JP7173875B2 - 継手構造 - Google Patents
継手構造 Download PDFInfo
- Publication number
- JP7173875B2 JP7173875B2 JP2019003696A JP2019003696A JP7173875B2 JP 7173875 B2 JP7173875 B2 JP 7173875B2 JP 2019003696 A JP2019003696 A JP 2019003696A JP 2019003696 A JP2019003696 A JP 2019003696A JP 7173875 B2 JP7173875 B2 JP 7173875B2
- Authority
- JP
- Japan
- Prior art keywords
- fitting groove
- layer
- adhesive layer
- insertion portion
- wall surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000012790 adhesive layer Substances 0.000 claims description 86
- 238000003780 insertion Methods 0.000 claims description 69
- 230000037431 insertion Effects 0.000 claims description 69
- 239000010410 layer Substances 0.000 claims description 45
- 239000000835 fiber Substances 0.000 claims description 31
- 235000019589 hardness Nutrition 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 10
- 239000002131 composite material Substances 0.000 claims description 4
- 230000004048 modification Effects 0.000 description 13
- 238000012986 modification Methods 0.000 description 13
- 238000010586 diagram Methods 0.000 description 9
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 7
- 239000011151 fibre-reinforced plastic Substances 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 230000007423 decrease Effects 0.000 description 6
- 238000000605 extraction Methods 0.000 description 6
- 229910001069 Ti alloy Inorganic materials 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 210000001503 joint Anatomy 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
- F16B5/0004—Joining sheets, plates or panels in abutting relationship
- F16B5/0008—Joining sheets, plates or panels in abutting relationship by moving the sheets, plates or panels substantially in their own plane, perpendicular to the abutting edge
- F16B5/0012—Joining sheets, plates or panels in abutting relationship by moving the sheets, plates or panels substantially in their own plane, perpendicular to the abutting edge a tongue on the edge of one sheet, plate or panel co-operating with a groove in the edge of another sheet, plate or panel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/681—Component parts, details or accessories; Auxiliary operations
- B29C70/682—Preformed parts characterised by their structure, e.g. form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/74—Moulding material on a relatively small portion of the preformed part, e.g. outsert moulding
- B29C70/76—Moulding on edges or extremities of the preformed part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/84—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks by moulding material on preformed parts to be joined
- B29C70/845—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks by moulding material on preformed parts to be joined by moulding material on a relative small portion of the preformed parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/88—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/72—Encapsulating inserts having non-encapsulated projections, e.g. extremities or terminal portions of electrical components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64F—GROUND OR AIRCRAFT-CARRIER-DECK INSTALLATIONS SPECIALLY ADAPTED FOR USE IN CONNECTION WITH AIRCRAFT; DESIGNING, MANUFACTURING, ASSEMBLING, CLEANING, MAINTAINING OR REPAIRING AIRCRAFT, NOT OTHERWISE PROVIDED FOR; HANDLING, TRANSPORTING, TESTING OR INSPECTING AIRCRAFT COMPONENTS, NOT OTHERWISE PROVIDED FOR
- B64F5/00—Designing, manufacturing, assembling, cleaning, maintaining or repairing aircraft, not otherwise provided for; Handling, transporting, testing or inspecting aircraft components, not otherwise provided for
- B64F5/10—Manufacturing or assembling aircraft, e.g. jigs therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/40—Weight reduction
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- General Engineering & Computer Science (AREA)
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
- Connection Of Plates (AREA)
- Laminated Bodies (AREA)
Description
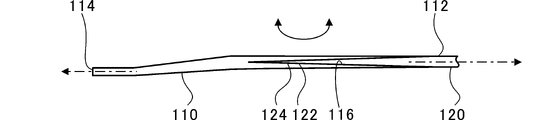
110 第1部材
116、216、316 嵌入溝
116a、216a 最深部
116b、216b、316b 第1内壁面
116c、216c、316c 第2内壁面
118a、118b、118c 繊維含有層
120 第2部材
122 端部
124、224、324 挿通部
124a 先端部
130、132 接着層
134、136 接着層
138 接着層(第1層)
140 接着層(第2層)
142 接着層(第3層)
Claims (5)
- 嵌入溝を有する第1部材と、
前記嵌入溝に挿通される挿通部を有し、前記第1部材と異なる素材からなる第2部材と、
前記嵌入溝と前記挿通部との間に形成され、硬度を異にする複数の接着層と、
を備え、
前記複数の接着層のうち、他の1の接着層よりも軟らかい接着層が、前記嵌入溝の最深部と、前記挿通部の先端部との間に位置する継手構造。 - 嵌入溝を有する第1部材と、
前記嵌入溝に挿通される挿通部を有し、前記第1部材と異なる素材からなる第2部材と、
前記嵌入溝と前記挿通部との間に形成され、硬度を異にする複数の接着層と、
を備え、
前記第1部材または前記第2部材は、繊維の延在方向が異なる複合材料からなる複数の繊維含有層を有し、
前記複数の繊維含有層のうち、前記繊維の延在方向が前記挿通部の挿通方向に平行な層に接着された接着層が、前記繊維の延在方向が前記挿通方向と異なる層に接着された接着層よりも硬い組み合わせとなる部位が含まれる継手構造。 - 嵌入溝を有する第1部材と、
前記嵌入溝に挿通される挿通部を有し、前記第1部材と異なる素材からなる第2部材と、
前記嵌入溝と前記挿通部との間に形成され、硬度を異にする複数の接着層と、
を備え、
前記嵌入溝は、最深部に向かうほど、前記挿通部の挿通方向に平行に近づく向きに湾曲する内壁面を有する継手構造。 - 嵌入溝を有する第1部材と、
前記嵌入溝に挿通される挿通部を有し、前記第1部材と異なる素材からなる第2部材と、
前記嵌入溝と前記挿通部との間に形成され、硬度を異にする複数の接着層と、
を備え、
前記嵌入溝のうち、最深部を挟んだ一方側に第1内壁面、最深部を挟んだ他方側に第2内壁面が形成され、前記第1内壁面は、前記第2内壁面よりも、前記挿通部の挿通方向に平行に近い傾きである継手構造。 - 前記複数の接着層は、前記第1部材に接着される第1層、前記第2部材に接着される第2層、前記第1層と前記第2層の間に形成され、前記第1層および前記第2層よりも軟らかい第3層を含む請求項1、3または4に記載の継手構造。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019003696A JP7173875B2 (ja) | 2019-01-11 | 2019-01-11 | 継手構造 |
| US16/688,822 US11339813B2 (en) | 2019-01-11 | 2019-11-19 | Joint structure |
| EP19213210.8A EP3680091B1 (en) | 2019-01-11 | 2019-12-03 | Joint structure |
| EP21201440.1A EP3954532B1 (en) | 2019-01-11 | 2019-12-03 | Joint structure |
| EP21201411.2A EP3974161B1 (en) | 2019-01-11 | 2019-12-03 | Joint structure |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019003696A JP7173875B2 (ja) | 2019-01-11 | 2019-01-11 | 継手構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020112216A JP2020112216A (ja) | 2020-07-27 |
| JP7173875B2 true JP7173875B2 (ja) | 2022-11-16 |
Family
ID=68766654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019003696A Active JP7173875B2 (ja) | 2019-01-11 | 2019-01-11 | 継手構造 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11339813B2 (ja) |
| EP (3) | EP3974161B1 (ja) |
| JP (1) | JP7173875B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011246554A (ja) | 2010-05-25 | 2011-12-08 | Shimizu Corp | 異種材料の接着方法 |
| DE102010055949A1 (de) | 2010-12-23 | 2012-06-28 | Daimler Ag | Verbindungsanordnung |
| JP2018153950A (ja) | 2017-03-16 | 2018-10-04 | 株式会社栗本鐵工所 | Cfrp部材と金属部材の複合構造体の製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2267330A (en) * | 1939-02-11 | 1941-12-23 | Worth C Goss | Lumber |
| DE3221797A1 (de) | 1982-06-09 | 1983-12-15 | Wilfried Dipl.-Ing. 7031 Nufringen Ensinger | Verfahren zum verbinden der metallischen innen- und aussenteile eines verbundprofils |
| DE3341929A1 (de) | 1983-11-21 | 1985-05-30 | Beitz, Wolfgang, Prof.Dr.-Ing., 1000 Berlin | Verfahren zum loesbaren verbinden von kunststoffteilen mit metallteilen mittels einer durch klebung hergestellten formschluessigen schnappverbindung (kraftformschlussverbindung) |
| US4695502A (en) | 1985-08-12 | 1987-09-22 | Rush John L | Interlocking landscape planking |
| US5205895A (en) | 1989-05-05 | 1993-04-27 | Loral Vought Systems Corporation | Method of forming bonded joints |
| US5613794A (en) * | 1994-08-16 | 1997-03-25 | Hong Kong (Link) Bicycles Ltd. | Bi-material tubing and method of making same |
| PT906994E (pt) | 1997-10-04 | 2003-07-31 | Kronospan Tech Co Ltd | Painel, em especial para revestimento do chao |
| US7574835B2 (en) * | 2005-04-07 | 2009-08-18 | The Boeing Company | Composite-to-metal joint |
| US7998303B2 (en) * | 2009-05-28 | 2011-08-16 | General Electric Company | Method for assembling jointed wind turbine blade |
| US8342598B2 (en) * | 2009-11-26 | 2013-01-01 | Faroex Ltd. | Structure including a composite panel joint |
| US9522512B2 (en) | 2010-08-17 | 2016-12-20 | The Boeing Company | Methods for making composite structures having composite-to-metal joints |
| EP3030413B1 (en) * | 2013-08-09 | 2021-01-13 | The Boeing Company | Stiffened composite panels and method of their manufacture |
| FR3014007B1 (fr) * | 2013-12-04 | 2016-10-28 | Snecma | Procede de collage de pieces et dispositif pour la mise en œuvre de ce procede |
| JP6110914B2 (ja) | 2015-09-09 | 2017-04-05 | 富士重工業株式会社 | 複合材構造体及び複合材構造体の製造方法 |
-
2019
- 2019-01-11 JP JP2019003696A patent/JP7173875B2/ja active Active
- 2019-11-19 US US16/688,822 patent/US11339813B2/en active Active
- 2019-12-03 EP EP21201411.2A patent/EP3974161B1/en active Active
- 2019-12-03 EP EP19213210.8A patent/EP3680091B1/en active Active
- 2019-12-03 EP EP21201440.1A patent/EP3954532B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011246554A (ja) | 2010-05-25 | 2011-12-08 | Shimizu Corp | 異種材料の接着方法 |
| DE102010055949A1 (de) | 2010-12-23 | 2012-06-28 | Daimler Ag | Verbindungsanordnung |
| JP2018153950A (ja) | 2017-03-16 | 2018-10-04 | 株式会社栗本鐵工所 | Cfrp部材と金属部材の複合構造体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200224687A1 (en) | 2020-07-16 |
| EP3974161B1 (en) | 2024-02-07 |
| EP3974161C0 (en) | 2024-02-07 |
| EP3954532C0 (en) | 2024-02-07 |
| JP2020112216A (ja) | 2020-07-27 |
| EP3680091B1 (en) | 2021-11-24 |
| EP3680091A1 (en) | 2020-07-15 |
| EP3954532A1 (en) | 2022-02-16 |
| EP3954532B1 (en) | 2024-02-07 |
| EP3974161A1 (en) | 2022-03-30 |
| US11339813B2 (en) | 2022-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2518927C2 (ru) | Конструкция из композиционного материала, основное крыло и фюзеляж летательного аппарата, содержащие указанную конструкцию | |
| JP4978821B2 (ja) | 特に航空機のための軽量構造構成部分および該軽量構造構成部分を製作する方法 | |
| JP5808111B2 (ja) | 航空機用複合材構造体、これを備えた航空機主翼および航空機胴体 | |
| RU2491203C2 (ru) | Усиленная панель из композиционного материала, содержащая стрингер и первую и вторую стенки, обшивка воздушного судна и способ изготовления усиленной панели из композиционного материала | |
| RU2430856C2 (ru) | Армированная обшивка для воздушного или космического летательного аппарата с многослойным стрингером высокой жесткости и соответствующий многослойный стрингер | |
| JP4537247B2 (ja) | 複合材サンドイッチパネル結合部の亀裂発生抑制方法 | |
| JP2012162147A5 (ja) | ||
| JP5654055B2 (ja) | 複合材構造体、これを備えた航空機主翼および航空機胴体 | |
| JP6169465B2 (ja) | 継手及び航空機構造 | |
| KR20130139929A (ko) | 보강재 런-아웃 | |
| US10059429B2 (en) | Embedded tear straps in metal structures | |
| US20220242550A1 (en) | Joint for a metal airplane skin using metal matrix composite | |
| JP2010524767A (ja) | ファイバーメタルラミネートパネル | |
| WO2013129122A1 (ja) | 複合材構造体、これを備えた航空機翼および航空機胴体、並びに複合材構造体の製造方法 | |
| JP2018034664A (ja) | 車両用骨格構造 | |
| JP7173875B2 (ja) | 継手構造 | |
| JP4855932B2 (ja) | 局所的に補強された積層物 | |
| CN113518866B (zh) | 第一面板和第二面板的组件 | |
| JP2007309470A (ja) | 重ね合わせ接着継手 | |
| JP6928099B2 (ja) | 部材を繊維複合構成に接続するための接続素子 | |
| JP7551544B2 (ja) | 繊維強化複合材製フレーム | |
| CN108286299A (zh) | 一种消能装置和消能墙面 | |
| Bozhevolnaya et al. | LOCAL EFFECTS INDUCED BY CORE JUNCTIONS IN SANDWICH BEAMS UNDER GENERAL LOADI DITIONS NG CON | |
| JPH11333809A (ja) | 鋼補剛集成材 | |
| JP2014152497A (ja) | 構造部材の補強構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210924 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220616 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220628 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220829 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221011 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7173875 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |