JP7296260B2 - 吸収性物品 - Google Patents
吸収性物品 Download PDFInfo
- Publication number
- JP7296260B2 JP7296260B2 JP2019115024A JP2019115024A JP7296260B2 JP 7296260 B2 JP7296260 B2 JP 7296260B2 JP 2019115024 A JP2019115024 A JP 2019115024A JP 2019115024 A JP2019115024 A JP 2019115024A JP 7296260 B2 JP7296260 B2 JP 7296260B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- width direction
- absorbent article
- continuous
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/496—Absorbent articles specially adapted to be worn around the waist, e.g. diapers in the form of pants or briefs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15756—Applying tabs, strips, tapes, loops; Knotting the ends of pads
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15764—Transferring, feeding or handling devices; Drives
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15804—Plant, e.g. involving several steps
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/494—Absorbent articles specially adapted to be worn around the waist, e.g. diapers characterised by edge leakage prevention means
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/494—Absorbent articles specially adapted to be worn around the waist, e.g. diapers characterised by edge leakage prevention means
- A61F13/49406—Absorbent articles specially adapted to be worn around the waist, e.g. diapers characterised by edge leakage prevention means the edge leakage prevention means being at the crotch region
- A61F13/49413—Absorbent articles specially adapted to be worn around the waist, e.g. diapers characterised by edge leakage prevention means the edge leakage prevention means being at the crotch region the edge leakage prevention means being an upstanding barrier
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F2013/15821—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/494—Absorbent articles specially adapted to be worn around the waist, e.g. diapers characterised by edge leakage prevention means
- A61F2013/4948—Absorbent articles specially adapted to be worn around the waist, e.g. diapers characterised by edge leakage prevention means the edge leakage prevention means being elastic
Description
本明細書及び添付図面の記載により、少なくとも以下の事項が明らかとなる。
一態様に係る吸収性物品の製造方法は、吸収性物品の幅方向の中心よりも幅方向の外側に配置される1のサイドシートと、立体ギャザーと、レッグギャザーと、を有し、前記立体ギャザーは、前後方向に伸縮性を有する1以上の立体弾性部材によって起立可能である起立部と、前記起立部の起立支点となる起立端縁と、を有し、前記レッグギャザーは、前記前後方向に伸縮性を有する1以上のレッグ弾性部材によって所定の幅で前記前後方向に収縮する収縮領域を有し、かつ前記起立端縁よりも前記幅方向の外側に配置されており、前記立体ギャザーと前記レッグギャザーとは、前記1のサイドシートを前記前後方向に延びる1つの折り目を基点に折り返すことによって互いに対向する一対のシート層によって構成されている吸収性物品を製造する吸収性物品の製造方法である。前記一対のシート層を有しかつ伸縮性を有する複合伸縮シートが前記前後方向に連続したシート連続体を形成する形成工程を有する。前記形成工程は、前記1以上の立体弾性部材を構成する第1連続弾性部材及び前記1以上のレッグ弾性部材を構成する第2連続弾性部材からなる複数の連続弾性部材を、前記1のサイドシートが前記前後方向に連続したサイドシート連続体に配置する工程と、前記複数の連続弾性部材の全てが前記サイドシート連続体に挟まれるように、前記サイドシート連続体を1回折り返す折り工程と、を有する。
以下、図面を参照して、実施形態に係る吸収性物品について説明する。なお、以下の図面の記載において、同一又は類似の部分には、同一又は類似の符号を付している。ただし、図面は模式的なものであり、各寸法の比率等は現実のものとは異なることに留意すべきである。したがって、具体的な寸法等は、以下の説明を参酌して判断すべきである。また、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれ得る。
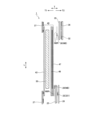
図4は、図2に示す吸収性物品の模式断面図である。図4Aは、前側の胴回り域における吸収性物品の模式断面図であり、図2に示すF4A-F4A断面に沿った模式断面図である。図4Bは、後側の胴回り域における吸収性物品の模式断面図であり、図2に示すF4B-F4B断面に沿った模式断面図である。図5は、本実施形態に係る吸収性物品1の模式平面図である。図6は、立体ギャザーを説明するための図である。図6は、図5に示すF6-F6断面において立体ギャザーが起立した状態を示す図である。なお、説明の便宜上、各部材が厚さ方向において離間していたとしても、実際の製品では厚さ方向に接していることに留意すべきである。
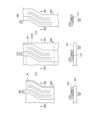
次に、吸収性物品1の製造方法を、図7から図9を用いて説明する。図7から図9は、吸収性物品1の製造方法を説明するための図である。製造過程における構成部品を搬送する方向を搬送方向MDとして示し、当該搬送方向と交差する方向を交差方向CDとして示し、搬送方向MD及び交差方向CDに直交する方向を横断方向TDとして示す。図7から図9において、左図は、横断方向TD(上側)から見た部材を示し、右図は、搬送方向MDから見た部材を示している。具体的には、図7の工程S11の右図は左図のC11-C11断面に沿った模式断面図を示し、図7の工程S12の右図は左図のC12-C12断面に沿った模式断面図を示し、図7の工程S13の右図は左図のC13-C13断面に沿った模式断面図を示し、図8の工程S20の右図は左図のC20-C20断面に沿った模式断面図を示し、図8の工程S30の右図は左図のC30-C30断面に沿った模式断面図を示し、図8の工程S40の右図は左図のC40-C40断面に沿った模式断面図を示し、図8の工程S50の右図は左図のC50-C50断面に沿った模式断面図を示し、図9の工程S60の右図は左図のC60-C60断面に沿った模式断面図を示し、図9の工程S70の右図は左図のC70-C70断面に沿った模式断面図を示し、図9の工程S80の右図は左図のC80-C80断面に沿った模式断面図を示す。
なお、説明の便宜上、製造装置の構成は、図示していない。
次に、各変更例について、図10を用いて説明する。図10は、変更例に係る吸収性物品の模式断面図である。図10Aは、変更例1に係る吸収性物品1の模式断面図であり、図10Bは、変更例2に係る吸収性物品1の模式断面図である。図10における断面は、F4A-F4A断面に対応する。なお、実施形態と同様の説明は省略する。
以上、上述の実施形態を用いて本発明について詳細に説明したが、当業者にとっては、本発明が本明細書中に説明した実施形態に限定されるものではないということは明らかである。本発明は、特許請求の範囲の記載により定まる本発明の趣旨及び範囲を逸脱することなく修正及び変更態様として実施することができる。したがって、本明細書の記載は、例示説明を目的とするものであり、本発明に対して何ら制限的な意味を有するものではない。
15 :外装体
16 :ウエスト開口部
17 :脚回り開口部
18 :サイド接合部
20 :前側外装体
30 :後側外装体
40 :本体部
41 :吸収性本体
43 :センターシート
46 :液不透過シート
47 :非肌面シート
48 :非肌側サイドシート
50 :吸収コア
60 :複合伸縮シート
62 :サイドシート
62p :シート層
63 :シート内接合部
70 :立体ギャザー
71 :接合部
72 :起立部
73 :起立端縁
75 :立体弾性部材
80 :レッグギャザー
85 :レッグ弾性部材
621 :第1シート層
622 :第2シート層
S1 :前胴回り域
S2 :後胴回り域
S3 :股下域
Claims (8)
- 前後方向、前記前後方向に直交する幅方向、及び厚さ方向と、
前胴回り域と、後胴回り域と、前記前胴回り域及び前記後胴回り域に挟まれている股下域と、
吸収性物品の前記幅方向の中心よりも前記幅方向の外側に配置される1のサイドシートと、
立体ギャザーとレッグギャザーと、を有し、
前記立体ギャザーは、
前記前後方向に伸縮性を有する1以上の立体弾性部材によって起立可能である起立部と、
前記起立部の起立支点となる起立端縁と、を有し、
前記レッグギャザーは、前記前後方向に伸縮性を有する1以上のレッグ弾性部材によって所定の幅で前記前後方向に収縮する収縮領域を有し、かつ前記起立端縁よりも前記幅方向の外側に配置されている、吸収性物品であって、
前記立体ギャザーと前記レッグギャザーとは、前記1のサイドシートを前記前後方向に延びる1つの折り目を基点に折り返すことによって互いに対向する一対のシート層によって構成されており、
前記幅方向において、前記一対のシート層は、前記立体ギャザーの起立時に最も肌面側に位置する前記立体弾性部材と接する位置から、前記幅方向において最も外側に配置されている前記レッグ弾性部材と接する位置まで、連続的に延びており、
前記立体ギャザーの起立時に最も非肌面側に位置する前記立体弾性部材と前記起立端縁との間において、接着剤により前記一対のシート層どうしを接合するシート内接合部を有し、
前記幅方向において最も外側に配置されている前記レッグ弾性部材よりも前記幅方向の外側の領域は、前記一対のシート層どうしが接合されていない外側非接合領域である、吸収性物品。 - 前記1つの折り目が前記立体ギャザーに配置されるように、前記1のサイドシートが折り返されており、
前記1以上の立体弾性部材と前記1以上のレッグ弾性部材とが、前記一対のシート層に挟まれている請求項1に記載の吸収性物品。 - 前記1のサイドシートよりも非肌面側に配置され、かつ前記1のサイドシートと直接的又は間接的に接合される構成部材を有し、
前記構成部材は、前記起立端縁よりも前記幅方向の外側へ延びている請求項1又は2に記載の吸収性物品。 - 前記1のサイドシートよりも非肌面側に配置され、かつ液不透過性を有する液不透過シートを有し、
前記液不透過シートは、前記起立端縁よりも前記幅方向の外側へ延びている請求項1から3のいずれか1項に記載の吸収性物品。 - 前記一対のシート層のそれぞれは、前記1のサイドシートの前記幅方向における端縁を有し、
前記一対のシート層の一方のシート層が有する前記端縁と他方のシート層が有する前記端縁とは、前記厚さ方向に重なっていない、請求項1から4のいずれか1項に記載の吸収性物品。 - 前記1以上のレッグ弾性部材の数は、前記1以上の立体弾性部材の数よりも多い、請求項1から5のいずれか1項に記載の吸収性物品。
- 前記1以上のレッグ弾性部材の数及び前記1以上の立体弾性部材の数は、2以上であり、
前記幅方向において、前記レッグ弾性部材どうしの間隔は、前記立体弾性部材どうしの間隔よりも狭い、請求項6に記載の吸収性物品。 - 前記吸収性物品の平面視において、前記1のサイドシートは、少なくとも前記吸収性物品の前記前後方向の中心よりも後側において、前記幅方向の外側へ向かうように湾曲しながら後方へ延びている部分を有する請求項1から7のいずれか1項に記載の吸収性物品。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019115024A JP7296260B2 (ja) | 2019-06-20 | 2019-06-20 | 吸収性物品 |
| CN202080045098.6A CN114080206B (zh) | 2019-06-20 | 2020-06-19 | 吸收性物品以及吸收性物品制造方法 |
| PCT/JP2020/024138 WO2020256103A1 (ja) | 2019-06-20 | 2020-06-19 | 吸収性物品、及び吸収性物品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019115024A JP7296260B2 (ja) | 2019-06-20 | 2019-06-20 | 吸収性物品 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2021000237A JP2021000237A (ja) | 2021-01-07 |
| JP2021000237A5 JP2021000237A5 (ja) | 2021-09-30 |
| JP7296260B2 true JP7296260B2 (ja) | 2023-06-22 |
Family
ID=73994461
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019115024A Active JP7296260B2 (ja) | 2019-06-20 | 2019-06-20 | 吸収性物品 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7296260B2 (ja) |
| CN (1) | CN114080206B (ja) |
| WO (1) | WO2020256103A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115281939B (zh) * | 2022-09-06 | 2023-05-12 | 智邦(天津)卫生用品科技有限公司 | 卫生巾制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010088570A (ja) | 2008-10-06 | 2010-04-22 | Kao Corp | 帯状材料の取付方法及び吸収性物品の製造方法 |
| JP2011523887A (ja) | 2008-06-13 | 2011-08-25 | ザ プロクター アンド ギャンブル カンパニー | 液体排出物の封じ込めを改善するための弾性的に収縮可能なカフを有する使い捨て吸収性物品 |
| JP2015510838A (ja) | 2012-03-30 | 2015-04-13 | ザ プロクター アンド ギャンブルカンパニー | 吸収性物品用レッグカフの製造方法及び製造装置 |
| JP2018511385A (ja) | 2015-03-18 | 2018-04-26 | ザ プロクター アンド ギャンブル カンパニー | レッグカフを備える吸収性物品 |
| JP2020195421A (ja) | 2019-05-30 | 2020-12-10 | 大王製紙株式会社 | 使い捨て着用物品 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3058918B1 (en) * | 2015-02-17 | 2019-04-17 | The Procter and Gamble Company | Absorbent articles forming a three-dimensional basin |
| JP6495765B2 (ja) * | 2015-06-30 | 2019-04-03 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| JP6454658B2 (ja) * | 2016-03-30 | 2019-01-16 | 大王製紙株式会社 | 使い捨ておむつ |
-
2019
- 2019-06-20 JP JP2019115024A patent/JP7296260B2/ja active Active
-
2020
- 2020-06-19 WO PCT/JP2020/024138 patent/WO2020256103A1/ja active Application Filing
- 2020-06-19 CN CN202080045098.6A patent/CN114080206B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011523887A (ja) | 2008-06-13 | 2011-08-25 | ザ プロクター アンド ギャンブル カンパニー | 液体排出物の封じ込めを改善するための弾性的に収縮可能なカフを有する使い捨て吸収性物品 |
| JP2010088570A (ja) | 2008-10-06 | 2010-04-22 | Kao Corp | 帯状材料の取付方法及び吸収性物品の製造方法 |
| JP2015510838A (ja) | 2012-03-30 | 2015-04-13 | ザ プロクター アンド ギャンブルカンパニー | 吸収性物品用レッグカフの製造方法及び製造装置 |
| JP2018511385A (ja) | 2015-03-18 | 2018-04-26 | ザ プロクター アンド ギャンブル カンパニー | レッグカフを備える吸収性物品 |
| JP2020195421A (ja) | 2019-05-30 | 2020-12-10 | 大王製紙株式会社 | 使い捨て着用物品 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114080206B (zh) | 2023-08-08 |
| WO2020256103A1 (ja) | 2020-12-24 |
| CN114080206A (zh) | 2022-02-22 |
| JP2021000237A (ja) | 2021-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6752085B2 (ja) | 吸収性物品 | |
| JP5995870B2 (ja) | 使い捨て着用物品およびその製造方法 | |
| CN109906066B (zh) | 一次性穿着物品及制造方法 | |
| JP5977590B2 (ja) | 吸収性物品及び吸収性物品の製造方法 | |
| JP5250407B2 (ja) | 使い捨てパンツ型おむつおよびその製造方法 | |
| JP7296260B2 (ja) | 吸収性物品 | |
| JP6412834B2 (ja) | 吸収性物品 | |
| WO2019131111A1 (ja) | パンツ型吸収性物品 | |
| CN210330913U (zh) | 短裤型吸收性物品 | |
| JP7037428B2 (ja) | パンツ型吸収性物品、及び、パンツ型吸収性物品の製造方法 | |
| WO2019131110A1 (ja) | 吸収性物品 | |
| WO2019131109A1 (ja) | パンツ型吸収性物品 | |
| WO2023127549A1 (ja) | パンツ型吸収性物品、吸収性物品包装体、及び、パンツ型吸収性物品の製造方法 | |
| JP7149070B2 (ja) | 吸収性物品 | |
| JP7285073B2 (ja) | 複合シート、吸収性物品、及び複合シートの製造方法 | |
| JP7217203B2 (ja) | 吸収性物品 | |
| JP7305861B1 (ja) | 吸収性物品に用いられる伸縮性シート、及び、パンツ型吸収性物品 | |
| EP3482730B1 (en) | Absorbent article and method for manufacturing pull-up absorbent article | |
| WO2022071604A1 (ja) | 着用物品の製造方法及びこれにより製造された着用物品 | |
| JPWO2019116982A1 (ja) | 使い捨ておむつおよび使い捨ておむつの製造方法 | |
| JP7145756B2 (ja) | 吸収性物品 | |
| JP7179457B2 (ja) | 吸収性物品 | |
| JP7137928B2 (ja) | 吸収性物品 | |
| JP7071146B2 (ja) | 使い捨て吸収性物品および使い捨て吸収性物品の製造方法 | |
| WO2023127548A1 (ja) | ショーツ型ナプキン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20200716 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210820 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210820 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220628 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230516 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230612 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7296260 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |