JP7315112B2 - 遮音シート部材、及びこれを備えた遮音構造体 - Google Patents
遮音シート部材、及びこれを備えた遮音構造体 Download PDFInfo
- Publication number
- JP7315112B2 JP7315112B2 JP2022564398A JP2022564398A JP7315112B2 JP 7315112 B2 JP7315112 B2 JP 7315112B2 JP 2022564398 A JP2022564398 A JP 2022564398A JP 2022564398 A JP2022564398 A JP 2022564398A JP 7315112 B2 JP7315112 B2 JP 7315112B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet member
- convex portion
- convex
- sound insulating
- space
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

























Classifications
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/172—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general using resonance effects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/263—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer having non-uniform thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/28—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer comprising a deformed thin sheet, i.e. the layer having its entire thickness deformed out of the plane, e.g. corrugated, crumpled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/162—Selection of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Acoustics & Sound (AREA)
- Multimedia (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
- Building Environments (AREA)
Description
[1]ゴム弾性を有するシート部と、
前記シート部の少なくとも一方の面に設けられ、ゴム弾性を有する複数の凸部と、を有し、
前記凸部、及び前記シート部における該凸部が設けられた領域のうち少なくとも一方が、空間部を有する、遮音シート部材。
[2]少なくとも前記凸部が空間部を有する、[1]に記載の遮音シート部材。
[3]さらに前記シート部が空間部を有し、該シート部の空間部が、該シート部における前記凸部が設けられている側とは反対側の面から前記凸部の空間部までを貫通するように設けられる、[2]に記載の遮音シート部材。
[4]前記凸部は、前記空間部と外部とを繋ぐ貫通孔を有さない、[3]に記載の遮音シート部材。
[5]前記凸部のシート部平面方向の断面の内、前記空間部の占める面積の割合が最大となる断面において、該割合が90%以下である、[2]~[4]のいずれかに記載の遮音シート部材。
[6]前記凸部のシート部平面方向の断面の内、前記空間部の占める面積の割合が最大となる断面において、該割合が20%以上である、[2]~[5]いずれかに記載の遮音シート部材。
[7]前記凸部における前記空間部の占める体積の割合が10%以上である、[2]~[6]のいずれかに記載の遮音シート部材。
[8]前記凸部の空間部の一部が、前記凸部の先端面及び側面の少なくともいずれかの面まで達するように設けられる、[2]~[7]のいずれかに記載の遮音シート部材。
[9]前記凸部が先端側に錘部を有する、[1]~[8]のいずれかに記載の遮音シート部材。
[10]下記の式で表される錘部の相当直径DWに対する下記の式で表される凸部の相当直径DPの比(DP/DW)が、1.25以上である、[9]に記載の遮音シート部材。
DP=4AP/pP
DW=4AW/pW
DP:凸部の相当直径
DW:錘部の相当直径
AP:前記シート部平面方向の前記凸部の断面の外周から形成される領域の面積
AW:前記シート部平面方向の前記錘部の断面の外周から形成される領域の面積
pP:前記シート部平面方向の前記凸部の断面の外周の長さ
pW:前記シート部平面方向の前記錘部の断面の外周の長さ
[11]下記の式で表されるDPに対する、前記凸部の高さと前記シート部の厚みとの合計値Hの比(H/DP)が、2.1以下である、[9]又は[10]に記載の遮音シート部材。
DP=4AP/pP
DP:凸部の相当直径
AP:前記シート部平面方向の前記凸部の断面の外周から形成される領域の面積
pP:前記シート部平面方向の前記凸部の断面の外周の長さ
[12]前記錘部の少なくとも一部が、前記凸部に埋設されている、[9]~[11]のいずれかに記載の遮音シート部材。
[13]一体成型品である、[1]~[12]のいずれかに記載の遮音シート部材。
[14][1]~[13]のいずれかに記載の遮音シート部材、及び該遮音シート部材を支持する支持体を少なくとも備える、遮音構造体。
[15]前記シート部及び前記凸部が、独立して、熱硬化性エラストマー、光硬化性エラストマー、及び熱可塑性エラストマーよりなる群から選択される少なくとも1種を含有する、[14]に記載の遮音構造体。
本発明の一実施形態である遮音シート部材(単に「遮音シート部材」とも称する。)は、
ゴム弾性を有するシート部と、
前記シート部の少なくとも一方の面に設けられ、ゴム弾性を有する複数の凸部と、を有し、
前記凸部、及び前記シート部における該凸部が設けられた領域のうち少なくとも一方が、空間部を有する、遮音シート部材である。
以下、本実施形態の具体的態様について図を用いて説明するが、これに限定されるものではない。なお、本明細書において「複数」とは2以上であることを意味する。
本実施形態に係る遮音シート部材の一例(第1実施形態)を図1に示す。図1に示す遮音シート部材100は、ゴム弾性を有するシート部11と、該シート部11の一方の面に設けられ、ゴム弾性を有する複数の凸部21とを有し、該凸部21、及び前記シート部11における該凸部21が設けられた領域のうち少なくとも一方が、空間部12を有する。該シート部11は、シート面11a及びシート面11bを有する。また、図2は、図1におけるI-I矢視断面図である。
図2に示す遮音シート部材100は、シート部11及び凸部21の両方が空間部12を有する態様であり、該凸部21は、空間部12の周囲に設けられて凸形状を形成する凸形成部22と空間部12とから構成され、該空間部12は、凸部21が有する空間部12rとシート部が有する空間部12sとから構成される。また、図2に示す点線Bは、シート部11と凸部21との境界を示す線である。また、図2において、t1は凸部21の高さ、t2はシート部11の厚み、w1は凸部21の幅、w2はシート部平面方向の空間部12の断面幅を示す。
なお、シート部11における凸部21が設けられた領域とは、遮音シート部材100を平面視した場合に凸部21に重複するシート部11の領域であり、図2においては、w1で示される幅を有するシート部11の領域である。
また、本明細書において、空間部12は、空間部12r及び空間部12sの総称として扱われる。つまり、凸部21の説明における空間部12は空間部12rを示し、シート部11の説明における空間部12は空間部12sを示し、特段の区別をしない場合における空間部12の説明は空間部12r及び空間部12sのいずれにも適用される。
図3(a)に示す遮音シート部材100は、図2と同様に、シート部11及び凸部21の両方が空間部12を有する態様である。
図3(b)に示す遮音シート部材100は、凸部21のみが空間部12を有する態様である。
図3(c)に示す遮音シート部材100は、シート部11のみが空間部12を有する態様である。
図3(d)に示す遮音シート部材100は、シート部11のみが空間部12を有し、かつ、該空間部12の一部が、凸部が設けられる側とは反対側のシート部の表面まで達するように設けられる態様である。
図3(e)に示す遮音シート部材100は、シート部11及び凸部21の両方が空間部12を有し、かつ、該空間部12が、シート部11における凸部21が設けられている側とは反対側の面から凸部21の空間部12まで貫通するように設けられる態様である。成形容易性と遮音性能の両立の観点からは、本態様が好ましい。
図3(f)に示す遮音シート部材100は、上記の図3(e)における遮音シート部材100と同様の構成を有し、かつ、シート部平面方向のシート部の空間部12sの断面幅w2-2が、シート部平面方向の凸部の空間部12rの断面幅w2-1よりも小さい態様である。
また、凸部が空間部を有する場合、凸部は、空間部と外部とを繋ぐ貫通孔を有さない態様であってもよい。この貫通孔は、凸部と外部と直接繋ぐ貫通孔であり、図3(e)に示すような、シート部を介して凸部の空間部と外部とを繋ぐ貫通孔は対象でない。遮音性能向上の観点からは、本態様が好ましい。
本実施形態に係る遮音シート部材100は、一般的な遮音部材よりも小さなサイズで良好な遮音性能が得られるために低背化することが容易であり、また、設置する環境や条件に応じて凸部、空間部及びシート部のサイズや形状を適宜変更して適用できるため、設置空間の限られた場所への設置を可能とする。
以下、遮音シート部材100の各構成要素について、詳述する。
シート部11は、ゴム弾性を有するシート部であり、その態様は特に限定されないが、樹脂(有機高分子)の分子運動等に起因して、ゴム弾性を有するものであってよい。このシート部11は、騒音源から音波が入射された際に、ある周波数で振動する振動子(共振器)としても機能し得るものである。シート部11は、空間部12を有していてもよい。空間部12は、図3(c)に示すようにシート部11の内部にのみ存在するように有していてもよく、また、図3(d)に示すようにその一部が、凸部が設けられる側とは反対側のシート部の表面まで達するように有していてもよく、また、図3(a)に示されるように凸部21が有する空間部と一体となっていてもよい。
金属型等を用いて注型して製造する場合には、金型表面のキャビティ内をエラストマーで充填する必要があるが、光硬化性エラストマーの方が、硬化前の比較的低粘度の液体の状態でキャビティ内を充填でき、充填率を高められるため好ましい。
化学架橋された天然ゴム或いは合成ゴム等の加硫系熱硬化性樹脂系エラストマー、ウレタン系熱硬化性樹脂系エラストマー、シリコーン系熱硬化性樹脂系エラストマー、フッ素系熱硬化性樹脂系エラストマー、又はアクリル系熱硬化性樹脂系エラストマー等の熱硬化性樹脂系エラストマー;
アクリル系光硬化性エラストマー、シリコーン系光硬化性エラストマー、又はエポキシ系光硬化性エラストマー等の光硬化性エラストマー;
オレフィン系熱可塑性エラストマー、スチレン系熱可塑性エラストマー、塩ビ系熱可塑性エラストマー、ウレタン系熱可塑性エラストマー、エステル系熱可塑性エラストマー、アミド系熱可塑性エラストマー、シリコーン系熱可塑性エラストマー、又はアクリル系熱可塑性エラストマー等の熱可塑性エラストマー等が挙げられる。
上記、熱硬化性エラストマー、光硬化性エラストマー、及び熱可塑性エラストマーのさらなる具体例としては、ゴムが挙げられる。具体的には、天然ゴム、イソプレンゴム、ブタジエンゴム、スチレン-ブタジエンゴム、クロロプレンゴム、ニトリルゴム、ポリイソブチレンゴム、エチレン-プロピレンゴム、クロロスルホン化ポリエチレンゴム、アクリルゴム、フッ素ゴム、エピクロロヒドリンゴム、ポリエステルゴム、ウレタンゴム、もしくはシリコーンゴム、又はこれらの変性体等が挙げられるが、これらに特に限定されない。これらは、1種を単独で又は2種以上を組み合わせて用いることができる。
さらにこれらの中でも、天然ゴム、イソプレンゴム、ブタジエンゴム、スチレン-ブタジエンゴム、クロロプレンゴム、ニトリルゴム、ポリイソブチレンゴム、エチレンプロピレンゴム、クロロスルホン化ポリエチレンゴム、アクリルゴム、フッ素ゴム、エピクロロヒドリンゴム、ポリエステルゴム、ウレタンゴム、シリコーンゴム及びこれらの変性体が好ましく、シリコーンゴム、もしくはアクリルゴム、又はこれらの変性体がより好ましい。これらの材料を用いることで、耐熱性や耐寒性に優れる傾向にある。
難燃剤は、可燃性の素材を燃え難くする又は発火しないようにするために配合される添加剤である。その具体例としては、ペンタブロモジフェニルエーテル、オクタブロモジフェニルエーテル、デカブロモジフェニルエーテル、テトラブロモビスフェノールA、ヘキサブロモシクロドデカン、もしくはヘキサブロモベンゼン等の臭素化合物、トリフェニルホスフェート等のリン化合物、塩素化パラフィン等の塩素化合物、三酸化アンチモン等のアンチモン化合物、水酸化アルミニウム等の金属水酸化物、メラミンシアヌレート等の窒素化合物、又はホウ酸ナトリウム等のホウ素化合物等が挙げられるが、これらに特に限定されない。
また、酸化防止剤は、酸化劣化防止のために配合される添加剤である。その具体例としては、フェノール系酸化防止剤、硫黄系酸化防止剤、又はリン系酸化防止剤等が挙げられるが、これらに特に限定されない。
さらに、可塑剤は、柔軟性や耐候性を改良するために配合される添加剤である。その具体例としては、フタル酸エステル、アジピン酸エステル、トリメリット酸エステル、ポリエステル、リン酸エステル、クエン酸エステル、セバシン酸エステル、アゼライン酸エステル、マレイン酸エステル、シリコーン油、鉱物油、もしくは植物油、又はこれらの変性体等が挙げられるが、これらに特に限定されない。
さらに、着色剤として、色素や顔料等が挙げられる。
これらの各種添加剤は、1種を単独で又は2種以上を組み合わせて用いることができる。
遮音性能、機械的強度、柔軟性、又はハンドリング性等の観点から、シート部11の厚みは、好ましくは10μm以上、より好ましくは50μm以上、さらに好ましくは100μm以上である。また、シート11の厚みは、好ましくは2mm以下、より好ましくは1mm以下、さらに好ましくは500μm以下である。なお、シート部11の厚みはシート部全体で均一でなくともよく、例えば、遮音シート部材100が設置される態様に応じて、また部分的に遮音性能の強弱を付けたいときには、シートと認識される範囲でシート部に傾斜が設けられていてもよい。シート部の厚みが均一でない場合には、シート部11の厚みt2は平均値として算出される。ただし、成形容易性や安定的な遮音性能の確保の観点から、シート部11の厚みは均一であることが好ましい。
ここで、本明細書におけるヤング率とは、一軸方向に外力を加えた際の試料の単位断面積あたりに働く力(応力)と変形率(歪み)の比を意味し、JIS K 6394:2007「加硫ゴム及び熱可塑性ゴム-動的性質の求め方-」の強制振動非共振方法により測定される貯蔵たて弾性係数の25℃、10Hzにおける値を意味している。
凸部21は、複数でシート部11上に設けられ、騒音源から音波が入射された際に、ある周波数で振動する振動子(共振器)として機能するものである。凸部21は空間部12を有していてよく、例えば、図2の遮音シート部材100のように、凸部21は、シート部11から続く空間部12と、該空間部12の周囲を覆う凸形成部22とから構成されていてもよい。凸部21は、凸形成部22の内、先端側の部分、特に空間部12より先端側の部分が錘として働き、凸形成部22の後端の部分がバネとして働く共振器として有効に機能する。以下で説明する凸部21の各パラメータは、特段の断りがない限り、複数の凸部のパラメータの平均値を表す。凸部21(凸形成部22)の先端側の部分とは、一般的に先端側と認識される範囲の領域であってよく、具体的には、凸部21の高さ方向に対して、凸部21の全体の領域のうち先端側50%の領域であってよく、また、凸部が空間部を有する場合には、該空間部のシート側の端部よりも先端側の領域であってもよいが、本発明の効果を得ることを確保する観点からは後者で定義されることが好ましい。
凸部21は、シート部11の少なくともいずれか一方の面に設けられていればよく、一方の面にのみ設けられていても、両方の面に設けられていてもよいが、遮音高性能の向上の観点からは、両方の面に設けられていることが好ましい。ただし、後述する支持体を設けて遮音構造体とする場合には、製造容易性及び性能の安定化の観点から、凸部21はシート部11の一方の面にのみ設けられていることが好ましい。
なお、シート部の両面に複数の凸部が設けられる場合、本明細書における凸部に関するパラメータは、特段の断りがない限り、片面に設けられた複数の凸部のパラメータとして扱う。例えば、後述する凸部の高さの条件は、シート部の片面に設けられた複数の凸部のパラメータ(具体的には、その平均値)に適用される。また、この態様における遮音シート部材のパラメータは、シート部両面の凸部全体を含む遮音シート全体のパラメータとして扱う。
単位面積当たりの凸部21の最大数は、凸部21の形状等によっても異なるが、例えば、凸部21が円柱状で、円柱の高さ方向がシート法線方向と平行に設置され、且つ、円柱断面直径が1cmの場合には、100cm2当たり100個以下が好ましい。
単位面積当たりの凸部21の最小数は、例えば、凸部21が円柱状で、円柱の高さ方向がシート法線方向と平行となるように設置され、且つ、断面直径が1cmの場合には、100cm2当たり2個以上が好ましく、より好ましくは10個以上、さらに好ましくは50個以上である。凸部21の設置数が、上記の好ましい下限以上であることで、より高い遮音性能が得られる傾向にある。また、上記の好ましい上限以下であることで、シート全体の軽量化を図ることが容易となる。
また、図1に示すように、凸部が円柱である場合、複数の凸部21の断面積の総和が最大となる高さ位置におけるシート部11のシート面11aに平行な面において、当該面に含まれる凸部の断面のうち、直径が最大である円の直径は100mm以下が好ましく、より好ましくは50mm以下、さらに好ましくは25mm以下である。また、直径が最小である円形の直径は10μm以上が好ましく、より好ましくは100μm以上、さらに好ましくは1mm以上である。凸部21の断面積及び円柱の場合の円の直径を上記の好ましい数値範囲内とすることで、シート部11のシート面11aへ設置する凸部21を所定数以上確保することができ、さらに良好な遮音性能を得ることができ、また、成形容易性及び生産性もさらに高められる傾向にある。
空間部12は、凸部21とシート部11における該凸部21が設けられた領域とのうち少なくとも一方に設けられていればよいが、良好な遮音性能を得るため、少なくとも凸部21に設けられることが好ましく、凸部21とシート部11における該凸部21が設けられた領域の両方に設けられる、特に凸部21とシート部11における該凸部21が設けられた領域の両方にまたがってつながれた1つの空間部12が設けられることが好ましい。例えば、図1に示すように、略円柱状の形状を有する空間部12が、シート部11と凸部21に連続して設けられていてもよい。本明細書では、各凸部とシート部における該凸部が設けられた領域とを併せた領域を「複合領域」とも称する。
空間部12の形状は、特に限定されず、三角柱状、矩形柱状、台形柱状、5角柱や6角柱等の多角柱状、円柱状、楕円柱状、角錐台状、円錐台状、角錐状、円錐状、これらに分類されない不定形状等、任意の形状を採用することができる。また、各複合領域中の空間部12の数は1つに限定されず、例えば図4(a)のように分割されていてもよい。また、空間部12は空気のみで構成される必要はなく、例えば図4(b)のように、凸部21の共振を阻害しないものであれば内部に発泡体や不織布などの吸音材24を設けてもよい。
遮音シート部材100を、該部材を支持する支持体に設ける場合、シート部11と被着体間に空気が入ってしまうことがある。しかし、遮音シート部材100を、図3(d)、図3(e)又は図3(f)に示すように、少なくともシート部11が空間部12を有し、かつ、該空間部12の一部が、凸部21が設けられた側とは反対側のシート部11の表面まで達するように設けられている態様とすると、遮音シート部材と支持体との接触部分の一部に空間部が存在することとなるため、空気だまりを空間部に逃がすことができ、遮音シート部材100と被着体との間に接着剤を充填することができる。そのため遮音シート部材100の剥がれを抑制でき、遮音シート部材と支持体との接触部分の一部に空間部が存在しない場合と比較して、安定性に優れる。
(ヒケ量の評価方法)
凸部の上面を固定した遮音シート部材を170℃の環境で保持した後、25℃まで温度を下げたときの、複合領域の高さH(シート部平面方向に垂直の方向における凸部の高さ及びシート部の厚みの和)における最大値(Hmax)と最小値(Hmin)を算出し、以下の式を用いて計算することによりヒケ量Bを評価することができる。Hmax、Hmin、及びBのパラメータは、図5に示すとおりである。なお、図5における線分Aと線分A’で囲われた領域が複合領域である。
ヒケ量B(μm)=(複合領域の高さの最大値Hmax(μm))-(複合領域の高さの最大値Hmin(μm))
本特徴は、凸部21を図6に示すようなバネ部をユニットとする共振器で表現したバネマスモデルを用いて記述することができる。図6の矢印は、共振方向を示す。また、図6において、丸の表記が凸部21の先端側の部分、特に凸部21の空間部12より先端側の部分に相当し、バネの表記が凸部21の後端部分、特にシート部11にまで達する空間部12を有する場合においては空間部12周囲の凸形成部22、四角の表記が被着体を示す。ここで凸部21の先端側の部分の質量をM、凸部21の後端側の部分のバネ定数をKとおくと凸部21の共振周波数はf∝(K/M)1/2と記述でき、凸部21の共振周波数fがバネ定数Kの1/2乗に比例することが分かる。
上記のバネマスモデルと凸部形状、及び材料物性との対応関係を明らかにするため、図7に示すモデルに従い説明する。まずは、凸部21が円柱、角柱などの空間部を持たない、突起部断面積が一定の形状である棒状バネであると仮定する。この場合、棒状バネにおける加重Fと伸びLとの関係は、下記の式で表される。図7の矢印は、共振方向を示す。
△F=(EA△L/L)
E(MPa):貯蔵弾性率
A(mm2):凸部の断面積
L(mm):樹脂バネ部の高さ
△L(mm):加重Fが加わったときの伸び
上記の式において、バネ定数Kは、△F/△L=Kの関係から、K=EA/Lと表される。したがって、バネ定数Kが凸部21の断面積Aに比例することが分かる。前述した通り凸部21の共振周波数のfはバネ定数Kの1/2乗に比例するため、凸部21の共振周波数のfは凸部21の断面積Aの1/2乗に比例することが分かる。ここで凸部21が空間部12を有するとき、凸部21の断面積Aは空間部12の割合に応じて小さくなるため、凸部21の共振周波数fも低下する。よって空間部12の存在により、凸部21の共振周波数を低周波数化することができる。
また、K=EA/Lの関係からバネ定数Kは樹脂部バネ部の高さLに反比例することが分かる。つまり凸部外形形状の調整で低周波数化するには、凸部21の高さを増加させなければいけない。一方、空間部12を設けることで前述のように低周波数化することができるため、凸部21の高さを変更する必要がなく、凸部21を低背化することができる。
凸部21の水平方向の断面の内、空間部12の占める面積の割合が最大となる断面における割合は、遮音性能の観点から、好ましくは20%以上、より好ましくは30%以上、さらに好ましくは40%以上である。また、この割合は、機械的強度、ハンドリング性等の観点から、好ましくは90%以下、より好ましくは85%以下、さらに好ましくは80%以下である。
凸部21における空間部12の占める体積の割合は、遮音性能の観点から、好ましくは10%以上、より好ましくは20%以上、さらに好ましくは30%以上であり、好ましくは80%以下であり、より好ましくは75%以下であり、さらに好ましくは70%以下である。
また、各凸部21とシート部11における該凸部21が設けられた領域とを併せた領域である複合領域における空間部12の占める体積の割合は、遮音性能の観点から好ましくは10%以上、より好ましくは20%以上、さらに好ましくは30%以上であり、好ましくは80%以下であり、より好ましくは75%以下であり、さらに好ましくは70%以下である。
凸形成部22は、シート部11のシート面11a上に複数接して設けられ、かつ空間部12の周囲に設けられて凸形状を形成する。凸形成部22の外形形状や外形的なパラメータは、上述した凸部21の外形形状や外形的なパラメータと同様である。
これらの中でも、ゴム弾性を付与する観点から、熱硬化性エラストマー、光硬化性エラストマー、及び熱可塑性エラストマーであることが好ましく、その種類としては、上述したシート部11で例示したものが挙げられる。
熱硬化性樹脂又は光硬化性樹脂としては、アクリル系熱硬化性樹脂、ウレタン系熱硬化性樹脂、シリコーン系熱硬化性樹脂、エポキシ系熱硬化性樹脂等が挙げられる。熱可塑性樹脂としては、ポリオレフィン系熱可塑性樹脂、ポリエステル系熱可塑性樹脂、アクリル系熱可塑性樹脂、ウレタン系熱可塑性樹脂、又はポリカーボネート系熱可塑性樹脂等が挙げられる。
樹脂の具体例としては、ポリアクリロニトリル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリ塩化ビニル、ポリクロロトリフロロエチレン、ポリエチレン、ポリプロピレン、ポリノルボルネン、ポリエーテルエーテルケトン、ポリフェニレンサルファイド、ポリアリレート、ポリカーボネート、ポリスチレン、エポキシ樹脂、オキサジン樹脂等のポリマー類等が挙げられるが、これらに特に限定されない。
エラストマー類の具体例としては、化学架橋された天然ゴム或いは合成ゴム等の加硫ゴム、イソプレンゴム、ブタジエンゴム、スチレン-ブタジエンゴム、クロロプレンゴム、ニトリルゴム、ポリイソブチレンゴム、エチレンプロピレンゴム、クロロスルホン化ポリエチレンゴム、アクリルゴム、フッ素ゴム、エピクロロヒドリンゴム、ポリエステルゴム、ウレタンゴム、シリコーンゴム及びこれらの変性体、ポリアクリロニトリル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリ塩化ビニル、ポリクロロトリフロロエチレン、ポリエチレン、ポリプロピレン、ポリノルボルネン、ポリエーテルエーテルケトン、ポリフェニレンサルファイド、ポリアリレート、ポリカーボネート、ポリスチレン、エポキシ樹脂、オキサジン樹脂等が挙げられるが、これらに特に限定されない。
これらのなかでも、天然ゴム、イソプレンゴム、ブタジエンゴム、スチレン-ブタジエンゴム、クロロプレンゴム、ニトリルゴム、ポリイソブチレンゴム、エチレンプロピレンゴム、クロロスルホン化ポリエチレンゴム、アクリルゴム、フッ素ゴム、エピクロロヒドリンゴム、ポリエステルゴム、ウレタンゴム、シリコーンゴム及びこれらの変性体が好ましく、耐熱性や耐寒性に優れる等の観点から、シリコーンゴム、アクリルゴム及びこれらの変性体がより好ましい。
上記の材料は、1種を単独で又は2種以上を組み合わせて用いることができる。
本実施形態に係る遮音シート部材の別の例(第2実施形態)を図8に示す。図8に示す遮音シート部材101は、ゴム弾性を有するシート部11と、該シート部11の一方の面に設けられ、ゴム弾性を有する複数の凸部21とを有し、該凸部21、及び前記シート部11における該凸部21が設けられた領域のうち少なくとも一方が、空間部12を有し、さらに、凸部21が先端側に錘部を有する。また、図9は、図8におけるVIII-VIII矢視断面図である。
本実施形態においては、錘部23が凸部21の先端側に設けられていること以外は、上述した第1実施形態の遮音シート部材100と同等の構成を有するため、ここでの重複した説明は省略する。
錘部23は、上述した凸形成部22より大きな密度を有するものであれば特に限定されない。図8に示す遮音シート部材100における錘部23は、最大直径が凸形成部22よりも小さな略円柱状に形成されており、凸部21の先端側において凸形成部22内に埋設されている。このように共振器の錘として働く錘部23がバネ定数を決定する凸形成部22に支持された構成を採用しているため、例えば凸形成部22の形状或いは素材(弾性率、質量)の変更によるバネ定数の調整や、錘部23の質量の変更によって、凸部21の共振周波数の制御を行うことができる。一般的には、凸形成部22の弾性率が小さくなると凸部21の共振周波数は低周波数側にシフトする傾向にある。また、錘部23の質量が大きくなると、凸部21の共振周波数は低周波数側にシフトする傾向にある。
また、錘部23は、貫通孔を有していてもよく、その形状としては、ドーナツ形状、ワッシャ形状、ナット形状等が挙げられる。
具体的には、錘部23の材料としては、アルミニウム、ステンレス、鉄、タングステン、金、銀、銅、鉛、亜鉛、真鍮等の金属又は合金;ソーダガラス、石英ガラス、鉛ガラス等の無機ガラス;これらの金属或いは合金の粉体又はこれらの無機ガラス等を上述した凸形成部22の樹脂材料中に含むコンポジット;等が挙げられるが、これらに特に限定されない。錘部23の材質、質量、比重は、凸部21の共振周波数が所望する遮音周波数領域に一致するように決定すればよい。
これらの中でも、低コスト及び高比重である等の観点から、金属、合金、及び無機ガラスよりなる群から選択される少なくとも1種が好ましい。なお、比重は、材料の質量と、それと同体積の圧力1013.25hPaのもとにおける4℃の純水の質量との比を意味し、本明細書においては、JIS K 0061「化学製品の密度及び比重測定方法」により測定される値を用いている。
例えば凸形成部22との密着性を高めるための溶剤等での化学的な処理を施すことや、表面に凹凸を設けることで部材強度を高める物理的な処理を施すことが考えられるが、表面処理の方法は特に限定されない。
なお、錘部23は、凸形成部22(凸部21)内に完全に埋設されていても、その少なくとも一部が埋設されていても、或いは、凸形成部22内に埋設されることなく凸形成部22上に設けられていてもよい。錘部の脱落を抑制する観点からは、錘部23の少なくとも一部が凸形成部22(凸部21)に埋設されていることが好ましく、錘部23が完全に埋設されていることがより好ましい。
また、遮音シート部材に含まれる複数の錘部23の形状や高さは、同一でも異なっていてもよい。
空間部12を有する凸部21の形状が特定の条件を満たす場合、好ましい振動モードである「トランポリン振動」により、凸部21の共振周波数のさらなる低周波数化、もしくは凸部21のさらなる低背化を達成することができる。
本明細書における縦伸縮振動とは、図11(a)に示すように、凸部21の先端の外周部Pおよび凸部21の先端の中心部Qが同程度上下に振動するモードを指す。
本明細書におけるトランポリン振動とは、図11(b)に示すように、凸部21の先端の外周部Pと比較して凸部21の先端の中心部Qが上下に振動するモードを指す。
本明細書では図11に示すように、ある振動モードにおける凸部21の先端の外周部Pの変位場Z成分をdP、凸部21の先端の中心部Qの変位場Z成分をdQとしたとき、dP/dQ<0.8、より好ましくはdP/dQ<0.5を満たすような振動モードをトランポリン振動モードと定義する。
丸の表記が、凸部21の空間部12より先端側の錘部23に相当し、
バネの表記が、凸部21の空間部12より先端側の凸形成部22のうち、遮音シート部材を平面視したときに、錘部23と重複せず、空間部12と重複する部分S(バネ部S)に相当し、
四角の表記が、凸形成部22のうち、遮音シート部材を平面視したときに、空間部12と重複しない部分Q1と、遮音シート部材を平面視したときに、該Q1と重複するシート部11の部分Q2と、からなる部分Q(四角部Q)に相当する。
ここで凸部21の空間部12より先端側の錘部23の質量をM、バネ部Sのバネ定数をKとおくと、凸部21の共振周波数はf∝(K/M)1/2と記述でき、凸部21の共振周波数fがバネ定数Kの1/2乗に比例することが分かる。
△F=(EA△L/L)
E(MPa):バネ部Sの貯蔵弾性率
A(mm2):凸部21の空間部12より先端側の錘部23と、凸部21の空間部12より先端側の凸形成部22と、からなる部分の伸縮方向に対して垂直な断面の断面積
L(mm):バネ部Sの伸縮方向の長さ
△L(mm):加重Fが加わったときのバネ部Sの伸縮方向の伸び
上記の式において、バネ定数Kは、△F/△L=Kの関係から、K=EA/Lと表される。したがって、バネ定数Kがバネ部Sの伸縮方向の長さLに反比例することが分かる。ここで、シート部平面方向における凸部21の断面の直径が大きくなるとき、バネ部Sの伸縮方向の長さLが大きくなるため、凸部21の共振周波数fを低周波数化することができる。トランポリン振動モードにおけるこの傾向は、前述した縦伸縮振動モードのモデルとは逆の傾向を示す。縦伸縮振動モードのモデルにおいては、シート部平面方向における凸部21の断面の直径を大きくすると、凸部21の断面積Aが大きくなり、これによりK=EA/Lの関係からKが大きくなり、凸部21の共振周波数fは高周波数側にシフトするためである。
また、縦伸縮振動モードにおいて、凸部21の外径形状の変更により低周波数化を達成する場合には凸部21の高さを大きくする必要があるのに対し、トランポリン振動モードにおいては、凸部21の高さを変更することなく、シート部平面方向における凸部21の断面の直径の増大により低周波が可能であるため、縦伸縮振動モードよりも凸部21の高さが低い場合においても、同じ周波数を達成できるため、結果として凸部21の低背化が可能となる。
(1)下記の式で表される錘部の相当直径DWに対する下記の式で表される凸部の相当直径DPの比(DP/DW)が、1.25以上である。
(2)下記の式で表される凸部の相当直径DPに対する前記複合領域の高さ(シート部平面方向に垂直の方向における凸部の高さ及びシート部の厚みの合計値)Hの比(H/DP)が、2.1以下(より好ましくは、0.91以下)である。
DP=4AP/pP
DW=4AW/pW
DP:凸部の相当直径
DW:錘部の相当直径
AP:前記シート部平面方向の前記凸部の断面の外周から形成される領域の面積
AW:前記シート部平面方向の前記錘部の断面の外周から形成される領域の面積
pP:前記シート部平面方向の前記凸部の断面の外周の長さ
pW:前記シート部平面方向の前記錘部の断面の外周の長さ
凸部21の外径が錘部23の外径に近い値を取ると、凸部21の先端側に配置される錘部23のみが振動することができず、振動モードがトランポリン振動モードとならない。また、凸部21の外径に対して凸部21の高さが大きくなると、同じく凸部21の先端側に配置される錘部23のみが振動することができず、振動モードがトランポリン振動モードとならない。
本発明の別の実施形態である遮音構造体(単に「遮音構造体」とも称する。)は、上記の各実施形態に係る遮音シート部材、及び該遮音シート部材を支持する支持体を少なくとも備える、遮音構造体である。
上述の遮音シート部材は、遮音性能を発現させる環境に合わせ適宜設置することができる。例えば、遮音シート部材を装置、構造体上等に直接設置してもよい。遮音シート部材と装置、構造体等の間には、接着層等を設けてもよい。一方で、本実施形態のように、遮音シート部材を支持する支持体とともに用いて遮音構造体としてもよい。なお、支持体は、上述した遮音シート部材を用いて遮音する際に、遮音シート部材を支持していればよく、製造、又は保管時等の段階では遮音シート部材を支持していなくともよい。
遮音構造体の一例を図14及び図15に示す。図14は、上述の第1実施形態に係る遮音シート部材100、及び該遮音シート部材100を支持する支持体51を備える遮音構造体200であり、図15は、上述の第2実施形態に係る遮音シート部材101、及び該遮音シート部材101を支持する支持体51を備える遮音構造体201である。
支持体は、遮音シート部材に設けられていれば特段制限されないが、製造容易性及び構造的安定勢の観点から、シート部材の一方の面にのみ凸部が設けられた遮音シート部材で、凸部が設けられた面とは反対側の面に接して設けられていることが好ましい。また、シート部の両面に凸部が形成される場合には、図16(a)に示すように、穴の開いた支持体を用い、凸部が接して設けられているシート面上に設けられていてもよい。なお、図16(a)に示す支持体は、シート部の片面にのみ凸部が設けられる態様で、凸部が設けられている側に設けられていてもよい。図16(a)に示す支持体を有する遮音シート部材の断面図を図16(b)に示す。
また、遮音シート部材を装置、構造体上等に直接設置する場合において、遮音シート部材を設置する面は、シートを支持する観点、遮音性能を高める観点等から上記支持体と同様の剛性を有することが好ましい。
支持体を構成する素材の具体例としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、もしくはポリブチレンサクシネート等のポリエステル樹脂、ポリメタクリル酸メチル等のポリ(メタ)アクリレート樹脂、もしくはイソソルバイドを主原料としたポリカーボネート等のポリカーボネート樹脂、ポリエチレン、ポリプロピレン、もしくはポリノルボルネン等のポリオレフィン樹脂、塩化ビニル樹脂、ポリアクリロニトリル、ポリ塩化ビニリデン、ポリエーテルサルホン、ポリフェニレンサルファイド、ポリアリレート、ポリアミド、ポリイミド、トリアセチルセルロース、ポリスチレン、エポキシ樹脂、もしくはオキサジン樹脂等の有機材料、又はこれらの有機材料中にアルミニウム、ステンレス、鉄、銅、亜鉛、もしくは真鍮等の金属、無機ガラス、もしくは無機粒子や繊維を含む複合材料等が挙げられる。
これらの中でも、遮音性、剛性、成形性、コスト等の観点から、支持体は、光硬化性樹脂シート、熱硬化性樹脂シート、熱可塑性樹脂シート、金属板及び合金板からなる群より選択される少なくとも1種が好ましい。ここで、支持体の厚みは、特に限定されないが、遮音性能、剛性、成形性、軽量化、コスト等の観点から、通常0.05mm以上、0.5mm以下であることが好ましい。
さらに、支持体は光透過性、遮音シート部材との密着性等の観点から、支持体表面にコーティング層を設けてもよい。
また、支持体の両面に遮音シート部材を有する積層体であっても、支持体、積層体を含む筐体等がフレキシブルであれば、曲面等を有する非平坦面等に追随することができるため、遮音構造体を安定して取付けることも可能である。
本発明の遮音シート部材及び遮音構造体の製造方法は特に限定されない。例えば、以下製造方法1~4が挙げられる。
各製造方法で用いられるキャビティの形状は特に限定されないが、例えば底の形状は半球状、平面状、凸状、凹状等適宜選択することができる。
製造方法1は、以下(1)~(3)工程を含んでいてもよい。
(1)複数のキャビティを有する金型を準備し、キャビティ内に樹脂材料を流し込む工程。
(2)流し込まれた樹脂材料を硬化する工程。
(3)得られた硬化物を金型より剥離して遮音シート部材を得る工程。
製造方法1において、(2)又は(3)工程の後で、得られた硬化物状に支持体を設けて遮音構造体を得る工程を有していてもよい。
製造方法2は、以下(4)~(7)工程を含んでいてもよい。
(4)複数のキャビティを有する金型を準備し、金型に設けられた複数のキャビティに錘を配置する工程。
(5)キャビティ内に樹脂材料を流し込む工程。
(6)流し込まれた樹脂材料を硬化する工程。
(7)得られた硬化物を金型より剥離して遮音シート部材を得る工程。
製造方法2において、(6)又は(7)工程の後で、得られた硬化物状に支持体を設けて遮音構造体を得る工程を有していてもよい。
製造方法3は、以下(8)~(12)工程を含んでいてもよい。
(8)複数のキャビティを有する金型に光硬化性エラストマー前駆体又は光硬化性樹脂前駆体を塗布する工程。
(9)金型上で平面化した前記エラストマー前駆体又は樹脂前駆体上に基板を積層する工程。
(10)支持体と金型の積層体を、基板側から加圧ロールにより前記エラストマー前駆体又は樹脂前駆体で前記キャビティを充填する工程。
(11)基板側より光を照射することにより、金型のキャビティ形状が転写形成
された前記エラストマー前駆体又は樹脂前駆体を硬化させると共に、前記エラストマー前駆体又は樹脂前駆体の硬化物と前記基板とを重合接着させる工程。
(12)(11)前記エラストマー前駆体又は樹脂前駆体の硬化物と基板を接着させたものを金型より剥離して遮音シート部材及び遮音構造体を得る工程。
製造方法4は、以下(13)~(15)工程を含んでいてもよい。
(13)キャビティが複数配列された外周面を有するロール型を回転させ、前記ロール型の外周面に沿って前記ロール型の回転方向に基板を走行させながら、前記ロール型の外周面に光硬化性エラストマー前駆体又は光硬化性樹脂前駆体を塗布し、
前記キャビティに前記エラストマー前駆体又は樹脂前駆体を充填する工程。
(14)前記ロール型の外周面と前記基板との間に前記エラストマー前駆体又は樹脂前駆体を挟持した状態で、前記ロール型の外周面と前記基板との間の領域に光照射する工程。(15)前記工程(14)で得られた前記エラストマー前駆体又は樹脂前駆体の硬化物と前記基板とが接着したものを前記ロール型から剥離して遮音シート部材及び遮音構造体を得る工程。
製造方法3及び4で用いられる基板は特に限定されない。基板上に形成された遮音シート部材をそのまま用いてもよく、基板を剥離して用いてもよい。
製造方法3の(11)又は(12)工程、製造方法4の(14)または(15)工程 の後で、さらに支持体を設ける工程を有していてもよい。また、上記基板が支持体であってもよい。
また、複数回設ける場合、用いる光硬化性エラストマー前駆体又は光硬化性樹脂前駆体は異なっていてもよい。例えば、製造方法4において、1回目の(13)工程と2回目の(13)工程にて用いる光硬化性エラストマー前駆体又は光硬化性樹脂前駆体は異なっていてもよい。2回目の光硬化性エラストマー前駆体又は光硬化性樹脂前駆体に金属粉等を混合し、(15)工程で得られる硬化物(凸部)が凸形成部と錘部となるようにしてもよい。
樹脂材料としては、特に限定されない。例えば、本発明の遮音シート部材であるシート、凸形成部等で例示した材料及びそれらの原料又は中間体等が挙げられる。
遮音シート部材及び遮音構造体の利用法の一例として、小型電子機器などのモーター音や電子回路中のスイッチング音等の減消音用として、小型電子機器の内部や外部に取り付けるといった利用法が考えられる。
[固有周波数の計算]
後述の実施例では、有限要素法を用いた物理シミュレーションソフトであるCOMSOLMultiphysics(COMSOL社)を用いて構造の固有周波数を計算した。該物理シミュレーションの条件について詳述する。
該物理シミュレーションには有限要素法を用いた。有限要素法は解析的に解くことができない微分方程式を高い精度で近似的に解くための数値解析の手法であり、解析したい複雑な対象を単純な小部分(要素)に分割して全体の挙動を近似的に計算する方法である。後述の実施例における突起の固有周波数は、下記手順により計算した。図18~21における遮音構造体の各部位i~ivのそれぞれに対して、表1~4に記載の物性(比重、貯蔵弾性率(ヤング率)、ポアソン比)、及び表1~4、図18~21に記載の材料寸法(r、h、a)をCOMSOLMultiphysics(COMSOL社)の固体力学モジュールの方程式に代入し、シート部ivの底面を完全固定した条件にて固有振動モードを計算した。なお、図18は、錘部として穴あきナット(六角板)を用いた態様であり、図19は、円板を用いた態様であり、図20は、錘部なしの態様であり、図21は錘部として円板を用い、空間部が凸部のみに存在する態様を示す。本計算は理想的な状態として接着剤の影響を受けない場合を想定するため、部位ivの底面を完全固定した条件での固有振動数を計算している。
凸部の水平方向の断面の内、空間部(部位iii)の占める面積の割合が最大となる断面における、その割合を下記のように定める
空間部面積割合[%]=(部位iiiの半径)2/(部位iの半径)2
また、空間部(部位iii)による固有周波数のシフト量の大きさを明確にするために、規格化した固有周波数のシフト量を下記のように定める。
周波数シフト量[%]=((部位iiiの無い態様の固有周波数)-(固有周波数))/(部位iiiの無い態様の固有周波数)
[実施例1~4]
実施例1~4は、図18に示す遮音シート部材を含むユニットセルである。該ユニットセルの構成部材のサイズ、材料、物性を表1に示す。該ユニットセルにおける突起の縦伸縮振動の固有周波数を上記計算方法に基づいて算出し、結果を表1に記載した。
比較例1~4も、図18に示す遮音シート部材を含むユニットセルである。該ユニットセルの構成部材のサイズ、材料、物性を表1に示す。該ユニットセルにおける突起の縦伸縮振動の固有周波数を上記計算方法に基づいて算出し、結果を表1に記載した。

実施例3,4と比較例3,4はそれぞれ、縦伸縮振動の固有周波数が等しくなるように凸部高さを調整した、同じ径を持つ凸部の比較である。縦伸縮振動の固有周波数が同じであるにもかかわらず、凸部高さが実施例3で15.5mm、比較例3では27.5mmとなり、部位iiiによって凸部高さが大幅に低下していることが確認された。同様に実施例4と比較例4を比較すると、実施例4では29.5mm、比較例4では44.5mmとなり、部位iiiによって凸部高さが大幅に低下していることが確認された。
[実施例5~9]
実施例5~9は、図19に示す遮音シート部材を含むユニットセルである。該ユニットセルの構成部材のサイズ、材料、物性を表2に示す。該ユニットセルにおける突起の縦伸縮振動の固有周波数を上記計算方法に基づいて算出し、結果を表2に記載した。
比較例5~6も、図19に示す遮音シート部材を含むユニットセルである。該ユニットセルの構成部材のサイズ、材料、物性を表2に示す。該ユニットセルにおける突起の縦伸縮振動の固有周波数を上記計算方法に基づいて算出し、結果を表2に記載した。

一方、比較例6は空間部面積割合が6%と不十分なため、周波数シフト量が4%と、低周波数化できていないことが分かる。
[実施例10~14]
実施例10~14は、図20に示す遮音シート部材を含むユニットセルである。該ユニットセルの構成部材のサイズ、材料、物性を表3に示す。該ユニットセルにおける突起の縦伸縮振動の固有周波数を上記計算方法に基づいて算出し、結果を表3に記載した。
比較例7~8も、図20に示す遮音シート部材を含むユニットセルである。該ユニットセルの構成部材のサイズ、材料、物性を表3に示す。該ユニットセルにおける突起の縦伸縮振動の固有周波数を上記計算方法に基づいて算出し、結果を表3に記載した。
実施例10~14と比較例7、8はそれぞれ、ユニットセルの外形形状は等しく、部位iiiのr違いの比較である。比較例7が部位iiiのない態様(部位iiiのr=0)である。

一方、比較例8は空間部面積割合が6%と不十分なため、周波数シフト量が3%と、低周波数化できていないことが分かる。
[実施例15~19]
実施例15~19は、図21に示す遮音シート部材を含むユニットセルである。該ユニットセルの構成部材のサイズ、材料、物性を表4に示す。該ユニットセルにおける突起の縦伸縮振動の固有周波数を上記計算方法に基づいて算出し、結果を表4に記載した。
比較例9~10も、図21に示す遮音シート部材を含むユニットセルである。該ユニットセルの構成部材のサイズ、材料、物性を表4に示す。該ユニットセルにおける突起の縦伸縮振動の固有周波数を上記計算方法に基づいて算出し、結果を表4に記載した。

一方、比較例10は空間部面積割合が6%と不十分なため、周波数シフト量が4%と、低周波数化できていないことが分かる。
KE-941-U(信越シリコーン社製)と寸法に合致するナット(材質:ステンレス製)を用い、上述した製造方法2で示した方法(硬化温度:165℃、加熱時間:12分)により、表1に示した凸部寸法に従って実施例1’~4’、比較例1’~4’の遮音シートをA6サイズにて作製した。作製されたシリコーンゴムのヤング率は動的粘弾性装置DMS6100により測定され、25℃、10Hzで、7.2MPaであった。
[突起加振実験]
作製した遮音シートから突起一つのみを切り出し、接着剤:D434-EL(東亞合成社製)を用いて、円柱台座(寸法:φ30mm厚み10mm、材質:A5250)に接着し、測定サンプルを作製した。
作製した測定サンプルは、小型加振器:K2007E01(The Modal Shop社製)にて加振し、台座部分にかかる力と速度の信号をFFTアナライザ:OR34(OROS社製)にて解析した。
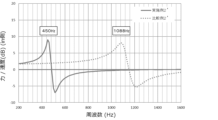
加振条件は台座をsin信号にて100Hz~10000Hzでスイープ加振し、前述の力と速度の出力信号を得た。解析条件は周波数分解能:12.5HzでFFTを実施し、力を速度で除算し、インピーダンス(dB)(dB)を計算した。台座+測定サンプルのインピーダンスから台座のみで測定したインピーダンスを減算することにより、測定サンプル単体のインピーダンスを得た。測定結果を図22~25示し、測定サンプルのインピーダンスが最大となる周波数を図中に示す。
図23は実施例2’、比較例2’の測定結果であり、外形形状は等しく、空間部の有無の比較である。凸部寸法が同じであるにもかかわらず、インピーダンスの最大となる周波数、すなわち固有周波数が実施例2では450Hz、比較例2’では1088Hzとシミュレーションの結果と同様に固有周波数が低周波数化していることが確認された。
図24は実施例3’、比較例3’の測定結果であり、縦伸縮振動の固有周波数が等しくなるように凸部の高さを調整した、同じ径を持つ凸部の比較である。シミュレーションから得られた結果と同様に、インピーダンスの最大となる周波数、すなわち固有周波数が実施例3’では325Hz、比較例3’では300Hzとほぼ等しくなっている。凸部高さは実施例3’で15.5mm、比較例3’では27.5mmと、部位iiiによって凸部高さを大幅に低下できることが確認された。実施例3’と比較例3’でピーク高さが異なっているが、これは部位iiiを設けたこと、また凸部高さが低減したことによる突起1個の質量が異なるためであり、単位質量当たりの性能は大きく変わらない。
図25は実施例4’、比較例4’の測定結果であり、縦伸縮振動の固有周波数が等しくなるように凸部高さを調整した、同じ径を持つ凸部の比較である。シミュレーションから得られた結果と同様に、インピーダンスの最大となる周波数、すなわち固有周波数が実施例4’では162.5Hz、比較例4’では175Hzとほぼ等しくなっている。凸部高さは実施例4’では29.5mm、比較例4’では44.5mmと、部位iiiによって凸部高さを大幅に低下できることが確認された。実施例4’と比較例4’でもピーク高さが異なっているが、これは部位iiiを設けたこと、また凸部高さが低減したことによる突起1個の質量が異なるためであり、単位質量当たりの性能は大きく変わらない。
以上の結果から、実測でもシミュレーションと同様に凸部の固有周波数の低周波数化、または凸部の低背化を確認することができた。
後述の実施例では、前述のCOMSOLMultiphysics(COMSOL社)を用いて突起構造の裏面のヒケ量を計算した。該物理シミュレーションの条件について詳述する。
後述の実施例における突起裏面のヒケ量は、下記手順により計算した。図26における遮音構造体の各部位i~ivのそれぞれに対して、表5に記載の物性(比重、貯蔵弾性率(ヤング率)、ポアソン比、線膨張係数)、及び表5、図26に記載の材料寸法(r、h、a)をCOMSOLMultiphysics(COMSOL社)の固体力学モジュールの方程式に代入し、凸部i,iiの上面を完全固定した条件にて遮音シート部材を170℃の環境下で保持した条件を初期条件とし、その後25℃まで温度を下げた時の、構造寸法の変化を計算した。具体的には、熱収縮により寸法の収縮が生じるが、25℃まで温度を下げたときの、複合領域の高さH(シート部平面方向に垂直の方向における凸部の高さ及びシート部の厚みの和)における最大値(Hmax)と最小値(Hmin)を算出し、以下の式を用いて計算することによりヒケ量Bを評価した。
ヒケ量B(μm)=(複合領域の高さの最大値Hmax(μm))-(複合領域の高さの最大値Hmin(μm))
実施例20、及び比較例11は図26に示す遮音シート部材を含むユニットセルである。該ユニットセルの構成部材のサイズ、材料、物性を表5に示す。該ユニットセルにおける突起裏面のヒケ量を上記計算方法に基づいて算出し、結果を表5に記載した。
実施例20と比較例11はユニットセルの外形形状は等しく、部位iiiの有無の比較である。突起裏面のヒケ量が実施例20では29μm、比較例11では391μmと、部位iiiによってヒケ量が大幅に低減していることが確認された。

<トランポリン振動の検討>
実施例A-1~A-16は、図18に示す遮音シート部材を含むユニットセルである。該ユニットセルの構成部材のサイズ、材料、物性を表6および表7に示す。表7は実施例A-1~A-16で共通の構成部材のサイズ、材料、物性を示している。該ユニットセルにおける突起の縦伸縮振動またはトランポリン振動の固有周波数(共振周波数)、および、凸部21の先端の外周部Pの変位場のZ成分dPと凸部21の先端の中心部Qの変位場のZ成分dQとの比率dP/dQ、を前述のCOMSOLMultiphysics(COMSOL社)を用いて計算し、結果を表6に記載した。該物理シミュレーションの条件について詳述する。
該物理シミュレーションには実験1と同様、有限要素法を用いた。図18における遮音構造体の各部位i~ivのそれぞれに対して、表7に記載の物性(比重、貯蔵弾性率(ヤング率)、ポアソン比)、及び表6、表7、図18に記載の材料寸法(r、h、a)をCOMSOLMultiphysics(COMSOL社)の固体力学モジュールの方程式に代入し、シート部ivの底面を完全固定した条件にて固有振動モードを計算した。なお、図18は、錘部として穴あきナット(六角板)を用いた態様である。本計算は理想的な状態として接着剤の影響を受けない場合を想定するため、部位ivの底面を完全固定した条件での固有振動数を計算している。
なお、表6において、「変位場Z成分比dP/dQ」は、凸部21の先端の外周部Pの変位場のZ成分dPと、凸部21の先端の中心部Qの変位場のZ成分dQとの比率を表す。dP/dQの値が1に近いほど、凸部21の先端の外周部Pと凸部21の先端の中心部Qが同程度振動していること、すなわち縦伸縮振動モードの性質が強いことを示す。また、dP/dQの値が0に近いほど、凸部21の先端の外周部Pに対して凸部21の先端の中心部Qが大きく動いていること、すなわちトランポリン振動モードの性質が強いことを示す。


11a:シート面
11b:シート面
12:空間部
21:凸部
22:凸形成部
23:錘部
23’:錘
24:吸音材
51:支持体
61a:下金型
61b:上金型
62:キャビティ
100:遮音シート部材
101:遮音シート部材
200:遮音構造体
201:遮音構造体
S:バネ部
Q:四角部
Claims (12)
- ゴム弾性を有するシート部と、
前記シート部の少なくとも一方の面に設けられ、ゴム弾性を有する複数の凸部と、を有し、
前記凸部、及び前記シート部が、空間部を有し、
前記凸部の空間部と前記シート部の空間部とが一体となっており、
前記シート部の空間部が、該シート部における前記凸部が設けられている側とは反対側の面から前記凸部の空間部までを貫通するように設けられる、遮音シート部材。 - 前記凸部のシート部の平面方向の断面の内、前記空間部の占める面積の割合が最大となる断面において、該割合が20%以上90%以下である、請求項1に記載の遮音シート部材。
- 前記凸部における前記空間部の占める体積の割合が10%以上80%以下である、請求項1又は2に記載の遮音シート部材。
- 前記凸部は、前記空間部の周囲を覆う凸形成部を有し、前記凸部の空間部と外部とを前記凸形成部を介して繋ぐ貫通孔を有さない、請求項1~3のいずれか1項に記載の遮音シート部材。
- 前記凸部の空間部の一部が、前記凸部の先端面及び側面の少なくともいずれかの面まで達するように設けられる、請求項1~3のいずれか1項に記載の遮音シート部材。
- 前記凸部が先端側に錘部を有する、請求項1~5のいずれか1項に記載の遮音シート部材。
- 下記の式で表される錘部の相当直径DWに対する下記の式で表される凸部の相当直径DPの比(DP/DW)が、1.25以上である、請求項6に記載の遮音シート部材。
DP=4AP/pP
DW=4AW/pW
DP:凸部の相当直径
DW:錘部の相当直径
AP:前記シート部の平面方向における前記凸部の断面の外周から形成される領域の面積AW:前記シート部の平面方向における前記錘部の断面の外周から形成される領域の面積pP:前記シート部の平面方向における前記凸部の断面の外周の長さ
pW:前記シート部の平面方向における前記錘部の断面の外周の長さ - 下記の式で表されるDPに対する、前記凸部の高さと前記シート部の厚みとの合計値Hの比(H/DP)が、2.1以下である、請求項6又は7に記載の遮音シート部材。
DP=4AP/pP
DP:凸部の相当直径
AP:前記シート部平面方向の前記凸部の断面の外周から形成される領域の面積
pP:前記シート部平面方向の前記凸部の断面の外周の長さ - 前記錘部の少なくとも一部が、前記凸部に埋設されている、請求項6~8のいずれか1項に記載の遮音シート部材。
- 一体成型品である、請求項1~9のいずれか1項に記載の遮音シート部材。
- 請求項1~10のいずれか1項に記載の遮音シート部材、及び該遮音シート部材を支持する支持体を少なくとも備える、遮音構造体。
- 前記シート部及び前記凸部が、独立して、熱硬化性エラストマー、光硬化性エラストマー、及び熱可塑性エラストマーよりなる群から選択される少なくとも1種を含有する、請求項11に記載の遮音構造体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023114810A JP2023134632A (ja) | 2021-03-31 | 2023-07-13 | 遮音シート部材、及びこれを備えた遮音構造体 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021061252 | 2021-03-31 | ||
| JP2021061252 | 2021-03-31 | ||
| PCT/JP2022/016573 WO2022211037A1 (ja) | 2021-03-31 | 2022-03-31 | 遮音シート部材、及びこれを備えた遮音構造体 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023114810A Division JP2023134632A (ja) | 2021-03-31 | 2023-07-13 | 遮音シート部材、及びこれを備えた遮音構造体 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2022211037A1 JPWO2022211037A1 (ja) | 2022-10-06 |
| JPWO2022211037A5 JPWO2022211037A5 (ja) | 2023-03-01 |
| JP7315112B2 true JP7315112B2 (ja) | 2023-07-26 |
Family
ID=83456647
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022564398A Active JP7315112B2 (ja) | 2021-03-31 | 2022-03-31 | 遮音シート部材、及びこれを備えた遮音構造体 |
| JP2023114810A Pending JP2023134632A (ja) | 2021-03-31 | 2023-07-13 | 遮音シート部材、及びこれを備えた遮音構造体 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023114810A Pending JP2023134632A (ja) | 2021-03-31 | 2023-07-13 | 遮音シート部材、及びこれを備えた遮音構造体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240029699A1 (ja) |
| EP (1) | EP4318461A4 (ja) |
| JP (2) | JP7315112B2 (ja) |
| CN (1) | CN117121092A (ja) |
| WO (1) | WO2022211037A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4219852A4 (en) * | 2020-09-25 | 2024-04-03 | Mitsubishi Chemical Corporation | SOUND-INSULATING STRUCTURAL BODY |
| JP7782716B2 (ja) | 2022-10-28 | 2025-12-09 | 日本精工株式会社 | 回転支持装置、及び軸支持装置の支持機構位置調整機構 |
| EP4520888A1 (en) * | 2023-09-06 | 2025-03-12 | SABIC Global Technologies B.V. | Noise reducer |
| KR102929373B1 (ko) * | 2024-08-09 | 2026-02-20 | 전북대학교산학협력단 | 세라믹 섬유 보드를 이용한 흡음 보드 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000265593A (ja) | 1999-03-19 | 2000-09-26 | Hayakawa Rubber Co Ltd | 防音材 |
| WO2020050358A1 (ja) | 2018-09-06 | 2020-03-12 | 三菱ケミカル株式会社 | 遮音シート部材、これを用いた遮音構造体、および遮音シート部材の製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000330571A (ja) * | 1999-05-21 | 2000-11-30 | Nok Vibracoustic Kk | 吸音構造体 |
| EP3896686B1 (en) | 2016-02-04 | 2023-12-27 | Mitsubishi Chemical Corporation | Sound insulation structure using a sound insulation sheet member |
| JP6916879B2 (ja) * | 2017-07-07 | 2021-08-11 | イビデン株式会社 | 防音構造体、車両用部品及び自動車 |
| JP7012085B2 (ja) * | 2017-07-28 | 2022-01-27 | イビデン株式会社 | 吸音部材、車両用部品及び自動車 |
| WO2019026294A1 (ja) * | 2017-08-04 | 2019-02-07 | イビデン株式会社 | 吸音部材、車両用部品及び自動車 |
| JP2019031899A (ja) * | 2017-08-08 | 2019-02-28 | 三菱ケミカル株式会社 | 光透過性遮音シート部材、及びこれを用いた遮音構造体 |
| US10783869B2 (en) * | 2017-09-12 | 2020-09-22 | Honeywell International Inc. | Cell structure for use in an acoustic panel, and methods of producing the same |
| EP3786944B1 (en) * | 2018-04-27 | 2025-06-11 | Mitsubishi Chemical Corporation | Composition for sound-blocking sheet member, sound-blocking sheet member, and sound-blocking structure body |
| WO2020065705A1 (ja) * | 2018-09-25 | 2020-04-02 | 河西工業株式会社 | 自動車用遮音パネル |
| JP7172457B2 (ja) * | 2018-11-05 | 2022-11-16 | ヤマハ株式会社 | 吸音用ユニットおよび吸音構造体 |
| US11732467B2 (en) * | 2019-05-30 | 2023-08-22 | Biomimicry Inventions, LLC | Acoustic tile |
-
2022
- 2022-03-31 CN CN202280026400.2A patent/CN117121092A/zh active Pending
- 2022-03-31 JP JP2022564398A patent/JP7315112B2/ja active Active
- 2022-03-31 WO PCT/JP2022/016573 patent/WO2022211037A1/ja not_active Ceased
- 2022-03-31 EP EP22781247.6A patent/EP4318461A4/en active Pending
-
2023
- 2023-07-13 JP JP2023114810A patent/JP2023134632A/ja active Pending
- 2023-09-27 US US18/373,784 patent/US20240029699A1/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000265593A (ja) | 1999-03-19 | 2000-09-26 | Hayakawa Rubber Co Ltd | 防音材 |
| WO2020050358A1 (ja) | 2018-09-06 | 2020-03-12 | 三菱ケミカル株式会社 | 遮音シート部材、これを用いた遮音構造体、および遮音シート部材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240029699A1 (en) | 2024-01-25 |
| JP2023134632A (ja) | 2023-09-27 |
| CN117121092A (zh) | 2023-11-24 |
| EP4318461A4 (en) | 2024-08-14 |
| WO2022211037A1 (ja) | 2022-10-06 |
| EP4318461A1 (en) | 2024-02-07 |
| JPWO2022211037A1 (ja) | 2022-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7315112B2 (ja) | 遮音シート部材、及びこれを備えた遮音構造体 | |
| US12281470B2 (en) | Sound insulation sheet member and sound insulation structure using same | |
| JP7435453B2 (ja) | 遮音シート部材、これを用いた遮音構造体、および遮音シート部材の製造方法 | |
| JP7647584B2 (ja) | 遮音構造体 | |
| JP2019031899A (ja) | 光透過性遮音シート部材、及びこれを用いた遮音構造体 | |
| US20250230649A1 (en) | Sound insulation sheet member and sound insulation structure comprising same | |
| JP2025156224A (ja) | 共振シート部材、およびこれを備えた構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221021 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221021 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20221021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230320 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230613 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230626 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7315112 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |