JP7361054B2 - 二次電池及びその製造方法 - Google Patents
二次電池及びその製造方法 Download PDFInfo
- Publication number
- JP7361054B2 JP7361054B2 JP2020569447A JP2020569447A JP7361054B2 JP 7361054 B2 JP7361054 B2 JP 7361054B2 JP 2020569447 A JP2020569447 A JP 2020569447A JP 2020569447 A JP2020569447 A JP 2020569447A JP 7361054 B2 JP7361054 B2 JP 7361054B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- current collector
- negative electrode
- copper
- electrode current
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 41
- 229910052802 copper Inorganic materials 0.000 claims description 41
- 239000010949 copper Substances 0.000 claims description 41
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 31
- 238000000034 method Methods 0.000 claims description 19
- 230000003647 oxidation Effects 0.000 claims description 17
- 238000007254 oxidation reaction Methods 0.000 claims description 17
- 238000005304 joining Methods 0.000 claims description 9
- 239000005749 Copper compound Substances 0.000 claims description 6
- 150000001880 copper compounds Chemical class 0.000 claims description 6
- 239000007800 oxidant agent Substances 0.000 claims description 6
- WCUXLLCKKVVCTQ-UHFFFAOYSA-M Potassium chloride Chemical compound [Cl-].[K+] WCUXLLCKKVVCTQ-UHFFFAOYSA-M 0.000 claims description 4
- QTMDXZNDVAMKGV-UHFFFAOYSA-L copper(ii) bromide Chemical compound [Cu+2].[Br-].[Br-] QTMDXZNDVAMKGV-UHFFFAOYSA-L 0.000 claims description 4
- 239000007772 electrode material Substances 0.000 claims description 4
- AMXOYNBUYSYVKV-UHFFFAOYSA-M lithium bromide Chemical compound [Li+].[Br-] AMXOYNBUYSYVKV-UHFFFAOYSA-M 0.000 claims description 4
- KWGKDLIKAYFUFQ-UHFFFAOYSA-M lithium chloride Chemical compound [Li+].[Cl-] KWGKDLIKAYFUFQ-UHFFFAOYSA-M 0.000 claims description 4
- 230000001590 oxidative effect Effects 0.000 claims description 4
- IOLCXVTUBQKXJR-UHFFFAOYSA-M potassium bromide Chemical compound [K+].[Br-] IOLCXVTUBQKXJR-UHFFFAOYSA-M 0.000 claims description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 3
- 229910052760 oxygen Inorganic materials 0.000 claims description 3
- 239000001301 oxygen Substances 0.000 claims description 3
- 229910021589 Copper(I) bromide Inorganic materials 0.000 claims description 2
- 229910021591 Copper(I) chloride Inorganic materials 0.000 claims description 2
- 229910021590 Copper(II) bromide Inorganic materials 0.000 claims description 2
- 229910021592 Copper(II) chloride Inorganic materials 0.000 claims description 2
- OXBLHERUFWYNTN-UHFFFAOYSA-M copper(I) chloride Chemical compound [Cu]Cl OXBLHERUFWYNTN-UHFFFAOYSA-M 0.000 claims description 2
- ORTQZVOHEJQUHG-UHFFFAOYSA-L copper(II) chloride Chemical compound Cl[Cu]Cl ORTQZVOHEJQUHG-UHFFFAOYSA-L 0.000 claims description 2
- 238000007664 blowing Methods 0.000 claims 1
- 238000007789 sealing Methods 0.000 description 42
- 229910052751 metal Inorganic materials 0.000 description 18
- 239000002184 metal Substances 0.000 description 17
- 238000012986 modification Methods 0.000 description 15
- 230000004048 modification Effects 0.000 description 15
- 238000003780 insertion Methods 0.000 description 10
- 230000037431 insertion Effects 0.000 description 10
- 238000010586 diagram Methods 0.000 description 9
- 239000003792 electrolyte Substances 0.000 description 9
- 239000007773 negative electrode material Substances 0.000 description 8
- 239000007774 positive electrode material Substances 0.000 description 7
- 239000011347 resin Substances 0.000 description 7
- 229920005989 resin Polymers 0.000 description 7
- 229910000838 Al alloy Inorganic materials 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 239000011230 binding agent Substances 0.000 description 6
- 210000001787 dendrite Anatomy 0.000 description 5
- -1 lithium transition metal Chemical class 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 239000002923 metal particle Substances 0.000 description 3
- 239000003575 carbonaceous material Substances 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 239000008151 electrolyte solution Substances 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 239000011255 nonaqueous electrolyte Substances 0.000 description 2
- 239000007790 solid phase Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000011149 active material Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910003481 amorphous carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000009421 internal insulation Methods 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002905 metal composite material Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000002210 silicon-based material Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images














Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/661—Metal or alloys, e.g. alloy coatings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/42—Methods or arrangements for servicing or maintenance of secondary cells or secondary half-cells
- H01M10/4235—Safety or regulating additives or arrangements in electrodes, separators or electrolyte
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/043—Processes of manufacture in general involving compressing or compaction
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/661—Metal or alloys, e.g. alloy coatings
- H01M4/662—Alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/103—Primary casings; Jackets or wrappings characterised by their shape or physical structure prismatic or rectangular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/533—Electrode connections inside a battery casing characterised by the shape of the leads or tabs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/534—Electrode connections inside a battery casing characterised by the material of the leads or tabs
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Secondary Cells (AREA)
Description
第1電極板と、
前記第1電極板と極性の異なる第2電極板と、
前記第1電極板と前記第2電極板を含む電極体と、
前記第1電極板に電気的に接続された銅又は銅合金製の第1電極集電体と、を備え、
前記第1電極板は、銅又は銅合金製の第1電極芯体と、前記第1電極芯体上に形成された第1電極活物質層を有し、
前記電極体は、前記第1電極芯体が積層された前記第1電極芯体積層部を有し、
前記第1電極芯体積層部が前記第1電極集電体に接合された二次電池の製造方法であって、
前記第1電極芯体積層部と前記第1電極集電体をホーンとアンビルで挟み込み、前記アンビルが前記第1電極集電体と接する状態で、前記第1電極芯体積層部と前記第1電極集電体を超音波接合して接合部を形成する接合工程と、
前記接合工程において前記第1電極集電体において前記アンビルと接していた部分を酸化させる酸化処理工程と、
を有する。
第1電極板と、
前記第1電極板と極性の異なる第2電極板と、
前記第1電極板と前記第2電極板を含む電極体と、
前記第1電極板に電気的に接続された銅又は銅合金製の第1電極集電体と、を備え、
前記第1電極板は、銅又は銅合金製の第1電極芯体と、前記第1電極芯体上に形成された第1電極活物質層を有し、
前記電極体は、前記第1電極芯体が積層された前記第1電極芯体積層部を有し、
前記第1電極芯体積層部が前記第1電極集電体に接合された二次電池であって、
前記第1電極集電体において、前記第1電極芯体積層部が接合された面と反対側の面には凹凸形成部が形成され、
前記凹凸形成部の表面には、2価の銅を含む銅化合物からなる層が形成され、
前記2価の銅を含む銅化合物からなる層の厚みは、前記第1電極集電体において前記凹凸形成部から離れた位置にある部分の表面に形成された酸化膜よりも厚みの大きい二次電池。
負極端子9は、封口板2よりも電池外部側に配置される鍔部9aと、鍔部9aの一方の面に形成された挿入部(図示省略)を有する。挿入部が封口板2に設けられた負極端子取り付け孔(図示省略)を貫通し、負極集電体8に接続される。
負極集電体8は、封口板2と電極体3の間に配置されるベース部8aと、ベース部8aの端部から電極体3側に延びるリード部8bを有する。ベース部8aに負極端子9が接続されている。リード部8bが負極芯体積層部50に接合されている。リード部8bの幅方向の端部にはリブ8cが設けられている。なお、リブ8cを省略することもできる。
以下に、正極集電体6、正極端子7、負極集電体8及び負極端子9の封口板2への取り付け方法を説明する。
まず、封口板2に設けられた正極端子取り付け孔(図示省略)の周囲において、封口板2の電池外部側に外部側絶縁部材11を配置し、封口板2の内面側に内部側絶縁部材10及び正極集電体6のベース部6aを配置する。次に、正極端子7の挿入部を電池外部側から、外部側絶縁部材11の貫通孔、封口板2の正極端子取り付け孔、内部側絶縁部材10の貫通孔及びベース部6aの貫通孔に挿入し、正極端子7の挿入部の先端側をベース部6a上にカシメる。これにより、正極端子7、外部側絶縁部材11、封口板2、内部側絶縁部材10及び正極集電体6が一体的に固定される。なお、正極端子7の挿入部の先端のカシメられた部分をベース部6aに溶接してもよい。
封口板2に取り付けられた正極集電体6と正極芯体積層部40を接合し、封口板2に取り付けられた負極集電体8と負極芯体積層部50を接合する。そして、電極体3を絶縁シート14で覆い、絶縁シート14で覆われた電極体3を角形外装体1に挿入する。そして、封口板2を角形外装体1にレーザー溶接により溶接し、角形外装体1の開口を封口板2で封口する。封口板2の電解質注液孔16から非水電解質を電池ケース200内に注入した後、電解質注液孔16を封止部材17で封止する。これにより角形二次電池100となる。
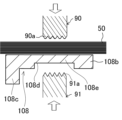
図4に示すように、負極集電体8のリード部8bの一方の面側に負極芯体積層部50を配置する。そして、ホーン90とアンビル91で、負極芯体積層部50とリード部8bを挟み込む。ホーン90は先端に複数のホーン突起90aを有する。そして、ホーン突起90aが負極芯体積層部50と接するようにする。アンビル91は先端に複数のアンビル突起91aを有する。そして、アンビル突起91aがリード部8bと接するようにする。
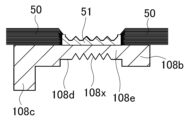
酸化処理により形成された酸化膜8yの厚みは、酸化処理が行われていない部分の表面に存在する自然酸化膜の厚みの2倍以上であることが好ましく、5倍以上であることがより好ましく、10倍以上であることが更に好ましい。図8(b)は、図10におけるVIIIb-VIIIbの断面図である。
図11~16に、変形例1に係る負極集電体と負極芯体積層部の接合形態を示す。変形例1では、上述の実施形態とは負極集電体のリード部の形状が異なる。変形例1に係る負極集電体108では、リード部108bにおいて負極芯体積層部50と対向する面とは反対側の面に凹部108dが設けられている。これにより、リード部108bに薄肉部108eが形成されている。負極集電体108は、リード部108bの幅方向の端部にリブ108cを有する。
上述の実施形態及び変形例1では凹凸形成部にエネルギー線を照射する例を示したが、他の方法で凹凸形成部の表面を酸化処理してもよい。例えば、実施形態における凹凸形成部8x、変形例1における凹凸形成部108xの表面に酸化剤を接触させることにより凹凸形成部8x、凹凸形成部108xの表面を酸化することも考えられる。例えば、凹凸形成部8xや凹凸形成部108xに酸化剤を塗布又は吹き付けることができる。
上述の実施形態及び変形例1では凹凸形成部にエネルギー線を照射する例を示したが、他の方法で凹凸形成部の表面を酸化処理してもよい。例えば、実施形態における凹凸形成部8x、変形例1における凹凸形成部108xの表面を、酸素を含有する雰囲気下で所定時間加熱することが考えられる。例えば、80~120℃で5~200分間、凹凸形成部108xの表面を加熱することが考えられる。なお、この際、電極体3を構成するセパレータ等に悪影響を及ぼさないように、凹凸形成部108xの表面近傍を局所的に加熱することが好ましい。
集電体と芯体積層部を超音波接合する際の条件は、特に限定されないが、例えば、ホーン荷重を1000N~2500N(100kgf~250kgf)、周波数を19kHz~30kHz、接合時間を200ms~500msに設定して超音波接合を行ってもよい。また、周波数が20kHzの場合、ホーン振幅を最大振幅(例えば50μm)の50%~90%としてもよい。芯体積層部に超音波振動が加えられることにより、芯体積層部を構成する芯体の各表面、集電体の表面の酸化膜が摩擦によって取り除かれ、芯体同士が固相接合されると共に、芯体と集電体が固相接合される。
芯体積層部と集電体を超音波接合した後、酸化処理を行う前に、凹凸形成部をブローないし吸引することにより、凹凸形成部に付着した金属小片を可能な限り除去することが好ましい。
上述の実施形態では、二次電池として、偏平状の巻回電極体を有する角形二次電池を例示したが、セパレータを挟んで正極板と負極板とが交互に複数枚積層された積層型の電極体であってもよい。また、電極体における封口板側の端部に正極芯体積層部と負極芯体積層部が配置される構成であってもよい。
200・・・電池ケース
1・・・角形外装体 2・・・封口板
3・・・電極体
4・・・正極板
4a・・・正極芯体
4b・・・正極活物質層
5・・・負極板
5a・・・負極芯体
5b・・・負極活物質層
6・・・正極集電体
6a・・・ベース部
6b・・・リード部
6c・・・リブ
6x・・・凹凸形成部
7・・・正極端子
7a・・・鍔部
8・・・負極集電体
8a・・・ベース部
8b・・・リード部
8c・・・リブ
8x・・・凹凸形成部
8y・・・酸化膜
9・・・負極端子
9a・・・鍔部
10・・・内部側絶縁部材
11・・・外部側絶縁部材
12・・・内部側絶縁部材
13・・・外部側絶縁部材
14・・・絶縁シート
15・・・ガス排出弁
16・・・電解質注液孔
17・・・封止部材
50・・・負極芯体積層部
51・・・接合部
51x・・・芯体側凹凸形成部
90・・・ホーン
90a・・・ホーン突起
91・・・アンビル
91a・・・アンビル突起
108・・・負極集電体
108b・・・リード部
108c・・・リブ
108d・・・凹部
108e・・・薄肉部
108x・・・凹凸形成部
108y・・・酸化膜
Claims (8)
- 第1電極板と、
前記第1電極板と極性の異なる第2電極板と、
前記第1電極板と前記第2電極板を含む電極体と、
前記第1電極板に電気的に接続された銅又は銅合金製の第1電極集電体と、を備え、
前記第1電極板は、銅又は銅合金製の第1電極芯体と、前記第1電極芯体上に形成された第1電極活物質層を有し、
前記電極体は、前記第1電極芯体が積層された第1電極芯体積層部を有し、
前記第1電極芯体積層部が前記第1電極集電体に接合された二次電池の製造方法であって、
前記第1電極芯体積層部と前記第1電極集電体をホーンとアンビルで挟み込み、前記アンビルが前記第1電極集電体と接する状態で、前記第1電極芯体積層部と前記第1電極集電体を超音波接合して接合部を形成する接合工程と、
前記接合工程において前記第1電極集電体において前記アンビルと接していた部分を酸化させる酸化処理工程と、
を有する二次電池の製造方法。 - 前記酸化処理工程において、前記第1電極集電体において前記アンビルと接していた部分にエネルギー線を照射する請求項1に記載の二次電池の製造方法。
- 前記酸化処理工程において、前記第1電極集電体において前記アンビルと接していた部分に酸化剤を接触させる請求項1に記載の二次電池の製造方法。
- 前記酸化剤は、KBr、KCl、LiBr、LiCl、CuBr、CuBr2、CuCl及びCuCl2からなる群から選択される少なくとも一つである請求項3に記載の二次電池の製造方法。
- 前記酸化処理工程において、前記第1電極集電体において前記アンビルと接していた部分を、酸素を含有する雰囲気下で加熱する請求項1に記載の二次電池の製造方法。
- 前記接合工程と前記酸化処理工程の間に、前記第1電極集電体において前記アンビルと接していた部分をブローないし吸引する工程を有する請求項1~5のいずれかに記載の二次電池の製造方法。
- 第1電極板と、
前記第1電極板と極性の異なる第2電極板と、
前記第1電極板と前記第2電極板を含む電極体と、
前記第1電極板に電気的に接続された銅又は銅合金製の第1電極集電体と、を備え、
前記第1電極板は、銅又は銅合金製の第1電極芯体と、前記第1電極芯体上に形成された第1電極活物質層を有し、
前記電極体は、前記第1電極芯体が積層された第1電極芯体積層部を有し、
前記第1電極芯体積層部が前記第1電極集電体に接合された二次電池であって、
前記第1電極集電体において、前記第1電極芯体積層部が接合された面と反対側の面には凹凸形成部が形成され、
前記凹凸形成部の表面には、2価の銅を含む銅化合物からなる層が形成され、
前記2価の銅を含む銅化合物からなる層の厚みは、前記第1電極集電体において前記凹凸形成部から離れた位置にある部分の表面に形成された酸化膜よりも厚みの大きい二次電池。 - 前記2価の銅を含む銅化合物からなる層の厚みは、前記第1電極集電体において前記凹凸形成部から離れた位置にある部分の表面に形成された酸化膜の厚みの2倍以上である請求項7に記載の二次電池。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019012633 | 2019-01-29 | ||
| JP2019012633 | 2019-01-29 | ||
| PCT/JP2019/050460 WO2020158255A1 (ja) | 2019-01-29 | 2019-12-24 | 二次電池及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2020158255A1 JPWO2020158255A1 (ja) | 2021-12-02 |
| JP7361054B2 true JP7361054B2 (ja) | 2023-10-13 |
Family
ID=71840853
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020569447A Active JP7361054B2 (ja) | 2019-01-29 | 2019-12-24 | 二次電池及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11769936B2 (ja) |
| JP (1) | JP7361054B2 (ja) |
| CN (1) | CN113348573A (ja) |
| WO (1) | WO2020158255A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003272598A (ja) | 2002-03-13 | 2003-09-26 | Matsushita Electric Ind Co Ltd | 非水電解液電池およびその製造方法 |
| JP2012164470A (ja) | 2011-02-04 | 2012-08-30 | Sanyo Electric Co Ltd | 積層式電池およびその製造方法 |
| WO2013031937A1 (ja) | 2011-08-31 | 2013-03-07 | Necエナジーデバイス株式会社 | リチウムイオン二次電池 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102027619B (zh) * | 2008-06-25 | 2014-02-05 | 松下电器产业株式会社 | 非水电解质二次电池用电极结构体、其制造方法及非水电解质二次电池 |
| JP2012125801A (ja) * | 2010-12-15 | 2012-07-05 | Nissan Motor Co Ltd | 超音波接合装置 |
| KR20140022531A (ko) * | 2012-08-14 | 2014-02-25 | 주식회사 엘지화학 | 전극조립체 및 이를 포함하는 전기화학소자 및 그 제조방법 |
| JP2014212012A (ja) * | 2013-04-18 | 2014-11-13 | トヨタ自動車株式会社 | 二次電池の製造方法および二次電池 |
| WO2015046537A1 (ja) * | 2013-09-30 | 2015-04-02 | 日本電気株式会社 | リチウムイオン二次電池およびその製造方法 |
| KR101960581B1 (ko) * | 2014-03-27 | 2019-03-20 | 닛산 지도우샤 가부시키가이샤 | 비수전해질 이차 전지 |
-
2019
- 2019-12-24 CN CN201980090266.0A patent/CN113348573A/zh active Pending
- 2019-12-24 JP JP2020569447A patent/JP7361054B2/ja active Active
- 2019-12-24 WO PCT/JP2019/050460 patent/WO2020158255A1/ja active Application Filing
- 2019-12-24 US US17/424,268 patent/US11769936B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003272598A (ja) | 2002-03-13 | 2003-09-26 | Matsushita Electric Ind Co Ltd | 非水電解液電池およびその製造方法 |
| JP2012164470A (ja) | 2011-02-04 | 2012-08-30 | Sanyo Electric Co Ltd | 積層式電池およびその製造方法 |
| WO2013031937A1 (ja) | 2011-08-31 | 2013-03-07 | Necエナジーデバイス株式会社 | リチウムイオン二次電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020158255A1 (ja) | 2020-08-06 |
| US11769936B2 (en) | 2023-09-26 |
| CN113348573A (zh) | 2021-09-03 |
| US20220094024A1 (en) | 2022-03-24 |
| JPWO2020158255A1 (ja) | 2021-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10062873B2 (en) | Secondary battery and battery pack using the same | |
| US20100155378A1 (en) | Battery Manufacturing | |
| JP7229027B2 (ja) | 二次電池及びその製造方法 | |
| JP7027790B2 (ja) | 二次電池の製造方法 | |
| US11539082B2 (en) | Secondary battery | |
| JP3825706B2 (ja) | 二次電池 | |
| US10873068B2 (en) | Secondary battery and method for manufacturing the same | |
| JPWO2020129881A1 (ja) | 角形二次電池 | |
| JP6641842B2 (ja) | 角形二次電池 | |
| JP2011060644A (ja) | 密閉型電池およびその製造方法 | |
| WO2020130001A1 (ja) | 二次電池用の電極板及びそれを用いた二次電池 | |
| JP7361054B2 (ja) | 二次電池及びその製造方法 | |
| US20190088977A1 (en) | Method for manufacturing secondary battery | |
| US11978895B2 (en) | Secondary battery electrode plate comprising a protrusion and secondary battery using the same | |
| US20220052425A1 (en) | Electrode plate for secondary cell, and secondary cell using same | |
| US11539083B2 (en) | Secondary battery | |
| JP7353302B2 (ja) | 二次電池 | |
| JP2020119875A (ja) | 二次電池及びその製造方法 | |
| US20220029167A1 (en) | Secondary battery electrode plate and secondary battery using same | |
| WO2020137715A1 (ja) | 電極板及びそれを用いた二次電池 | |
| JP2020119873A (ja) | 二次電池の製造方法 | |
| CN114207885A (zh) | 电池 | |
| JP2006286290A (ja) | 電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230606 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230711 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230926 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231002 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7361054 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |