエチレン系樹脂層Iからなり、第2層が下記成分(A)及び下記成分(E)を含むエチレン系樹脂層IIからなり、第3層が、下記成分(B)50重量%以上、70重量%以下、下記成分(C)10重量%以上、30重量%以下、下記成分(D)10重量%以上、30重量%以下、及び下記成分(E)10重量%以上、30重量%以下を含有する(ただし、成分(B)、成分(C)、成分(D)及び成分(E)の合計量を100重量%とする。)エチレン系樹脂層IIIからなることを特徴とする積層体からなるレトルト食品用シーラントフィルムである。
成分(A):下記(A-i)~(A-ii)の特性を有するエチレンと炭素数3~12のα-オレフィンとの共重合体
(A-i)メルトフローレート(190℃、21.18N荷重)が0.1g/10分以上、5.0g/10分以下
(A-ii)密度が0.915g/cm3以上、0.930g/cm3未満
成分(B):下記(B-i)~(B-ii)の特性を有するエチレンと炭素数3~12のα-オレフィンとの共重合体
(B-i)メルトフローレート(190℃、21.18N荷重)が0.1g/10分以上、5.0g/10分以下
(B-ii)密度が0.930g/cm3以上、0.950g/cm3未満
成分(C):下記(C-i)~(C-v)の特性を有するメタロセン触媒を用いて製造されたエチレンと炭素数3~12のα-オレフィンとの共重合体
(C-i)メルトフローレート(190℃、21.18N荷重)が0.1g/10分以上、5.0g/10分以下
(C-ii)密度が0.890g/cm3以上、0.925g/cm3以下
(C-iii)α-オレフィンの含有量が5重量%以上、40重量%以下
(C-iv)ゲルパーミエーションクロマトグラフィー(GPC)により求めた重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が1.0以上、4.0以下
(C-v)融解ピーク温度の最大値が115℃以上、130℃未満
成分(D):下記(D-i)~(D-ii)の特性を有する高圧法低密度ポリエチレン
(D-i)メルトフローレート(190℃、21.18N荷重)が0.1g/10分以上、5.0g/10分以下
(D-ii)密度が0.915g/cm3以上、0.935g/cm3以下
成分(E):下記(E-i)~(E-ii)の特性を有する高密度ポリエチレン
(E-i)メルトフローレート(190℃、21.18N荷重)が0.5g/10分以上、10g/10分以下
(E-ii)密度が0.950g/cm3以上、0.965g/cm3以下
(C-vi)溶出曲線において、溶出ピーク温度の最大値が60℃以上90℃以下
本発明の積層体の第1層は、エチレン・α-オレフィン共重合体(成分(A))及び高密度ポリエチレン(成分(E))を含有すればよいが、好ましくは、エチレン・α-オレフィン共重合体(成分(A))65重量%以上、80重量%以下、高圧法低密度ポリエチレン(成分(D))5重量%以上、20重量%以下、及び高密度ポリエチレン(成分(E))15重量%以上、25重量%以下を含有する(ただし、成分(A)、成分(D)及び成分(E)の合計量を100重量%とする。)エチレン系樹脂層Iからなる。
本発明の積層体の第1層に用いるエチレン・α-オレフィン共重合体(成分(A))は、エチレンと炭素数3~12のα-オレフィンとの共重合体である。該共重合体は、下記(A-i)~(A-ii)の特性を有するエチレン・α-オレフィン共重合体である。
以下、構成モノマー、重合法及びそれが有する特性について、順次説明する。
本発明の積層体の第1層に用いる成分(A)のMFR(190℃ 、21.18N荷重)は、0.1g/10分以上、5.0g/10分以下であり、好ましくは0.1g/10分以上、4.5g/10分以下であり、より好ましくは0.5g/10分以上~3.0g/10分以下であり、さらに好ましくは1.0g/10分以上、2.5g/10分以下である。成分(A)のMFRが0.1g/10分以上であると、樹脂圧力が低く成形性が良好であり、5.0g/10分以下であると、インフレーション成形時、バブルが安定になり成形性が良好になり、また、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムに皺が生じる等の耐熱性に劣る挙動を示す恐れもなく、好ましい。
ここで、成分(A)のエチレン・α-オレフィン共重合体のMFRは、JIS K6922-2:1997附属書(190℃ 、21.18N荷重)に準拠して測定する。
本発明の積層体の第1層に用いる成分(A)の密度は、0.915g/cm3以上、0.930g/cm3未満、好ましくは0.917g/cm3以上、0.925g/cm3以下、より好ましくは0.918g/cm3以上、0.923g/cm3以下、さらに好ましくは、0.919g/cm3以上、0.922g/cm3以下である。成分(A)の密度が0.915g/cm3以上では、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムが溶融してしまう恐れがなく、0.930g/cm3未満であると、低温耐衝撃強度が低下する恐れがなく、好ましい。
ここで、成分(A)のエチレン・α-オレフィン共重合体の密度は、JIS K6922-2:1997附属書(低密度ポリエチレンの場合)に準拠して23℃で測定する。
本発明の積層体の第1層に用いる成分(A)は、エチレンから誘導される構成単位を主成分としたエチレンとα-オレフィンのランダム共重合体である。
コモノマーとして用いられるα-オレフィンは、好ましくは炭素数3~12のα-オレフィンである。具体的には、プロピレン、1-ブテン、1-ペンテン、1-ヘキセン、1-オクテン、1-ヘプテン、4-メチル-ペンテン-1 、4-メチル-ヘキセン-1 、4, 4-ジメチルペンテン-1等を挙げることができる。かかるエチレン・α-オレフィン共重合体の具体例としては、エチレン・プロピレン共重合体、エチレン・1 - ブテン共重合体、エチレン・1-ヘキセン共重合体、エチレン・1-オクテン共重合体、エチレン・4-メチル-ペンテン-1共重合体が挙げられる。また、α-オレフィンは1種または2種以上の組み合わせでもよい。2種のα-オレフィンを組み合わせてターポリマーとする場合は、エチレン・プロピレン・ヘキセンターポリマー、エチレン・ブテン・ヘキセンターポリマー、エチレン・プロピレン・オクテンターポリマー、エチレン・ブテン・オクテンターポリマーが挙げられる。
本発明の積層体の第1層に用いる成分(A)は、チーグラー触媒、バナジウム触媒、メタロセン触媒、好ましくはメタロセン触媒を使用して製造することができる。製造法は、高圧イオン重合法、気相法、溶液法、スラリー法が挙げられる。
本発明の積層体の第1層に用いる高圧法低密度ポリエチレン(成分(D))は、下記(D-i)~(D-ii)の特性を有する。
本発明の積層体の第1層に用いる成分(D)のMFR(190℃ 、21.18N荷重)は、0.1g/10分以上、5.0g/10分以下であり、好ましくは0.5g/10分以上、4.0g/10分以下であり、より好ましくは0.7g/10分以上、3.0g/10分以下である。成分(D)のMFRが0.1g/10分以上では樹脂圧力が低く成形性が良好となり、5.0g/10分以下であると、インフレーション成形時、バブルが不安定になり成形性が不良になる恐れがなく、好ましい。
ここで、成分(D)の高圧法低密度ポリエチレンのMFRは、JIS K6922-2:1997附属書(190℃ 、21.18N荷重)に準拠して測定する。
本発明の積層体の第1層に用いる成分(D)の密度は、0.915g/cm3以上、0.935g/cm3以下、好ましくは0.920g/cm3以上、0.930g/cm3以下、さらに好ましくは0.923g/cm3以上、0.929g/cm3以下である。成分(D)の密度が0.915g/cm3以上では、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムが溶融してしまう恐れがなく、0.935g/cm3以下であると、透明性が低下する恐れがなく、好ましい。
ここで、成分(D)の高圧法低密度ポリエチレンの密度は、JIS K6922-2:1997附属書(低密度ポリエチレンの場合)に準拠して23℃で測定する。
(3)成分(E)
本発明の積層体の第1層に用いる高密度ポリエチレン(成分(E))は、下記(E-i)~(E-ii)の特性を有する。
(E-i)メルトフローレート(MFR)
本発明の積層体の第1層に用いるエチレン・α-オレフィンのMFR(190℃ 、21.18N荷重)は、0.5g/10分以上、10g/10分以下であり、好ましくは0.5g/10分以上、8.0g/10分以下であり、より好ましくは0.7g/10分以上、3.0g/10分以下である。エチレン・α-オレフィン共重合体のMFRが0.1g/10分未満では樹脂圧力が高く成形性が不良となり、10g/10分を超えると、インフレーション成形時、バブルが不安定になり成形性が不良になる恐れがあり、好ましく無い。
ここで、エチレン・α-オレフィン共重合体のMFRは、JIS-K6922-2:1997附属書(190℃ 、21.18N荷重)に準拠して測定する。
(E-ii)密度
本発明の積層体の第1層に用いるエチレン・α-オレフィン共重合体の密度は、0.950g/cm3以上、0.965g/cm3以下、好ましくは0.953g/cm3以上、0.960g/cm3以下、さらに好ましくは0.955g/cm3以上、0.960g/cm3以下である。高密度ポリエチレンの密度が0.950g/cm3未満では、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムが溶融してしまう恐れがあり、0.965g/cm3を超えると、透明性が低下する恐れがあり、好ましく無い。
ここで、エチレン・α-オレフィン共重合体の密度は、JIS-K6922-2:1997附属書に準拠して23℃で測定する。
本発明のエチレン系樹脂層Iには、本発明の効果を著しく損なわない範囲で、他の付加的任意成分を配合することができる。このような任意成分としては、通常のポリエチレン系樹脂材料に使用される酸化防止剤(中でも、フェノール系、及びリン系酸化防止剤が好ましい)、アンチブロッキング剤、中和剤、熱安定剤、結晶核剤、透明化剤、滑剤、着色剤、分散剤、過酸化物、充填剤、蛍光増白剤等を挙げることができる。
また、柔軟性を付与するため、EBR、EPR等のエチレン・α-オレフィンエラストマー、SEBS 、HSBR等のスチレン系エラストマー等のゴム系化合物を配合することができる。
本発明のエチレン系樹脂層I中には、成分(A)及び成分(E)が含まれればよいが、好ましくは成分(D)が含まれる。好ましい成分(A)、成分(D)及び成分(E)の配合割合は、成分(A)65重量%以上、80重量%以下に対し、成分(D)5重量%以上、20重量%以下、成分(E)15重量%以上、25重量%以下であり、好ましくは、成分(A)68重量%以上、75重量%以下に対し、成分(D)8重量%以上、15重量%以下、成分(E)16重量%以上、20重量%以下である。(ただし、成分(A)、成分(D)及び成分(E)の合計量を100重量%とする。)
成分(A)が含まれると、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムに皺が生じる等耐熱性に劣る挙動を示す恐れがなく、好ましい。
エチレン系樹脂層Iに含有される成分(A)、成分(D)、及び成分(E)は、必要に応じて溶融混練により調製することができる。
より具体的には、成分(A)、成分(D)、及び成分(E)を、あらかじめドライブレンドし、そのブレンド物をそのまま成形機のホッパーに投入してもよい。また、そのブレンド物を押出機、ブラベンダープラストグラフ、バンバリーミキサー、ニーダーブレンダー等を用いて溶融、混練し、通常用いられている方法でペレット状とし、フィルムもしくはシートを製造することもできる。
本発明の積層体の第2層は、エチレン・α-オレフィン共重合体(成分(A))及び高密度ポリエチレン(成分(E))を含有すればよいが、好ましくは、エチレン・α-オレフィン共重合体(成分(A))65重量%以上、80重量%以下、高圧法低密度ポリエチレン(成分(D))5重量%以上、20重量%以下、及び高密度ポリエチレン(成分(E))15重量%以上、25重量%以下を含有する(ただし、成分(A)、成分(D)及び成分(E)の合計量を100重量%とする。)エチレン系樹脂層IIからなる。
本発明の積層体の第2層に用いるエチレン・α-オレフィン共重合体(成分(A))は、エチレンと炭素数3~12のα-オレフィンとの共重合体である。該共重合体は、下記(A-i)~(A-ii)の特性を有するエチレン・α-オレフィン共重合体である。
以下、構成モノマー、重合法及びそれが有する特性について、順次説明する。
本発明の積層体の第2層に用いる成分(A)のMFR(190℃ 、21.18N荷重)は、0.1g/10分以上、5.0g/10分以下であり、好ましくは0.1g/10分以上、4.5g/10分以下であり、より好ましくは0.5g/10分以上~3.0g/10分以下であり、さらに好ましくは1.0g/10分以上、2.5g/10分以下である。成分(A)のMFRが0.1g/10分以上であると、樹脂圧力が低く成形性が良好であり、5.0g/10分以下であると、インフレーション成形時、バブルが安定になり成形性が良好になり、また、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムに皺が生じる等の耐熱性に劣る挙動を示す恐れもなく、好ましい。
ここで、成分(A)のエチレン・α-オレフィン共重合体のMFRは、JIS K6922-2:1997附属書(190℃ 、21.18N荷重)に準拠して測定する。
本発明の積層体の第2層に用いる成分(A)の密度は、0.915g/cm3以上、0.930g/cm3未満、好ましくは0.917g/cm3以上、0.925g/cm3以下、より好ましくは0.918g/cm3以上、0.923g/cm3以下、さらに好ましくは、0.919g/cm3以上、0.922g/cm3以下である。成分(A)の密度が0.915g/cm3以上では、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムが溶融してしまう恐れがなく、0.930g/cm3以下であると、低温耐衝撃強度が低下する恐れがなく、好ましい。
ここで、成分(A)のエチレン・α-オレフィン共重合体の密度は、JIS K6922-2:1997附属書(低密度ポリエチレンの場合)に準拠して23℃で測定する。
本発明の積層体の第2層に用いる成分(A)は、エチレンから誘導される構成単位を主成分としたエチレンとα-オレフィンのランダム共重合体である。
コモノマーとして用いられるα-オレフィンは、好ましくは炭素数3~12のα-オレフィンである。具体的には、プロピレン、1-ブテン、1-ペンテン、1-ヘキセン、1-オクテン、1-ヘプテン、4-メチル-ペンテン-1 、4-メチル-ヘキセン-1 、4, 4-ジメチルペンテン-1等を挙げることができる。かかるエチレン・α-オレフィン共重合体の具体例としては、エチレン・プロピレン共重合体、エチレン・1 - ブテン共重合体、エチレン・1-ヘキセン共重合体、エチレン・1-オクテン共重合体、エチレン・4-メチル-ペンテン-1共重合体が挙げられる。また、α-オレフィンは1種または2種以上の組み合わせでもよい。2種のα-オレフィンを組み合わせてターポリマーとする場合は、エチレン・プロピレン・ヘキセンターポリマー、エチレン・ブテン・ヘキセンターポリマー、エチレン・プロピレン・オクテンターポリマー、エチレン・ブテン・オクテンターポリマーが挙げられる。
本発明の積層体の第2層に用いる成分(A)は、チーグラー触媒、バナジウム触媒、メタロセン触媒、好ましくはメタロセン触媒を使用して製造することができる。製造法は、高圧イオン重合法、気相法、溶液法、スラリー法が挙げられる。
本発明の積層体の第2層に用いる高圧法低密度ポリエチレン(成分(D))は、下記(D-i)~(D-ii)の特性を有する。
本発明の積層体の第2層に用いる成分(D)のMFR(190℃ 、21.18N荷重)は、0.1g/10分以上、5.0g/10分以下であり、好ましくは0.5g/10分以上、4.0g/10分以下であり、より好ましくは0.7g/10分以上、3.0g/10分以下である。成分(D)のMFRが0.1g/10分以上では樹脂圧力が低く成形性が良好となり、5.0g/10分以下であると、インフレーション成形時、バブルが不安定になり成形性が不良になる恐れがなく、好ましい。
ここで、成分(D)の高圧法低密度ポリエチレンのMFRは、JIS K6922-2:1997附属書(190℃ 、21.18N荷重)に準拠して測定する。
本発明の積層体の第2層に用いる成分(D)の密度は、0.915g/cm3以上、0.935g/cm3以下、好ましくは0.920g/cm3以上、0.930g/cm3以下、さらに好ましくは0.923g/cm3以上、0.929g/cm3以下である。成分(D)の密度が0.915g/cm3以上では、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムが溶融してしまう恐れがなく、0.935g/cm3以下であると、透明性が低下する恐れがなく、好ましい。
ここで、成分(D)の高圧法低密度ポリエチレンの密度は、JIS K6922-2:1997附属書(低密度ポリエチレンの場合)に準拠して23℃で測定する。
(3)成分(E)
本発明の積層体の第2層に用いる高密度ポリエチレン(成分(E))は、下記(E-i)~(E-ii)の特性を有する。
(E-i)メルトフローレート(MFR)
本発明の積層体の第1層に用いるエチレン・α-オレフィンのMFR(190℃ 、21.18N荷重)は、0.5g/10分以上、10g/10分以下であり、好ましくは0.5g/10分以上、8.0g/10分以下であり、より好ましくは0.7g/10分以上、3.0g/10分以下である。エチレン・α-オレフィン共重合体のMFRが0.1g/10分未満では樹脂圧力が高く成形性が不良となり、10g/10分を超えると、インフレーション成形時、バブルが不安定になり成形性が不良になる恐れがあり、好ましく無い。
ここで、エチレン・α-オレフィン共重合体のMFRは、JIS-K6922-2:1997附属書(190℃ 、21.18N荷重)に準拠して測定する。
(E-ii)密度
本発明の積層体の第2層に用いるエチレン・α-オレフィン共重合体の密度は、0.950g/cm3以上、0.965g/cm3以下、好ましくは0.953g/cm3以上、0.960g/cm3以下、さらに好ましくは0.955g/cm3以上、0.960g/cm3以下である。高密度ポリエチレンの密度が0.950g/cm3未満では、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムが溶融してしまう恐れがあり、0.965g/cm3を超えると、透明性が低下する恐れがあり、好ましく無い。
ここで、エチレン・α-オレフィン共重合体の密度は、JIS-K6922-2:1997附属書に準拠して23℃で測定する。
本発明のエチレン系樹脂層IIには、本発明の効果を著しく損なわない範囲で、他の付加的任意成分を配合することができる。このような任意成分としては、通常のポリエチレン系樹脂材料に使用される酸化防止剤(中でも、フェノール系、及びリン系酸化防止剤が好ましい)、アンチブロッキング剤、中和剤、熱安定剤、結晶核剤、透明化剤、滑剤、着色剤、分散剤、過酸化物、充填剤、蛍光増白剤等を挙げることができる。
また、柔軟性を付与するため、EBR、EPR等のエチレン・α-オレフィンエラストマー、SEBS 、HSBR等のスチレン系エラストマー等のゴム系化合物を配合することができる。
本発明のエチレン系樹脂層II中には、成分(A)及び成分(E)が含まれればよいが、好ましくは成分(D)が含まれる。好ましい成分(A)、成分(D)及び成分(E)の配合割合は、成分(A)65重量%以上、80重量%以下に対し、成分(D)5重量%以上、20重量%以下、成分(E)15重量%以上、25重量%以下であり、好ましくは、成分(A)68重量%以上、75重量%以下に対し、成分(D)8重量%以上、15重量%以下、成分(E)16重量%以上、20重量%以下である。(ただし、成分(A)、成分(D)及び成分(E)の合計量を100重量%とする。)
成分(A)が含まれると、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムに皺が生じる等耐熱性に劣る挙動を示す恐れがなく、好ましい。
エチレン系樹脂層IIに含有される成分(A)、成分(D)、及び成分(E)は、必要に応じて溶融混練により調製することができる。
より具体的には、成分(A)、成分(D)、及び成分(E)を、あらかじめドライブレンドし、そのブレンド物をそのまま成形機のホッパーに投入してもよい。また、そのブレンド物を押出機、ブラベンダープラストグラフ、バンバリーミキサー、ニーダーブレンダー等を用いて溶融、混練し、通常用いられている方法でペレット状とし、フィルムもしくはシートを製造することもできる。
本発明の積層体の第3層は、エチレン・α-オレフィン共重合体(成分(B))50重量%以上、70重量%以下、エチレン・α-オレフィン共重合体(成分(C))10重量%以上、30重量%以下、高圧法低密度ポリエチレン(成分(D))10重量%以上、30重量%以下、及び高密度ポリエチレン(成分(E))5重量%以上、30重量%以下を含有する(ただし、成分(B)、成分(C)、成分(D)及び成分(E)の合計量を100重量%とする。)エチレン系樹脂層IIIからなる。
本発明の積層体の第3層に用いるエチレン・α-オレフィン共重合体(成分(B))は、エチレンと炭素数3~12のα-オレフィンとの共重合体である。該共重合体は、下記(B-i)~(B-ii)の特性を有するエチレン・α-オレフィン共重合体である。
以下、構成モノマー、重合法及びそれが有する特性について、順次説明する。
本発明の積層体の第3層に用いる成分(B)のMFR(190℃ 、21.18N荷重)は、0.1g/10分以上、5.0g/10分以下であり、好ましくは0.1g/10分以上、4.5g/10分以下であり、より好ましくは0.5g/10分以上、3.0g/10分以下であり、さらに好ましくは1.0g/10分以上、2.5g/10分以下である。成分(B)のMFRが0.1g/10分以上では樹脂圧力が低く成形性が良好となり、5.0g/10分以下であると、インフレーション成形時、バブルが安定になり成形性が良好になり、また、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムに皺が生じる等耐熱性に劣る挙動を示す恐れがなく、好ましい。
ここで、エチレン・α-オレフィン共重合体のMFRは、JIS K6922-2:1997附属書(190℃ 、21.18N荷重)に準拠して測定する。
本発明の積層体の第3層に用いる成分(B)の密度は、0.930g/cm3以上、0.950g/cm3未満、好ましくは0.933g/cm3以上、0.945g/cm3以下、より好ましくは0.934g/cm3以上、0.940g/cm3以下、さらに好ましくは、0.935g/cm3以上、0.939g/cm3以下である。成分(B)の密度が0.930g/cm3以上では、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムが溶融してしまう恐れがなく、0.950g/cm3未満であると、低温耐衝撃強度が低下する恐れがなく、好ましい。
ここで、エチレン・α-オレフィン共重合体の密度は、JIS K6922-2:1997附属書に準拠して23℃で測定する。
本発明の積層体の第3層に用いる成分(B)は、エチレンから誘導される構成単位を主成分としたエチレンとα-オレフィンのランダム共重合体である。
コモノマーとして用いられるα-オレフィンは、好ましくは炭素数3~12のα-オレフィンである。具体的には、プロピレン、1-ブテン、1-ペンテン、1-ヘキセン、1-オクテン、1-ヘプテン、4-メチル-ペンテン-1 、4-メチル-ヘキセン-1 、4, 4-ジメチルペンテン-1等を挙げることができる。かかるエチレン・α-オレフィン共重合体の具体例としては、エチレン・プロピレン共重合体、エチレン・1 - ブテン共重合体、エチレン・1-ヘキセン共重合体、エチレン・1-オクテン共重合体、エチレン・4-メチル-ペンテン-1共重合体が挙げられる。また、α-オレフィンは1種または2種以上の組み合わせでもよい。2種のα-オレフィンを組み合わせてターポリマーとする場合は、エチレン・プロピレン・ヘキセンターポリマー、エチレン・ブテン・ヘキセンターポリマー、エチレン・プロピレン・オクテンターポリマー、エチレン・ブテン・オクテンターポリマーが挙げられる。
本発明の積層体の第3層に用いる成分(B)は、チーグラー触媒、バナジウム触媒、メタロセン触媒、好ましくはメタロセン触媒を使用して製造することができる。製造法は、高圧イオン重合法、気相法、溶液法、スラリー法が挙げられる。
本発明の積層体の第3層に用いる成分(B)の溶融粘度は、次の条件を満たすことが好ましい。
(B-v-2)190℃で測定した、せん断速度が2.43×102s-1での溶融粘度(η* 2)が5.5×103poise以上、3.0×104poise以下
溶融粘度(η* 1)は、エチレン・α-オレフィン共重合体のメルトフローレート(MFR)や分子量分布などにより調整可能である。メルトフローレートの値を高めると溶融粘度(η* 1)は小さくなる傾向がある。
さらに、本発明で用いる成分(B)は、190℃で測定した、せん断速度2.43×102s-1の溶融粘度(η* 2)が、5.5×103poise以上、3.0×104poise以下、より好ましくは7.0×103poise以上、2.5×104poise以下、さらに好ましくは8.0×103poise以上、2.0×104poise以下である。溶融粘度(η* 2)が上限値以下であると押出負荷が低く、生産性が良好である。下限値以上であると、110℃超~120℃未満の加熱加圧殺菌処理後に、フィルムにしわがよる恐れがない。
ここで、溶融粘度(η* 1)、(η* 2)は、径1.0mm、L/D=10のキャピラリーを有するキャピラリーレオメーターを用いて得られる測定値である。
2種類のせん断速度を設けるのは、低速成形時、高速成形時の製品の表面への影響が小さく、それぞれの成形速度領域で同様の製品が得られるようにするためである。
本発明の積層体の第3層に用いるエチレン・α-オレフィン共重合体(成分(C))は、メタロセン触媒を用いて製造されたエチレンと炭素数3~12のα-オレフィンとの共重合体である。該共重合体は、下記(C-i)~(C-v)の特性を有するエチレン・α-オレフィン共重合体である。好ましくは(C-vi)の特性を有する。
以下、構成モノマー、重合法及びそれが有する特性について、順次説明する。
本発明の積層体の第3層に用いる成分(C)のMFR(190℃ 、21.18N荷重)は、0.1g/10分以上、5.0g/10分以下であり、好ましくは0.5g/10分以上、3.0g/10分以下であり、より好ましくは0.7g/10分以上、2.0g/10分以下であり、さらに好ましくは0.8g/10分以上、1.5g/10分以下である。成分(C)のMFRが0.1g/10分以上であると、樹脂圧力が低く成形性が良好となり、5.0g/10分以下であると、インフレーション成形時、バブルが安定になり成形性が良好になり、また、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムに皺が生じる等耐熱性に劣る挙動を示す恐れがなく、好ましい。
ここで、エチレン・α-オレフィン共重合体のMFRは、JIS K6922-2:1997附属書(190℃ 、21.18N荷重)に準拠して測定する。
本発明の積層体の第3層に用いる成分(C)の密度は、0.890g/cm3以上、0.925g/cm3以下、好ましくは0.900g/cm3以上、0.923g/cm3以下、さらに好ましくは0.905g/cm3以上、0.920g/cm3以下である。成分(C)の密度が0.890g/cm3以上では、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムが溶融してしまう恐れがなく好ましい。0.925g/cm3以下であると、低温耐衝撃強度が低下する恐れがなくなり、好ましい。
ここで、エチレン・α-オレフィン共重合体の密度は、JIS K6922-2:1997附属書(低密度ポリエチレンの場合)に準拠して23℃で測定する。
本発明の積層体の第3層に用いる成分(C)のエチレン・α-オレフィン共重合体中のα-オレフィンの含有量は5重量%以上、40重量%以下が好ましく、より好ましくは7重量%以上、35重量%以下、さらに好ましくは9重量%以上、30重量%以下である。α-オレフィンの含有量が5重量%以上である場合、フィルムの衝撃強度、及び柔軟性が得られ、40重量%以下の場合は耐熱性が損なわれない。ここでα-オレフィンの含有量は、下記の条件の13C-NMR法によって計測される値である。
装置:日本電子製 JEOL-GSX270
濃度:300mg/2mL
溶媒:オルソジクロロベンゼン
成分(C)の重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)は、1.0以上、4.0以下であることが好ましい。好ましくは、1.5以上、3.5以下、より好ましくは、2.0以上、3.0以下である。重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が1.0以上であると、成形時に樹脂圧が上がる恐れがなく、好ましい。また、重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が4.0以下であると、低温耐衝撃強度が低下する恐れがなく、好ましい。Mw/Mnを所定の範囲に調整する方法としては、適当なメタロセン触媒を選択する方法等が挙げられる。
なお、(Mw/Mn)の測定は、ゲルパーミエーションクロマトグラフィー(GPC)で行い、測定条件は次のとおりである。
装置:ウオーターズ社製GPC 150C型
検出器:MIRAN社製 1A赤外分光光度計(測定波長、3.42μm)
カラム:昭和電工製AD806M/S 3本(カラムの較正は東ソー製単分散ポリスチレン(A500,A2500,F1,F2,F4,F10,F20,F40,F288の各0.5mg/ml溶液)の測定を行い、溶出体積と分子量の対数値を2次式で近似した。また、試料の分子量はポリスチレンとポリエチレンの粘度式を用いてポリエチレンに換算した。ここでポリスチレンの粘度式の係数はα=0.723、logK=-3.967であり、ポリエチレンはα=0.733、logK=-3.407である。)
測定温度:140℃
濃度:20mg/10mL
注入量:0.2ml
溶媒:オルソジクロロベンゼン
流速:1.0ml/分。
本発明の積層体の第2層に用いる成分(C)は、DSC測定において、融解ピークの最大温度が115℃以上、130℃未満であることが好ましい。
融解ピーク温度の最大値が115℃以上であると、110℃超~120℃未満の加熱加圧殺菌処理後に、しわが発生する可能性が低い。また、融解ピーク温度の最大値が130℃未満であると、低温耐衝撃強度が低下する恐れがなく、好ましい。なお、本発明においては、JIS K7121に基づき、セイコー社製DSCを用い、試料5.0mgを採り、200℃で5分間保持した後、30℃まで10℃/分の降温速度で結晶化させ、さらに10℃/分の昇温速度で融解させたときの融解ピーク温度を確認した。
溶出ピーク温度の最大値は、TREFにより、求めた。
TREFによって得られる溶出曲線の測定:本発明におけるTREFによる溶出曲線の測定は、以下のようにして行った。測定装置としてクロス分別装置(三菱化学株式会社製、CFC・T150A)を使用し、附属の操作マニュアルの測定法に従って行った。このクロス分別装置は、試料を、溶解温度の差を利用して分別する温度上昇溶離分別(TREF)機構と、分別された区分を更に分子サイズで分別するサイズ排除クロマトグラフ(Size-Extrusion Chromatography:SEC)とをオンラインで接続した装置である。
まず、測定すべきサンプル(エチレン・α-オレフィン共重合体)について、溶媒(o-ジクロロベンゼン)を用いて濃度が4mg/mlとなるように、140℃で溶解し、これを測定装置内のサンプルループ内に注入した。以下の測定は、設定条件に従って自動的に行われた。
サンプルループ内に保持された試料溶液は、溶解温度の差を利用して分別するTREFカラム(不活性担体であるガラスビーズが充填された内径4mm、長さ150mmの装置附属のステンレス製カラム)に0.4ml注入された。該サンプルは、1℃/分の速度で140℃から0℃の温度まで冷却され、上記不活性担体にコーティングされた。このとき、高結晶成分(結晶しやすいもの)から低結晶成分(結晶しにくいもの)の順で不活性担体表面にポリマー層が形成される。TREFカラムを0℃で更に30分間保持した後、0℃の温度で溶解している成分2mlを、1ml/分の流速でTREFカラムからSECカラム(昭和電工株式会社製、AD80M・S、3本)へ注入した。SECで分子サイズでの分別が行われている間に、TREFカラムでは次の溶出温度(5℃)に昇温され、その温度に約30分間保持された。SECでの各溶出区分の測定は39分間隔で行われた。溶出温度としては以下の温度が用いられ、段階的に昇温された。
溶出温度(℃):0,5,10,15,20,25,30,35,40,45,49,52,55,58,61,64,67,70,73,76,79,82,85,88,91,94,97,100,102,120,140℃。
該SECカラムで分子サイズによって分別された溶液について、装置附属の赤外分光光度計でポリマーの濃度に比例する吸光度を測定し(波長3.42μm、メチレンの伸縮振動で検出)、各溶出温度区分のクロマトグラムを得た。内蔵のデータ処理ソフトを用い、上記測定で得られた各溶出温度区分のクロマトグラムのベースラインを引き、演算処理した。各クロマトグラムの面積が積分され、積分溶出曲線が計算された。また、この積分溶出曲線を温度で微分して、微分溶出曲線が計算された。計算結果の作図はプリンターに出力した。出力された微分溶出曲線の作図は、横軸に溶出温度を100℃当たり89.3mm、縦軸に微分量(溶出分率:全積分溶出量を1.0に規格し、1℃の変化量を微分量とした)0.1当たり76.5mmで行った。
次に、この微分溶出曲線から、最も高温側のピークを溶出ピーク温度の最大値とした。
溶出ピーク温度の最大値が60℃以上であると、110℃超~120℃未満の加熱加圧殺菌処理後に、しわが発生する可能性が低い。また、溶出ピーク温度の最大値が90℃以下であると、低温耐衝撃強度が低下する恐れがなく、好ましい。
本発明の積層体の第3層に用いる高圧法低密度ポリエチレン(成分(D))は、下記(D-i)~(D-ii)の特性を有する。
本発明の積層体の第3層に用いる成分(D)のMFR(190℃ 、21.18N荷重)は、0.1g/10分以上、5.0g/10分以下であり、好ましくは0.5g/10分以上、4.0g/10分以下であり、より好ましくは0.7g/10分以上、3.0g/10分以下である。成分(D)のMFRが0.1g/10分以上では樹脂圧力が低く成形性が良好となり、5.0g/10分以下であると、インフレーション成形時、バブルが不安定になり成形性が不良になる恐れがなく、好ましい。
ここで、成分(D)の高圧法低密度ポリエチレンのMFRは、JIS K6922-2:1997附属書(190℃ 、21.18N荷重)に準拠して測定する。
本発明の積層体の第3層に用いる成分(D)の密度は、0.915g/cm3以上、0.935g/cm3以下、好ましくは0.920g/cm3以上、0.930g/cm3以下、さらに好ましくは0.923g/cm3以上、0.929g/cm3以下である。成分(D)の密度が0.915g/cm3以上では、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムが溶融してしまう恐れがなく、0.935g/cm3以下であると、透明性が低下する恐れがなく、好ましい。
ここで、成分(D)の高圧法低密度ポリエチレンの密度は、JIS K6922-2:1997附属書(低密度ポリエチレンの場合)に準拠して23℃で測定する。
(4)成分(E)
本発明の積層体の第3層に用いる高密度ポリエチレン(成分(E))は、下記(E-i)~(E-ii)の特性を有する。
(E-i)メルトフローレート(MFR)
本発明の積層体の第3層に用いるエチレン・α-オレフィンのMFR(190℃ 、21.18N荷重)は、0.5g/10分以上、10g/10分以下であり、好ましくは1.0g/10分以上、8.0g/10分以下であり、より好ましくは5.0g/10分以上、7.0g/10分以下である。エチレン・α-オレフィン共重合体のMFRが0.5g/10分未満では樹脂圧力が高く成形性が不良となり、10g/10分を超えると、インフレーション成形時、バブルが不安定になり成形性が不良になる恐れがあり、好ましく無い。
ここで、エチレン・α-オレフィン共重合体のMFRは、JIS-K6922-2:1997附属書(190℃ 、21.18N荷重)に準拠して測定する。
(E-ii)密度
本発明の積層体の第3層に用いるエチレン・α-オレフィン共重合体の密度は、0.950g/cm3以上、0.965g/cm3以下、好ましくは0.953g/cm3以上、0.960g/cm3以下、さらに好ましくは0.955g/cm3以上、0.960g/cm3以下である。高密度ポリエチレンの密度が0.950g/cm3未満では、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムが溶融してしまう恐れがあり、0.965g/cm3を超えると、透明性が低下する恐れがあり、好ましく無い。
ここで、エチレン・α-オレフィン共重合体の密度は、JIS-K6922-2:1997附属書に準拠して23℃で測定する。
(5)他の添加成分
本発明のエチレン系樹脂層IIIには、本発明の効果を著しく損なわない範囲で、他の付加的任意成分を配合することができる。このような任意成分としては、通常のポリエチレン系樹脂材料に使用される酸化防止剤(中でも、フェノール系、及びリン系酸化防止剤が好ましい)、アンチブロッキング剤、中和剤、熱安定剤、結晶核剤、透明化剤、滑剤、着色剤、分散剤、過酸化物、充填剤、蛍光増白剤等を挙げることができる。
また、柔軟性を付与するため、EBR、EPR等のエチレン・α-オレフィンエラストマー、SEBS 、HSBR等のスチレン系エラストマー等のゴム系化合物を配合することができる。
本発明のエチレン系樹脂層III中には、成分(B)50重量%以上、70重量%以下、成分(C)10重量%以上、30重量%以下、成分(D)10重量%以上、30重量%以下、及び成分(E)5重量%以上、30重量%以下を含有する(ただし、成分(B)、成分(C)、成分(D)及び成分(E)の合計量を100重量%とする。)ことが好ましい。
好ましくは、エチレン・α-オレフィン共重合体(成分(B))50重量%以上、65重量%以下、エチレン・α-オレフィン共重合体(成分(C))15重量%以上、25重量%以下、高圧法低密度ポリエチレン(成分(D))10重量%以上、20重量%以下、及び高密度ポリエチレン(成分(E))5重量%以上、15重量%以下を含有する(ただし、成分(B)、成分(C)、成分(D)及び成分(E)の合計量を100重量%とする。)エチレン系樹脂層IIIからなる。
成分(B)、成分(C)、成分(D)及び成分(E)がこの配合割合で含まれると、110℃超~120℃未満の加熱加圧殺菌処理後にシーラントフィルムに皺が生じる等耐熱性に劣る挙動を示す恐れがなく、好ましい。
エチレン系樹脂層IIIに含有される成分(B)、成分(C)、成分(D)、及び成分(E)は、必要に応じて溶融混練により調製することができる。
より具体的には、成分(B)、成分(C)、成分(D)、及び成分(E)を、あらかじめドライブレンドし、そのブレンド物をそのまま成形機のホッパーに投入してもよい。また、そのブレンド物を押出機、ブラベンダープラストグラフ、バンバリーミキサー、ニーダーブレンダー等を用いて溶融、混練し、通常用いられている方法でペレット状とし、フィルムもしくはシートを製造することもできる。
本発明の積層体は、少なくとも上記第1層、第2層及び第3層をこの順で積層したものであればよいが、上記第1層、第2層及び第3層のほかに、かかる積層体に一般的に使用される各種の層を適宜必要に応じて設けることができる。具体的には、各種の層間に接着層やEVOH、Ny等のガスバリアー層を設けることができる。
さらに、本発明の積層体の厚みは、30~100μmが好ましい。上記範囲内であれば透明性に優れるフィルムが安定的に成形できるので好ましい。
具体的には、上述の第1層、第2層、第3層用樹脂材料をそれぞれ押出機及び円形ダイスを用いて共押出し、溶融チューブ内に空気を入れ膨張させつつ、周りの空気で冷却する空冷インフレーション成形法により製膜される。成形温度は160~280℃、好ましくは170~230℃である。
また、前記第1層について第2層と接する面とは反対側の面に、成形時にコロナ処理を施した処理面があり、前記第3層について、第2層と接する面とは反対側の面がヒートシール面であることが好ましい。また、この場合、処理面側にPET、Ny、OPP、ALから選ばれる基材層を積層することが好ましい。基材層は、例えば、PET//AL//PET、PET//AL//Nyのように複数の基材を接着剤で貼り合わせたものでもよい。
本発明の積層体からなるレトルト食品用シーラントフィルムは、特に、110℃超~120℃未満の加熱加圧殺菌処理用途に好適に使用できる。
また、本発明の積層体からなるレトルト食品用シーラントフィルムは、処理面側に、PET//AL//PET、PET//AL//Nyを積層したのちに、液体の自動充てん機にて、縦ピロー包装する際にも、好適に用いることが可能である。具体的には、シール温度が可能な範囲(液漏れが確認されない)が広くなる。
(1)メルトフローレート(MFR):前述のように、MFRは、JIS K6922-2:1997附属書(190℃ 、21.18N荷重)に準拠して測定した。
(2)密度:前述のように、成分(A)、成分(B)、成分(C)、及び成分(D)の密度は、JIS K6922-2:1997附属書(低密度ポリエチレンの場合)に準拠して23℃で測定した。また、成分(E)の密度は、JIS K6922-2:1997附属書に準拠して23℃で測定した。
(3)α-オレフィン含有量:前述のように、α-オレフィンの含有量は、13C-NMR法によって計測した。
(4)Mw/Mn:前述のように、GPCにより測定した。
(5)融解ピーク:前述のように、DSCにより求めた。
(6)溶出ピーク温度:前述のように、TREFにより求めた。
以下のインフレーションフィルム製膜機(成形装置)を用いて、下記の成形条件で、表2に記載の配合で、インフレーションフィルムを成形し、評価した。
装置:空冷インフレーション成形装置(装置名:DIREX、メーカー:プラコー)
押出機スクリュー径:外層(第I層)/中間層(第II層)/内層(第III層)
=50mmφ/55mmφ/50mmφ
ダイ径:200mmφ
押出量:59kg/hr
ダイリップギャップ:3mm
引取速度:25m/分
ブローアップ比:2.0
成形樹脂温度:180℃
フィルム厚み:40μm
冷却リング:2段式風冷リング
コロナ処理有(初期濡れ張力:45dyn/cm以上)
積層体について、マルチコーター(装置型番:M500、メーカー:ヒラノテクシード)を活用し、二軸延伸ナイロン(ONy)とラミネートを行い、ドライラミネートフィルムを作製した。
構成:ONy//PEフィルム
ONy:ユニチカ製:ONM 厚み:15μm
接着剤: 東洋モートン製TM-570(ポリエステル系樹脂)
東洋モートン製CAT-RT37(ポリイソシアネート系)を使用
ドライラミネートフィルムを縦方向に二つ折りし、縦150mm×横50mmとなるように三方シールを行い、水道水20mlを充填したパウチを準備した。
シールは、インパルスシーラー(装置型番:P-300、メーカー:富士インパルス)で行った。
(1)ダートドロップインパクト(A法):JIS K7124に基づき、測定を行った。本開発では、耐衝撃性の目標値について、23℃×50%RHの環境下で、フィルムインパクトの値を160g以上とした。この条件を満たせば、従来の知見から低温流通時にも十分な耐衝撃性が得られる。
(2)ヘーズ
JIS K7136に基づき、測定した。
パウチについて、高温高圧調理殺菌試験機(装置型番:YRF-40・50EZ、発売:サクラエスアイ、製造:チヨダエレクトリック、方式:熱水シャワー式)を用いて、115℃加熱加圧殺菌処理を実施した。
これらのパウチについて、外観、シール層同士の融着有無、寸法安定性を評価した。
異常(皺、破袋など)が見られなかった場合を「○」、見られた場合を「×」とした。
融着が見られなかった場合を「○」、見られた場合を「×」とした。
パウチの処理前後でドライラミネートフィルムの縦方向の長さを比較した。縦方向の長さの変化が±10%以内であれば「○」、±10%を超える場合を「×」とした。
(1)成分(A):エチレン・α-オレフィン共重合体
成分(A)として、次の樹脂を用いた。表1に示す。
A-1:日本ポリエチレン社製ハーモレックス NF366A(MFR 1.5g/10min、密度 0.919g/cm3)
成分(B)として、次の樹脂を用いた。表1に示す。
B-1:日本ポリエチレン社製ノバテックLL UF943(MFR 2.1g/10min、密度 0.938g/cm3)
成分(C)として、次の樹脂を用いた。表1に示す。
C-1:日本ポリエチレン社製ハーモレックス NF444A(MFR 2.0g/10min、密度 0.912g/cm3)
C-2:日本ポリエチレン社製ハーモレックス NF395A(MFR 1.5g/10min、密度 0.935g/cm3)
成分(D)として、次の樹脂を用いた。表1に示す。
D-1:日本ポリエチレン社製ノバテックLD LF280(MFR 0.7g/10min、密度 0.928g/cm3)
(5)成分(E):高密度ポリエチレン
E-1:日本ポリエチレン社製ノバテックHD HY444(MFR 1.1g/10min、密度 0.956g/cm3)
E-1:日本ポリエチレン社製ノバテックHD HF560(MFR 7.0g/10min、密度 0.963g/cm3)

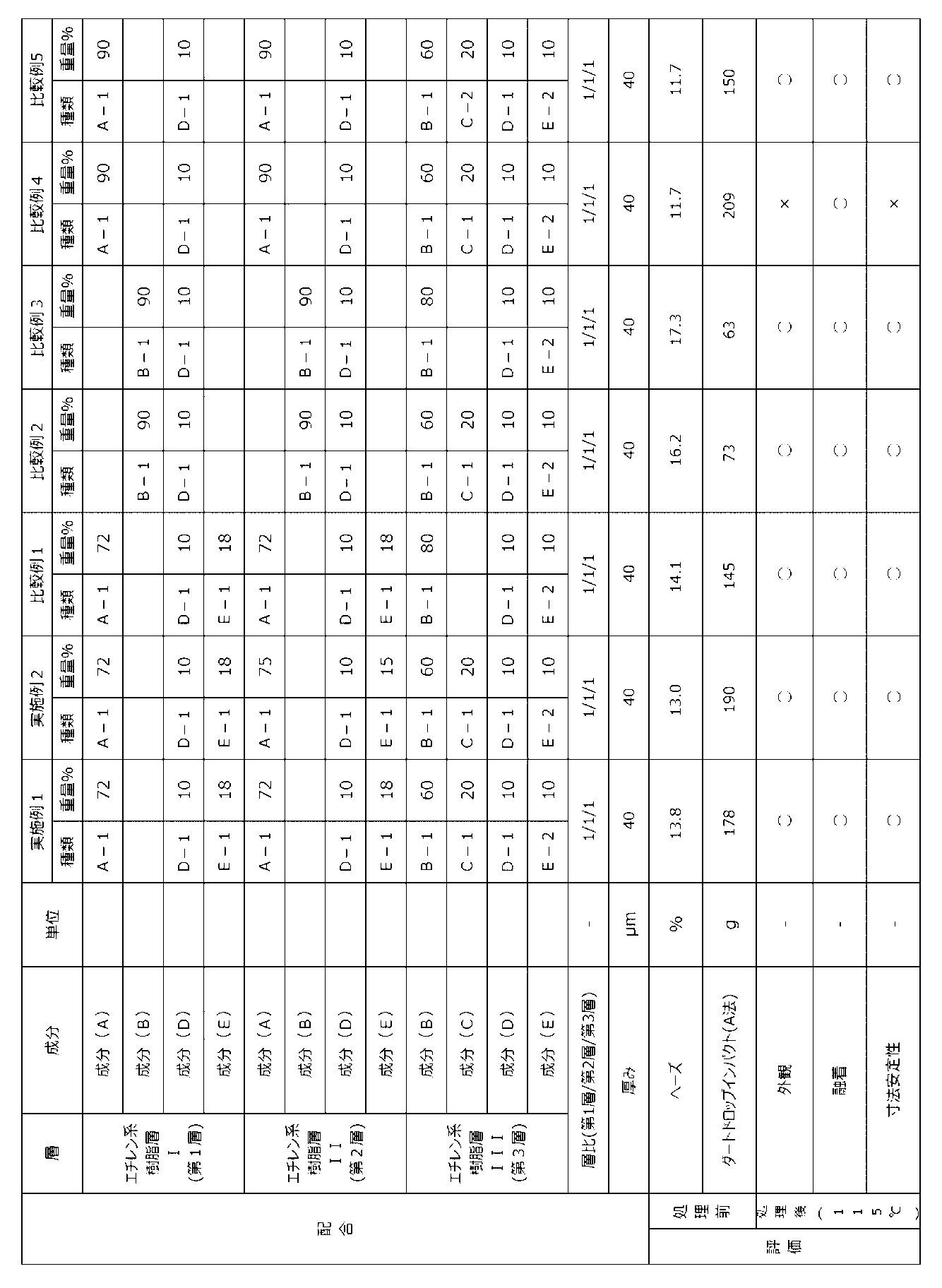
第1層に、(A-1)72重量%、(D-1)10重量%、(E-1)18重量%を配合したエチレン系樹脂層Iを用い、第2層には、(A-1)72重量%、(D-1)10重量%、(E-1)18重量%を配合したエチレン系樹脂層IIを用い、第3層には、(B-1)60重量%、(C-1)20重量%、(D-1)10重量%、(E-1)10重量%からなるエチレン系樹脂層IIIを用いた。
第1層と第2層に、スリップ剤が600ppmとなるように、添加した。また、第1層にアンチブロッキング剤が1600ppmとなるように添加した。いずれも、成形時にマスターバッチを用いて添加した。
マスターバッチは以下のものを用いた。
スリップ剤マスターバッチ
日本ポリエチレン社製カーネル KMB05S
スリップ剤5重量%のマスターバッチ
アンチブロッキング剤マスターバッチ
日本ポリエチレン社製カーネル KMB16F
アンチブロッキング剤16重量%のマスターバッチ
これら各層の樹脂材料を、上記プラコー社製3種3層空冷インフレーション成形機に各々セットし、上記条件で空冷インフレーション成形を行って、厚さ40μm(層比:第1層/第2層/第3層=1/1/1)の積層体を得て、評価を行った。さらに、パウチを作製し、評価を行った。結果を表2に示す。
第2層に、(A-1)75重量%、(D-1)10重量%、(E-1)15重量%を配合したこと以外は、実施例1と同様に積層体を得て、評価を行った。結果を表2に示す。
第3層に、(B-1)80重量%、(D-1)10重量%、(E-2)10重量%からなるエチレン系樹脂層IIIを用いたこと以外は、実施例1と同様に積層体を得て、評価を行った。結果を表2に示す。
このものは、ダートドロップインパクトが、目標の160gに満たなかった。
第1層に、(B-1)90重量%、(D-1)10重量%を配合したエチレン系樹脂層Iを用い、第2層に、(B-1)90重量%、(D-1)10重量%配合したエチレン系樹脂層IIを用いた以外は、実施例1と同様に積層体を得て、評価を行った。結果を表2に示す。
このものは、ダートドロップインパクトが、目標の160gに満たなかった。
第1層に、(B-1)90重量%、(D-1)10重量%を配合したエチレン系樹脂層Iを用い、第2層に、(B-1)90重量%、(D-1)10重量%を配合したエチレン系樹脂層IIを用い、第3層に、(B-1)80重量%、(D-1)10重量%、(E-2)10重量%からなるエチレン系樹脂層IIIを用いた。結果を表2に示す。
このものは、ダートドロップインパクトが、目標の160gに満たなかった。
第1層に、(A-1)90重量%、(D-1)10重量%を配合したエチレン系樹脂層Iを用い、第2層に、(A-1)90重量%、(D-1)10重量%を配合したエチレン系樹脂層IIを用いたこと以外は、実施例1と同様に積層体を得て、評価を行った。結果を表2に示す。
このものは、115℃加熱加圧滅菌処理後、異常(皺、破袋など)が見られ、寸法安定性が悪化した。
[比較例5]
第3層に、(B-1)60重量%、(C-2)20重量%、(D-1)10重量%、(E-2)10重量からなるエチレン系樹脂層IIIを用いたこと以外は、比較例4と同様に積層体を得て、評価を行った。結果を表2に示す。
このものは、ダートドロップインパクトが、目標の160gに満たなかった。
Claims (6)
- 少なくとも第1層、第2層および第3層をこの順に積層した積層体であって、第1層が下記成分(A)及び下記成分(E)を含むエチレン系樹脂層Iからなり、第2層が下記成分(A)及び下記成分(E)を含むエチレン系樹脂層IIからなり、第3層が、下記成分(B)50重量%以上、70重量%以下、下記成分(C)10重量%以上、30重量%以下、下記成分(D)10重量%以上、30重量%以下、及び下記成分(E)5重量%以上、30重量%以下を含有する(ただし、成分(B)、成分(C)、成分(D)及び成分(E)の合計量を100重量%とする。)エチレン系樹脂層IIIからなることを特徴とする積層体からなるレトルト食品用シーラントフィルム。
成分(A):下記(A-i)~(A-ii)の特性を有するエチレンと炭素数3~12のα-オレフィンとの共重合体
(A-i)メルトフローレート(190℃、21.18N荷重)が0.1g/10分以上、5.0g/10分以下
(A-ii)密度が0.915g/cm3以上、0.930g/cm3未満
成分(B):下記(B-i)~(B-ii)の特性を有するエチレンと炭素数3~12のα-オレフィンとの共重合体
(B-i)メルトフローレート(190℃、21.18N荷重)が0.1g/10分以上、5.0g/10分以下
(B-ii)密度が0.930g/cm3以上、0.950g/cm3未満
成分(C):下記(C-i)~(C-v)の特性を有するメタロセン触媒を用いて製造されたエチレンと炭素数3~12のα-オレフィンとの共重合体
(C-i)メルトフローレート(190℃、21.18N荷重)が0.1g/10分以上、5.0g/10分以下
(C-ii)密度が0.890g/cm3以上、0.925g/cm3以下
(C-iii)α-オレフィンの含有量が5重量%以上、40重量%以下
(C-iv)ゲルパーミエーションクロマトグラフィー(GPC)により求めた重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が1.0以上、4.0以下
(C-v)融解ピーク温度の最大値が115℃以上、130℃未満
成分(D):下記(D-i)~(D-ii)の特性を有する高圧法低密度ポリエチレン
(D-i)メルトフローレート(190℃、21.18N荷重)が0.1g/10分以上、5.0g/10分以下
(D-ii)密度が0.915g/cm3以上、0.935g/cm3以下
成分(E):下記(E-i)~(E-ii)の特性を有する高密度ポリエチレン
(E-i)メルトフローレート(190℃、21.18N荷重)が0.5g/10分以上、10g/10分以下
(E-ii)密度が0.950g/cm3以上、0.965g/cm3以下
- 前記第1層が、成分(A)65重量%以上、80重量%以下、及び成分(D)5重量%以上、20重量%以下、及び成分(E)15重量%以上、25重量%以下を含有する(ただし、成分(A)、成分(D)及び成分(E)の合計量を100重量%とする。)エチレン系樹脂層Iからなり、前記第2層が、成分(A)65重量%以上、80重量%以下、及び成分(D)5重量%以上、20重量%以下、及び成分(E)15重量%以上、25重量%以下を含有する(ただし、成分(A)、成分(D)及び成分(E)の合計量を100重量%とする。)エチレン系樹脂層IIからなり、前記第3層が、成分(B)50重量%以上、65重量%以下、成分(C)15重量%以上、25重量%以下、成分(D)10重量%以上、20重量%以下、及び成分(E)5重量%以上、15重量%以下を含有する(ただし、成分(B)、成分(C)、成分(D)及び成分(E)の合計量を100重量%とする。)エチレン系樹脂層IIIからなることを特徴とする請求項1に記載のレトルト食品用シーラントフィルム。
- 前記成分(C)が下記(C-vi)の特性を有するエチレンと炭素数3~12のα-オレフィン共重合体であることを特徴とする請求項1又は2に記載のレトルト食品用シーラントフィルム。
(C-vi)溶出曲線において、溶出ピーク温度の最大値が60℃以上90℃以下 - 前記第1層について第2層側の面とは反対側の面に、成形時にコロナ処理を施した処理面があり、前記第3層について、第2層側の面とは反対側の面をヒートシール面とした、請求項1~3のいずれか1項に記載のレトルト食品用シーラントフィルム。
- 請求項4に記載のレトルト食品用シーラントフィルムの前記処理面側にPET、Ny、OPP、ALから選ばれる基材層を積層したレトルト食品用シーラントフィルム。
- 請求項5に記載のレトルト食品用シーラントフィルムを使用したパウチ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020040240A JP7380345B2 (ja) | 2020-03-09 | 2020-03-09 | レトルト食品用シーラントフィルム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020040240A JP7380345B2 (ja) | 2020-03-09 | 2020-03-09 | レトルト食品用シーラントフィルム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021138118A JP2021138118A (ja) | 2021-09-16 |
| JP7380345B2 true JP7380345B2 (ja) | 2023-11-15 |
Family
ID=77667837
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020040240A Active JP7380345B2 (ja) | 2020-03-09 | 2020-03-09 | レトルト食品用シーラントフィルム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7380345B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003237002A (ja) | 2001-01-15 | 2003-08-26 | Showa Denko Plastic Products Co Ltd | 積層体及び容器 |
| WO2004089626A1 (ja) | 2003-04-03 | 2004-10-21 | Mitsui Chemicals, Inc. | 包装用フィルム |
| JP2019131270A (ja) | 2018-02-02 | 2019-08-08 | 日本ポリエチレン株式会社 | レトルト食品用シーラントフィルム |
| JP2019131271A (ja) | 2018-02-02 | 2019-08-08 | 日本ポリエチレン株式会社 | レトルト食品用シーラントフィルム |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3091069B2 (ja) * | 1992-12-28 | 2000-09-25 | 三井化学株式会社 | 樹脂積層体およびその用途 |
-
2020
- 2020-03-09 JP JP2020040240A patent/JP7380345B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003237002A (ja) | 2001-01-15 | 2003-08-26 | Showa Denko Plastic Products Co Ltd | 積層体及び容器 |
| WO2004089626A1 (ja) | 2003-04-03 | 2004-10-21 | Mitsui Chemicals, Inc. | 包装用フィルム |
| JP2019131270A (ja) | 2018-02-02 | 2019-08-08 | 日本ポリエチレン株式会社 | レトルト食品用シーラントフィルム |
| JP2019131271A (ja) | 2018-02-02 | 2019-08-08 | 日本ポリエチレン株式会社 | レトルト食品用シーラントフィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021138118A (ja) | 2021-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107848680B (zh) | 蒸煮包装用聚丙烯系密封膜及使用其的层叠体 | |
| JP5276323B2 (ja) | ポリプロピレン樹脂組成物、フィルムまたはシート、該フィルムまたはシートから得られる延伸フィルム、積層体および該積層体から得られる延伸フィルム | |
| US20130095335A1 (en) | Film Composition for Controlled Peelable Seal Film | |
| JP7766996B2 (ja) | 食品用包装フィルムおよび食品用包装体 | |
| CN110505960B (zh) | 双轴取向聚丙烯系树脂薄膜 | |
| JP6454171B2 (ja) | 二軸延伸エチレン重合体多層フィルム | |
| JP7091679B2 (ja) | レトルト食品用シーラントフィルム | |
| JP2023010777A (ja) | 食品用包装フィルムおよび食品用包装体 | |
| CN114302807B (zh) | 多层膜和包含多层膜的制品 | |
| JP2019006461A (ja) | 食品用包装フィルムおよび食品用包装体 | |
| JP6005580B2 (ja) | ポリエチレン系多層フィルム | |
| TWI795471B (zh) | 具有無光澤表面及改良之密封效能之基於聚烯烴之薄膜 | |
| JP7091680B2 (ja) | レトルト食品用シーラントフィルム | |
| JP7380346B2 (ja) | レトルト食品用シーラントフィルム | |
| JP7044565B2 (ja) | 樹脂組成物およびその用途 | |
| JP6504225B2 (ja) | シーラントフィルム、並びにそれを用いた包装材及び包装袋 | |
| JP7380345B2 (ja) | レトルト食品用シーラントフィルム | |
| JP6485151B2 (ja) | 医療用袋 | |
| JP2019147381A (ja) | シーラントフィルム、並びにそれを用いた包装材及び包装袋 | |
| JP7575291B2 (ja) | 無延伸ポリプロピレン系フィルム | |
| JP4495608B2 (ja) | オーバーラップ包装用フィルム | |
| JP6771809B2 (ja) | 医療用袋 | |
| JP7537088B2 (ja) | 易引裂性低光沢フィルム及びこれを用いた包装袋及びシート | |
| JP7671176B2 (ja) | 樹脂組成物およびその用途 | |
| JP2025085240A (ja) | 二軸延伸ポリエチレンフィルム、包装材および包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221227 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230929 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231016 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7380345 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |