JP7233163B2 - 広い線幅を有する導電性パターン及びその製造方法 - Google Patents
広い線幅を有する導電性パターン及びその製造方法 Download PDFInfo
- Publication number
- JP7233163B2 JP7233163B2 JP2017517006A JP2017517006A JP7233163B2 JP 7233163 B2 JP7233163 B2 JP 7233163B2 JP 2017517006 A JP2017517006 A JP 2017517006A JP 2017517006 A JP2017517006 A JP 2017517006A JP 7233163 B2 JP7233163 B2 JP 7233163B2
- Authority
- JP
- Japan
- Prior art keywords
- pattern
- ink
- stamping
- screen
- master tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title description 2
- 238000000034 method Methods 0.000 claims description 103
- 239000000758 substrate Substances 0.000 claims description 80
- 239000000463 material Substances 0.000 claims description 64
- 239000000839 emulsion Substances 0.000 claims description 21
- 239000000203 mixture Substances 0.000 claims description 20
- 238000007650 screen-printing Methods 0.000 claims description 16
- 238000005530 etching Methods 0.000 claims description 10
- 238000007639 printing Methods 0.000 claims description 5
- 239000000976 ink Substances 0.000 description 143
- 239000010410 layer Substances 0.000 description 36
- -1 polydimethylsiloxane Polymers 0.000 description 32
- 239000013545 self-assembled monolayer Substances 0.000 description 27
- 239000004205 dimethyl polysiloxane Substances 0.000 description 26
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 26
- 239000002094 self assembled monolayer Substances 0.000 description 19
- 239000011521 glass Substances 0.000 description 18
- 229910052751 metal Inorganic materials 0.000 description 16
- 239000002184 metal Substances 0.000 description 16
- 150000001356 alkyl thiols Chemical class 0.000 description 14
- 125000000524 functional group Chemical group 0.000 description 14
- 150000002898 organic sulfur compounds Chemical class 0.000 description 13
- 239000002904 solvent Substances 0.000 description 12
- 229920006254 polymer film Polymers 0.000 description 11
- 238000010586 diagram Methods 0.000 description 10
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 9
- 238000000813 microcontact printing Methods 0.000 description 9
- 229910052709 silver Inorganic materials 0.000 description 9
- 239000004332 silver Substances 0.000 description 9
- 229920002120 photoresistant polymer Polymers 0.000 description 7
- 229920001707 polybutylene terephthalate Polymers 0.000 description 7
- 229920000139 polyethylene terephthalate Polymers 0.000 description 7
- 239000005020 polyethylene terephthalate Substances 0.000 description 7
- 239000000126 substance Substances 0.000 description 7
- 150000003573 thiols Chemical group 0.000 description 7
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 6
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 6
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 125000004432 carbon atom Chemical group C* 0.000 description 5
- 229910052802 copper Inorganic materials 0.000 description 5
- 239000010949 copper Substances 0.000 description 5
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 5
- 229910052737 gold Inorganic materials 0.000 description 5
- 239000010931 gold Substances 0.000 description 5
- 229920002799 BoPET Polymers 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 4
- 150000001504 aryl thiols Chemical class 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 239000010703 silicon Substances 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- WQZGKKKJIJFFOK-GASJEMHNSA-N Glucose Natural products OC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-GASJEMHNSA-N 0.000 description 3
- 101000873843 Homo sapiens Sorting and assembly machinery component 50 homolog Proteins 0.000 description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 102100035853 Sorting and assembly machinery component 50 homolog Human genes 0.000 description 3
- 125000000217 alkyl group Chemical group 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000013459 approach Methods 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 239000011247 coating layer Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 239000008103 glucose Substances 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 229910052763 palladium Inorganic materials 0.000 description 3
- 229910052697 platinum Inorganic materials 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 229920002689 polyvinyl acetate Polymers 0.000 description 3
- 239000011118 polyvinyl acetate Substances 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- UECUPGFJVNJNQA-UHFFFAOYSA-N 2-phenylbenzenethiol Chemical compound SC1=CC=CC=C1C1=CC=CC=C1 UECUPGFJVNJNQA-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 150000002019 disulfides Chemical group 0.000 description 2
- 239000013536 elastomeric material Substances 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000011133 lead Substances 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- 125000000325 methylidene group Chemical group [H]C([H])=* 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 125000006239 protecting group Chemical group 0.000 description 2
- 238000012552 review Methods 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 125000001424 substituent group Chemical group 0.000 description 2
- 150000003568 thioethers Chemical group 0.000 description 2
- 125000003396 thiol group Chemical group [H]S* 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- NEAQRZUHTPSBBM-UHFFFAOYSA-N 2-hydroxy-3,3-dimethyl-7-nitro-4h-isoquinolin-1-one Chemical class C1=C([N+]([O-])=O)C=C2C(=O)N(O)C(C)(C)CC2=C1 NEAQRZUHTPSBBM-UHFFFAOYSA-N 0.000 description 1
- JBRZTFJDHDCESZ-UHFFFAOYSA-N AsGa Chemical compound [As]#[Ga] JBRZTFJDHDCESZ-UHFFFAOYSA-N 0.000 description 1
- 229920002284 Cellulose triacetate Polymers 0.000 description 1
- 239000005046 Chlorosilane Substances 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 206010073306 Exposure to radiation Diseases 0.000 description 1
- GYHNNYVSQQEPJS-UHFFFAOYSA-N Gallium Chemical compound [Ga] GYHNNYVSQQEPJS-UHFFFAOYSA-N 0.000 description 1
- 229910001218 Gallium arsenide Inorganic materials 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 238000001015 X-ray lithography Methods 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- ADJJLNODXLXTIH-UHFFFAOYSA-N adamantane-1-thiol Chemical compound C1C(C2)CC3CC2CC1(S)C3 ADJJLNODXLXTIH-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 125000000539 amino acid group Chemical group 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- 150000001721 carbon Chemical group 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000011203 carbon fibre reinforced carbon Substances 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000000224 chemical solution deposition Methods 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 150000001805 chlorine compounds Chemical class 0.000 description 1
- KOPOQZFJUQMUML-UHFFFAOYSA-N chlorosilane Chemical class Cl[SiH3] KOPOQZFJUQMUML-UHFFFAOYSA-N 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 150000001923 cyclic compounds Chemical class 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000010511 deprotection reaction Methods 0.000 description 1
- 239000002274 desiccant Substances 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000001312 dry etching Methods 0.000 description 1
- 238000007772 electroless plating Methods 0.000 description 1
- 238000000609 electron-beam lithography Methods 0.000 description 1
- 125000003700 epoxy group Chemical class 0.000 description 1
- 125000001033 ether group Chemical group 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 description 1
- ORTRWBYBJVGVQC-UHFFFAOYSA-N hexadecane-1-thiol Chemical compound CCCCCCCCCCCCCCCCS ORTRWBYBJVGVQC-UHFFFAOYSA-N 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 150000002527 isonitriles Chemical class 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 229910052976 metal sulfide Inorganic materials 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 150000002825 nitriles Chemical class 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920002492 poly(sulfone) Chemical class 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 239000010948 rhodium Substances 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 150000004756 silanes Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 125000000472 sulfonyl group Chemical group *S(*)(=O)=O 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
- 150000007944 thiolates Chemical class 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 235000012431 wafers Nutrition 0.000 description 1
- 238000003631 wet chemical etching Methods 0.000 description 1
- 239000012991 xanthate Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images








Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B5/00—Measuring for diagnostic purposes; Identification of persons
- A61B5/145—Measuring characteristics of blood in vivo, e.g. gas concentration, pH value; Measuring characteristics of body fluids or tissues, e.g. interstitial fluid, cerebral tissue
- A61B5/14532—Measuring characteristics of blood in vivo, e.g. gas concentration, pH value; Measuring characteristics of body fluids or tissues, e.g. interstitial fluid, cerebral tissue for measuring glucose, e.g. by tissue impedance measurement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C1/00—Manufacture or treatment of devices or systems in or on a substrate
- B81C1/00388—Etch mask forming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/12—Stencil printing; Silk-screen printing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B5/00—Measuring for diagnostic purposes; Identification of persons
- A61B5/15—Devices for taking samples of blood
- A61B5/150007—Details
- A61B5/150206—Construction or design features not otherwise provided for; manufacturing or production; packages; sterilisation of piercing element, piercing device or sampling device
- A61B5/150274—Manufacture or production processes or steps for blood sampling devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/003—Forme preparation the relief or intaglio pattern being obtained by imagewise deposition of a liquid, e.g. by an ink jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41K—STAMPS; STAMPING OR NUMBERING APPARATUS OR DEVICES
- B41K1/00—Portable hand-operated devices without means for supporting or locating the articles to be stamped, i.e. hand stamps; Inking devices or other accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/26—Printing on other surfaces than ordinary paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C1/00—Manufacture or treatment of devices or systems in or on a substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C1/00—Manufacture or treatment of devices or systems in or on a substrate
- B81C1/00015—Manufacture or treatment of devices or systems in or on a substrate for manufacturing microsystems
- B81C1/00206—Processes for functionalising a surface, e.g. provide the surface with specific mechanical, chemical or biological properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C1/00—Manufacture or treatment of devices or systems in or on a substrate
- B81C1/00388—Etch mask forming
- B81C1/00396—Mask characterised by its composition, e.g. multilayer masks
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0393—Flexible materials
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/02—Apparatus or processes for manufacturing printed circuits in which the conductive material is applied to the surface of the insulating support and is thereafter removed from such areas of the surface which are not intended for current conducting or shielding
- H05K3/06—Apparatus or processes for manufacturing printed circuits in which the conductive material is applied to the surface of the insulating support and is thereafter removed from such areas of the surface which are not intended for current conducting or shielding the conductive material being removed chemically or electrolytically, e.g. by photo-etch process
- H05K3/061—Etching masks
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B2562/00—Details of sensors; Constructional details of sensor housings or probes; Accessories for sensors
- A61B2562/02—Details of sensors specially adapted for in-vivo measurements
- A61B2562/0295—Strip shaped analyte sensors for apparatus classified in A61B5/145 or A61B5/157
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B2562/00—Details of sensors; Constructional details of sensor housings or probes; Accessories for sensors
- A61B2562/12—Manufacturing methods specially adapted for producing sensors for in-vivo measurements
- A61B2562/125—Manufacturing methods specially adapted for producing sensors for in-vivo measurements characterised by the manufacture of electrodes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B5/00—Measuring for diagnostic purposes; Identification of persons
- A61B5/15—Devices for taking samples of blood
- A61B5/150007—Details
- A61B5/150015—Source of blood
- A61B5/150022—Source of blood for capillary blood or interstitial fluid
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B5/00—Measuring for diagnostic purposes; Identification of persons
- A61B5/15—Devices for taking samples of blood
- A61B5/150007—Details
- A61B5/150358—Strips for collecting blood, e.g. absorbent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2219/00—Chemical, physical or physico-chemical processes in general; Their relevant apparatus
- B01J2219/00274—Sequential or parallel reactions; Apparatus and devices for combinatorial chemistry or for making arrays; Chemical library technology
- B01J2219/00277—Apparatus
- B01J2219/00351—Means for dispensing and evacuation of reagents
- B01J2219/00382—Stamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C2201/00—Manufacture or treatment of microstructural devices or systems
- B81C2201/01—Manufacture or treatment of microstructural devices or systems in or on a substrate
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/48—Manufacture or treatment of parts, e.g. containers, prior to assembly of the devices, using processes not provided for in a single one of the subgroups H01L21/06 - H01L21/326
- H01L21/4814—Conductive parts
- H01L21/4846—Leads on or in insulating or insulated substrates, e.g. metallisation
- H01L21/4867—Applying pastes or inks, e.g. screen printing
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/01—Tools for processing; Objects used during processing
- H05K2203/0104—Tools for processing; Objects used during processing for patterning or coating
- H05K2203/0108—Male die used for patterning, punching or transferring
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/15—Position of the PCB during processing
- H05K2203/1545—Continuous processing, i.e. involving rolls moving a band-like or solid carrier along a continuous production path
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Health & Medical Sciences (AREA)
- Molecular Biology (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Biomedical Technology (AREA)
- Animal Behavior & Ethology (AREA)
- Biophysics (AREA)
- Heart & Thoracic Surgery (AREA)
- Medical Informatics (AREA)
- Veterinary Medicine (AREA)
- Surgery (AREA)
- Pathology (AREA)
- Public Health (AREA)
- Hematology (AREA)
- Emergency Medicine (AREA)
- Optics & Photonics (AREA)
- Printing Methods (AREA)
- Manufacturing Of Printed Circuit Boards (AREA)
- Screen Printers (AREA)
Description
例示的実施形態を以下に列挙する。実施形態A~Nのいずれかと実施形態O~AAのいずれかとを、組み合わせることができる点を理解されたい。
マスターツールの主表面上に、インクパターンをスクリーン印刷する工程であって、このインクパターンが、主表面から離れる方向に延びる複数のインクパターン要素と、互いに隣り合う各インクパターン要素間に形成された1つ以上の陥凹部とを備える、工程と、
マスターツールの主表面に、スタンプ作製材料を適用することにより、スタンピングパターンを有するエラストマースタンプを形成する工程であって、このスタンピングパターンが、マスターツールのインクパターンに対してネガであり、このスタンピングパターンが、基底表面と、その基底表面から離れる方向に延びる1つ以上のスタンピングパターン要素とを備え、これらのスタンピングパターン要素が、マスターツールの陥凹部に対応するものであり、スタンピングパターン要素のそれぞれが、スタンピング表面を有する、工程と、を含む方法。
マスターツールを提供する工程であって、このマスターツールが、そのマスター基材の主表面上に、インクパターンを有し、このインクパターンが、主表面から離れる方向に延びる、複数のインクパターン要素と、互いに隣り合う各インクパターン要素間に形成された、1つ以上の陥凹部とを備える、工程と、
マスターツールの主表面に、スタンプ作製材料を適用することにより、スタンピングパターンを有するエラストマースタンプを形成する工程であって、このスタンピングパターンが、マスターツールのインクパターンに対してネガであり、このスタンピングパターンが、基底表面と、その基底表面から離れる方向に延びる、1つ以上のスタンピングパターン要素とを備え、これらのスタンピングパターン要素が、マスターツールの陥凹部に対応するものであり、スタンピングパターン要素のそれぞれが、スタンピング表面を有する、工程と、
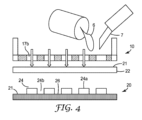
スタンプのスタンピング表面を、インク組成物でインク付けする工程と、
これらのスタンプのスタンピング表面を、基材の金属化表面と接触させることにより、インク組成物を、それらのスタンプのスタンピング表面から金属化表面に転写して、その金属化表面上に印刷パターンを作り出す工程と、
その印刷パターンをエッチングマスクとして使用して、金属化表面をエッチングすることにより、基材上に1つ以上の導電性トレースを形成する工程と、を含む、方法。
(実施例)
図7に示されるような、表面上に銀の金属パターンを有する例示的PETフィルムを、以下の加工処理工程によって作製した。
本発明の実施態様の一部を以下の[項目1]-[項目27]に記載する。
[項目1]
マスターツールの主表面上に、インクパターンをスクリーン印刷する工程であって、前記インクパターンは、前記主表面から離れる方向に延びる複数のインクパターン要素と、互いに隣り合う前記各インクパターン要素間に形成された1つ以上の陥凹部とを備えている、工程と、
前記マスターツールの前記主表面に、スタンプ作製材料を適用することにより、スタンピングパターンを有するエラストマースタンプを形成する工程であって、前記スタンピングパターンは、前記マスターツールの前記インクパターンに対してネガであり、前記スタンピングパターンは、基底表面と、前記基底表面から離れる方向に延びる1つ以上のスタンピングパターン要素とを備え、前記スタンピングパターン要素は、前記マスターツールの前記陥凹部に対応するものであり、前記スタンピングパターン要素のそれぞれは、スタンピング表面を有する、工程と、を含む方法。
[項目2]
前記インクパターン要素のうちの少なくとも1つは、少なくとも10マイクロメートルのレリーフ高さを有する、項目1に記載の方法。
[項目3]
前記インクパターン要素のうちの少なくとも1つは、少なくとも30マイクロメートルの横方向寸法を有する、項目1又は2に記載の方法。
[項目4]
前記インクパターン要素のうちの少なくとも1つは、0~10度の抜け勾配を有する、項目1~3のいずれか一項に記載の方法。
[項目5]
前記マスターツールの前記陥凹部のうちの少なくとも1つは、少なくとも30マイクロメートルの横方向寸法を有する、項目1~4のいずれか一項に記載の方法。
[項目6]
前記インクパターンをスクリーン印刷する工程は、スクリーンパターンをその上に有するスクリーンを提供する工程であって、前記スクリーンパターンは、前記スクリーンを流体が通過することを可能にするように構成された、開放区域を備えている、工程と、前記マスターツールの前記主表面に隣接して、前記スクリーンを位置決めする工程と、前記スクリーンの前記開放区域を通過するようにインクを適用することにより、前記マスターツールの前記主表面上にインクパターンを形成する工程と、を更に含む、項目1~5のいずれか一項に記載の方法。
[項目7]
前記スクリーンを提供する工程は、前記スクリーン上に感光乳剤層を提供する工程と、前記感光乳剤層をフォトマスクを介して露光することにより、前記感光乳剤層上に前記スクリーンパターンを現像する工程と、を更に含む、項目6に記載の方法。
[項目8]
前記感光乳剤層は、ポリ酢酸ビニル、ポリビニルアルコール、アクリレートモノマー、又はこれらの組み合わせを含めた、感光材料を含む、項目7に記載の方法。
[項目9]
前記スタンプ作製材料は、未硬化のポリジメチルシロキサン(PDMS)を含む、項目1~8のいずれか一項に記載の方法。
[項目10]
前記マスターツールは、ガラス基材を含む、項目1~9のいずれか一項に記載の方法。
[項目11]
前記スタンピング表面のうちの少なくとも1つは、少なくとも30マイクロメートルの横方向寸法を有する、項目1~10のいずれか一項に記載の方法。
[項目12]
前記スタンピングパターン要素のうちの少なくとも1つは、少なくとも10マイクロメートルの特性高さを有する、項目1~11のいずれか一項に記載の方法。
[項目13]
前記スタンピング表面のうちの少なくとも1つは、少なくとも50マイクロメートルの横方向寸法を有する、項目1~12のいずれか一項に記載の方法。
[項目14]
項目1~13のいずれか一項に記載の方法によって製造された、エラストマースタンプ。
[項目15]
基材上に導電性パターンを形成する方法であって、
マスターツールを提供する工程であって、前記マスターツールは、そのマスター基材の主表面上に、インクパターンを有し、前記インクパターンは、前記主表面から離れる方向に延びる複数のインクパターン要素と、互いに隣り合う前記各インクパターン要素間に形成された1つ以上の陥凹部とを備える、工程と、
前記マスターツールの前記主表面に、スタンプ作製材料を適用することにより、スタンピングパターンを有するエラストマースタンプを形成する工程であって、前記スタンピングパターンは、前記マスターツールの前記インクパターンに対してネガであり、前記スタンピングパターンは、基底表面と、前記基底表面から離れる方向に延びる1つ以上のスタンピングパターン要素とを備え、前記スタンピングパターン要素は、前記マスターツールの前記陥凹部に対応するものであり、前記スタンピングパターン要素のそれぞれは、スタンピング表面を有する、工程と、
前記スタンプの前記スタンピング表面を、インク組成物でインク付けする工程と、
前記スタンプの前記スタンピング表面を、前記基材の金属化表面と接触させることにより、前記インク組成物を、前記スタンプの前記スタンピング表面から前記金属化表面に転写して、前記金属化表面上に印刷パターンを作り出す工程と、
前記印刷パターンをエッチングマスクとして使用して、前記金属化表面をエッチングすることにより、前記基材上に1つ以上の導電性トレースを形成する工程と、を含む、方法。
[項目16]
前記マスターツールを提供する工程は、開放区域を備えるスクリーンパターンをその上に有するスクリーンを提供する工程と、前記スクリーンの前記開放区域を通過するようにインクを適用することにより、マスター基材の前記主表面上に前記インクパターンを形成する工程と、前記インクパターンを乾燥させることにより、前記マスターツールを形成する工程と、を更に含む、項目15に記載の方法。
[項目17]
前記スタンピングパターン要素のうちの少なくとも1つは、少なくとも10マイクロメートルの特性高さを有する、項目15又は16に記載の方法。
[項目18]
前記スタンピング表面のうちの少なくとも1つは、少なくとも30マイクロメートルの横方向寸法を有する、項目15~17のいずれか一項に記載の方法。
[項目19]
前記導電性トレースのうちの少なくとも1つは、少なくとも30マイクロメートルの横方向寸法を有する、項目15~18のいずれか一項に記載の方法。
[項目20]
前記マスターツールは、ガラス基材を含む、項目15~19のいずれか一項に記載の方法。
[項目21]
前記スタンプ作製材料は、未硬化のポリジメチルシロキサン(PDMS)を含む、項目15~20のいずれか一項に記載の方法。
[項目22]
前記インク組成物は、官能基化分子を含み、前記官能基化分子は、前記基材の前記金属化表面に結合することが可能な官能基を含む、項目15~21のいずれか一項に記載の方法。
[項目23]
前記基材は、ポリマーフィルムと、前記ポリマーフィルム上に配置された金属層とを含む、項目15~22のいずれか一項に記載の方法。
[項目24]
前記ポリマーフィルムは、ポリ(エチレンテレフタレート)(PET)、ポリ(ブチレンテレフタレート)(PBT)、ポリ(エチレンナフタレート)(PEN)、又はこれらの組み合わせを含む、項目23に記載の方法。
[項目25]
前記金属層は、銅、銀、アルミニウム、金、及びこれらの組み合わせのうちの少なくとも1つを含む、項目23又は24に記載の方法。
[項目26]
項目15~25のいずれか一項に記載の方法によって形成された、基材上の導電性パターン。
[項目27]
項目26に記載の導電性パターンを備えている、グルコース試験ストリップ。
Claims (2)
- マスターツールの主表面上に、インクパターンをスクリーン印刷することであって、前記インクパターンは、前記主表面から離れる方向に延びる複数のインクパターン要素と、互いに隣り合う前記各インクパターン要素間に形成された1つ以上の陥凹部とを備え、前記インクパターンをスクリーン印刷することは、スクリーンを供給することを更に含み、前記スクリーンを供給することは、前記スクリーンのメッシュ構造体上に感光乳剤層を提供し、前記メッシュ構造体の上にフォトマスクを提供し、前記フォトマスクを介して前記感光乳剤層を露光することにより、その上にスクリーンパターンを現像することを含み、前記インクパターンをスクリーン印刷することは、前記マスターツールの前記主表面に近接して前記スクリーンを位置決めすることと、前記スクリーンのスクリーンパターンを通過するようにインクを適用して、前記マスターツールの前記主表面上に前記インクパターンを形成することと、を更に有する、ことと、
前記マスターツールの前記主表面に、スタンプ作製材料を適用することにより、スタンピングパターンを有するエラストマースタンプを形成することであって、前記スタンピングパターンは、前記マスターツールの前記インクパターンに対してネガであり、前記スタンピングパターンは、基底表面と、前記基底表面から離れる方向に延びる1つ以上のスタンピングパターン要素とを備え、前記スタンピングパターン要素は、前記マスターツールの前記陥凹部に対応するものであり、前記スタンピングパターン要素のそれぞれは、スタンピング表面を有する、ことと、を含み、
前記複数のインクパターン要素の少なくとも1つは、少なくとも10マイクロメートルのレリーフ高さ、及び、少なくとも30マイクロメートルの横方向寸法を有する、方法。 - 基材上に導電性パターンを形成する方法であって、
マスターツールを提供することであって、前記マスターツールは、そのマスター基材の主表面上に、インクパターンを有し、前記インクパターンは、前記主表面から離れる方向に延びる複数のインクパターン要素と、互いに隣り合う前記各インクパターン要素間に形成された1つ以上の陥凹部とを備え、前記インクパターンは、前記マスター基材の主表面上にスクリーン印刷され、前記複数のインクパターン要素の少なくとも1つは、少なくとも10マイクロメートルのレリーフ高さ、及び、少なくとも30マイクロメートルの横方向寸法を有し、前記インクパターンをスクリーン印刷することは、スクリーンを供給することを更に含み、前記スクリーンを供給することは、前記スクリーンのメッシュ構造体上に感光乳剤層を提供し、前記メッシュ構造体の上にフォトマスクを提供し、前記フォトマスクを介して前記感光乳剤層を露光することにより、その上にスクリーンパターンを現像することを含み、前記インクパターンをスクリーン印刷することは、前記マスターツールの前記主表面に近接して前記スクリーンを位置決めすることと、前記スクリーンのスクリーンパターンを通過するようにインクを適用して、前記マスターツールの前記主表面上に前記インクパターンを形成することと、を更に有する、ことと、
前記マスターツールの前記主表面に、スタンプ作製材料を適用することにより、スタンピングパターンを有するエラストマースタンプを形成することであって、前記スタンピングパターンは、前記マスターツールの前記インクパターンに対してネガであり、前記スタンピングパターンは、基底表面と、前記基底表面から離れる方向に延びる1つ以上のスタンピングパターン要素とを備え、前記スタンピングパターン要素は、前記マスターツールの前記陥凹部に対応するものであり、前記スタンピングパターン要素のそれぞれは、スタンピング表面を有する、ことと、
前記スタンプの前記スタンピング表面を、インク組成物でインク付けすることと、
前記スタンプの前記スタンピング表面を、前記基材の金属化表面と接触させることにより、前記インク組成物を、前記スタンプの前記スタンピング表面から前記金属化表面に転写して、前記金属化表面上に印刷パターンを作り出すことと、
前記印刷パターンをエッチングマスクとして使用して、前記金属化表面をエッチングすることにより、前記基材上に1つ以上の導電性トレースを形成することと、を含む、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462057546P | 2014-09-30 | 2014-09-30 | |
| US62/057,546 | 2014-09-30 | ||
| PCT/US2015/052627 WO2016053866A1 (en) | 2014-09-30 | 2015-09-28 | Electrically conductive patterns with wide line-width and methods for producing same |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| JP2018500193A JP2018500193A (ja) | 2018-01-11 |
| JP2018500193A5 JP2018500193A5 (ja) | 2018-10-25 |
| JPWO2016053866A5 JPWO2016053866A5 (ja) | 2022-10-21 |
| JP7233163B2 true JP7233163B2 (ja) | 2023-03-06 |
Family
ID=55631311
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017517006A Active JP7233163B2 (ja) | 2014-09-30 | 2015-09-28 | 広い線幅を有する導電性パターン及びその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10399851B2 (ja) |
| EP (1) | EP3201004A4 (ja) |
| JP (1) | JP7233163B2 (ja) |
| KR (1) | KR20170066446A (ja) |
| CN (1) | CN107072600A (ja) |
| SG (1) | SG11201702560XA (ja) |
| WO (1) | WO2016053866A1 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007248726A (ja) | 2006-03-15 | 2007-09-27 | Asahi Glass Co Ltd | 親水性領域と撥水性領域を有する処理基材およびその製造方法 |
| JP2007275742A (ja) | 2006-04-05 | 2007-10-25 | Asahi Glass Co Ltd | 撥水性基材および光処理基材の製造方法 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3538847A (en) * | 1968-04-11 | 1970-11-10 | Gen Motors Corp | Method of making a screen stencil |
| US5122442A (en) * | 1989-07-28 | 1992-06-16 | Hoechst Celanese Corporation | Method for forming an image from a high speed screen printing composition on a screen mesh |
| JPH0790558B2 (ja) * | 1990-01-31 | 1995-10-04 | 日立化成工業株式会社 | 表面に艶消し模様を有する強化プラスチック製品の製造方法、およびそのプラスチック製品 |
| JPH0542511A (ja) * | 1991-08-14 | 1993-02-23 | Daikyo Inc | 絵柄付きセメント板の製造方法および絵柄用インク組成物 |
| JP3457348B2 (ja) * | 1993-01-15 | 2003-10-14 | 株式会社東芝 | 半導体装置の製造方法 |
| JPH0745668A (ja) * | 1993-08-02 | 1995-02-14 | Hitachi Cable Ltd | Tabテープ用スクリーン印刷機のステージ構造 |
| JPH0790558A (ja) | 1993-09-14 | 1995-04-04 | Toshiba Corp | 薄膜形成方法 |
| US5512131A (en) | 1993-10-04 | 1996-04-30 | President And Fellows Of Harvard College | Formation of microstamped patterns on surfaces and derivative articles |
| JPH0845759A (ja) * | 1994-07-28 | 1996-02-16 | Matsushita Electric Ind Co Ltd | インダクタンス部品の製造方法 |
| US5708247A (en) | 1996-02-14 | 1998-01-13 | Selfcare, Inc. | Disposable glucose test strips, and methods and compositions for making same |
| JPH09216330A (ja) * | 1996-02-14 | 1997-08-19 | Sumitomo Kinzoku Electro Device:Kk | スクリーンマスクの製造方法 |
| US6020047A (en) | 1996-09-04 | 2000-02-01 | Kimberly-Clark Worldwide, Inc. | Polymer films having a printed self-assembling monolayer |
| US6048623A (en) | 1996-12-18 | 2000-04-11 | Kimberly-Clark Worldwide, Inc. | Method of contact printing on gold coated films |
| US6821462B2 (en) | 1998-07-10 | 2004-11-23 | Jeneric/Pentron, Inc. | Mass production of shells and models for dental restorations produced by solid free-form fabrication methods |
| WO2003004254A1 (en) * | 2001-07-03 | 2003-01-16 | The Regents Of The University Of California | Microfabricated biopolymer scaffolds and method of making same |
| KR100442293B1 (ko) * | 2001-12-27 | 2004-07-30 | 엘지.필립스 엘시디 주식회사 | 패턴 형성방법 |
| DE10344777B4 (de) * | 2003-09-26 | 2006-04-27 | Infineon Technologies Ag | Stempelvorrichtung für Softlithografie und Verfahren zu deren Herstellung |
| KR20060132380A (ko) * | 2005-06-18 | 2006-12-21 | 학교법인 성균관대학 | 회로기판의 패턴 형성방법 및 이를 이용하여 제조된회로기판 |
| US20080000373A1 (en) | 2006-06-30 | 2008-01-03 | Maria Petrucci-Samija | Printing form precursor and process for preparing a stamp from the precursor |
| US20080020452A1 (en) | 2006-07-18 | 2008-01-24 | Natasha Popovich | Diagnostic strip coding system with conductive layers |
| CN101246175A (zh) | 2007-02-14 | 2008-08-20 | 胡军 | 丝网印刷法制作血糖试纸 |
| CN101303357A (zh) | 2007-05-10 | 2008-11-12 | 胡军 | 快速血糖测试试纸的制作法 |
| WO2009085678A1 (en) | 2007-12-19 | 2009-07-09 | 3M Innovative Properties Company | Ink solutions for microcontact printing |
| WO2009108771A2 (en) * | 2008-02-28 | 2009-09-03 | 3M Innovative Properties Company | Methods of patterning a conductor on a substrate |
| JP5088580B2 (ja) * | 2008-09-30 | 2012-12-05 | カシオ計算機株式会社 | 電気機器及び可変構造色形成部材の製造方法 |
| JP5082162B2 (ja) * | 2008-10-04 | 2012-11-28 | 鹿児島県 | スクリーン製版の外観検査装置 |
| US8651849B2 (en) * | 2011-01-10 | 2014-02-18 | Xerox Corporation | Digitally prepared stamp masters and methods of making the same |
| FR2977189B1 (fr) * | 2011-07-01 | 2014-11-28 | Commissariat Energie Atomique | Systeme d'impression serigraphique pour cellule photovoltaique |
| CN103474126B (zh) * | 2013-09-16 | 2015-09-16 | 东莞市贝特利新材料有限公司 | 可快速uv表面固化的导电浆料及其导电薄膜线路生产方法 |
-
2015
- 2015-09-28 WO PCT/US2015/052627 patent/WO2016053866A1/en active Application Filing
- 2015-09-28 JP JP2017517006A patent/JP7233163B2/ja active Active
- 2015-09-28 CN CN201580053039.2A patent/CN107072600A/zh active Pending
- 2015-09-28 KR KR1020177010632A patent/KR20170066446A/ko not_active Application Discontinuation
- 2015-09-28 EP EP15846152.5A patent/EP3201004A4/en not_active Withdrawn
- 2015-09-28 US US15/515,399 patent/US10399851B2/en active Active
- 2015-09-28 SG SG11201702560XA patent/SG11201702560XA/en unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007248726A (ja) | 2006-03-15 | 2007-09-27 | Asahi Glass Co Ltd | 親水性領域と撥水性領域を有する処理基材およびその製造方法 |
| JP2007275742A (ja) | 2006-04-05 | 2007-10-25 | Asahi Glass Co Ltd | 撥水性基材および光処理基材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3201004A1 (en) | 2017-08-09 |
| KR20170066446A (ko) | 2017-06-14 |
| US10399851B2 (en) | 2019-09-03 |
| SG11201702560XA (en) | 2017-04-27 |
| EP3201004A4 (en) | 2018-05-30 |
| WO2016053866A1 (en) | 2016-04-07 |
| CN107072600A (zh) | 2017-08-18 |
| JP2018500193A (ja) | 2018-01-11 |
| US20170217768A1 (en) | 2017-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102132298B1 (ko) | 롤-투-롤 공정에서 고 릴리이프 스탬프를 사용하는 미세접촉 인쇄 | |
| KR101919643B1 (ko) | 미세-접촉 인쇄를 위한 스탬프의 제조, 잉킹, 및 장착 방법 | |
| US9003970B2 (en) | Solvent assisted method of microcontact printing | |
| EP2231793B1 (en) | Ink solutions for microcontact printing | |
| TWI658944B (zh) | 用於卷對卷製程中微接觸印刷的再上墨輥 | |
| EP3153325B1 (en) | Printing plate, method for producing printing plate, method for manufacturing functional element and printing apparatus | |
| US9365025B2 (en) | Method for forming fine patterns on a substrate with a disposable cliche | |
| CN105722687A (zh) | 具有功能特征结构的微接触印刷压模 | |
| US9575226B2 (en) | Positive microcontact printing | |
| JP7233163B2 (ja) | 広い線幅を有する導電性パターン及びその製造方法 | |
| Tanaka et al. | Subtractive offset printing for fabrication of sub micrometer scale electrodes with gold nanoparticles | |
| CN107710072A (zh) | 光掩模、包括光掩模的层压体、光掩模制备方法、图案形成装置和图案形成方法 | |
| CN111542436A (zh) | 非平面图案化纳米结构表面及用于其制造的印刷方法 | |
| CN112313080B (zh) | 非平面图案化纳米结构表面及用于其制造的印刷方法 | |
| JP2018500193A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180912 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180912 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190903 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20191023 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20191028 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200526 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200818 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210126 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210824 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20211213 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20220816 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20220920 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20220927 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20220929 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20221011 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20221220 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20230124 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20230124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230221 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7233163 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |