JP7232763B2 - スペーサ及びウェハ平坦化システムを有するパッドコンディショナ - Google Patents
スペーサ及びウェハ平坦化システムを有するパッドコンディショナ Download PDFInfo
- Publication number
- JP7232763B2 JP7232763B2 JP2019533320A JP2019533320A JP7232763B2 JP 7232763 B2 JP7232763 B2 JP 7232763B2 JP 2019533320 A JP2019533320 A JP 2019533320A JP 2019533320 A JP2019533320 A JP 2019533320A JP 7232763 B2 JP7232763 B2 JP 7232763B2
- Authority
- JP
- Japan
- Prior art keywords
- carrier
- spacer
- pad
- abrasive element
- abrasive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 125000006850 spacer group Chemical group 0.000 title claims description 107
- 238000005498 polishing Methods 0.000 claims description 22
- 239000000126 substance Substances 0.000 claims description 21
- 239000000919 ceramic Substances 0.000 claims description 9
- 229910003460 diamond Inorganic materials 0.000 claims description 9
- 239000010432 diamond Substances 0.000 claims description 9
- 229910010293 ceramic material Inorganic materials 0.000 claims description 3
- 239000011248 coating agent Substances 0.000 claims description 3
- 238000000576 coating method Methods 0.000 claims description 3
- 239000011159 matrix material Substances 0.000 claims description 3
- 239000002184 metal Substances 0.000 claims description 3
- 230000001143 conditioned effect Effects 0.000 claims 2
- 230000000052 comparative effect Effects 0.000 description 13
- 238000010586 diagram Methods 0.000 description 11
- -1 polyethylene Polymers 0.000 description 11
- 239000000463 material Substances 0.000 description 9
- 238000000034 method Methods 0.000 description 7
- 238000005229 chemical vapour deposition Methods 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 3
- 239000004926 polymethyl methacrylate Substances 0.000 description 3
- 229930040373 Paraformaldehyde Natural products 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- GZCGUPFRVQAUEE-SLPGGIOYSA-N aldehydo-D-glucose Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C=O GZCGUPFRVQAUEE-SLPGGIOYSA-N 0.000 description 2
- 229920000333 poly(propyleneimine) Polymers 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920006380 polyphenylene oxide Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 238000010408 sweeping Methods 0.000 description 2
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 229920012266 Poly(ether sulfone) PES Polymers 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 101100107923 Vitis labrusca AMAT gene Proteins 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920006332 epoxy adhesive Polymers 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000005459 micromachining Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229910052594 sapphire Inorganic materials 0.000 description 1
- 239000010980 sapphire Substances 0.000 description 1
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/017—Devices or means for dressing, cleaning or otherwise conditioning lapping tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/02—Machines or devices using grinding or polishing belts; Accessories therefor for grinding rotationally symmetrical surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/12—Lapping plates for working plane surfaces
- B24B37/16—Lapping plates for working plane surfaces characterised by the shape of the lapping plate surface, e.g. grooved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/24—Lapping pads for working plane surfaces characterised by the composition or properties of the pad materials
- B24B37/245—Pads with fixed abrasives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/26—Lapping pads for working plane surfaces characterised by the shape of the lapping pad surface, e.g. grooved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/34—Accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0009—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for using moulds or presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/06—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D7/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D7/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor
- B24D7/06—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor with inserted abrasive blocks, e.g. segmental
- B24D7/066—Grinding blocks; their mountings or supports
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/31—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to form insulating layers thereon, e.g. for masking or by using photolithographic techniques; After treatment of these layers; Selection of materials for these layers
- H01L21/3205—Deposition of non-insulating-, e.g. conductive- or resistive-, layers on insulating layers; After-treatment of these layers
- H01L21/321—After treatment
- H01L21/32115—Planarisation
- H01L21/3212—Planarisation by chemical mechanical polishing [CMP]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Physics & Mathematics (AREA)
- Power Engineering (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
なお、以上の各実施形態に加えて以下の態様について付記する。
(付記1)
パッドコンディショナであって、
露出領域と複数の取り付け領域とを有する表面を含むキャリアと、
前記キャリアの前記表面の前記取り付け領域上に配置された少なくとも1つの砥粒要素であって、それぞれが遠位端を有する複数の特徴部を含む作用面を有する前記少なくとも1つの砥粒要素と、
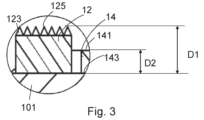
前記キャリアの前記表面上に配置され、前記露出領域の少なくとも一部を覆うスペーサであって、前記スペーサは、第1の表面と前記第1の表面の反対側の第2の表面とを有し、前記第2の表面は、前記キャリアの前記表面に隣接する、前記スペーサと、を備え、
前記少なくとも1つの砥粒要素の最も高い特徴部の前記遠位端と前記キャリアの前記表面との間の距離(D1)は、前記スペーサの前記第1の表面と前記キャリアの前記表面との間の距離(D2)よりも大きい、パッドコンディショナ。
(付記2)
前記少なくとも1つの砥粒要素は、金属母材中の超砥粒グリット、少なくとも85重量%の量のセラミック材料を含むセラミック体、及びダイヤモンドコーティングを含むセラミック体のうちの1つ以上を含む、請求項1に記載のパッドコンディショナ。
(付記3)
前記砥粒要素の前記複数の特徴部は高精度な形状の特徴部である、請求項1に記載のパッドコンディショナ。
(付記4)
前記砥粒要素は前記キャリアの周囲の周りに等しい間隔で離間されている、請求項1に記載のパッドコンディショナ。
(付記5)
前記砥粒要素は前記キャリアの周囲の周りに等しく72度で間隔をあけて離間されている、請求項4に記載のパッドコンディショナ。
(付記6)
前記キャリアの前記表面の前記露出領域に対する前記スペーサの被覆率は1.7%~100%である、請求項1に記載のパッドコンディショナ。
(付記7)
前記スペーサは前記キャリアの周囲の内側に同心円状に配置されている、請求項5に記載のパッドコンディショナ。
(付記8)
前記スペーサは複数のリブを更に含み、前記リブはそれぞれ前記キャリアの周囲の周りに等しい間隔で離間されている、請求項5に記載のパッドコンディショナ。
(付記9)
前記スペーサは傾斜縁を更に含み、前記傾斜縁と前記キャリアの前記表面との間の角度(A)は10度~80度である、請求項1に記載のパッドコンディショナ。
(付記10)
前記傾斜縁と前記キャリアの前記表面との間の前記角度(A)は30度~60度である、請求項9に記載のパッドコンディショナ。
(付記11)
前記傾斜縁と前記キャリアの前記表面との間の前記角度(A)は45度である、請求項10に記載のパッドコンディショナ。
(付記12)
D1とD2との差は0.2mm以上である、請求項1に記載のパッドコンディショナ。
(付記13)
前記スペーサの材料はポリマーである、請求項1に記載のパッドコンディショナ。
(付記14)
前記スペーサ及び前記砥粒要素は前記キャリア上に接着剤を介して取り付けられている、請求項1に記載のパッドコンディショナ。
(付記15)
パッドコンディショナ用のスペーサであって、前記パッドコンディショナは、複数の取り付け領域と露出領域とを有する表面を有するキャリアと、前記取り付け領域上に配置された少なくとも1つの砥粒要素であって、それぞれが遠位端を有する複数の特徴部を有する前記少なくとも1つの砥粒要素と、を含み、前記スペーサは、第1の表面と、前記第1の表面の反対側の第2の表面であって、前記キャリアに隣接する第2の表面とを含み、前記砥粒要素の最も高い特徴部の前記遠位端と前記キャリアの前記表面との間の距離(D1)は、前記スペーサの前記第1の表面と前記キャリアの前記表面との間の距離(D2)よりも大きい、スペーサ。
(付記16)
前記キャリアの前記表面の前記露出領域に対する前記スペーサの被覆率は1.7%~100%である、請求項15に記載のスペーサ。
(付記17)
前記スペーサは傾斜縁を更に含み、前記傾斜縁と前記キャリアの前記表面との間の前記角度(A)は10度~80度である、請求項15に記載のスペーサ。
(付記18)
D1とD2との差は0.2mm以上である、請求項15に記載のスペーサ。
(付記19)
前記スペーサの材料はポリマーである、請求項15に記載のスペーサ。
(付記20)
ウェハ化学機械平坦化システムであって、
プラテンと、
前記プラテン上に配置され、研磨面を有するパッドと、
パッドコンディショナと、を備え、前記パッドコンディショナは、
露出領域と複数の取り付け領域とを有する表面を含むキャリアと、
前記キャリアの前記表面の前記取り付け領域上に配置された少なくとも1つの砥粒要素であって、前記少なくとも1つの砥粒要素は、前記パッドに面する作用面であって、それぞれが遠位端を有する複数の特徴部を含む作用面を有する、前記少なくとも1つの砥粒要素と、
前記キャリアの表面上に配置され、前記露出領域の少なくとも一部を覆うスペーサであって、前記スペーサは第1の表面と前記第1の表面の反対側の第2の表面とを有し、前記第2の表面は前記キャリアの前記表面に隣接する、前記スペーサと、を含み、
前記砥粒要素の最も高い特徴部の前記遠位端は前記パッドの前記研磨面と接触しており、前記スペーサの前記第1の表面及び前記パッドの前記研磨面は、それらの間にギャップ(G)を有する、ウェハ化学機械平坦化システム。
(付記21)
前記砥粒要素の前記複数の特徴部は高精度な形状の特徴部である、請求項20に記載のウェハ化学機械平坦化システム。
(付記22)
前記パッドコンディショナの前記砥粒要素は前記キャリアの周囲の周りに等しい間隔で離間されている、請求項20に記載のウェハ化学機械平坦化システム。
(付記23)
前記パッドコンディショナの前記スペーサは前記キャリアの周囲の内側に同心円状に配置されている、請求項22に記載のウェハ化学機械平坦化システム。
(付記24)
前記パッドコンディショナの前記スペーサは複数のリブを更に含み、前記リブはそれぞれ前記キャリアの周囲の周りに等しい間隔で離間されている、請求項22に記載のウェハ化学機械平坦化システム。
(付記25)
前記パッドコンディショナの前記キャリアの前記表面の前記露出領域に対する前記スペーサの被覆率は1.7%~100%である、請求項20に記載のウェハ化学機械平坦化システム。
(付記26)
前記パッドコンディショナの前記スペーサは傾斜縁を更に含み、前記傾斜縁と前記キャリアの前記表面との間の前記角度(A)は10度~80度である、請求項20に記載のウェハ化学機械平坦化システム。
(付記27)
前記ギャップ(G)は0.2mm以上である、請求項20に記載のウェハ化学機械平坦化システム。
(付記28)
前記スペーサの材料はポリマーである、請求項20に記載のウェハ化学機械平坦化システム。
(付記29)
前記スペーサは前記キャリア上に接着剤を介して取り付けられている、請求項20に記載のウェハ化学機械平坦化システム。
Claims (4)
- パッドコンディショナであって、
露出領域と複数の取り付け領域とを有する表面を含むキャリアと、
前記キャリアの前記表面の前記取り付け領域上に配置された少なくとも1つの砥粒要素であって、それぞれが遠位端を有する複数の研磨作用部を含む作用面を有する前記少なくとも1つの砥粒要素と、
前記キャリアの前記表面上に配置され、前記露出領域の少なくとも一部を覆うスペーサであって、前記スペーサは、第1の表面と前記第1の表面の反対側の第2の表面とを有し、前記第2の表面は、前記キャリアの前記表面に隣接し、前記少なくとも1つの砥粒要素がコンディショニング対象のパッドの縁部から外れた場合に前記パッドの研磨面に接触する、前記スペーサと、を備え、
前記スペーサは傾斜縁を更に含み、前記傾斜縁と前記キャリアの前記表面との間の角度(A)は10度~80度であり、前記傾斜縁は前記第1の表面から前記第2の表面へ前記スペーサの半径方向外側に延びており、
前記少なくとも1つの砥粒要素の最も高い研磨作用部の前記遠位端と前記キャリアの前記表面との間の距離(D1)は、前記スペーサの前記第1の表面と前記キャリアの前記表面との間の距離(D2)よりも大きい、パッドコンディショナ。 - 前記少なくとも1つの砥粒要素は、金属母材中の超砥粒グリット、少なくとも85重量%の量のセラミック材料を含むセラミック体、及びダイヤモンドコーティングを含むセラミック体のうちの1つ以上を含む、請求項1に記載のパッドコンディショナ。
- パッドコンディショナ用のスペーサであって、前記パッドコンディショナは、複数の取り付け領域と露出領域とを有する表面を有するキャリアと、前記取り付け領域上に配置された少なくとも1つの砥粒要素であって、それぞれが遠位端を有する複数の研磨作用部を有する前記少なくとも1つの砥粒要素と、を含み、前記スペーサは、第1の表面と、前記第1の表面の反対側の第2の表面であって、前記キャリアに隣接する第2の表面とを含み、前記少なくとも1つの砥粒要素がコンディショニング対象のパッドの縁部から外れた場合に前記パッドの研磨面に接触し、前記スペーサは傾斜縁を更に含み、前記傾斜縁と前記キャリアの前記表面との間の角度(A)は10度~80度であり、前記傾斜縁は前記第1の表面から前記第2の表面へ前記スペーサの半径方向外側に延びており、前記砥粒要素の最も高い特徴部の前記遠位端と前記キャリアの前記表面との間の距離(D1)は、前記スペーサの前記第1の表面と前記キャリアの前記表面との間の距離(D2)よりも大きい、スペーサ。
- ウェハ化学機械平坦化システムであって、
プラテンと、
前記プラテン上に配置され、研磨面を有するパッドと、
パッドコンディショナと、を備え、前記パッドコンディショナは、
露出領域と複数の取り付け領域とを有する表面を含むキャリアと、
前記キャリアの前記表面の前記取り付け領域上に配置された少なくとも1つの砥粒要素であって、前記少なくとも1つの砥粒要素は、前記パッドに面する作用面であって、それぞれが遠位端を有する複数の研磨作用部を含む作用面を有する、前記少なくとも1つの砥粒要素と、
前記キャリアの表面上に配置され、前記露出領域の少なくとも一部を覆うスペーサであって、前記スペーサは第1の表面と前記第1の表面の反対側の第2の表面とを有し、前記第2の表面は前記キャリアの前記表面に隣接し、前記少なくとも1つの砥粒要素が前記パッドの縁部から外れた場合に前記パッドの研磨面に接触する、前記スペーサと、を含み、
前記スペーサは傾斜縁を更に含み、前記傾斜縁と前記キャリアの前記表面との間の角度(A)は10度~80度であり、前記傾斜縁は前記第1の表面から前記第2の表面へ前記スペーサの半径方向外側に延びており、
前記砥粒要素の最も高い研磨作用部の前記遠位端は前記パッドの前記研磨面と接触しており、前記スペーサの前記第1の表面及び前記パッドの前記研磨面は、それらの間にギャップ(G)を有する、ウェハ化学機械平坦化システム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662437144P | 2016-12-21 | 2016-12-21 | |
| US62/437,144 | 2016-12-21 | ||
| PCT/IB2017/058053 WO2018116122A1 (en) | 2016-12-21 | 2017-12-18 | Pad conditioner with spacer and wafer planarization system |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020501923A JP2020501923A (ja) | 2020-01-23 |
| JP2020501923A5 JP2020501923A5 (ja) | 2021-02-12 |
| JP7232763B2 true JP7232763B2 (ja) | 2023-03-03 |
Family
ID=62626270
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019533320A Active JP7232763B2 (ja) | 2016-12-21 | 2017-12-18 | スペーサ及びウェハ平坦化システムを有するパッドコンディショナ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20190337119A1 (ja) |
| JP (1) | JP7232763B2 (ja) |
| CN (1) | CN110087809B (ja) |
| TW (1) | TWI813551B (ja) |
| WO (1) | WO2018116122A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI706831B (zh) * | 2020-02-10 | 2020-10-11 | 富仕多科技有限公司 | 用於研磨墊修整裝置之基座 |
| CN112757161B (zh) * | 2020-12-31 | 2022-04-19 | 上海超硅半导体股份有限公司 | 一种抛光载具的修整方法 |
| US20230114941A1 (en) * | 2021-09-29 | 2023-04-13 | Entegris, Inc. | Double-sided pad conditioner |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002208575A (ja) | 2001-01-10 | 2002-07-26 | Sony Corp | 半導体研磨装置 |
| US20030070756A1 (en) | 2001-10-11 | 2003-04-17 | Yung-Tai Hung | Wafer carrier used for chemical mechanic polishing |
| JP2014510645A (ja) | 2011-03-07 | 2014-05-01 | インテグリス・インコーポレーテッド | 化学機械平坦化パッドコンディショナー |
| JP2015524358A (ja) | 2012-08-02 | 2015-08-24 | スリーエム イノベイティブ プロパティズ カンパニー | 精密に成形された構造部を有する研磨物品及びその作製方法 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2442129A (en) * | 1945-08-06 | 1948-05-25 | Norton Co | Diamond grinding wheel construction |
| US5197249A (en) * | 1991-02-07 | 1993-03-30 | Wiand Ronald C | Diamond tool with non-abrasive segments |
| JP3533046B2 (ja) * | 1996-07-18 | 2004-05-31 | 新日本製鐵株式会社 | 半導体基板用研磨布のドレッサー |
| KR19990081117A (ko) * | 1998-04-25 | 1999-11-15 | 윤종용 | 씨엠피 패드 컨디셔닝 디스크 및 컨디셔너, 그 디스크의 제조방법, 재생방법 및 세정방법 |
| US6203407B1 (en) * | 1998-09-03 | 2001-03-20 | Micron Technology, Inc. | Method and apparatus for increasing-chemical-polishing selectivity |
| US6093085A (en) * | 1998-09-08 | 2000-07-25 | Advanced Micro Devices, Inc. | Apparatuses and methods for polishing semiconductor wafers |
| US20040072518A1 (en) * | 1999-04-02 | 2004-04-15 | Applied Materials, Inc. | Platen with patterned surface for chemical mechanical polishing |
| US6498101B1 (en) * | 2000-02-28 | 2002-12-24 | Micron Technology, Inc. | Planarizing pads, planarizing machines and methods for making and using planarizing pads in mechanical and chemical-mechanical planarization of microelectronic device substrate assemblies |
| CN1314514C (zh) * | 2001-10-29 | 2007-05-09 | 旺宏电子股份有限公司 | 化学机械研磨装置的晶圆载具结构 |
| JP2003175465A (ja) * | 2001-12-11 | 2003-06-24 | Mitsubishi Materials Corp | ダイヤモンドコーティング切削工具 |
| US7160178B2 (en) * | 2003-08-07 | 2007-01-09 | 3M Innovative Properties Company | In situ activation of a three-dimensional fixed abrasive article |
| US6951509B1 (en) * | 2004-03-09 | 2005-10-04 | 3M Innovative Properties Company | Undulated pad conditioner and method of using same |
| JP2006075922A (ja) * | 2004-09-07 | 2006-03-23 | Toshiba Ceramics Co Ltd | 研磨布用ドレッシング工具 |
| CN104708539A (zh) * | 2007-09-28 | 2015-06-17 | 宋健民 | 具有镶嵌研磨块的cmp衬垫修整器和相关方法 |
| US8801497B2 (en) * | 2009-04-30 | 2014-08-12 | Rdc Holdings, Llc | Array of abrasive members with resilient support |
| CN101879702B (zh) * | 2009-05-05 | 2011-11-30 | 宋健民 | 组合式修整器及其制法 |
| US8496511B2 (en) * | 2010-07-15 | 2013-07-30 | 3M Innovative Properties Company | Cathodically-protected pad conditioner and method of use |
| CN202180415U (zh) * | 2010-08-31 | 2012-04-04 | 深圳嵩洋微电子技术有限公司 | 化学机械抛光垫修整器 |
| US8998678B2 (en) * | 2012-10-29 | 2015-04-07 | Wayne O. Duescher | Spider arm driven flexible chamber abrading workholder |
| DE102013206613B4 (de) * | 2013-04-12 | 2018-03-08 | Siltronic Ag | Verfahren zum Polieren von Halbleiterscheiben mittels gleichzeitiger beidseitiger Politur |
| TWI546159B (zh) * | 2014-04-11 | 2016-08-21 | 中國砂輪企業股份有限公司 | 可控制研磨深度之化學機械研磨修整器 |
| TWI595973B (zh) * | 2015-06-01 | 2017-08-21 | China Grinding Wheel Corp | Chemical mechanical polishing dresser and its manufacturing method |
-
2017
- 2017-12-18 WO PCT/IB2017/058053 patent/WO2018116122A1/en active Application Filing
- 2017-12-18 US US16/470,571 patent/US20190337119A1/en active Pending
- 2017-12-18 CN CN201780078805.XA patent/CN110087809B/zh active Active
- 2017-12-18 JP JP2019533320A patent/JP7232763B2/ja active Active
- 2017-12-20 TW TW106144802A patent/TWI813551B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002208575A (ja) | 2001-01-10 | 2002-07-26 | Sony Corp | 半導体研磨装置 |
| US20030070756A1 (en) | 2001-10-11 | 2003-04-17 | Yung-Tai Hung | Wafer carrier used for chemical mechanic polishing |
| JP2014510645A (ja) | 2011-03-07 | 2014-05-01 | インテグリス・インコーポレーテッド | 化学機械平坦化パッドコンディショナー |
| JP2015524358A (ja) | 2012-08-02 | 2015-08-24 | スリーエム イノベイティブ プロパティズ カンパニー | 精密に成形された構造部を有する研磨物品及びその作製方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI813551B (zh) | 2023-09-01 |
| JP2020501923A (ja) | 2020-01-23 |
| CN110087809A (zh) | 2019-08-02 |
| TW201829128A (zh) | 2018-08-16 |
| WO2018116122A1 (en) | 2018-06-28 |
| CN110087809B (zh) | 2020-12-01 |
| US20190337119A1 (en) | 2019-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7232285B2 (ja) | 特徴を含む内面を有する保持リング | |
| JP7232763B2 (ja) | スペーサ及びウェハ平坦化システムを有するパッドコンディショナ | |
| JP5355563B2 (ja) | 成形された断面形状を有するリテイナーリング | |
| TWI417168B (zh) | 在有機基質中結合超研磨顆粒的方法 | |
| TW201136708A (en) | Retaining ring with shaped surface | |
| TW200815154A (en) | CMP pad having unevenly spaced grooves | |
| KR102420066B1 (ko) | Cmp를 위한 리테이닝 링 | |
| TWM459065U (zh) | 硏磨墊以及硏磨系統 | |
| JP7368492B2 (ja) | ディスクのセグメント設計 | |
| TWI426980B (zh) | 具有溝槽以減少漿液之消耗之研磨墊及其製造方法 | |
| JP2018022877A (ja) | 化学機械研磨コンディショナー及びその製造方法 | |
| US7131901B2 (en) | Polishing pad and fabricating method thereof | |
| TWI679083B (zh) | 研磨墊 | |
| WO2023126760A1 (en) | Pad conditioning disk with compressible circumferential layer | |
| JPH11188642A (ja) | ディスク状研削ホイール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201216 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220125 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20220315 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220920 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230220 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7232763 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |