JP7306574B2 - リフティングマグネットによる鋼板の吊り上げ方法及びリフティングマグネットならびにリフティングマグネットを使用した鋼板の製造方法 - Google Patents
リフティングマグネットによる鋼板の吊り上げ方法及びリフティングマグネットならびにリフティングマグネットを使用した鋼板の製造方法 Download PDFInfo
- Publication number
- JP7306574B2 JP7306574B2 JP2022516105A JP2022516105A JP7306574B2 JP 7306574 B2 JP7306574 B2 JP 7306574B2 JP 2022516105 A JP2022516105 A JP 2022516105A JP 2022516105 A JP2022516105 A JP 2022516105A JP 7306574 B2 JP7306574 B2 JP 7306574B2
- Authority
- JP
- Japan
- Prior art keywords
- steel plate
- magnetic flux
- lifted
- lifting
- coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 256
- 239000010959 steel Substances 0.000 title claims description 256
- 238000000034 method Methods 0.000 title claims description 40
- 238000004519 manufacturing process Methods 0.000 title claims description 4
- 230000004907 flux Effects 0.000 claims description 194
- 230000035515 penetration Effects 0.000 description 25
- 239000010410 layer Substances 0.000 description 22
- 238000010586 diagram Methods 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 238000004364 calculation method Methods 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 4
- 230000008569 process Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000005284 excitation Effects 0.000 description 2
- 238000007730 finishing process Methods 0.000 description 2
- 239000000696 magnetic material Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F7/00—Magnets
- H01F7/06—Electromagnets; Actuators including electromagnets
- H01F7/20—Electromagnets; Actuators including electromagnets without armatures
- H01F7/206—Electromagnets for lifting, handling or transporting of magnetic pieces or material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66C—CRANES; LOAD-ENGAGING ELEMENTS OR DEVICES FOR CRANES, CAPSTANS, WINCHES, OR TACKLES
- B66C1/00—Load-engaging elements or devices attached to lifting or lowering gear of cranes or adapted for connection therewith for transmitting lifting forces to articles or groups of articles
- B66C1/04—Load-engaging elements or devices attached to lifting or lowering gear of cranes or adapted for connection therewith for transmitting lifting forces to articles or groups of articles by magnetic means
- B66C1/06—Load-engaging elements or devices attached to lifting or lowering gear of cranes or adapted for connection therewith for transmitting lifting forces to articles or groups of articles by magnetic means electromagnetic
- B66C1/08—Circuits therefor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F7/00—Magnets
- H01F7/06—Electromagnets; Actuators including electromagnets
Landscapes
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Power Engineering (AREA)
- Load-Engaging Elements For Cranes (AREA)
Description
[1]リフティングマグネットを用いて、積み重ねられた複数枚の鋼板の中から少なくとも1枚の吊り上げ対象の鋼板のみを吊り上げる方法であって、それぞれ独立してON-OFF制御及び電圧制御が可能な複数の電磁石コイルと、該電磁石コイルへの電圧の印加により励磁される磁極とを備えたリフティングマグネットを用い、吊り上げ対象の鋼板の板厚の総和に基づいて、鋼板の吊り上げに使用する電磁石コイルを決定し、前記電磁石コイルを使用した際に磁極から流出する磁束が吊り上げ対象の鋼板のみを通過する場合における磁極内の通過磁束量Φrを算出し、前記通過磁束量Φrに基づき、鋼板の吊り上げに使用する前記電磁石コイルへの印加電圧を決定し、前記印加電圧を前記電磁石コイルに印加し、積み重ねられた複数枚の鋼板の中から吊り上げ対象の鋼板のみを吊り上げるリフティングマグネットによる鋼板の吊り上げ方法である。
[2]上記[1]の鋼板の吊り上げ方法において、前記リフティングマグネットは、さらに、磁極内の通過磁束量を測定する磁束センサーを備え、前記電磁コイルに前記印加電圧を印加する際に、算出された磁極内の通過磁束量Φrと磁束センサーにより測定される磁極内の通過磁束量Φaとの差分が閾値以下となるように、前記電磁石コイルの前記印加電圧を調整するリフティングマグネットによる鋼板の吊り上げ方法である。
[3]上記[1]又は[2]の鋼板の吊り上げ方法において、磁極内の通過磁束量Φrは、吊り上げ対象の各鋼板の板厚及び飽和磁束密度と、前記電磁石コイルへの前記印加電圧の印加により励磁される磁極の寸法とに基づき算出されるリフティングマグネットによる鋼板の吊り上げ方法である。
[4]上記[1]ないし[3]のいずれかの鋼板の吊り上げ方法において、前記リフティングマグネットによる鋼板の吊り上げを開始した後、鋼板を吊り上げた状態の前記リフティングマグネットを移動させる前に、下記(I)又は/及び(II)を行うリフティングマグネットによる鋼板の吊り上げ方法である。
(I)鋼板の吊り上げに使用している前記電磁石コイルへの前記印加電圧を増加させる。
(II)鋼板の吊り上げに使用している前記電磁石コイルに加えて、他の1つ以上の電磁石コイルに電圧を印加する。
[5]上記[1]ないし[4]のいずれかの鋼板の吊り上げ方法において、前記リフティングマグネットは、同心状又は/及び上下方向で層状に配置される複数の電磁石コイルを備えるリフティングマグネットによる鋼板の吊り上げ方法である。
[6]それぞれ独立してON-OFF制御及び電圧制御が可能な複数の電磁石コイルと、該電磁石コイルへの電圧の印加により励磁される磁極と、積み重ねられた複数枚の鋼板の中から少なくとも1枚の吊り上げ対象の鋼板のみを吊り上げる際に、吊り上げ対象の鋼板の板厚の総和に基づいて、鋼板の吊り上げに使用する電磁石コイルを決定し、前記電磁石コイルを使用した際に磁極から流出する磁束が吊り上げ対象の鋼板のみを通過する場合における磁極内の通過磁束量Φrを算出し、該通過磁束量Φrに基づき、鋼板の吊り上げに使用する前記電磁石コイルへの印加電圧を決定し、前記印加電圧を前記電磁石コイルに印加するように構成された制御装置と、を備えるリフティングマグネットである。
[7]上記[6]のリフティングマグネットにおいて、さらに、磁極内の通過磁束量を測定する磁束センサーを備え、前記制御装置は、前記電磁石コイルに前記印加電圧を印加する際に、算出された磁極内の通過磁束量Φrと磁束センサーにより測定される磁極内の通過磁束量Φaとの差分が閾値以下となるように、前記電磁石コイルの前記印加電圧を調整するように構成されたリフティングマグネットである。
[8]上記[6]又は[7]のリフティングマグネットにおいて、前記制御装置は、磁極内の通過磁束量Φrを、吊り上げ対象の各鋼板の板厚及び飽和磁束密度と、使用される前記電磁石コイルへの前記印加電圧の印加により励磁される磁極の寸法とに基づき算出するように構成されたリフティングマグネットである。
[9]上記[6]ないし[8]のいずれかのリフティングマグネットにおいて、同心状又は/及び上下方向で層状に配置される複数の電磁石コイルを備えるリフティングマグネットである。
[10]上記[6]ないし[9]のいずれかのリフティングマグネットを用いる鋼板の製造方法である。
内極の断面積をS(mm2)、内極の平均磁束密度をB(T)とすると、磁束量Mは断面積Sと平均磁束密度Bとを乗算して表される(S×B)から、上記式(i)は下記式(ii)で表される。
さらに、平均磁束密度Bはコイルの巻き数Nとコイル内の電流Iの積に比例するため、上記式(ii)は下記式(iii)(α:比例定数)で表される。
ここで、コイルの巻き数Nを小さくしておけば、電流Iの誤差に対する左辺の値の変化量が小さくなる。そのため、高い精度で式(iii)を成立させるための制御、すなわち、磁束浸透深さの制御を行うことができ、薄い鋼板の吊り枚数制御を行えることになる。


本発明での鋼板吊り上げ枚数の制御性を評価するため、以下の試験を行った。図14に示すような同心状の第1及び第2コイル2a,2bと、外径100mmの内極3xと、外径180mm,厚さ20mmの第1外極3aと、外径350mm,厚さ20mmの第2外極3bとを備える高さ160mmのリフティングマグネット(図1及び図2の実施形態と同様の磁束センサー4(4a,4b)を備える)を使用した。そして、図15で示す制御フローで吊り枚数制御を実施した。吊り上げ対象の鋼板は全てSS400(飽和磁束密度1.5T)、板厚4.5mmであり、鋼板吊り枚数は1~6枚とした。

図16に示すような製鉄所で一般的に使用されている、直径150mmの内極101と、外径350mm,厚さ20mmの外極102とを備える高さ150mmのリフティングマグネット(単層構造)を用いて同様の試験を実施した。

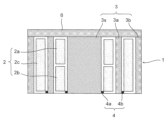
2 電磁石コイル
2a 第1電磁石コイル
2b 第2電磁石コイル
3 磁極
3x 内極
3a 第1外極
3b 第2外極
4,4a,4b, 磁束センサー
5 制御装置
6 ヨーク
50 設定部
51 コイル決定部
52 印加電圧算出部
53 印加電圧制御部
Claims (10)
- リフティングマグネットを用いて、積み重ねられた複数枚の鋼板の中から少なくとも1枚の吊り上げ対象の鋼板のみを吊り上げる方法であって、
前記リフティングマグネットは、それぞれ独立してON-OFF制御及び電圧制御が可能な複数の電磁石コイルと、該電磁石コイルへの電圧の印加により励磁される磁極と、前記鋼板の吊り上げを制御する制御装置と、磁極内の通過磁束量Φaを測定する磁束センサーと、吊り上げた鋼板の重量を測定する重量測定手段とを備え、
吊り上げ対象の鋼板の板厚の総和に基づいて、鋼板の吊り上げに使用する電磁石コイルを決定し、
前記電磁石コイルを使用した際に磁極から流出する磁束が吊り上げ対象の鋼板のみを通過する場合における磁極内の通過磁束量Φrを算出し、
前記通過磁束量Φrに基づき、鋼板の吊り上げに使用する前記電磁石コイルへの印加電圧を決定し、
前記印加電圧を前記電磁石コイルに印加し、積み重ねられた複数枚の鋼板の中から吊り上げ対象の鋼板のみを吊り上げ、
前記電磁石コイルに前記印加電圧を印加して前記リフティングマグネットによる鋼板の吊り上げを開始した後であって鋼板を吊り上げた状態の前記リフティングマグネットを移動させる前に、前記制御装置は、当該制御装置によって算出された磁極内の通過磁束量Φrと前記磁束センサーにより測定される磁極内の通過磁束量Φaとの差分が閾値以下であるか否かを判定することにより、吊り上げた鋼板の枚数が予め決められた吊り上げ対象の鋼板の枚数と一致するか否かを確認し、前記差分が閾値以下であることにより吊り上げた鋼板の枚数が予め決められた吊り上げ対象の鋼板の枚数と一致する場合には、さらに、前記重量測定手段によって測定した鋼板の重量に基づいて吊り上げた鋼板の枚数が予め決められた吊り上げ対象の鋼板の枚数と一致するか否かを確認するリフティングマグネットによる鋼板の吊り上げ方法。 - 前記電磁石コイルに前記印加電圧を印加する際に、算出された磁極内の通過磁束量Φrと磁束センサーにより測定される磁極内の通過磁束量Φaとの差分が閾値以下となるように、前記電磁石コイルの前記印加電圧を調整する請求項1に記載のリフティングマグネットによる鋼板の吊り上げ方法。
- 磁極内の通過磁束量Φrは、吊り上げ対象の各鋼板の板厚及び飽和磁束密度と、前記電磁石コイルへの前記印加電圧の印加により励磁される磁極の寸法とに基づき算出される請求項1または2に記載のリフティングマグネットによる鋼板の吊り上げ方法。
- 前記リフティングマグネットによる鋼板の吊り上げを開始した後、鋼板を吊り上げた状態の前記リフティングマグネットを移動させる前に、下記(I)又は/及び(II)を行う請求項1ないし3のいずれか一項に記載のリフティングマグネットによる鋼板の吊り上げ方法。
(I)鋼板の吊り上げに使用している前記電磁石コイルへの前記印加電圧を増加させる。
(II)鋼板の吊り上げに使用している前記電磁石コイルに加えて、他の1つ以上の電磁石コイルに電圧を印加する。 - 前記リフティングマグネットは、同心状又は/及び上下方向で層状に配置される複数の電磁石コイルを備える請求項1ないし4のいずれか一項に記載のリフティングマグネットによる鋼板の吊り上げ方法。
- それぞれ独立してON-OFF制御及び電圧制御が可能な複数の電磁石コイルと、
該電磁石コイルへの電圧の印加により励磁される磁極と、
積み重ねられた複数枚の鋼板の中から少なくとも1枚の吊り上げ対象の鋼板のみを吊り上げる際に、吊り上げ対象の鋼板の板厚の総和に基づいて、鋼板の吊り上げに使用する電磁石コイルを決定し、前記電磁石コイルを使用した際に磁極から流出する磁束が吊り上げ対象の鋼板のみを通過する場合における磁極内の通過磁束量Φrを算出し、該通過磁束量Φrに基づき、鋼板の吊り上げに使用する前記電磁石コイルへの印加電圧を決定し、前記印加電圧を前記電磁石コイルに印加するように構成された制御装置と、
磁極内の通過磁束量Φaを測定する磁束センサーと、
吊り上げた鋼板の重量を測定する重量測定手段と、を備え、
前記制御装置は、前記電磁石コイルに前記印加電圧を印加して鋼板の吊り上げを開始した後であって吊り上げた状態の鋼板を移動させる前に、当該制御装置によって算出された磁極内の通過磁束量Φrと前記磁束センサーにより測定される磁極内の通過磁束量Φaとの差分が閾値以下であるか否かを判定することにより、吊り上げた鋼板の枚数が予め決められた吊り上げ対象の鋼板の枚数と一致するか確認し、前記差分が閾値以下であることにより吊り上げた鋼板の枚数が予め決められた吊り上げ対象の鋼板の枚数と一致する場合には、さらに、前記重量測定手段によって測定した鋼板の重量に基づいて吊り上げた鋼板の枚数が予め決められた吊り上げ対象の鋼板の枚数と一致するか否かを確認するリフティングマグネット。 - 前記制御装置は、前記電磁石コイルに前記印加電圧を印加する際に、算出された磁極内の通過磁束量Φrと磁束センサーにより測定される磁極内の通過磁束量Φaとの差分が閾値以下となるように、前記電磁石コイルの前記印加電圧を調整するように構成された請求項6記載のリフティングマグネット。
- 前記制御装置は、磁極内の通過磁束量Φrを、吊り上げ対象の各鋼板の板厚及び飽和磁束密度と、使用される前記電磁石コイルへの前記印加電圧の印加により励磁される磁極の寸法とに基づき算出するように構成された請求項6または7に記載のリフティングマグネット。
- 同心状又は/及び上下方向で層状に配置される複数の電磁石コイルを備える請求項6ないし8のいずれか一項に記載のリフティングマグネット。
- 請求項6ないし9のいずれか一項に記載のリフティングマグネットを用いる鋼板の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021031240 | 2021-02-26 | ||
| JP2021031240 | 2021-02-26 | ||
| PCT/JP2021/046215 WO2022180993A1 (ja) | 2021-02-26 | 2021-12-15 | リフティングマグネットによる鋼板の吊り上げ方法及びリフティングマグネットならびにリフティングマグネットを使用した鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2022180993A1 JPWO2022180993A1 (ja) | 2022-09-01 |
| JP7306574B2 true JP7306574B2 (ja) | 2023-07-11 |
Family
ID=83048034
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022516105A Active JP7306574B2 (ja) | 2021-02-26 | 2021-12-15 | リフティングマグネットによる鋼板の吊り上げ方法及びリフティングマグネットならびにリフティングマグネットを使用した鋼板の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240101396A1 (ja) |
| EP (1) | EP4257532A4 (ja) |
| JP (1) | JP7306574B2 (ja) |
| KR (1) | KR20230125829A (ja) |
| CN (1) | CN116888062A (ja) |
| WO (1) | WO2022180993A1 (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019107504A1 (ja) | 2017-11-29 | 2019-06-06 | Jfeスチール株式会社 | リフティングマグネット用取り付け磁極、鋼材吊上げ用磁極付リフティングマグネット、鋼材の搬送方法、並びに鋼板の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5225361A (en) * | 1975-08-20 | 1977-02-25 | Nishishiba Denki Kk | Apparatus for controlling lifting up electromagnet |
| JPS5266258A (en) * | 1975-12-01 | 1977-06-01 | Nishishiba Denki Kk | Confirmation device of adsorbed plate number of lifting electromagnet |
| JPS52118756A (en) * | 1976-03-29 | 1977-10-05 | Sumitomo Heavy Ind Ltd | Hanging electromagnet |
| JPS5924715B2 (ja) * | 1978-09-21 | 1984-06-11 | 住友重機械工業株式会社 | 吊上電磁石の吊上鋼板枚数自動選別制御装置 |
| JPS6362479U (ja) * | 1986-10-13 | 1988-04-25 | ||
| JPH06104548B2 (ja) | 1989-05-11 | 1994-12-21 | 新日本製鐵株式会社 | リフティングマグネットクレーン装置 |
| KR20120073164A (ko) * | 2012-05-14 | 2012-07-04 | 최규철 | 후판 이송시스템 |
-
2021
- 2021-12-15 KR KR1020237026090A patent/KR20230125829A/ko active Pending
- 2021-12-15 EP EP21928086.4A patent/EP4257532A4/en active Pending
- 2021-12-15 WO PCT/JP2021/046215 patent/WO2022180993A1/ja active Application Filing
- 2021-12-15 US US18/275,553 patent/US20240101396A1/en active Pending
- 2021-12-15 JP JP2022516105A patent/JP7306574B2/ja active Active
- 2021-12-15 CN CN202180092937.4A patent/CN116888062A/zh active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019107504A1 (ja) | 2017-11-29 | 2019-06-06 | Jfeスチール株式会社 | リフティングマグネット用取り付け磁極、鋼材吊上げ用磁極付リフティングマグネット、鋼材の搬送方法、並びに鋼板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022180993A1 (ja) | 2022-09-01 |
| WO2022180993A1 (ja) | 2022-09-01 |
| US20240101396A1 (en) | 2024-03-28 |
| EP4257532A1 (en) | 2023-10-11 |
| CN116888062A (zh) | 2023-10-13 |
| KR20230125829A (ko) | 2023-08-29 |
| EP4257532A4 (en) | 2024-05-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101151396B (zh) | 用于金属带热浸覆层的方法和装置 | |
| US11875940B2 (en) | Lifting-magnet attachment magnetic pole unit, steel-lifting magnetic-pole-equipped lifting magnet, steel material conveying method, and steel plate manufacturing method | |
| JP7306574B2 (ja) | リフティングマグネットによる鋼板の吊り上げ方法及びリフティングマグネットならびにリフティングマグネットを使用した鋼板の製造方法 | |
| TWI843948B (zh) | 起重磁鐵及鋼板的吊升裝置、以及鋼板的搬送方法 | |
| KR20120073164A (ko) | 후판 이송시스템 | |
| JPH06104548B2 (ja) | リフティングマグネットクレーン装置 | |
| JP4291622B2 (ja) | リフティングマグネットクレーン装置による鋼板の吊り上げ方法 | |
| JP2025025554A (ja) | 鋼板の吊上方法及び吊上装置、並びに、鋼板の製造方法 | |
| JPH0977452A (ja) | 吊上電磁石を用いたクレーンの自動運転方法 | |
| JP2024089413A (ja) | 鋼板の吊上方法及び吊上装置、並びに、鋼板の製造方法 | |
| RU2486618C1 (ru) | Способ размагничивания изделий из ферромагнитных материалов и устройство для его осуществления | |
| JP4291652B2 (ja) | 自動リフティングマグネッドクレーン装置による鋼板の吊り上げ方法 | |
| KR101209158B1 (ko) | 후판 이송시스템 | |
| JPH10157965A (ja) | リフマグクレーン | |
| JPH02295890A (ja) | リフティングマグネットクレーン装置 | |
| JPH0977450A (ja) | 吊上電磁石 | |
| Postma et al. | Electromagnetic flat-faced robot gripper for handling multiple industrial transformer core lamination plates | |
| JP2539926B2 (ja) | 鋼板吊枚数選別制御方法 | |
| JPH0977451A (ja) | クレーンによる鋼材の所定数吊上自動運転方法 | |
| JPH0373791A (ja) | リフマグクレーンの鋼板吊り枚数制御装置 | |
| JPS5924717B2 (ja) | 吊上電磁石の鋼板吸着離脱検出装置 | |
| JP2006089164A (ja) | パレット整列積み用リフティングマグネット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230404 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230518 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230530 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230612 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7306574 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |