JP7321682B2 - Food packaging film and food package - Google Patents
Food packaging film and food package Download PDFInfo
- Publication number
- JP7321682B2 JP7321682B2 JP2018129071A JP2018129071A JP7321682B2 JP 7321682 B2 JP7321682 B2 JP 7321682B2 JP 2018129071 A JP2018129071 A JP 2018129071A JP 2018129071 A JP2018129071 A JP 2018129071A JP 7321682 B2 JP7321682 B2 JP 7321682B2
- Authority
- JP
- Japan
- Prior art keywords
- food packaging
- propylene
- packaging film
- based polymer
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Description
本発明は、食品用包装フィルムおよび食品用包装体に関する。 TECHNICAL FIELD The present invention relates to food packaging films and food packages.
二軸延伸ポリプロピレンフィルム(以下、OPPフィルムとも呼ぶ。)は、加工性、水蒸気バリア性、透明性、機械的強度および剛性等の性能バランスに優れており、食品を包装するための包装フィルムとして用いられている。 Biaxially oriented polypropylene film (hereinafter also referred to as OPP film) has an excellent balance of performance such as processability, water vapor barrier property, transparency, mechanical strength and rigidity, and is used as a packaging film for packaging food. It is
このようなOPPフィルムを用いた食品用包装フィルムに関する技術としては、例えば、特許文献1(特開2008-73926号公報)および特許文献2(特開2004-82499号公報)に記載のものが挙げられる。 Technologies related to food packaging films using such OPP films include, for example, those described in Patent Document 1 (Japanese Patent Application Laid-Open No. 2008-73926) and Patent Document 2 (Japanese Patent Application Laid-Open No. 2004-82499). be done.
特許文献1にはプロピレン単独重合体(A)75~90重量%及び粘着付与剤(D)25~10重量%を含むプロピレン重合体組成物からなる二軸延伸フィルムの片面に、融点が155℃以上のプロピレン系重合体(B)からなる層を介して融点が125~145℃の範囲のプロピレン・α-オレフィンランダム共重合体(C)からなる層を有し、上記二軸延伸フィルムの他の片面に、プロピレン系重合体(E)からなる層を有してなることを特徴とする二軸延伸多層ポリプロピレンフィルムが記載されている。
特許文献1には、上記のような構成を有する二軸延伸多層ポリプロピレンフィルムは石油樹脂等のフィルム表面への滲み出しを抑制でき、ラミネート強度および防湿性に優れると記載されている。
Patent Document 1 describes a biaxially stretched film made of a propylene polymer composition containing 75 to 90% by weight of a propylene homopolymer (A) and 25 to 10% by weight of a tackifier (D). A layer comprising a propylene/α-olefin random copolymer (C) having a melting point in the range of 125 to 145° C. is interposed between the layers comprising the above propylene-based polymer (B), and in addition to the above biaxially stretched film describes a biaxially oriented multilayer polypropylene film characterized by having a layer comprising a propylene-based polymer (E) on one side.
Patent Literature 1 describes that the biaxially oriented multilayer polypropylene film having the structure described above can suppress exudation of petroleum resin or the like onto the film surface and is excellent in lamination strength and moisture resistance.
特許文献2には、高結晶化樹脂を10~40重量%と石油樹脂を6~15重量%とを含有してなる二軸延伸ポリプロピレン系樹脂層の少なくとも一方の面に接着剤層を介して、ポリビニルアルコール系樹脂層をさらに有してなる多層樹脂フィルムであって、相対湿度85%RH、温度23℃における酸素透過度が600mL/m2・day・MPa以下であり、かつ相対湿度90%RH、温度40℃における水蒸気透過度が3.5g/m2・day・20μm以下であることを特徴とする多層樹脂フィルムが記載されている。
特許文献2には、上記のような構成を有する多層樹脂フィルムは優れた酸素ガスバリア性及び防湿性を有すると記載されている。
In Patent Document 2, an adhesive layer is applied to at least one surface of a biaxially oriented polypropylene resin layer containing 10 to 40% by weight of a highly crystalline resin and 6 to 15% by weight of a petroleum resin. , a multilayer resin film further having a polyvinyl alcohol-based resin layer, wherein the oxygen permeability at a relative humidity of 85% RH and a temperature of 23 ° C. is 600 mL / m 2 day MPa or less, and the relative humidity is 90% A multilayer resin film characterized by having a water vapor transmission rate of 3.5 g/m 2 ·day·20 µm or less at RH and a temperature of 40°C is described.
Patent Document 2 describes that the multilayer resin film having the structure described above has excellent oxygen gas barrier properties and moisture resistance.
OPPフィルムには、環境負荷削減の観点から、水蒸気バリア性のさらなる向上が求められている。水蒸気バリア性が向上すると、OPPフィルムの厚みを薄くできるため、プロピレン系重合体の使用量を低減でき、環境負荷を削減することが可能である。
ここで、本発明者らの検討によれば、OPPフィルムを構成するプロピレン系重合体として、高結晶性プロピレン系重合体を使用すると、OPPフィルムの水蒸気バリア性を向上させることができることを知見した。しかしながら、このような高結晶性プロピレン系重合体を使用すると、延伸ムラが生じ易く、二軸延伸工程の後に得られるOPPフィルムの厚みムラが大きくなる場合があることが明らかになった。
このように、本発明者は、OPPフィルムにおいて水蒸気バリア性および厚みムラの間には、トレードオフの関係があることを知見した。言い換えれば、本発明者は、OPPフィルムには、水蒸気バリア性向上および厚みムラ抑制の両方をバランスよく向上させるという観点において、改善の余地があることを見出した。
OPP films are required to have further improved water vapor barrier properties from the viewpoint of reducing environmental impact. When the water vapor barrier property is improved, the thickness of the OPP film can be reduced, so the amount of propylene-based polymer used can be reduced, and the environmental load can be reduced.
Here, according to the studies of the present inventors, it was found that the use of a highly crystalline propylene-based polymer as the propylene-based polymer constituting the OPP film can improve the water vapor barrier properties of the OPP film. . However, it has become clear that the use of such a highly crystalline propylene-based polymer tends to cause stretching unevenness, and the thickness unevenness of the OPP film obtained after the biaxial stretching step may increase.
Thus, the inventors have found that there is a trade-off relationship between the water vapor barrier property and the thickness unevenness in the OPP film. In other words, the present inventors have found that the OPP film has room for improvement in terms of improving both the improved water vapor barrier property and the suppression of thickness unevenness in a well-balanced manner.
本発明は上記事情に鑑みてなされたものであり、厚みムラが小さく、水蒸気バリア性が向上した食品用包装フィルムを提供するものである。 SUMMARY OF THE INVENTION The present invention has been made in view of the above circumstances, and provides a food packaging film having reduced unevenness in thickness and improved water vapor barrier properties.
本発明者らは上記課題を解決するために鋭意検討した。その結果、二軸延伸フィルム層を構成するプロピレン系重合体として、DSC測定による融点が130℃以上162℃以下の範囲にある第1プロピレン系重合体と、DSC測定による融点が162℃超え180℃以下の範囲にある第2プロピレン系重合体と、を併用することによって、厚みムラが小さく、水蒸気バリア性が向上した食品用包装フィルムが得られることを見出し、本発明に至った。 The present inventors have made intensive studies to solve the above problems. As a result, as the propylene-based polymer constituting the biaxially stretched film layer, a first propylene-based polymer having a melting point measured by DSC in the range of 130°C to 162°C and a melting point measured by DSC of 162°C to 180°C were found. The present inventors have found that a food packaging film with reduced thickness unevenness and improved water vapor barrier properties can be obtained by using a second propylene-based polymer within the following range in combination, leading to the present invention.
すなわち、本発明によれば、以下に示す食品用包装フィルムおよび食品用包装体が提供される。 That is, according to the present invention, the following food packaging film and food package are provided.
[1]
食品を包装するためのフィルムであって、
プロピレン系重合体を含む二軸延伸フィルム層を備え、
上記プロピレン系重合体は、DSC測定による融点が130℃以上162℃以下の範囲にある第1プロピレン系重合体と、DSC測定による融点が162℃超え180℃以下の範囲にある第2プロピレン系重合体と、を含む食品用包装フィルム。
[2]
上記[1]に記載の食品用包装フィルムにおいて、
上記二軸延伸フィルム層に含まれる上記第1プロピレン系重合体および上記第2プロピレン系重合体の合計量を100質量%としたとき、上記二軸延伸フィルム層中の上記第2プロピレン系重合体の含有量が1質量%以上85質量%以下である食品用包装フィルム。
[3]
上記[1]または[2]に記載の食品用包装フィルムにおいて、
上記第2プロピレン系重合体のアイソタクチックメソペンタッド分率(mmmm)が96.0%以上である食品用包装フィルム。
[4]
上記[1]乃至[3]のいずれか一つに記載の食品用包装フィルムにおいて、
JIS K7127(1999)に準拠し、引張試験機を用いて測定温度23±2℃、50±5%RH、引張速度300mm/minの条件で測定される、上記食品用包装フィルムのMD方向の引張弾性率T1とTD方向の引張弾性率T2との合計値(T1+T2)が5000MPa以上10000MPa以下である食品用包装フィルム。
[5]
上記[1]乃至[4]のいずれか一つに記載の食品用包装フィルムにおいて、
上記二軸延伸フィルム層の少なくとも一方の面上にヒートシール層をさらに備える食品用包装フィルム。
[6]
上記[5]に記載の食品用包装フィルムにおいて、
上記ヒートシール層は上記二軸延伸フィルム層の上記一方の面に直接接するように設けられている食品用包装フィルム。
[7]
上記[5]または[6]に記載の食品用包装フィルムにおいて、
上記ヒートシール層がホモポリプロピレンおよびプロピレンと炭素数が2以上10以下のα-オレフィンとのランダム共重合体から選択される一種または二種以上を含む食品用包装フィルム。
[8]
上記[1]乃至[7]のいずれか一つに記載の食品用包装フィルムにおいて、
上記二軸延伸フィルム層の一方の面上に表面層をさらに備える食品用包装フィルム。
[9]
上記[8]に記載の食品用包装フィルムにおいて、
上記表面層はアンチブロッキング剤を含む食品用包装フィルム。
[10]
上記[8]または[9]に記載の食品用包装フィルムにおいて、
上記表面層はホモポリプロピレンおよびプロピレンと炭素数が2以上10以下のα-オレフィンとのランダム共重合体から選択される一種または二種以上を含む食品用包装フィルム。
[11]
上記[1]乃至[10]のいずれか一つに記載の食品用包装フィルムにおいて、
上記二軸延伸フィルム層に含まれる粘着付与剤の含有量が、上記二軸延伸フィルム層の全体を100質量%としたとき、10質量%以下である食品用包装フィルム。
[12]
上記[1]乃至[11]のいずれか一つに記載の食品用包装フィルムにおいて、
下記の方法で測定される水蒸気透過度が6.0g/(m2・24h)以下である食品用包装フィルム。
(測定方法)
上記食品用包装フィルムをヒートシール層が内面になるように折り返し、2方をヒートシールして袋状にする。その後、内容物として塩化カルシウムを入れる。次いで、もう1方をヒートシールして表面積が0.01m2になるように袋を作製する。次いで、得られた袋を40℃、湿度90%RHの条件で72時間保管する。保管前後の塩化カルシウムの重量を測定し、その差から水蒸気透過度(g/(m2・24h))を算出する。
[13]
上記[1]乃至[12]のいずれか一つに記載の食品用包装フィルムにおいて、
外装包装袋に用いられる食品用包装フィルム。
[14]
上記[1]乃至[13]のいずれか一つに記載の食品用包装フィルムを用いた食品用包装体。
[1]
A film for packaging food,
comprising a biaxially stretched film layer comprising a propylene-based polymer;
The propylene-based polymer includes a first propylene-based polymer having a melting point in the range of 130°C to 162°C as measured by DSC, and a second propylene-based polymer having a melting point in the range of 162°C to 180°C as measured by DSC. Food packaging films, including coalescing and.
[2]
In the food packaging film described in [1] above,
When the total amount of the first propylene polymer and the second propylene polymer contained in the biaxially stretched film layer is 100% by mass, the second propylene polymer in the biaxially stretched film layer A food packaging film having a content of 1% by mass or more and 85% by mass or less.
[3]
In the food packaging film according to [1] or [2] above,
A food packaging film, wherein the second propylene-based polymer has an isotactic mesopentad fraction (mmmm) of 96.0% or more.
[4]
In the food packaging film according to any one of [1] to [3] above,
According to JIS K7127 (1999), measured using a tensile tester under the conditions of a measurement temperature of 23 ± 2 ° C., 50 ± 5% RH, and a tensile speed of 300 mm / min, the MD direction tensile of the food packaging film A food packaging film having a total value (T 1 +T 2 ) of an elastic modulus T 1 and a tensile elastic modulus T 2 in the TD direction of 5,000 MPa or more and 10,000 MPa or less.
[5]
In the food packaging film according to any one of [1] to [4] above,
A food packaging film further comprising a heat seal layer on at least one side of said biaxially oriented film layer.
[6]
In the food packaging film according to [5] above,
The food packaging film, wherein the heat seal layer is provided so as to be in direct contact with the one surface of the biaxially stretched film layer.
[7]
In the food packaging film according to [5] or [6] above,
A food packaging film in which the heat seal layer contains one or more selected from homopolypropylene and random copolymers of propylene and α-olefins having 2 to 10 carbon atoms.
[8]
In the food packaging film according to any one of [1] to [7] above,
A food packaging film further comprising a surface layer on one side of said biaxially oriented film layer.
[9]
In the food packaging film according to [8] above,
The food packaging film, wherein the surface layer comprises an anti-blocking agent.
[10]
In the food packaging film according to [8] or [9] above,
The food packaging film, wherein the surface layer comprises one or more selected from homopolypropylene and random copolymers of propylene and α-olefins having 2 to 10 carbon atoms.
[11]
In the food packaging film according to any one of [1] to [10] above,
A food packaging film, wherein the content of the tackifier contained in the biaxially stretched film layer is 10% by mass or less when the entire biaxially stretched film layer is taken as 100% by mass.
[12]
In the food packaging film according to any one of [1] to [11] above,
A food packaging film having a water vapor transmission rate of 6.0 g/(m 2 ·24 h) or less as measured by the following method.
(Measuring method)
The food packaging film is folded back so that the heat-seal layer faces the inside, and the two sides are heat-sealed to form a bag. After that, calcium chloride is added as the content. The other side is then heat-sealed to form a bag having a surface area of 0.01 m 2 . The resulting bag is then stored for 72 hours under conditions of 40° C. and 90% RH. The weight of calcium chloride before and after storage is measured, and the water vapor permeability (g/(m 2 ·24h)) is calculated from the difference.
[13]
In the food packaging film according to any one of [1] to [12] above,
Food packaging film used for outer packaging bags.
[14]
A food package using the food packaging film according to any one of [1] to [13] above.
本発明によれば、厚みムラが小さく、水蒸気バリア性が向上した食品用包装フィルムを提供することができる。 According to the present invention, it is possible to provide a food packaging film with reduced unevenness in thickness and improved water vapor barrier properties.
以下に、本発明の実施形態について、図面を用いて説明する。なお、図は概略図であり、実際の寸法比率とは一致していない。なお、文中の数字の間にある「~」は特に断りがなければ、以上から以下を表す。 An embodiment of the present invention will be described below with reference to the drawings. It should be noted that the drawings are schematic diagrams and do not correspond to actual dimensional ratios. In addition, unless otherwise specified, "~" between numbers in the text represents the following from the above.
<食品用包装フィルム>
図1および図2は、本発明に係る実施形態の食品用包装フィルム100の構造の一例を模式的に示した断面図である。
本実施形態に係る食品用包装フィルム100は、食品を包装するためのフィルムであって、プロピレン系重合体を含む二軸延伸フィルム層101を備え、上記プロピレン系重合体は、DSC測定による融点が130℃以上162℃以下の範囲にある第1プロピレン系重合体と、DSC測定による融点が162℃超え180℃以下の範囲にある第2プロピレン系重合体と、を含む。これにより、厚みムラが小さく、水蒸気バリア性が向上した食品用包装フィルムを実現することができる。
<Food packaging film>
1 and 2 are cross-sectional views schematically showing an example of the structure of a
The
上述したように、OPPフィルムには、環境負荷削減の観点から、水蒸気バリア性のさらなる向上が求められている。水蒸気バリア性が向上すると、OPPフィルムの厚みを薄くできるため、プロピレン系重合体の使用量を低減でき、環境負荷を削減することが可能である。
ここで、本発明者らの検討によれば、OPPフィルムを構成するプロピレン系重合体として、高結晶性プロピレン系重合体を使用すると、OPPフィルムの水蒸気バリア性を向上させることができることを知見した。しかしながら、このような高結晶性プロピレン系重合体を使用すると、延伸ムラが生じ易く、二軸延伸工程の後に得られるOPPフィルムの厚みムラが大きくなる場合があることが明らかになった。
このように、本発明者は、OPPフィルムにおいて水蒸気バリア性および厚みムラの間には、トレードオフの関係があることを知見した。言い換えれば、本発明者は、OPPフィルムには、水蒸気バリア性向上および厚みムラ抑制の両方をバランスよく向上させるという観点において、改善の余地があることを見出した。
As described above, OPP films are required to have further improved water vapor barrier properties from the viewpoint of reducing environmental impact. When the water vapor barrier property is improved, the thickness of the OPP film can be reduced, so the amount of propylene-based polymer used can be reduced, and the environmental load can be reduced.
Here, according to the studies of the present inventors, it was found that the use of a highly crystalline propylene-based polymer as the propylene-based polymer constituting the OPP film can improve the water vapor barrier properties of the OPP film. . However, it has become clear that the use of such a highly crystalline propylene-based polymer tends to cause stretching unevenness, and the thickness unevenness of the OPP film obtained after the biaxial stretching step may increase.
Thus, the inventors have found that there is a trade-off relationship between the water vapor barrier property and the thickness unevenness in the OPP film. In other words, the present inventors have found that the OPP film has room for improvement in terms of improving both the improved water vapor barrier property and the suppression of thickness unevenness in a well-balanced manner.
本発明者らは上記課題を解決するために鋭意検討した。その結果、二軸延伸フィルム層を構成するプロピレン系重合体として、DSC測定による融点が130℃以上162℃以下の範囲にある第1プロピレン系重合体と、DSC測定による融点が162℃超え180℃以下の範囲にある第2プロピレン系重合体と、を併用することによって、厚みムラが小さく、水蒸気バリア性が向上した食品用包装フィルムが得られることを見出した。
すなわち、本実施形態に係る食品用包装フィルム100によれば、厚みムラが小さく、水蒸気バリア性が向上した食品用包装体を実現できる。
また、本実施形態に係る食品用包装フィルム100によれば、水蒸気バリア性を向上できるため、二軸延伸フィルム層101の厚みをより薄くしても十分な水蒸気バリア性を得ることができる。そのため、本実施形態に係る食品用包装フィルム100によれば、食品用包装フィルムや包装体におけるプロピレン系重合体の使用量を低減でき、環境負荷を削減することができる。
以上から、本実施形態によれば、十分な水蒸気バリア性を有し、環境に優しい食品用包装体を実現できるとともに、厚みムラが小さく、外観や包装適性、製袋性に優れた食品用包装フィルム100を提供することができる。
The present inventors have made intensive studies to solve the above problems. As a result, as the propylene-based polymer constituting the biaxially stretched film layer, a first propylene-based polymer having a melting point measured by DSC in the range of 130°C to 162°C and a melting point measured by DSC of 162°C to 180°C were found. It has been found that a food packaging film with reduced thickness unevenness and improved water vapor barrier properties can be obtained by using a second propylene-based polymer within the following range in combination.
That is, according to the
Moreover, according to the
As described above, according to the present embodiment, it is possible to realize an environment-friendly food package having sufficient water vapor barrier properties, and a food package with small thickness unevenness and excellent appearance, packaging aptitude, and bag-making properties. A
本実施形態に係るプロピレン系重合体を含む二軸延伸フィルム層101は、プロピレン系重合体として、DSC測定による融点が130℃以上162℃以下の範囲にある第1プロピレン系重合体と、DSC測定による融点が162℃超え180℃以下の範囲にある第2プロピレン系重合体と、を含むものである。これにより、水蒸気バリア性向上および厚みムラ抑制の両方をバランスよく向上させることができる。この理由は明らかではないが以下の理由が考えられる。
まず、二軸延伸フィルム層101が第1プロピレン系重合体を含むことにより、二軸延伸フィルム層101の結晶化による延伸ムラを低減することができ、その結果、二軸延伸フィルム層101の延伸時に生じる厚みムラを小さくすることができる、と考えられる。また、二軸延伸フィルム層101が第2プロピレン系重合体を含むことにより、二軸延伸フィルム層101の結晶性を高めることができ、その結果、本実施形態に係る食品用包装フィルム100の水蒸気バリア性を向上させることができる、と考えられる。
The biaxially stretched
First, since the biaxially stretched
本実施形態に係る食品用包装フィルム100において、JIS K7127(1999)に準拠し、引張試験機を用いて測定温度23±2℃、50±5%RH、引張速度5mm/minの条件で測定されるMD方向の引張弾性率T1とTD方向の引張弾性率T2との合計値(T1+T2)が5000MPa以上であることが好ましく、6000MPa以上であることがより好ましく、7000MPa以上であることがさらに好ましく、7100MPa以上であることが特に好ましく、そして10000MPa以下であることが好ましく、9000MPa以下であることがより好ましく、8000MPa以下であることがさらに好ましく、7500MPa以下であることが特に好ましい。
MD方向の引張弾性率T1とTD方向の引張弾性率T2との合計値(T1+T2)が上記下限値以上であると、本実施形態に係る食品用包装フィルム100のヒートシール性、水蒸気バリア性および透明性のバランスを良好にすることができる。さらに、本実施形態に係る食品用包装フィルム100のコシを良好なものとすることができ、その結果、ヒートシールする際のフィルムの位置ずれ等を抑制でき、シール不良が発生することを抑制できる。
すなわち、MD方向の引張弾性率T1とTD方向の引張弾性率T2との合計値(T1+T2)が上記下限値以上であると、本実施形態に係る食品用包装フィルム100のヒートシール性、水蒸気バリア性、透明性および包装適性のバランスを良好にすることができる。
また、MD方向の引張弾性率T1とTD方向の引張弾性率T2との合計値(T1+T2)が上記上限値以下であると、フィルムの成形時に切断などのトラブルが発生しにくくなり、フィルムの連続延伸成形が容易になり、工業的な連続生産性を向上させることができる。
このような引張弾性率はフィルムのコシを定量的に測定する代用値であり、例えば、二軸延伸フィルム層101に含まれる第1プロピレン系重合体および第2プロピレン系重合体の含有割合や延伸処理時の諸条件を調整すること等により達成できる。より具体的には、二軸延伸フィルム層101を構成するプロピレン系重合体として第1プロピレン系重合体および第2プロピレン系重合体を併用することや、延伸処理時の延伸倍率、延伸時の温度、熱処理の温度や時間等を適宜調整することにより弾性率を調整し食品用包装フィルム100の引張弾性率を調整することができる。
The
When the total value (T 1 +T 2 ) of the tensile elastic modulus T 1 in the MD direction and the tensile elastic modulus T 2 in the TD direction is equal to or greater than the above lower limit, the heat sealability of the
That is, when the total value (T 1 +T 2 ) of the tensile elastic modulus T 1 in the MD direction and the tensile elastic modulus T 2 in the TD direction is equal to or greater than the above lower limit, the heat of the
Further, when the total value (T 1 +T 2 ) of the tensile elastic modulus T 1 in the MD direction and the tensile elastic modulus T 2 in the TD direction is equal to or less than the above upper limit, troubles such as cutting during film forming are less likely to occur. As a result, the film can be easily stretched continuously, and industrial continuous productivity can be improved.
Such a tensile modulus is a substitute value for quantitatively measuring the stiffness of the film. It can be achieved by adjusting various conditions at the time of treatment. More specifically, the combination of the first propylene-based polymer and the second propylene-based polymer as the propylene-based polymer constituting the biaxially stretched
ここで、本実施形態に係る食品用包装フィルム100を用いて作製した食品用包装体は、水蒸気バリア性について十分な性能を示している。そのため、水蒸気バリア性は求められるものの、酸素バリア性はあまり求められない食品(例えば、乾燥食品)を包装するための食品用包装体を構成するフィルムとして特に好適に用いることができる。
Here, the food package produced using the
本実施形態に係る食品用包装フィルム100を用いて作製した食品用包装体は、十分な水蒸気バリア性を有している。食品用包装フィルム100において、水蒸気バリア性により優れた食品用包装体を安定的に得る観点から、下記の方法で測定される水蒸気透過度が6.0g/(m2・24h)以下であることが好ましく、5.5g/(m2・24h)以下であることがより好ましく、5.0g/(m2・24h)以下であることがさらに好ましい。
(測定方法)
食品用包装フィルム100をヒートシール層103が内面になるように折り返し、2方をヒートシールして袋状にする。その後、内容物として塩化カルシウムを入れる。次いで、もう1方をヒートシールして表面積が0.01m2になるように袋を作製する。次いで、得られた袋を40℃、湿度90%RHの条件で72時間保管する。保管前後の塩化カルシウムの重量を測定し、その差から水蒸気透過度(g/(m2・24h))を算出する。
このような水蒸気透過度は、例えば、前述した吸熱ピーク特性や発熱ピーク特性等の二軸延伸フィルム層101のDSC特性、二軸延伸フィルム層101に含まれるプロピレン系重合体の含有割合、ヒートシール層103の構成材料や厚み等を調整することにより達成できる。
A food package produced using the
(Measuring method)
The
Such water vapor permeability is, for example, the DSC characteristics of the biaxially stretched
本実施形態に係る食品用包装フィルム100の厚みは特に限定しないが、水蒸気バリア性、コスト、機械的強度、透明性等の所望の目的に応じて任意に設定することができ、特に限定されないが、例えば5μm以上100μm以下であり、好ましくは10μm以上50μm以下であり、より好ましく15μm以上40μm以下である。
食品用包装フィルム100の厚みが上記範囲内であると、製袋性、機械的特性、取扱い性、外観、透明性、成形性、軽量性等のバランスがより優れる。
Although the thickness of the
When the thickness of the
以下、食品用包装フィルム100を構成する各層について説明する。
Each layer constituting the
[二軸延伸フィルム層]
本実施形態に係る二軸延伸フィルム層101(二軸延伸ポリプロピレン系フィルム層とも呼ぶ。)は、例えば、プロピレン系重合体を含むプロピレン系重合体組成物により構成されたフィルムを二軸延伸することにより形成されたものである。
[Biaxially stretched film layer]
The biaxially stretched film layer 101 (also referred to as a biaxially stretched polypropylene film layer) according to the present embodiment is formed by, for example, biaxially stretching a film composed of a propylene-based polymer composition containing a propylene-based polymer. It is formed by
本実施形態に係る二軸延伸フィルム層101は単層であってもよいし、プロピレン系重合体組成物により構成された層が複数積層された構成でもよいが、二軸延伸されてなることが必要である。
The biaxially stretched
また、食品用包装フィルム100において、食品用包装フィルム100の全体の厚みに対する二軸延伸フィルム層101の厚みの割合が、好ましくは50%以上100%以下であり、より好ましくは60%以上99%以下であり、さらに好ましくは70%以上97%以下であり、特に好ましくは75%以上95%以下である。
In addition, in the
(プロピレン系重合体組成物)
本実施形態に係るプロピレン系重合体組成物はプロピレン系重合体を含む。
本実施形態に係るプロピレン系重合体組成物すなわち二軸延伸フィルム層101に含まれるプロピレン系重合体の含有量は、プロピレン系重合体組成物の全体を100質量%としたとき、好ましくは50質量%以上100質量%以下、より好ましくは70質量%以上100質量%以下、さらに好ましくは90質量%以上100質量%以下、特に好ましくは95質量%以上100質量%以下である。これにより、フィルムのコシ、水蒸気バリア性、機械的特性、取扱い性、外観、成形性等のバランスをより良好にすることができる。
(Propylene polymer composition)
The propylene-based polymer composition according to this embodiment contains a propylene-based polymer.
The content of the propylene-based polymer contained in the propylene-based polymer composition according to the present embodiment, that is, the biaxially stretched
(プロピレン系重合体)
本実施形態に係るプロピレン系重合体は、例えば、プロピレン単独重合体、プロピレンとエチレンまたは炭素数が4~20のα-オレフィンとの共重合体等が挙げられる。上記炭素数が4~20のα-オレフィンとしては、1-ブテン、1-ペンテン、1-ヘキセン、4-メチル-1-ペンテン、1-オクテン、1-デセン、1-ドデセン、1-テトラデセン、1-ヘキサデセン、1-オクタデセン、1-エイコセン等が挙げられる。これらの中でもエチレンまたは炭素数が4~10のα-オレフィンが好ましく、エチレンがより好ましい。これらのα-オレフィンは、プロピレンとランダム共重合体を形成してもよく、またブロック共重合体を形成してもよい。エチレンまたは炭素数が4~20のα-オレフィンから導かれる構成単位の含有量は、プロピレン系重合体の全体を100モル%としたとき、5モル%以下であることが好ましく、2モル%以下であることがより好ましい。二軸延伸フィルム層101中のプロピレン系重合体は、1種類単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
これらの中でも、耐熱性、水蒸気バリア性、機械的特性および剛性等の性能バランスにより一層優れた二軸延伸フィルム層101を得る観点から、プロピレン系重合体としてはプロピレン単独重合体が好ましい。
(Propylene polymer)
Examples of the propylene-based polymer according to the present embodiment include propylene homopolymers, copolymers of propylene and ethylene or α-olefins having 4 to 20 carbon atoms, and the like. Examples of the α-olefins having 4 to 20 carbon atoms include 1-butene, 1-pentene, 1-hexene, 4-methyl-1-pentene, 1-octene, 1-decene, 1-dodecene, 1-tetradecene, 1-hexadecene, 1-octadecene, 1-eicosene and the like. Among these, ethylene or an α-olefin having 4 to 10 carbon atoms is preferred, and ethylene is more preferred. These α-olefins may form random copolymers or block copolymers with propylene. The content of structural units derived from ethylene or an α-olefin having 4 to 20 carbon atoms is preferably 5 mol% or less, and 2 mol% or less when the entire propylene-based polymer is 100 mol%. is more preferable. The propylene-based polymer in the biaxially stretched
Among these, a propylene homopolymer is preferable as the propylene-based polymer from the viewpoint of obtaining a biaxially stretched
前述したように、本実施形態に係る二軸延伸フィルム層101に含まれるプロピレン系重合体は、DSC測定による融点が130℃以上162℃以下、好ましくは133℃以上162℃以下の範囲にある第1プロピレン系重合体と、DSC測定による融点が162℃超え180℃以下、好ましくは163℃以上175℃以下の範囲にある第2プロピレン系重合体と、を含む。
二軸延伸フィルム層101に含まれる第1プロピレン系重合体および第2プロピレン系重合体の合計量を100質量%としたとき、第2プロピレン系重合体の含有量は、食品用包装フィルム100の水蒸気バリア性向上の観点から、1質量%以上であることが好ましく、10質量%以上であることがより好ましく、25質量%以上であることがさらに好ましく、35質量%以上であることがさらにより好ましく、50質量%以上であることが特に好ましい。
また、二軸延伸フィルム層101に含まれる第1プロピレン系重合体および第2プロピレン系重合体の合計量を100質量%としたとき、第2プロピレン系重合体の含有量は、食品用包装フィルム100の厚みムラをより一層抑制する観点から、85質量%以下であることが好ましく、75質量%以下であることがより好ましく、70質量%以下であることがさらに好ましい。
As described above, the propylene-based polymer contained in the biaxially stretched
When the total amount of the first propylene-based polymer and the second propylene-based polymer contained in the biaxially stretched
Further, when the total amount of the first propylene-based polymer and the second propylene-based polymer contained in the biaxially stretched
また、本実施形態において、第2プロピレン系重合体は高立体規則性プロピレン系重合体であることが好ましい。ここで、高立体規則性プロピレン系重合体とは、立体規則性の指標であるアイソタクチックメソペンタッド分率(mmmm)が96.0%以上であるプロピレン系重合体をいう。
本実施形態に係る高立体規則性プロピレン系重合体のアイソタクチックメソペンタッド分率(mmmm)は、好ましくは96.5%以上であり、より好ましくは97.0%以上である。高立体規則性プロピレン系重合体のアイソタクチックメソペンタッド分率(mmmm)の上限は特に限定されないが、製造のし易さの観点から、99.5%以下であり、より好ましくは99.3%以下であり、さらに好ましくは99.0%以下である。
アイソタクチックメソペンタッド分率(mmmm)は、13C-核磁気共鳴(NMR)スペクトルから公知の方法により求めることができる。
Moreover, in the present embodiment, the second propylene-based polymer is preferably a highly stereoregular propylene-based polymer. Here, the highly stereoregular propylene-based polymer refers to a propylene-based polymer having an isotactic mesopentad fraction (mmmm), which is an index of stereoregularity, of 96.0% or more.
The isotactic mesopentad fraction (mmmm) of the highly stereoregular propylene-based polymer according to the present embodiment is preferably 96.5% or more, more preferably 97.0% or more. The upper limit of the isotactic mesopentad fraction (mmmm) of the highly stereoregular propylene-based polymer is not particularly limited, but from the viewpoint of ease of production, it is 99.5% or less, more preferably 99.5%. It is 3% or less, more preferably 99.0% or less.
The isotactic mesopentad fraction (mmmm) can be determined from 13 C-nuclear magnetic resonance (NMR) spectrum by a known method.
本実施形態に係るプロピレン系重合体は種々の方法により製造することができる。例えばチーグラー・ナッタ系触媒やメタロセン系触媒等の公知の触媒を用いて製造することができる。 The propylene-based polymer according to this embodiment can be produced by various methods. For example, it can be produced using known catalysts such as Ziegler-Natta catalysts and metallocene catalysts.
ASTM D1238に準拠し、230℃、2.16kg荷重の条件で測定される本実施形態に係るプロピレン系重合体のメルトフローレート(MFR)は、流動性および成形性の観点から、好ましくは0.5g/10分以上、より好ましくは1g/10分以上、さらに好ましくは2g/10分以上であり、成形性をより安定化させる観点から、好ましくは20g/10分以下、より好ましくは10g/10分以下、さらに好ましくは7g/10分以下である。 The melt flow rate (MFR) of the propylene-based polymer according to the present embodiment measured under the conditions of 230° C. and a load of 2.16 kg according to ASTM D1238 is preferably 0.00 from the viewpoint of fluidity and moldability. 5 g/10 min or more, more preferably 1 g/10 min or more, still more preferably 2 g/10 min or more, and from the viewpoint of further stabilizing moldability, preferably 20 g/10 min or less, more preferably 10 g/10 min. minutes or less, more preferably 7 g/10 minutes or less.
(その他の成分)
本実施形態に係るプロピレン系重合体組成物には、必要に応じて、粘着付与剤、耐熱安定剤、耐候安定剤、酸化防止剤、紫外線吸収剤、滑剤、スリップ剤、核剤、アンチブロッキング剤、帯電防止剤、防曇剤、顔料、染料、無機または有機の充填剤等の各種添加剤を本実施形態の目的を損なわない範囲で添加してもよい。
(other ingredients)
The propylene-based polymer composition according to the present embodiment may optionally contain a tackifier, a heat stabilizer, a weather stabilizer, an antioxidant, an ultraviolet absorber, a lubricant, a slip agent, a nucleating agent, and an antiblocking agent. , antistatic agents, antifogging agents, pigments, dyes, inorganic or organic fillers, and the like may be added within a range that does not impair the purpose of the present embodiment.
本実施形態に係る粘着付与剤としては、一般的に粘着付与剤として製造・販売されている粘着性を付与する性質を有する樹脂状物質を用いることができる。
このような粘着付与剤としては、例えば、クロマン・インデン樹脂等のクロマン系樹脂;フェノール・ホルムアルデヒド樹脂およびキシレン・ホルムアルデヒド樹脂等のフェノール系樹脂;テルペン・フェノール樹脂、テルペン樹脂(α,β-ピネン樹脂)、芳香族変性テルペン樹脂、水素添加テルペン樹脂等のテルペン系樹脂;合成ポリテルペン樹脂、芳香族系炭化水素樹脂、脂肪族系炭化水素樹脂、脂肪族系環状炭化水素樹脂、脂肪族・脂環族系石油樹脂、脂肪族・芳香族系石油樹脂、不飽和炭化水素重合体および炭化水素系粘着化樹脂等の石油系炭化水素樹脂;上記石油系炭化水素樹脂の水素添加物(水素添加石油系炭化水素樹脂とも呼ぶ。);ロジンのペンタエリスリトール・エステル、ロジンのグリセリン・エステル、水素添加ロジン、水素添加ロジン・エステル、特殊ロジン・エステルおよびロジン系粘着付与剤等のロジン系樹脂等を挙げることができる。
これらの中でも、プロピレン系重合体との相性がよく、食品用包装フィルム100の水蒸気バリア性をより効果的に向上させることができる観点から、石油系炭化水素樹脂および水素添加石油系炭化水素樹脂から選択される少なくとも一種が好ましく、水素添加石油系炭化水素樹脂がより好ましい。
ここで、水素添加石油系炭化水素樹脂の水素添加率は特に限定されないが、プロピレン系重合体との相性性により優れる点から、好ましくは90%以上、より好ましくは95%以上、さらに好ましくは99%以上である。
As the tackifier according to the present embodiment, a resinous substance having a property of imparting tackiness, which is generally manufactured and sold as a tackifier, can be used.
Such tackifiers include, for example, chroman-based resins such as chroman-indene resins; phenol-based resins such as phenol-formaldehyde resins and xylene-formaldehyde resins; terpene-phenol resins, terpene resins (α, β-pinene resins ), aromatic modified terpene resins, terpene resins such as hydrogenated terpene resins; synthetic polyterpene resins, aromatic hydrocarbon resins, aliphatic hydrocarbon resins, aliphatic cyclic hydrocarbon resins, aliphatic/alicyclic petroleum-based hydrocarbon resins such as petroleum-based petroleum resins, aliphatic/aromatic petroleum resins, unsaturated hydrocarbon polymers, and hydrocarbon-based tackifying resins; rosin resins such as rosin pentaerythritol esters, rosin glycerin esters, hydrogenated rosin, hydrogenated rosin esters, special rosin esters, and rosin tackifiers. can.
Among these, petroleum-based hydrocarbon resins and hydrogenated petroleum-based hydrocarbon resins are selected from the viewpoint of being compatible with propylene-based polymers and capable of more effectively improving the water vapor barrier properties of the
Here, the hydrogenation rate of the hydrogenated petroleum-based hydrocarbon resin is not particularly limited. % or more.
ここで、本実施形態に係るプロピレン系重合体組成物すなわち二軸延伸フィルム層101に含まれる粘着付与剤の含有量は、食品用包装フィルム100のリサイクル性や低コスト化の観点や、食品用包装フィルム100の曲げ弾性の低下を抑制したり、加工性、寸法安定性および透明性等を向上させたりする観点から、二軸延伸フィルム層101の全体を100質量%としたとき、好ましくは10質量%以下であり、より好ましくは5質量%以下であり、さらに好ましくは3質量%以下であり、特に好ましくは1質量%以下である。
Here, the content of the tackifier contained in the propylene-based polymer composition according to the present embodiment, that is, the biaxially stretched
(プロピレン系重合体組成物の調製方法)
本実施形態に係るプロピレン系重合体組成物は、各成分をドライブレンド、タンブラーミキサー、バンバリーミキサー、単軸押出機、二軸押出機、高速二軸押出機、熱ロール等により混合または溶融・混練することにより調製することができる。
(Method for preparing propylene-based polymer composition)
The propylene-based polymer composition according to the present embodiment is prepared by mixing or melting/kneading each component by dry blending, tumbler mixer, Banbury mixer, single-screw extruder, twin-screw extruder, high-speed twin-screw extruder, hot roll, or the like. It can be prepared by
[ヒートシール層]
本実施形態に係る食品用包装フィルム100は、ヒートシール性を付与するために、二軸延伸フィルム層101の少なくとも一方の面上にヒートシール層103を備えることが好ましい。ヒートシール層103は、二軸延伸フィルム層101の両面に設けられていてもよい。
また、ヒートシール層103は、食品用包装フィルム100のヒートシール性をより良好にする観点から、本実施形態に係る食品用包装フィルム100の最外層に設けられることが好ましい。
[Heat seal layer]
The
Moreover, the
また、ヒートシール層103は、二軸延伸フィルム層101の表面上に直接接するように設けられていることが好ましい。これにより、食品用包装フィルム100の製造工程を簡略化することができる。
Moreover, the
食品用包装フィルム100において、ヒートシール層103の厚みは、好ましくは0.1μm以上10μm以下、より好ましくは0.2μm以上9μm以下、さらに好ましくは0.5μm以上8μm以下、特に好ましくは1μm以上8μm以下である。ここで、ヒートシール層103の厚みとは、二軸延伸フィルム層101の片面に設けられたヒートシール層103の厚みをいう。
ヒートシール層103の厚みが上記下限値以上であることにより、食品用包装フィルム100のヒートシール性をより一層良好にすることができる。
また、ヒートシール層103の厚みが上記上限値以下であることにより、食品用包装フィルムに求められるブロッキング性およびスリップ性をより一層良好にできる。
すなわち、二軸延伸フィルム層101の表面上に直接接するようにヒートシール層103を設けることで、食品用包装フィルム100の製造工程を簡略化することができる。
ここで、本実施形態において、二軸延伸フィルム層101の両面にヒートシール層103が設けられる場合、ヒートシール層103の上記厚みは二軸延伸フィルム層101の片面に設けられたヒートシール層103の厚みを示す。
In the
When the thickness of the
Further, when the thickness of the
That is, by providing the
Here, in the present embodiment, when the
食品用包装フィルム100において、一方の面に設けられるヒートシール層103は、単層であることが好ましい。これにより、食品用包装フィルム100の製造工程をより一層簡略化することができる。
In the
また、ヒートシール層103は、二軸延伸フィルム層101の二軸延伸前の状態にあるフィルムと同時に二軸延伸されて形成されることが好ましい。これにより、共押出し成形法等の成形方法、すなわち一度の成形で作製した積層フィルムを用いて食品用包装フィルム100を作製することができるため、食品用包装フィルム100の製造工程をより一層簡略化することができる。したがって、ヒートシール層103は二軸延伸されていることが好ましい。
Moreover, the
(ポリオレフィン)
本実施形態に係るヒートシール層103は、例えば、ポリオレフィンを含むポリオレフィン系樹脂組成物(A)により構成される。ヒートシール層103を構成するポリオレフィンとしては、例えば、エチレン、プロピレン、ブテン-1、ヘキセン-1、4-メチル-ペンテン-1、オクテン-1等のα-オレフィンの単独重合体または共重合体;高圧法低密度ポリエチレン;線状低密度ポリエチレン(LLDPE);高密度ポリエチレン;ポリプロピレン;プロピレンと炭素数が2以上10以下のα-オレフィンとのランダム共重合体;エチレン・酢酸ビニル共重合体(EVA);アイオノマー樹脂等が挙げられる。
これらの中でも、ヒートシール層103を構成するポリオレフィンとしては、二軸延伸フィルム層101との接着性や、ヒートシール性等のバランスが優れる点から、ホモポリプロピレンおよびプロピレンと炭素数が2以上10以下のα-オレフィンとのランダム共重合体から選択される少なくとも一種が好ましい。
また、ヒートシール性およびヒートシール強度の安定性の観点から、ヒートシール層103は、上記ポリオレフィンの中でもオレフィン系エラストマーを含むことが好ましい。
(polyolefin)
The
Among these, as the polyolefin constituting the
From the viewpoint of stability of heat sealability and heat seal strength, the
本実施形態に係るプロピレン・α-オレフィンランダム共重合体は、プロピレンとα-オレフィン(ただし、α-オレフィンはプロピレンを除く)とのランダム共重合体であり、α―オレフィンとしては、例えば、エチレン、1-ブテン、1-ペンテン、1-ヘキセン、4-メチル-1-ペンテン、1-オクテン等が挙げられる。これら共重合体は、単独で用いてもよいし、二種以上を混合して用いてもよい。
プロピレン・α-オレフィンランダム共重合体の中でも、プロピレン・エチレンランダム共重合体、プロピレン・エチレン・1-ブテンランダム共重合体、プロピレン・1-ブテンランダム共重合体が好ましい。
The propylene/α-olefin random copolymer according to the present embodiment is a random copolymer of propylene and α-olefin (where α-olefin excludes propylene). , 1-butene, 1-pentene, 1-hexene, 4-methyl-1-pentene, 1-octene and the like. These copolymers may be used alone or in combination of two or more.
Among the propylene/α-olefin random copolymers, propylene/ethylene random copolymers, propylene/ethylene/1-butene random copolymers, and propylene/1-butene random copolymers are preferred.
本実施形態に係るヒートシール層103を構成するポリオレフィンの融点は、好ましくは60℃以上175℃以下、より好ましくは65℃以上170℃以下、さらに好ましくは70℃以上167℃以下の範囲にある。ポリオレフィンの融点が上記下限値以上であると、ヒートシール層103の表面のベタツキを抑制することができ、食品用包装フィルム100の耐ブロッキング性を向上させることができる。
また、ポリオレフィンの融点が上記上限値以下であると、食品用包装フィルム100のヒートシール性をより良好にすることができる。
The melting point of the polyolefin constituting the
Further, when the melting point of the polyolefin is equal to or lower than the above upper limit, the heat sealability of the
また、上記オレフィン系エラストマーとしては、例えば、融点が好ましくは110℃以下、より好ましくは100℃以下、さらに好ましくは80℃以下または融点が観測されない炭素数2~20のα-オレフィン重合体またはエチレンとα-オレフィンとの共重合体;エチレンと不飽和カルボン酸または不飽和カルボン酸エステルとの共重合体;等が挙げられる。
具体的には、エチレン・プロピレン共重合体、エチレン・1-ブテン共重合体、エチレン・1-ヘキセン共重合体、エチレン・4-メチルペンテン-1共重合体、エチレン・1-オクテン共重合体、プロピレン単独共重合体、プロピレン・エチレン共重合体、プロピレン・エチレン・1-ブテン共重合体、1-ブテン単独重合体、1-ブテン・エチレン共重合体、1-ブテン・プロピレン共重合体、4-メチルペンテン-1単独重合体、4-メチルペンテン-1・プロピレン共重合体、4-メチルペンテン-1・1-ブテン共重合体、4-メチルペンテン-1・プロピレン・1-ブテン共重合体、プロピレン・1-ブテン共重合体、エチレン・酢酸ビニル共重合体、エチレン・メタクリル酸共重合体、エチレン・メタクリル酸メチル共重合体等を挙げることができる。
ヒートシール性およびヒートシール強度の安定性の観点から、特に好ましくはプロピレン・1-ブテン共重合体である。
As the olefin elastomer, for example, the melting point is preferably 110° C. or less, more preferably 100° C. or less, still more preferably 80° C. or less, or an α-olefin polymer having 2 to 20 carbon atoms or ethylene, which has no observable melting point. and α-olefin; copolymers of ethylene and unsaturated carboxylic acid or unsaturated carboxylic acid ester; and the like.
Specifically, ethylene/propylene copolymer, ethylene/1-butene copolymer, ethylene/1-hexene copolymer, ethylene/4-methylpentene-1 copolymer, ethylene/1-octene copolymer , propylene homopolymer, propylene/ethylene copolymer, propylene/ethylene/1-butene copolymer, 1-butene homopolymer, 1-butene/ethylene copolymer, 1-butene/propylene copolymer, 4-methylpentene-1 homopolymer, 4-methylpentene-1/propylene copolymer, 4-methylpentene-1/1-butene copolymer, 4-methylpentene-1/propylene/1-butene copolymer propylene/1-butene copolymer, ethylene/vinyl acetate copolymer, ethylene/methacrylic acid copolymer, ethylene/methyl methacrylate copolymer, and the like.
A propylene/1-butene copolymer is particularly preferred from the viewpoint of heat sealability and heat seal strength stability.
ASTM D1238に準拠し、230℃、2.16kg荷重の条件で測定される本実施形態に係るヒートシール層103を構成するポリオレフィンのメルトフローレート(MFR)は、流動性および成形性の観点から、好ましくは0.5g/10分以上、より好ましくは1g/10分以上、さらに好ましくは2g/10分以上であり、成形性をより安定化させる観点から、好ましくは20g/10分以下、より好ましくは10g/10分以下、さらに好ましくは7g/10分以下である。
The melt flow rate (MFR) of the polyolefin constituting the
本実施形態に係るポリオレフィン系樹脂組成物(A)すなわちヒートシール層103中のポリオレフィンの含有量は、ポリオレフィン系樹脂組成物(A)の全体を100質量%としたとき、好ましくは50質量%以上100質量%以下、より好ましくは70質量%以上100質量%以下、さらに好ましくは90質量%以上100質量%以下、特に好ましくは95質量%以上100質量%以下である。これにより、二軸延伸フィルム層101との接着性や、ヒートシール性等のバランスをより良好にすることができる。
また、本実施形態に係るポリオレフィン系樹脂組成物(A)すなわちヒートシール層103中のオレフィン系エラストマーの含有量は、二軸延伸フィルム層101に含まれるポリオレフィンの含有量を100質量%としたとき、好ましくは10質量%以上50質量%以下、より好ましくは15質量%以上45質量%以下、さらに好ましくは20質量%以上40質量%以下である。
The content of polyolefin in the polyolefin resin composition (A) according to the present embodiment, that is, the
Further, the content of the olefin-based elastomer in the polyolefin-based resin composition (A) according to the present embodiment, that is, the
(その他の成分)
本実施形態に係るヒートシール層103を構成するポリオレフィン系樹脂組成物(A)には、必要に応じて、粘着付与剤、耐熱安定剤、耐候安定剤、酸化防止剤、紫外線吸収剤、滑剤、スリップ剤、核剤、アンチブロッキング剤、帯電防止剤、防曇剤、顔料、染料、無機または有機の充填剤等の各種添加剤を本実施形態の目的を損なわない範囲で添加してもよい。特に、本実施形態に係るヒートシール層103は、本実施形態に係る食品用包装フィルム100の耐ブロッキング性を向上させる観点から、アンチブロッキング剤を含むことが好ましい。
アンチブロッキング剤としては、例えば、タルク、シリカ、クレー、炭酸カルシウム、合成ゼオライト、デンプン、酸化アルミニウム、アクリル樹脂、メタクリル樹脂、シリコン樹脂、ポリテトラフロロエチレン樹脂等が挙げられる。
(other ingredients)
The polyolefin resin composition (A) constituting the
Antiblocking agents include, for example, talc, silica, clay, calcium carbonate, synthetic zeolite, starch, aluminum oxide, acrylic resins, methacrylic resins, silicon resins, polytetrafluoroethylene resins and the like.
また、ヒートシール層103のヒートシール性を良好にする観点から、ヒートシール層103には、粘着付与剤は実質的に含まれないことが好ましい。より具体的には、ヒートシール層103中の粘着付与剤の含有量は、0.5質量%以下が好ましく、0.1質量%以下がより好ましく、0.01質量%以下がさらに好ましく、特に好ましくは0質量%である。
ここで、粘着付与剤とは、一般的に粘着付与剤として製造・販売されている粘着性を付与する性質を有する樹脂状物質である。
このような粘着付与剤としては、例えば、クロマン・インデン樹脂等のクロマン系樹脂;フェノール・ホルムアルデヒド樹脂およびキシレン・ホルムアルデヒド樹脂等のフェノール系樹脂;テルペン・フェノール樹脂、テルペン樹脂(α,β-ピネン樹脂)、芳香族変性テルペン樹脂、水素添加テルペン樹脂等のテルペン系樹脂;合成ポリテルペン樹脂、芳香族系炭化水素樹脂、脂肪族系炭化水素樹脂、脂肪族系環状炭化水素樹脂、脂肪族・脂環族系石油樹脂、脂肪族・芳香族系石油樹脂、不飽和炭化水素重合体および炭化水素系粘着化樹脂等の石油系炭化水素樹脂;上記石油系炭化水素樹脂の水素添加物(水素添加石油系炭化水素樹脂とも呼ぶ。);ロジンのペンタエリスリトール・エステル、ロジンのグリセリン・エステル、水素添加ロジン、水素添加ロジン・エステル、特殊ロジン・エステルおよびロジン系粘着付与剤等のロジン系樹脂等を挙げることができる。
Moreover, from the viewpoint of improving the heat-sealing property of the heat-
Here, the tackifier is a resinous substance that is generally manufactured and sold as a tackifier and has the property of imparting tackiness.
Such tackifiers include, for example, chroman-based resins such as chroman-indene resins; phenol-based resins such as phenol-formaldehyde resins and xylene-formaldehyde resins; terpene-phenol resins, terpene resins (α, β-pinene resins ), aromatic modified terpene resins, terpene resins such as hydrogenated terpene resins; synthetic polyterpene resins, aromatic hydrocarbon resins, aliphatic hydrocarbon resins, aliphatic cyclic hydrocarbon resins, aliphatic/alicyclic petroleum-based hydrocarbon resins such as petroleum-based petroleum resins, aliphatic/aromatic petroleum resins, unsaturated hydrocarbon polymers, and hydrocarbon-based tackifying resins; rosin resins such as rosin pentaerythritol esters, rosin glycerin esters, hydrogenated rosin, hydrogenated rosin esters, special rosin esters, and rosin tackifiers. can.
(ポリオレフィン系樹脂組成物(A)の調製方法)
本実施形態に係るポリオレフィン系樹脂組成物(A)は、例えば、各成分をドライブレンド、タンブラーミキサー、バンバリーミキサー、単軸押出機、二軸押出機、高速二軸押出機、熱ロール等により混合または溶融・混練することにより調製することができる。
(Method for preparing polyolefin resin composition (A))
The polyolefin-based resin composition (A) according to the present embodiment is prepared by, for example, dry blending each component, tumbler mixer, Banbury mixer, single-screw extruder, twin-screw extruder, high-speed twin-screw extruder, hot roll, etc. Alternatively, it can be prepared by melting and kneading.
[表面層]
本実施形態に係る食品用包装フィルム100は、表面の印刷適性を向上させるために、図2に示すように二軸延伸フィルム層101のヒートシール層103が設けられた面とは反対側の面に表面層105をさらに備えることが好ましい。
また、表面層105は、食品用包装フィルム100の印刷適性をより良好にする観点から、本実施形態に係る食品用包装フィルム100の最外層に設けられることが好ましい。
[Surface layer]
In order to improve the printability of the surface of the
Moreover, from the viewpoint of improving the printability of the
また、表面層105は、二軸延伸フィルム層101の表面上に直接接するように設けられていることが好ましい。これにより、食品用包装フィルム100の製造工程を簡略化することができる。
Moreover, the
食品用包装フィルム100において、表面層105の厚みは、好ましくは0.1μm以上10μm以下、より好ましくは0.2μm以上9μm以下、さらに好ましくは0.5μm以上8μm以下、特に好ましくは1μm以上8μm以下である。ここで、表面層105の厚みとは、二軸延伸フィルム層101の片面に設けられた表面層105の厚みをいう。
表面層105の厚みが上記下限値以上であることにより、食品用包装フィルム100の印刷性をより一層良好にすることができる。
また、表面層105の厚みが上記上限値以下であることにより、印刷時に求められるブロッキング性およびスリップ性をより一層良好にできる。
すなわち、二軸延伸フィルム層101の表面上に直接接するように表面層105を設けることで、食品用包装フィルム100の製造工程を簡略化することができる。
In the
When the thickness of the
Further, when the thickness of the
That is, by providing the
食品用包装フィルム100において、表面層105は単層であることが好ましい。これにより、食品用包装フィルム100の製造工程をより一層簡略化することができる。
In the
また、表面層105は、二軸延伸フィルム層101の二軸延伸前の状態にあるフィルムと同時に二軸延伸されて形成されることが好ましい。これにより、共押出し成形法等の成形方法、すなわち一度の成形で作製した積層フィルムを用いて食品用包装フィルム100を作製することができるため、食品用包装フィルム100の製造工程をより一層簡略化することができる。したがって、表面層105は二軸延伸されていることが好ましい。
Moreover, the
また、表面層105は、食品用包装フィルム100の印刷適性をより良好にする観点から、表面処理を行ってもよい。具体的には、コロナ処理、火炎処理、プラズマ処理、プライマーコート処理、オゾン処理等の表面活性化処理を行ってもよい。
Moreover, the
(ポリオレフィン)
本実施形態に係る表面層105は、例えば、ポリオレフィンを含むポリオレフィン系樹脂組成物(B)により構成される。表面層105を構成するポリオレフィンとしては、例えば、エチレン、プロピレン、ブテン-1、ヘキセン-1、4-メチル-ペンテン-1、オクテン-1等のα-オレフィンの単独重合体または共重合体;高圧法低密度ポリエチレン;線状低密度ポリエチレン(LLDPE);高密度ポリエチレン;ポリプロピレン;プロピレンと炭素数が2以上10以下のα-オレフィンとのランダム共重合体;エチレン・酢酸ビニル共重合体(EVA);アイオノマー樹脂等が挙げられる。
これらの中でも、表面層105を構成するポリオレフィンとしては、二軸延伸フィルム層101との接着性や、印刷適性等のバランスが優れる点から、ホモポリプロピレンおよびプロピレンと炭素数が2以上10以下のα-オレフィンとのランダム共重合体から選択される少なくとも一種が好ましい。
(polyolefin)
The
Among these, as the polyolefin constituting the
本実施形態に係るプロピレン・α-オレフィンランダム共重合体は、プロピレンとα-オレフィン(ただし、α-オレフィンはプロピレンを除く)とのランダム共重合体であり、α―オレフィンとしては、例えば、エチレン、1-ブテン、1-ペンテン、1-ヘキセン、4-メチル-1-ペンテン、1-オクテン等が挙げられる。これら共重合体は、単独で用いてもよいし、二種以上を混合して用いてもよい。
プロピレン・α-オレフィンランダム共重合体の中でも、プロピレン・エチレンランダム共重合体、プロピレン・エチレン・1-ブテンランダム共重合体、プロピレン・1-ブテンランダム共重合体が好ましい。
The propylene/α-olefin random copolymer according to the present embodiment is a random copolymer of propylene and α-olefin (where α-olefin excludes propylene). , 1-butene, 1-pentene, 1-hexene, 4-methyl-1-pentene, 1-octene and the like. These copolymers may be used alone or in combination of two or more.
Among the propylene/α-olefin random copolymers, propylene/ethylene random copolymers, propylene/ethylene/1-butene random copolymers, and propylene/1-butene random copolymers are preferred.
本実施形態に係る表面層105を構成するポリオレフィンの融点は、好ましくは90℃以上175℃以下、より好ましくは95℃以上170℃以下、さらに好ましくは100℃以上167℃以下の範囲にある。ポリオレフィンの融点が上記下限値以上であると、表面層105の表面のベタツキを抑制することができ、食品用包装フィルム100の耐ブロッキング性を向上させることができる。
The melting point of the polyolefin forming the
ASTM D1238に準拠し、230℃、2.16kg荷重の条件で測定される本実施形態に係る表面層105を構成するポリオレフィンのメルトフローレート(MFR)は、流動性および成形性の観点から、好ましくは0.5g/10分以上、より好ましくは1g/10分以上、さらに好ましくは2g/10分以上であり、成形性をより安定化させる観点から、好ましくは20g/10分以下、より好ましくは10g/10分以下、さらに好ましくは7g/10分以下である。
The melt flow rate (MFR) of the polyolefin constituting the
本実施形態に係るポリオレフィン系樹脂組成物(B)すなわち表面層105中のポリオレフィンの含有量は、ポリオレフィン系樹脂組成物(B)の全体を100質量%としたとき、好ましくは50質量%以上100質量%以下、より好ましくは70質量%以上100質量%以下、さらに好ましくは90質量%以上100質量%以下、特に好ましくは95質量%以上100質量%以下である。これにより、二軸延伸フィルム層101との接着性や、印刷適性等のバランスをより良好にすることができる。
The content of polyolefin in the polyolefin resin composition (B) according to the present embodiment, that is, the
(その他の成分)
本実施形態に係る表面層105を構成するポリオレフィン系樹脂組成物(B)には、必要に応じて、粘着付与剤、耐熱安定剤、耐候安定剤、酸化防止剤、紫外線吸収剤、滑剤、スリップ剤、核剤、アンチブロッキング剤、帯電防止剤、防曇剤、顔料、染料、無機または有機の充填剤等の各種添加剤を本実施形態の目的を損なわない範囲で添加してもよい。
特に、本実施形態に係る表面層105は、本実施形態に係る食品用包装フィルム100の耐ブロッキング性を向上させる観点から、アンチブロッキング剤を含むことが好ましい。
アンチブロッキング剤としては、例えば、前述したヒートシール層103に用いられるアンチブロッキング剤と同様なものを挙げることができる。
(other ingredients)
The polyolefin resin composition (B) constituting the
In particular, the
Examples of the anti-blocking agent include those similar to the anti-blocking agent used for the
(ポリオレフィン系樹脂組成物(B)の調製方法)
本実施形態に係るポリオレフィン系樹脂組成物(B)は、例えば、各成分をドライブレンド、タンブラーミキサー、バンバリーミキサー、単軸押出機、二軸押出機、高速二軸押出機、熱ロール等により混合または溶融・混練することにより調製することができる。
(Method for preparing polyolefin resin composition (B))
The polyolefin-based resin composition (B) according to the present embodiment is prepared by, for example, dry blending each component using a tumbler mixer, a Banbury mixer, a single screw extruder, a twin screw extruder, a high speed twin screw extruder, a hot roll, or the like. Alternatively, it can be prepared by melting and kneading.
<食品用包装フィルムの製造方法>
本実施形態に係る食品用包装フィルム100は、例えば、二軸延伸フィルム層101を形成するための樹脂組成物(P)と、必要に応じてヒートシール層103を形成するためのポリオレフィン系樹脂組成物(A)と、表面層105を形成するためのポリオレフィン系樹脂組成物(B)と、をフィルム状に共押出し成形して得たフィルムを、公知の同時二軸延伸法あるいは逐次二軸延伸法等の二軸延伸フィルム製造方法を用いて二軸延伸することにより得ることができる。
成形装置および成形条件としては特に限定されず、従来公知の成形装置および成形条件を採用することができる。成形装置としては、T-ダイ押出機、多層T-ダイ押出機、インフレーション成形機あるいは多層インフレーション成形機等を用いることができる。二軸延伸の条件は、例えば、公知のOPPフィルムの製造条件を採用することができる。より具体的には、逐次二軸延伸法では、例えば、縦延伸温度を100℃~145℃、縦延伸倍率を4.5~6倍の範囲、横延伸温度を130℃~190℃、横延伸倍率を9~11倍の範囲にすればよい。
また、本実施形態に係る食品用包装フィルム100は、二軸延伸フィルム層101と必要に応じてヒートシール層103と表面層105とをそれぞれ別々に成形し、これらを積層して加熱成形することによっても得ることができる。
<Method for producing food packaging film>
The
The molding apparatus and molding conditions are not particularly limited, and conventionally known molding apparatuses and molding conditions can be employed. As the molding apparatus, a T-die extruder, a multilayer T-die extruder, an inflation molding machine, a multilayer inflation molding machine, or the like can be used. For the biaxial stretching conditions, for example, known OPP film production conditions can be adopted. More specifically, in the sequential biaxial stretching method, for example, the longitudinal stretching temperature is 100° C. to 145° C., the longitudinal stretching ratio is 4.5 to 6 times, the lateral stretching temperature is 130° C. to 190° C., and the lateral stretching is Magnification may be in the range of 9 to 11 times.
In addition, the
<食品用包装フィルムの用途>
本実施形態に係る食品用包装フィルム100は食品用包装体を構成するフィルムとして好適に用いることもできる。本実施形態に係る食品用包装体は、例えば、食品を収容することを目的として使用される包装袋自体または当該袋に食品を収容したものである。また、本実施形態に係る食品用包装体は用途に応じその一部に食品用包装フィルム100を使用してもよいし、食品用包装体の全体に食品用包装フィルム100を使用してもよい。
<Uses of food packaging films>
The
本実施形態に係る食品用包装フィルム100は水蒸気バリア性が求められる外装包装袋に用いることが好ましい。
また、本実施形態に係る食品用包装フィルム100が、食品、食品を個包装する個包装袋、および複数の個包装袋を包装する外装包装袋により構成される集積包装体に用いられる場合、食品用包装フィルム100は集積包装体において水蒸気バリア性が求められる外装包装袋に用いることが好ましい。これにより、十分な水蒸気バリア性を有する集積包装体を得ることができる。
The
Further, when the
以上、図面を参照して本発明の実施形態について述べたが、これらは本発明の例示であり、上記以外の様々な構成を採用することもできる。 Although the embodiments of the present invention have been described above with reference to the drawings, these are examples of the present invention, and various configurations other than those described above can also be adopted.
以下、本実施形態を、実施例・比較例を参照して詳細に説明する。なお、本実施形態は、これらの実施例の記載に何ら限定されるものではない。 Hereinafter, the present embodiment will be described in detail with reference to examples and comparative examples. It should be noted that the present embodiment is not limited to the description of these examples.
1.原料
実施例および比較例で用いた原料について以下に示す。
(1)プロピレン系重合体
PP1:高立体規則性プロピレン単独重合体(MFR:3g/10分、融点:167℃、アイソタクチックメソペンタッド分率(mmmm):98.5%)
PP2:プロピレン単独重合体(MFR:3g/10分、融点:161℃、アイソタクチックメソペンタッド分率(mmmm):92%)
PP3:プロピレン・α-オレフィンランダム共重合体(MFR:7g/10分、融点:137℃)
1. Raw Materials Raw materials used in Examples and Comparative Examples are shown below.
(1) Propylene-based polymer PP1: highly stereoregular propylene homopolymer (MFR: 3 g/10 min, melting point: 167°C, isotactic mesopentad fraction (mmmm): 98.5%)
PP2: Propylene homopolymer (MFR: 3 g/10 minutes, melting point: 161°C, isotactic mesopentad fraction (mmmm): 92%)
PP3: propylene/α-olefin random copolymer (MFR: 7 g/10 min, melting point: 137°C)
2.測定および評価方法
(1)プロピレン系重合体のアイソタクチックメソペンタッド分率(mmmm)
アイソタクチックメソペンタッド分率(メソペンタッド分率、(mmmm))の測定は、13C-NMRを用いて行った。アイソタクチックメソペンタッド分率は、Zambelliら、Macromolecules,第6巻,925頁(1973)に記載の方法に従い、アイソタクチックメソ平均連鎖長は、J.C.Randallによる、“Polymer Sequence Distribution”第2章(1977年)(Academic Press,New York)に記載の方法に従って算出した。
2. Measurement and evaluation method (1) Isotactic mesopentad fraction (mmmm) of propylene-based polymer
The isotactic mesopentad fraction (mesopentad fraction, (mmmm)) was measured using 13 C-NMR. The isotactic mesopentad fraction was determined according to the method described in Zambelli et al., Macromolecules, Vol. C. Randall, Polymer Sequence Distribution, Chapter 2 (1977) (Academic Press, New York).
(2)プロピレン系重合体のMFR
ASTM D1238に準拠し、230℃、2.16kg荷重の条件で測定した。
(2) MFR of propylene polymer
It was measured under conditions of 230° C. and a load of 2.16 kg according to ASTM D1238.
(3)引張弾性率
実施例および比較例で得られた食品用包装フィルムから15mm×15cmの試験片を切り出した。次いで、オリエンテック社製引張試験機を用いて、JIS K7127(1999)に準拠し、測定温度23±2℃、50±5%RH、引張速度5mm/minの条件で上記試験片のMD方向の引張弾性率T1およびTD方向の引張弾性率T2をそれぞれ測定した。
(3) Tensile modulus A test piece of 15 mm x 15 cm was cut out from the food packaging films obtained in Examples and Comparative Examples. Next, using a tensile tester manufactured by Orientec Co., Ltd., in accordance with JIS K7127 (1999), the MD direction of the test piece under the conditions of a measurement temperature of 23 ± 2 ° C., 50 ± 5% RH, and a tensile speed of 5 mm / min. The tensile modulus T1 and the tensile modulus T2 in the TD direction were measured respectively.
(4)厚みムラの評価
逐次二軸延伸機を用いて、下記記載の方法で、流れ方向と垂直方向に約1m幅の二軸延伸ポリプロピレン系フィルムを作製した。フィルムを10枚重ね、1m幅の方向で9等分し、両端を除く8箇所の厚みを測定。その測定値を以下の式に当てはめて、Xを計算した。Xが小さいほど、厚みムラが良好となる。
X=(最大厚み-最小厚み)/(最大厚み+最小厚み)
次いで、以下の基準により食品用包装フィルムの厚みムラを評価した。
◎:Xが2%未満
〇:Xが2%以上4%未満
△:Xが4%以上6%未満
×:Xが6%以上
(4) Evaluation of thickness unevenness Using a sequential biaxial stretching machine, a biaxially stretched polypropylene film having a width of about 1 m in the direction perpendicular to the machine direction was produced by the method described below. 10 sheets of the film were piled up, divided into 9 equal parts in the direction of 1 m width, and the thickness was measured at 8 points excluding both ends. X was calculated by applying the measured value to the following formula. The smaller X is, the better the thickness unevenness is.
X = (maximum thickness - minimum thickness) / (maximum thickness + minimum thickness)
Then, thickness unevenness of the food packaging film was evaluated according to the following criteria.
◎: X is less than 2% ○: X is 2% or more and less than 4% △: X is 4% or more and less than 6% ×: X is 6% or more
(5)延伸ムラの評価
延伸成形されたフィルム外観を確認し、両端150mmを除く部分に明らかに厚い部分が残った状態か否かを目視で確認した。厚い部分が残った状態であると延伸ムラが発生している状態であり、フィルム物性が安定していない。
◎:延伸ムラなし
×:延伸ムラあり
(5) Evaluation of Stretching Unevenness The appearance of the stretch-molded film was checked, and it was visually confirmed whether or not there was a clearly thick portion remaining in the portion excluding 150 mm at both ends. If the thick portion remains, it means that the film is stretched unevenly, and the physical properties of the film are not stable.
◎: No stretching unevenness ×: Stretching unevenness
(6)水蒸気バリア性
食品用包装フィルムをヒートシール層が内面になるように折り返し、2方をヒートシールして袋状にした。その後、内容物として塩化カルシウムを入れた。次いで、もう1方をヒートシールして表面積が0.01m2になるように袋を作製した。次いで、得られた袋を40℃、湿度90%RHの条件で72時間保管した。保管前後の塩化カルシウムの重量を測定し、その差から水蒸気透過度(g/(m2・24h))をそれぞれ算出した。
ここで、実施例および比較例で得られた二軸延伸ポリプロピレン系フィルムの一方の面上にヒートシール層を形成した。
次いで、以下の基準により食品用包装フィルムの水蒸気バリア性を評価した。
◎◎:水蒸気透過度が5.0g/(m2・24h)以下
◎:水蒸気透過度が5.0g/(m2・24h)超過5.5g/(m2・24h)以下
〇:水蒸気透過度が5.5g/(m2・24h)超過6.0g/(m2・24h)以下
×:水蒸気透過度が6.0g/(m2・24h)超過
(6) Water Vapor Barrier Property A food packaging film was folded so that the heat-seal layer was on the inside, and the two sides were heat-sealed to form a bag. After that, calcium chloride was added as the content. Then, the other side was heat-sealed to prepare a bag having a surface area of 0.01 m 2 . The resulting bag was then stored for 72 hours under conditions of 40° C. and 90% RH. The weight of calcium chloride before and after storage was measured, and the water vapor permeability (g/(m 2 ·24h)) was calculated from the difference.
Here, a heat seal layer was formed on one surface of the biaxially oriented polypropylene films obtained in Examples and Comparative Examples.
Next, the water vapor barrier property of the food packaging film was evaluated according to the following criteria.
◎◎: Water vapor transmission rate is 5.0 g / (m 2 · 24 h) or less ◎: Water vapor transmission rate exceeds 5.0 g / (m 2 · 24 h) 5.5 g / (m 2 · 24 h) or less ○: Water vapor transmission 5.5 g / (m 2 · 24 h) more than 6.0 g / (m 2 · 24 h) or less ×: Water vapor permeability exceeds 6.0 g / (m 2 · 24 h)
[実施例1~11および比較例1~2]
表1および表2に示す組成で二軸延伸ポリプロピレン系フィルムをそれぞれ押出成形し、次いで、二軸延伸処理することで食品用包装フィルムをそれぞれ作製し、各評価をおこなった。押出成形条件および二軸延伸処理条件は以下のとおりである。
押出成形機:60mmφ多層T-ダイ押出成形機(スクリュー:L/D=27、スクリュー精機社製)
押出設定温度:230~250℃、加工速度:20m/min(巻き取り速度)
縦延伸温度:115~130℃
縦延伸倍率:5倍
横延伸温度:140~175℃
横延伸倍率:10倍
[Examples 1-11 and Comparative Examples 1-2]
Biaxially oriented polypropylene films having the compositions shown in Tables 1 and 2 were extruded and then biaxially oriented to prepare food packaging films, which were evaluated. Extrusion molding conditions and biaxial stretching conditions are as follows.
Extruder: 60 mmφ multi-layer T-die extruder (screw: L/D = 27, manufactured by Screw Seiki Co., Ltd.)
Extrusion set temperature: 230-250°C, processing speed: 20m/min (winding speed)
Longitudinal stretching temperature: 115-130°C
Longitudinal draw ratio: 5 times Lateral draw temperature: 140-175°C
Horizontal stretch ratio: 10 times

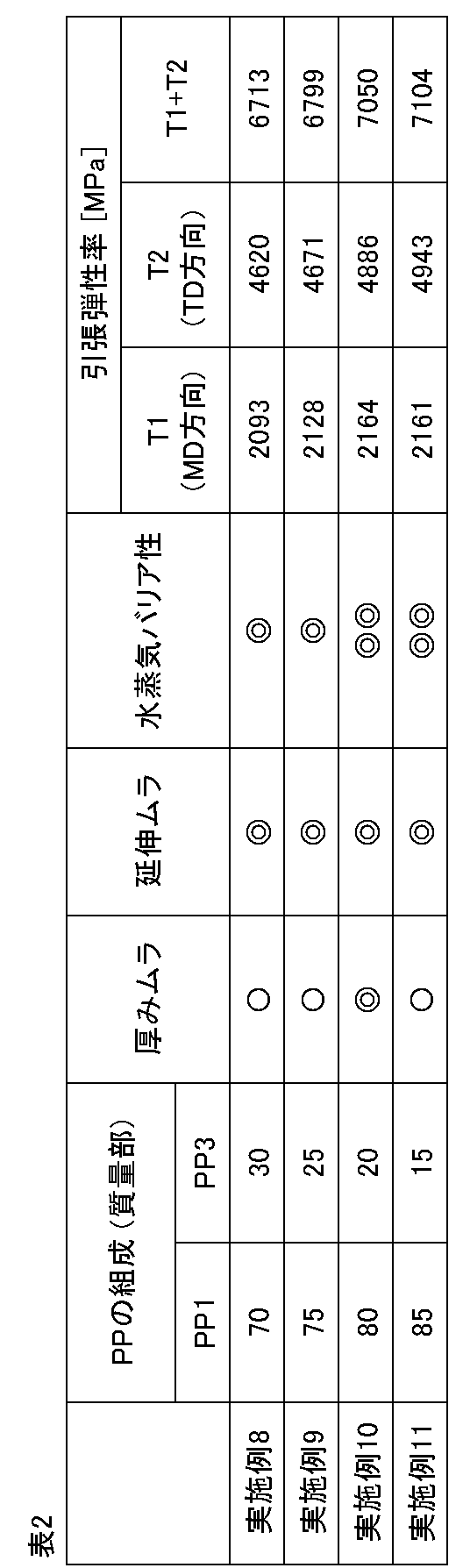
実施例の食品用包装フィルムは、比較例の食品用包装フィルムよりも厚みムラがそれぞれ小さかった。また、実施例の食品用包装フィルムを用いると、比較例の食品用包装フィルムを用いた場合に比べて、水蒸気バリア性が向上した食品用包装体を得ることができた。 The food packaging films of Examples had less thickness unevenness than the food packaging films of Comparative Examples. Moreover, when the food packaging film of the example was used, it was possible to obtain a food package having improved water vapor barrier properties as compared with the case of using the food packaging film of the comparative example.
100 食品用包装フィルム
101 二軸延伸フィルム層
103 ヒートシール層
105 表面層
100
Claims (10)
プロピレン系重合体を含む二軸延伸フィルム層を備え、
前記プロピレン系重合体は、DSC測定による融点が137℃以上162℃以下の範囲にある第1プロピレン系重合体(ただし、高立体規則性プロピレン系重合体を除く)と、DSC測定による融点が163℃以上180℃以下の範囲にある第2プロピレン系重合体と、を含み、
前記二軸延伸フィルム層に含まれる前記第1プロピレン系重合体および前記第2プロピレン系重合体の合計量を100質量%としたとき、前記二軸延伸フィルム層中の前記第2プロピレン系重合体の含有量が1質量%以上85質量%以下であり、
前記プロピレン系重合体のASTM D1238に準拠し、230℃、2.16kg荷重の条件で測定されるメルトフローレート(MFR)は、7g/10分以下である食品用包装フィルムであり、
前記二軸延伸フィルム層の一方の面上にヒートシール層をさらに備え、
前記二軸延伸フィルム層の前記ヒートシール層が設けられた面とは反対側の面上に表面層をさらに備え、
前記第2プロピレン系重合体のアイソタクチックメソペンタッド分率(mmmm)が96.0%以上である食品用包装フィルム。 A film for packaging food,
comprising a biaxially stretched film layer comprising a propylene-based polymer;
The propylene-based polymer includes a first propylene-based polymer (excluding the highly stereoregular propylene-based polymer) having a melting point in the range of 137° C. or higher and 162° C. or lower as measured by DSC, and a first propylene-based polymer having a melting point of 163° C. a second propylene-based polymer having a temperature in the range of ° C. to 180 ° C.,
When the total amount of the first propylene-based polymer and the second propylene-based polymer contained in the biaxially-stretched film layer is 100% by mass, the second propylene-based polymer in the biaxially-stretched film layer The content of is 1% by mass or more and 85% by mass or less,
A food packaging film having a melt flow rate (MFR) of 7 g/10 minutes or less measured under conditions of 230° C. and a load of 2.16 kg according to ASTM D1238 of the propylene-based polymer,
further comprising a heat seal layer on one side of the biaxially stretched film layer;
Further comprising a surface layer on the surface of the biaxially stretched film layer opposite to the surface on which the heat seal layer is provided ,
A food packaging film , wherein the second propylene-based polymer has an isotactic mesopentad fraction (mmmm) of 96.0% or more .
JIS K7127(1999)に準拠し、引張試験機を用いて測定温度23±2℃、50±5%RH、引張速度5mm/minの条件で測定される、前記食品用包装フィルムのMD方向の引張弾性率T1とTD方向の引張弾性率T2との合計値(T1+T2)が5000MPa以上10000MPa以下である食品用包装フィルム。 In the food packaging film according to claim 1 ,
According to JIS K7127 (1999), measured using a tensile tester under the conditions of a measurement temperature of 23 ± 2 ° C., 50 ± 5% RH, and a tensile speed of 5 mm / min, the MD direction tensile of the food packaging film A food packaging film having a total value (T 1 +T 2 ) of an elastic modulus T 1 and a tensile elastic modulus T 2 in the TD direction of 5,000 MPa or more and 10,000 MPa or less.
前記ヒートシール層は前記二軸延伸フィルム層の前記一方の面に直接接するように設けられている食品用包装フィルム。 In the food packaging film according to claim 1 or 2 ,
The food packaging film, wherein the heat seal layer is provided so as to be in direct contact with the one surface of the biaxially stretched film layer.
前記ヒートシール層がホモポリプロピレンおよびプロピレンと炭素数が2以上10以下のα-オレフィンとのランダム共重合体から選択される一種または二種以上を含む食品用包装フィルム。 In the food packaging film according to any one of claims 1 to 3 ,
A food packaging film in which the heat seal layer contains one or more selected from homopolypropylene and random copolymers of propylene and α-olefins having 2 to 10 carbon atoms.
前記表面層はアンチブロッキング剤を含む食品用包装フィルム。 In the food packaging film according to any one of claims 1 to 4 ,
The food packaging film, wherein the surface layer comprises an anti-blocking agent.
前記表面層はホモポリプロピレンおよびプロピレンと炭素数が2以上10以下のα-オレフィンとのランダム共重合体から選択される一種または二種以上を含む食品用包装フィルム。 In the food packaging film according to any one of claims 1 to 5 ,
The food packaging film, wherein the surface layer comprises one or more selected from homopolypropylene and random copolymers of propylene and α-olefins having 2 to 10 carbon atoms.
前記二軸延伸フィルム層に含まれる粘着付与剤の含有量が、前記二軸延伸フィルム層の全体を100質量%としたとき、10質量%以下である食品用包装フィルム。 In the food packaging film according to any one of claims 1 to 6 ,
A food packaging film, wherein the content of the tackifier contained in the biaxially stretched film layer is 10% by mass or less when the entire biaxially stretched film layer is taken as 100% by mass.
下記の方法で測定される水蒸気透過度が6.0g/(m2・24h)以下である食品用包装フィルム。
(測定方法)
前記食品用包装フィルムをヒートシール層が内面になるように折り返し、2方をヒートシールして袋状にする。その後、内容物として塩化カルシウムを入れる。次いで、もう1方をヒートシールして表面積が0.01m2になるように袋を作製する。次いで、得られた袋を40℃、湿度90%RHの条件で72時間保管する。保管前後の塩化カルシウムの重量を測定し、その差から水蒸気透過度(g/(m2・24h))を算出する。 In the food packaging film according to any one of claims 1 to 7 ,
A food packaging film having a water vapor transmission rate of 6.0 g/(m 2 ·24 h) or less as measured by the following method.
(Measuring method)
The food packaging film is folded so that the heat-seal layer faces the inside, and the two sides are heat-sealed to form a bag. After that, calcium chloride is added as the content. The other side is then heat-sealed to form a bag having a surface area of 0.01 m 2 . The resulting bag is then stored for 72 hours under conditions of 40° C. and 90% RH. The weight of calcium chloride before and after storage is measured, and the water vapor permeability (g/(m 2 ·24h)) is calculated from the difference.
外装包装袋に用いられる食品用包装フィルム。 In the food packaging film according to any one of claims 1 to 8 ,
Food packaging film used for outer packaging bags.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018129071A JP7321682B2 (en) | 2018-07-06 | 2018-07-06 | Food packaging film and food package |
| JP2023121446A JP2023153153A (en) | 2018-07-06 | 2023-07-26 | Packaging film for food product, and package for food product |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018129071A JP7321682B2 (en) | 2018-07-06 | 2018-07-06 | Food packaging film and food package |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023121446A Division JP2023153153A (en) | 2018-07-06 | 2023-07-26 | Packaging film for food product, and package for food product |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020007443A JP2020007443A (en) | 2020-01-16 |
| JP7321682B2 true JP7321682B2 (en) | 2023-08-07 |
Family
ID=69150578
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018129071A Active JP7321682B2 (en) | 2018-07-06 | 2018-07-06 | Food packaging film and food package |
| JP2023121446A Pending JP2023153153A (en) | 2018-07-06 | 2023-07-26 | Packaging film for food product, and package for food product |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023121446A Pending JP2023153153A (en) | 2018-07-06 | 2023-07-26 | Packaging film for food product, and package for food product |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP7321682B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7082153B2 (en) * | 2020-03-30 | 2022-06-07 | 福岡県 | Fruit and vegetable freshness preservation film for automatic packaging and fruit and vegetable freshness preservation packaging bag |
| WO2024070975A1 (en) * | 2022-09-28 | 2024-04-04 | 三井化学東セロ株式会社 | Biaxially stretched polypropylene film, food packaging body, and packaged food |
| WO2024070972A1 (en) * | 2022-09-28 | 2024-04-04 | 三井化学東セロ株式会社 | Biaxially oriented polypropylene film, package for food, and food package |
Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000017086A (en) | 1998-07-01 | 2000-01-18 | Japan Polychem Corp | Biaxially structured polypropylene film |
| JP2001048998A (en) | 1999-06-03 | 2001-02-20 | Toray Ind Inc | Biaxially oriented polypropylene film |
| JP2001114908A (en) | 1999-10-13 | 2001-04-24 | Idemitsu Petrochem Co Ltd | Biaxially oriented polypropylene film |
| JP2004017333A (en) | 2002-06-13 | 2004-01-22 | Tohcello Co Ltd | Biaxially oriented polypropylene multilayer film and use thereof |
| JP2006063186A (en) | 2004-08-26 | 2006-03-09 | Toray Ind Inc | Method for producing polypropylene film |
| JP2008179063A (en) | 2007-01-25 | 2008-08-07 | Sekisui Plastics Co Ltd | Laminated foam sheet and manufacturing method thereof |
| WO2008139727A1 (en) | 2007-05-07 | 2008-11-20 | Mitsubishi Plastics, Inc. | Laminated porous film and separator for cell |
| WO2009063819A1 (en) | 2007-11-13 | 2009-05-22 | Prime Polymer Co., Ltd. | Propylene resin composition for stretched sheet, and stretched sheet and thermally molded article each comprising the composition |
| JP2009235228A (en) | 2008-03-27 | 2009-10-15 | Tohcello Co Ltd | Oriented film made of polypropylene |
| JP2012035624A (en) | 2010-07-12 | 2012-02-23 | Mitsui Chemicals Tohcello Inc | Laminated film |
| JP2012136648A (en) | 2010-12-27 | 2012-07-19 | Henkel Japan Ltd | Hot melt adhesive |
| WO2013080854A1 (en) | 2011-11-28 | 2013-06-06 | 三井化学東セロ株式会社 | Propylene-based polymer composition, biaxially stretched film, and use therefor |
| JP2014055276A (en) | 2012-01-24 | 2014-03-27 | Toyobo Co Ltd | Stretched polypropylene film |
| CN104149434A (en) | 2013-05-13 | 2014-11-19 | 中国科学院化学研究所 | Composite binding layer-containing propylene polymer multilayer composite film and preparation method, use and products thereof |
| WO2015012165A1 (en) | 2013-07-23 | 2015-01-29 | 東洋紡株式会社 | Heat-sealable stretched multilayer polypropylene film |
| JP2015145504A (en) | 2015-04-03 | 2015-08-13 | ヘンケルジャパン株式会社 | hot melt adhesive |
| JP2015199228A (en) | 2014-04-07 | 2015-11-12 | グンゼ株式会社 | Biaxial orientation polypropylene film and packaging bag |
| JP2016050222A (en) | 2014-08-28 | 2016-04-11 | 出光興産株式会社 | Polyolefin-based composition, molded article formed thereof, film, stretch film and production method thereof |
| JP2016074760A (en) | 2014-10-02 | 2016-05-12 | 出光興産株式会社 | Stretched film, production method of the same, and packaging material using the same |
| WO2017170330A1 (en) | 2016-03-30 | 2017-10-05 | 東洋紡株式会社 | Polypropylene resin multilayer film, and packaging material using same |
| US20170342247A1 (en) | 2014-12-12 | 2017-11-30 | Borealis Ag | Polypropylene films with improved sealing behaviour, especially in view of improved sealing properties |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4311422A1 (en) * | 1993-04-07 | 1994-10-13 | Hoechst Ag | Opaque, matt, biaxially oriented polypropylene multilayer film, process for its production and its use |
-
2018
- 2018-07-06 JP JP2018129071A patent/JP7321682B2/en active Active
-
2023
- 2023-07-26 JP JP2023121446A patent/JP2023153153A/en active Pending
Patent Citations (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000017086A (en) | 1998-07-01 | 2000-01-18 | Japan Polychem Corp | Biaxially structured polypropylene film |
| JP2001048998A (en) | 1999-06-03 | 2001-02-20 | Toray Ind Inc | Biaxially oriented polypropylene film |
| JP2001114908A (en) | 1999-10-13 | 2001-04-24 | Idemitsu Petrochem Co Ltd | Biaxially oriented polypropylene film |
| JP2004017333A (en) | 2002-06-13 | 2004-01-22 | Tohcello Co Ltd | Biaxially oriented polypropylene multilayer film and use thereof |
| JP2006063186A (en) | 2004-08-26 | 2006-03-09 | Toray Ind Inc | Method for producing polypropylene film |
| JP2008179063A (en) | 2007-01-25 | 2008-08-07 | Sekisui Plastics Co Ltd | Laminated foam sheet and manufacturing method thereof |
| WO2008139727A1 (en) | 2007-05-07 | 2008-11-20 | Mitsubishi Plastics, Inc. | Laminated porous film and separator for cell |
| WO2009063819A1 (en) | 2007-11-13 | 2009-05-22 | Prime Polymer Co., Ltd. | Propylene resin composition for stretched sheet, and stretched sheet and thermally molded article each comprising the composition |
| JP2009235228A (en) | 2008-03-27 | 2009-10-15 | Tohcello Co Ltd | Oriented film made of polypropylene |
| JP2012035624A (en) | 2010-07-12 | 2012-02-23 | Mitsui Chemicals Tohcello Inc | Laminated film |
| JP2012136648A (en) | 2010-12-27 | 2012-07-19 | Henkel Japan Ltd | Hot melt adhesive |
| WO2013080854A1 (en) | 2011-11-28 | 2013-06-06 | 三井化学東セロ株式会社 | Propylene-based polymer composition, biaxially stretched film, and use therefor |
| JP2014055276A (en) | 2012-01-24 | 2014-03-27 | Toyobo Co Ltd | Stretched polypropylene film |
| CN104149434A (en) | 2013-05-13 | 2014-11-19 | 中国科学院化学研究所 | Composite binding layer-containing propylene polymer multilayer composite film and preparation method, use and products thereof |
| WO2015012165A1 (en) | 2013-07-23 | 2015-01-29 | 東洋紡株式会社 | Heat-sealable stretched multilayer polypropylene film |
| JP2015199228A (en) | 2014-04-07 | 2015-11-12 | グンゼ株式会社 | Biaxial orientation polypropylene film and packaging bag |
| JP2016050222A (en) | 2014-08-28 | 2016-04-11 | 出光興産株式会社 | Polyolefin-based composition, molded article formed thereof, film, stretch film and production method thereof |
| JP2016074760A (en) | 2014-10-02 | 2016-05-12 | 出光興産株式会社 | Stretched film, production method of the same, and packaging material using the same |
| US20170342247A1 (en) | 2014-12-12 | 2017-11-30 | Borealis Ag | Polypropylene films with improved sealing behaviour, especially in view of improved sealing properties |
| JP2015145504A (en) | 2015-04-03 | 2015-08-13 | ヘンケルジャパン株式会社 | hot melt adhesive |
| WO2017170330A1 (en) | 2016-03-30 | 2017-10-05 | 東洋紡株式会社 | Polypropylene resin multilayer film, and packaging material using same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023153153A (en) | 2023-10-17 |
| JP2020007443A (en) | 2020-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6107002B2 (en) | Sealant film, and packaging material and packaging bag using the same | |
| JP2023073314A (en) | Food packaging film and food package | |
| WO2006118030A1 (en) | Heat-sealable multilayer polypropylene resin film and packaging material | |
| JP2023153153A (en) | Packaging film for food product, and package for food product | |
| JP2023121783A (en) | Packaging film for food and packaging body for food | |
| JP2023010777A (en) | Food product packaging film and food product packaging body | |
| JP2018052120A (en) | Sealant film, and packaging material and packaging bag using the same | |
| WO2015087990A1 (en) | Polyolefin-based unstretched multilayer film | |
| JP7112835B2 (en) | Food packaging film and food package | |
| JP2019006463A (en) | Food product packaging film and food product packaging body | |
| JP7153487B2 (en) | Food packaging film and food package | |
| JP2019006461A (en) | Food product packaging film and food product packaging body | |
| JP7377060B2 (en) | Food packaging film and food packaging | |
| JP7470503B2 (en) | Food packaging film and food packaging body | |
| JP4692818B2 (en) | Co-extrusion laminated film and laminate film and packaging container using the same | |
| JP7470502B2 (en) | Food packaging film and food packaging body | |
| JP2006103147A (en) | Laminated film | |
| JP6504225B2 (en) | Sealant film and packaging material and packaging bag using the same | |
| JP6690467B2 (en) | Coextruded film and multilayer coextruded laminate | |
| JP4239067B2 (en) | Laminated polypropylene resin film and package using the same | |
| JP2024049096A (en) | Biaxially oriented polypropylene film, food packaging and food packaging | |
| JP2024049102A (en) | Biaxially oriented polypropylene film, food packaging and food packaging | |
| JP2024049107A (en) | Biaxially oriented polypropylene film, food packaging and food packaging | |
| JP2024049094A (en) | Biaxially oriented polypropylene film, food packaging and food packaging | |
| JP2024049105A (en) | Biaxially oriented polypropylene film, food packaging and food packaging |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210623 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220512 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220517 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220714 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220802 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221101 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230508 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230627 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230726 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7321682 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |