JP7128501B2 - 被締結物の締結構造及びボルト穴構造 - Google Patents
被締結物の締結構造及びボルト穴構造 Download PDFInfo
- Publication number
- JP7128501B2 JP7128501B2 JP2021527327A JP2021527327A JP7128501B2 JP 7128501 B2 JP7128501 B2 JP 7128501B2 JP 2021527327 A JP2021527327 A JP 2021527327A JP 2021527327 A JP2021527327 A JP 2021527327A JP 7128501 B2 JP7128501 B2 JP 7128501B2
- Authority
- JP
- Japan
- Prior art keywords
- fastened
- stress
- bolt hole
- nut
- boundary line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000009826 distribution Methods 0.000 claims description 97
- 230000002093 peripheral effect Effects 0.000 claims description 91
- 239000011295 pitch Substances 0.000 claims description 45
- 238000005520 cutting process Methods 0.000 claims description 32
- 239000000463 material Substances 0.000 claims description 30
- 238000000034 method Methods 0.000 claims description 23
- 238000012545 processing Methods 0.000 claims description 19
- 238000005266 casting Methods 0.000 claims description 18
- 238000004519 manufacturing process Methods 0.000 claims description 17
- 229910052751 metal Inorganic materials 0.000 claims description 15
- 239000002184 metal Substances 0.000 claims description 15
- 238000005242 forging Methods 0.000 claims description 7
- 230000000149 penetrating effect Effects 0.000 claims description 5
- 230000008569 process Effects 0.000 claims description 5
- 239000011347 resin Substances 0.000 claims description 5
- 229920005989 resin Polymers 0.000 claims description 5
- 238000000227 grinding Methods 0.000 claims description 4
- 238000001746 injection moulding Methods 0.000 claims description 4
- 238000000465 moulding Methods 0.000 claims description 4
- 150000004767 nitrides Chemical class 0.000 claims description 4
- 239000004918 carbon fiber reinforced polymer Substances 0.000 claims description 3
- 150000001247 metal acetylides Chemical class 0.000 claims description 3
- 150000002739 metals Chemical class 0.000 claims description 3
- 238000005245 sintering Methods 0.000 claims 1
- 230000005540 biological transmission Effects 0.000 description 25
- 238000010586 diagram Methods 0.000 description 19
- 230000007423 decrease Effects 0.000 description 18
- 238000004458 analytical method Methods 0.000 description 16
- 230000000694 effects Effects 0.000 description 13
- 238000007796 conventional method Methods 0.000 description 9
- 239000004033 plastic Substances 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 7
- 238000010276 construction Methods 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- 238000013461 design Methods 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 6
- 238000003754 machining Methods 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 239000012141 concentrate Substances 0.000 description 4
- 238000009661 fatigue test Methods 0.000 description 4
- 238000003672 processing method Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 230000033228 biological regulation Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000005229 chemical vapour deposition Methods 0.000 description 3
- 230000005489 elastic deformation Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 230000012447 hatching Effects 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000002265 prevention Effects 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000004088 simulation Methods 0.000 description 3
- 238000005728 strengthening Methods 0.000 description 3
- 239000000725 suspension Substances 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 241000255969 Pieris brassicae Species 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000002788 crimping Methods 0.000 description 2
- 238000004512 die casting Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000002828 fuel tank Substances 0.000 description 2
- 231100000989 no adverse effect Toxicity 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 238000010146 3D printing Methods 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- -1 carbide Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000000805 composite resin Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 238000009501 film coating Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000005468 ion implantation Methods 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- 238000001755 magnetron sputter deposition Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000010248 power generation Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 230000002194 synthesizing effect Effects 0.000 description 1
- 238000007514 turning Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images














Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B31/00—Screwed connections specially modified in view of tensile load; Break-bolts
- F16B31/06—Screwed connections specially modified in view of tensile load; Break-bolts having regard to possibility of fatigue rupture
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
- F16B5/02—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them by means of fastening members using screw-thread
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Connection Of Plates (AREA)
Description
基体(2)側から延びるボルト(3)が被締結物(1)のボルト穴(1h)に挿通され、前記ボルト(3)とナット(4)で前記被締結物(1)を前記基体(2)に締結する被締結物(1)の締結構造であって、
前記ボルト(3)、前記被締結物(1)、前記ナット(4)及び前記締結構造は、共通の軸線及び軸線方向(以下単に「前記軸線」及び「前記軸線方向」ともいう。)並びに前記軸線に垂直な半径方向(以下単に「前記半径方向」ともいう。)を有し、前記半径方向において、前記軸線に近い側を内側、前記軸線から遠い側を外側という、
前記基体(2)から前記被締結物(1)へ、前記被締結物(1)から前記ナット(4)へ向かう方向を上、上側又は上方向、その反対方向を下、下側又は下方向として、
前記ナット(4)は、前記半径方向に延在する平坦な下面(4w)と、前記軸線方向に延びるねじとを有し、前記ねじは、交互にねじ山とねじ谷とからなり、ねじピッチpを有し、
前記被締結物(1)は、被締結物本体(1b)と前記被締結物本体(1b)を貫通する前記ボルト穴(1h)とを有し、前記被締結物本体(1b)は、前記ナット(4)の前記下面(4w)と接触する上面(1u)と、前記基体(2)と接触する下面(1w)と、前記ボルト穴(1h)を画定する前記軸線に平行なボルト穴内周面(1c)とを有し、
前記被締結物本体(1b)は、それ自身の前記ボルト穴(1h)側及び前記上面(1u)側に、応力非伝達空間(1s)を有し、
前記被締結物(1)の前記軸線を含む縦断面において、
・前記応力非伝達空間(1s)は、前記被締結物本体(1b)の前記上面(1u)と最も前記上側で接する前記半径方向の直線を第一境界線(B1)とし、前記ボルト穴内周面(1c)の延長線を第二境界線(B2)とし、前記第一境界線(B1)より下側かつ前記第二境界線(B2)より前記半径方向外側にあり、前記第一境界線(B1)の位置Ptと前記第二境界線(B2)の位置Phとを結ぶ線を第三境界線(B3)として、この3つの境界線で囲まれた空間であり、
・前記応力非伝達空間(1s)は、前記被締結物(1)の前記ボルト穴(1h)の内周面(1c)から前記半径方向に最も遠い位置をPsとして、前記位置Psから前記ナット(4)のねじ谷底を結ぶ線の延長線(4e)までの前記半径方向の距離Lsは、前記ナット(4)の前記ねじピッチpの長さ1山分を超え、6山分以下の長さの範囲にあり、
・前記第一境界線(B1)が前記第二境界線(B2)と交わる位置をPoとし、前記位置Pоから前記位置Phまでの距離Lhは、前記ナット(4)の前記ねじピッチpの0.01倍以上から、前記被締結物(1)の厚さ(T)の99%以下の範囲にあり、ここに、前記被締結物(1)の前記厚さ(T)は、前記ボルト穴内周面(1c)及びその延長線上において、前記ナット(4)の前記下面(4w)がある位置から、前記被締結物本体(1b)の前記下面がある位置までの、前記軸線方向の厚さ(T)として定義され、
前記応力非伝達空間(1s)は、前記縦断面における前記第一境界線(B1)、前記第二境界線(B2)及び前記第三境界線(B3)で囲まれた前記空間を、前記被締結物(1)の前記軸線を中心として回転して形成される同心円環状の三次元形状の空間であることを特徴とする被締結物の締結構造。
前記縦断面において、前記応力非伝達空間(1s)の前記第三境界線(B3)は、曲線又は曲線と直線の組合せから構成されており、直線と直線が交わる角部がない、応力集中緩和線であるが、前記ボルト穴側の部分は応力集中緩和線でなくてもよい、態様1に記載の被締結物の締結構造。
前記縦断面において、前記距離Lsは、前記ねじピッチpの長さの2山分を超え、4山分以下の長さの範囲にあり、前記距離Lhは、前記ねじピッチpの1倍以上から、前記被締結物(1)の前記厚さ(T)の90%以下の範囲にある、態様1または2に記載の被締結物の締結構造。
前記縦断面において、前記第三境界線(B3)は、前記被締結物本体(1b)の前記上面(1u)にかかる締結力を、前記被締結物(1)の前記上面(1u)が前記位置Ptから前記位置Poまで平坦であると仮定した前記被締結物(1)に対してかけたときに、上記仮定の前記被締結物内に発生するミーゼス相当応力分布において、位置Ptから垂直下方向にかかるミーゼス相当応力の大きさを基準にして、その相対応力が95%である前記ボルト穴(1h)側の応力分布線よりも、前記ボルト穴(1h)側にある、態様1~3のいずれか一項に記載の被締結物の締結構造。
前記ナット(4)の前記下面(4w)は、前記軸線方向から視た平面図において、前記軸線を中心として、前記下面(4w)に内接する円を想定したとき、前記内接円の半径が、前記ボルト穴(1h)の半径の2倍と前記距離Lsとの和の少なくとも0.9倍の寸法を有する、態様1~4のいずれか一項に記載の被締結物の締結構造。
前記ナット(4)がフランジナットである、態様1~5のいずれか一項に記載の被締結物の締結構造。
上面(1u)及び下面(1w)を有する締結部(1)と、前記締結部(1)を貫通するボルト穴(1h)とを有する被締結物のボルト穴構造であって、
前記ボルト穴(1h)は軸線、軸線方向と、前記軸線に垂直な半径方向を有し、
前記締結部(1)の前記下面(1w)から前記上面(1u)に向かう方向を上、上側又は上方向、その反対方向を下、下側又は下方向として、
前記締結部(1)は、前記ボルト穴(1h)を画定する前記軸線に平行なボルト穴内周面(1c)を有し、
前記締結部(1)は、それ自身の前記ボルト穴(1h)側及び前記上面側に応力非伝達空間(1s)を有し、
前記軸線を含む縦断面において、前記応力非伝達空間(s)は、前記締結部(1)の前記上面(1u)と最も上側で接する前記半径方向の直線を第一境界線(B1)とし、前記ボルト穴内周面(1c)の延長線を第二境界線(B2)とし、前記第一境界線(B1)より下側かつ前記第二境界線(B2)より前記半径方向外側にあり、前記第一境界線(B1)の位置Ptと前記第二境界線(B2)の位置Phとを結ぶ線を第三境界線(B3)として、この3つの境界線で囲まれた空間であり、
前記縦断面において、前記応力非伝達空間(1s)は、前記被締結物(1)の前記ボルト穴(1h)の内周面(1c)から前記半径方向に最も遠い位置をPsとして、前記位置Psから前記第二境界線までの前記半径方向の距離Lが、
0.5p≦L≦5.7p
(式中、前記ボルト穴の直径をRとし、R及びpの単位はmmであり、
Rが1.9以下のときpは0.2であり、
Rが1.9を超え2.4以下のときpは0.25であり、
Rが2.4を超え3.7以下のときpは0.35であり、
Rが3.7を超え5.5以下のときpは0.5であり、
Rが5.5を超え7.5以下のときpは0.75であり、
Rが7.5を超え9.5以下のときpは1.0であり、
Rが9.5を超え13以下のときpは1.25であり、
Rが13を超え23以下のときpは1.5であり、
Rが23を超え34以下のときpは2であり、
Rが34を超え40以下のときpは3であり、
Rが40を超え70以下のときpは4であり、
Rが70を超え150以下のときpは4である。)
を満たし、
前記縦断面において、前記第一境界線(B1)から前記位置Phまでの前記軸線方向の距離Lhは、前記pの0.01倍以上から、前記締結部(1)の厚さTの99%以下の範囲にあり、ここに、前記締結部(1)の前記厚さTは、前記第一境界線(B1)から、前記締結部の前記ボルト穴内周面(1c)における前記下面(1w)の位置までの前記軸線方向の寸法として定義され、
前記応力非伝達空間(1s)は、前記縦断面における前記第一境界線(B1)、前記第二境界線(B2)及び前記第三境界線(B3)で囲まれた前記空間を、前記軸線を中心として回転して形成される同心環状の三次元形状の空間であることを特徴とする被締結物のボルト穴構造。
前記縦断面において、前記第三境界線(B3)は、曲線又は曲線と直線で構成され、角部がない、応力集中緩和線であるが、前記ボルト穴側の部分は応力集中緩和線でなくてもよい、態様7に記載の被締結物のボルト穴構造。
前記縦断面において、前記第三境界線(B3)は、前記締結部(1)の前記上面に仮想ナットによる締結力を加えたときに、前記締結部(1)が前記上面(1u)と最も上側で接する前記半径方向の直線を上面とする形状であると仮定して、前記仮定の前記締結部に形成されるミーゼス相当応力分布において、前記上面が前記応力非伝達空間と最も上側で接する位置から、前記上面に垂直な前記下方向に加わるミーゼス相当応力値を基準にして、その相対応力が95%である前記ボルト穴側の応力分布曲線よりも、前記ボルト穴側にある、態様7又は8に記載の被締結物のボルト穴構造。
前記縦断面において、前記距離Lが2p≦L≦3.5pを満たす、態様7~9のいずれか一項に記載の被締結物のボルト穴構造。
前記締結部(1)の材質は、金属、窒化物、炭化物、酸化物、または硬質樹脂(CFRPなどの複合樹脂を含む)から選ばれる、態様7~10のいずれか一項に記載の被締結物のボルト穴構造。
プレス加工、切削加工、研削加工、冷間、温間、熱間プレス加工、鋳造、鍛造、またはこれらの工法を組み合わせて被締結物のボルト穴構造を加工、製造することを特徴とする態様7~11のいずれか一項に記載の被締結物のボルト穴構造の製造方法。
前記加工、製造において、金型、切削工具、切削刃具、またはこれらの組み合わせを使用して、成形加工をする、態様12に記載の被締結物のボルト穴構造の製造方法。
本発明は、第一の側面において、
基体側から延びるボルトが被締結物のボルト穴に挿通され、前記ボルトとナットで前記被締結物を前記基体に締結する被締結物の締結構造であって、
前記ボルト、前記被締結物、前記ナット及び前記締結構造は、共通の軸線、軸線方向(以下単に「前記軸線」、「前記軸線方向」ともいう。)並びに前記軸線に垂直な半径方向(以下単に「前記半径方向」ともいう。)を有し、前記半径方向において、前記軸線に近い側を内側、前記軸線から遠い側を外側という、
前記基体から前記被締結物へ、前記被締結物から前記ナットへ向かう方向を上、上側又は上方向、その反対方向を下、下側又は下方向として、
前記ナットは、前記半径方向に延在する平坦な下面と、前記軸線方向に延びるねじとを有し、前記ねじは、交互にねじ山とねじ谷とからなり、ねじピッチpを有し、
前記被締結物は、被締結物本体と前記被締結物本体を貫通する前記ボルト穴とを有し、前記被締結物本体は、前記ナットの前記下面と接触する上面と、前記基体と接触する下面と、前記ボルト穴を画定する前記軸線に平行なボルト穴内周面とを有し、
前記被締結物本体は、それ自身の前記ボルト穴側及び前記上面側に、応力非伝達空間を有し、
前記被締結物の前記軸線を含む縦断面において、
・前記応力非伝達空間は、前記被締結物本体の前記上面と前記上側で接する前記半径方向の直線を第一境界線とし、前記ボルト穴内周面の延長線を第二境界線とし、前記第一境界線より下側かつ前記第二境界線より前記半径方向外側にあり、前記第一境界線の位置Ptと前記第二境界線の位置Phとを結ぶ線を第三境界線とし、この3つの境界線で囲まれた前記空間であり、
・前記応力非伝達空間は、前記被締結物の前記ボルト穴内周面から前記半径方向に最も遠い位置をPsとして、前記位置Psから前記ナットのねじ谷底を結ぶ線の延長線までの前記半径方向の距離Lsは、前記ナットの前記ねじピッチpの長さ1山分を超え、6山分以下の長さの範囲にあり、
・前記第一境界線が前記第二境界線と交わる位置をPoとし、前記位置Poから前記位置Phまでの距離Lhは、前記ナットの前記ねじピッチpの0.01倍以上から、前記被締結物の前記厚さ(T)の99%以下の範囲にあり、ここに、前記被締結物の前記厚さ(T)は、前記ボルト穴内周面及びその延長線上において、前記ナットの前記下面がある位置から、前記被締結物本体の前記下面がある位置までの、前記軸線方向の厚さ(T)として定義され、
前記応力非伝達空間は、前記縦断面における前記第一境界線、前記第二境界線及び前記第三境界線で囲まれた前記空間を、前記被締結物の前記軸心を中心として回転して形成される同心円環状の三次元形状の空間であることを特徴とする被締結物の締結構造を提供する。
以下に、本発明の第一の側面を、図面を参照して詳しく説明する。
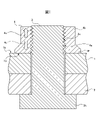
ボルト3とナット4を締結するとき、ボルト3のねじ山の締結側斜面に対して、ナット4のねじ谷開放側の斜面が押圧するので、ボルト3のねじ山の締結側斜面にはボルト3の根本(図1のボルトヘッド(3h)との間に引張力(軸力)がかかる。また、ナット4を締結側に回転、係合すると、ナット4のねじ谷開放側の斜面と被締結物(ナット4の座面)の間に圧縮応力がかかり、ボルト3のねじ山の締結側の斜面はナット4のねじ谷開放側の斜面によって押圧され、ナットには圧縮応力がかかる。その結果、ボルト3のねじには、上記の引張応力と圧縮応力を合成(ベクトル合成)した応力がかかる。引張応力と圧縮応力は、ボルトの軸に近いところ(ボルトヘッド3hに近い部分)ほど大きな応力を負担する性質があるので、ボルト3の締結側から1山目に最大の応力がかかり、2山目、3山目と開放側に向かうほど応力分担は小さくなる。また、ナットの1山目は構造的に決まってくるが、ボルトはナットと係合して、ナットの1山目と対面した時点で1山目が決まるものである。以下、本開示においてねじの何山目というときは、締結側から数えた山の順番を表している。ねじは軸線方向にらせん状であるから、ねじの何山目の位置は平均値(中央値)での位置である。
本発明の被締結物の締結構造は、ボルト3のこの噛合い1山目の負荷分担率を低減することで、ボルト3の耐久性向上及び寿命延長を図るものである。
Nf・σrb=C
(式中、Nf:疲労破壊するまでの負荷の繰り返し数
σr:負荷の応力振幅
b: 応力指数(一般的に3~5)
C: 材料定数)
ここで示すように、締結噛合い1山目のボルトねじ谷底への負荷を下げておくことは、同じ割合で、外力負荷(σr)分担を下げることにつながり、下がった負荷の応力振幅のb(一般に3~5)乗分、繰返し数Nfを大きくできる効果につながる。負荷分担率が15%低下するので、上記の式から,Nfは50~100%向上し,寿命が1.5~2倍に増大することが期待される。応力指数b=4とすると、寿命が約1.9倍に増大することが期待される。
本発明の第一の側面の被締結物の締結構造では、前記縦断面において応力非伝達空間1sの第三境界線B3、特にナット4の座面と被締結物1との接触部の端部である位置Pt付近(被締結物1の上面1uから、下面1wに向かう前記軸線方向の深さがねじの例えば0.5ピッチまで)の第三境界線B3が、応力集中緩和曲線で構成されることが好ましい。ナット4の座面と被締結物1との接触部に圧縮応力がかかるとき、位置Pt付近が応力集中し易い形状、縦断面において直線と直線が交わる角部を有していると、そこで被締結物が破損する恐れがあるからである。縦断面において応力集中緩和曲線は、直線と直線が交わる角部を有していないが、応力集中緩和曲線の一部に直線を含んでも、その両側が曲線と滑らかに接続されていればよい。応力集中緩和曲線は、曲率が小さい(曲率半径が大きい)曲線であることが好ましく、例えば、最小の曲率半径が上記のねじの0.5ピッチの深さまでの第三境界線B3の曲率半径がボルト穴の直径の5%又はねじの0.25ピッチより大きくてよい。前記縦断面において応力非伝達空間1sの第三境界線B3は、位置Ptと位置Phとを結ぶ第三境界線B3の全部が、応力集中緩和曲線によって構成されていることが好ましい。ここでも、応力集中緩和曲線は、直線と直線が交わる角部を有していないが、応力集中緩和曲線の一部に直線を含んでも、その両側が曲線と滑らかに接続されていればよい。応力集中緩和曲線に代えて、応力集中緩和線と呼んでもよい。応力集中緩和線は、1つ以上の、上に凸の曲線、下に凸の曲線、直線、変曲点、交点、またはこれらの組み合わせで連続的に構成される線であるが、直線と直線が交わる角部を有していない。ただし、第三境界線B3は、位置Ptからボルト穴に近づくと(例えば、ボルト穴まで距離Lsの半分以下やさらには2/3以下の距離の範囲において)、そこにかかる締結応力は低下するので、直線と直線あるいは直線と曲線の交点で形成される角部があっても、被締結物が破損する恐れは低下するので、角部があってもよい。
・被締結物のボルト穴内周面から半径方向に最も遠い位置をPsとして、前記位置Psからナット4のねじ谷底を結ぶ線の延長線4eまでの半径方向の距離Lsは、ナット4のねじピッチpの長さ1山分を超え、6山分以下の長さの範囲にあり、
・第一境界線B1が第二境界線B2と交わる位置をPoとし、位置Poから位置Phまでの距離Lhは、ナット4のねじピッチpの0.01倍以上から、被締結物1の厚さTの99%以下の範囲にあり、ここに、被締結物の前記厚さTは、ボルト穴内周面1c及びその延長線上において、ナット4の下面4wがある位置から、被締結物本体1bの下面がある位置までの、軸線方向の厚さTとして定義される。距離Lhは、被締結物が締結力により弾性変形しても、必ずフランジナット座面と接触しない空間を確保しておくように設定され、ねじピッチの0.01倍~0.1倍程度のごく浅くても良く、被締結物を軽量化するには、深くても良い。
本発明の第一の側面の被締結物の締結構造では、一つの好ましい態様において、応力非伝達空間1sの第三境界線B3は、被締結物本体1bの上面1uにかかる締結力を、被締結物1の上面1uが位置Ptから位置Poまで平坦であると仮定した被締結物1に対してかけたときに、上記仮定の被締結物内に発生するミーゼス相当応力分布において、位置Ptから垂直下方向にかかるミーゼス相当応力の大きさを基準にして、その相対応力が95%以上である領域の境界を表すボルト穴1h側の応力分布線よりも、ボルト穴1h側にある。

図10に、応力非伝達空間の変形例を縦断面図で示す。例えば、
・図10(a)は、1つの楕円又は大きな円弧の一部で構成されている。
・図10(b)は、最初が楕円で始まり途中から斜め直線でボルト穴に進みPhに至る、また楕円の最後から真下方向に深く掘り下げられ、被締結物の厚さの99%以下まで下がったところにPhが設けられている構造でもよい。
・図10(c)は、最初が楕円で始まり、少しPh側に進んだところからドリルなどで削られた斜め線に繋がりPhに至る線である。
・図10(d)は、Ptから楕円弧で始まり、曲線で中央部分が波を打つ又は一部凹んでいてPhに至る形状である。この他にも様々な形状が有りうる。いずれも図9(a)に示す破線の斜線部に第三境界線B3の存在する範囲である。
・図5~7及び図10(a)~(d)は、いずれも、応力非伝達空間1sと被締結物本体1bの上面1uとの境界位置Ptが応力非伝達空間1sにおけるボルト穴内周面1cから半径方向に最も遠い位置Psであるが、本発明において、応力非伝達空間1sにおけるボルト穴内周面1cから半径方向に最も遠い位置Psは、応力非伝達空間1sと被締結物本体1bの上面1uとの境界位置Ptでなく、位置Ptと位置Phとを結ぶ第三境界線B3の途中にあってもよい(図示せず)。
本発明の被締結物本体は、応力非伝達空間を形成されて位置Ptは応力非集中曲線の一部として構成されると、面取りは基本的に不要であるが、応力非伝達空間の形状によっては特に円弧状あるいは楕円弧状に面取りしてもよい。応力非伝達空間の被締結物本体のボルト穴内周面側の位置Phは、応力非集中曲線の一部として構成されてよく、また任意に面取りされてもよい。従来技術において、被締結物本体のボルト穴形成部の角は面取りされることがある。面取りは縦断面において円弧状又は三角形であることが多いが、その寸法は微細であり、最大でもねじのピッチpの0.35p未満程度であり、0.5pを超え、さらにねじのピッチpと同じになることはないので、本発明の応力非伝達空間とは明確に区別できるものである。
先に、ナットの外周寸法は、ナットのねじ穴を上から視る平面図においてナット(ねじ本体及びフランジナットではフランジ部)に内接する円の直径と考えてよいことを先に述べた。この意味におけるナットの外周寸法Dは、本発明の第一の側面において、用いるボルトに対応して標準的に用いられるナットの外周寸法と同様であってよいが、1つの態様において、ナットの内径(又はボルトの外径)の2倍以上であってよく、2.1倍以上、2,2倍以上、2,3倍以上であってもよい。また、ナットの外周寸法Dは、ナットの内径(又はボルトの外径)の4倍以下、3倍以下、2.5倍以下であってよい。
本発明は、第二の側面として、上面及び下面を有する締結部と、前記締結部を貫通するボルト穴とを有する被締結物のボルト穴構造であって、
前記ボルト穴は軸線、軸線方向と、前記軸線に垂直な半径方向を有し、
前記締結部の前記下面から前記上面に向かう方向を上、上側又は上方向、その反対方向を下、下側又は下方向として、
前記締結部は、前記ボルト穴を画定する前記軸線に平行なボルト穴内周面を有し、
前記締結部は、それ自身の前記ボルト穴側及び前記上面側に応力非伝達空間を有し、
前記軸線を含む縦断面において、前記応力非伝達空間は、前記締結部の前記上面と最も上側で接する前記半径方向の直線を第一境界線とし、前記ボルト穴内周面の延長線を第二境界線とし、前記第一境界線より下側かつ前記第二境界線より前記半径方向外側にあり、前記第一境界線の位置Ptと前記第二境界線の位置Phとを結ぶ線を第三境界線とする空間であり、
前記縦断面において、前記応力非伝達空間(1s)は、前記被締結物(1)の前記ボルト穴(1h)の内周面(1c)から前記半径方向に最も遠い位置をPsとして、前記位置Psから前記第二境界線までの前記半径方向の距離Lが、
0.5p≦L≦5.7p
(式中、前記ボルト穴の直径をRとし、R及びpの単位はmmであり、
Rが1.9以下のときpは0.2であり、
Rが1.9を超え2.4以下のときpは0.25であり、
Rが2.4を超え3.7以下のときpは0.35であり、
Rが3.7を超え5.5以下のときpは0.5であり、
Rが5.5を超え7.5以下のときpは0.75であり、
Rが7.5を超え9.5以下のときpは1.0であり、
Rが9.5を超え13以下のときpは1.25であり、
Rが13を超え23以下のときpは1.5であり、
Rが23を超え34以下のときpは2であり、
Rが34を超え40以下のときpは3であり、
Rが40を超え70以下のときpは4であり、
Rが70を超え150以下のときpは4である。)
を満たし、
前記縦断面において、前記第一境界線から前記位置Phまでの前記軸線方向の距離Lhは、前記pの0.01倍以上から、前記締結部の厚さTの99%以下の範囲にあり、ここに、前記締結部の前記厚さTは、前記第一境界線から、前記締結部の前記ボルト穴内周面における前記下面の位置までの前記軸線方向の寸法として定義され、
前記応力非伝達空間は、前記縦断面における前記第一境界線、前記第二境界線及び前記第三境界線で囲まれた前記空間を、前記軸線を中心として回転して形成される同心環状の三次元形状の空間であることを特徴とする被締結物のボルト穴構造を提供する。
0.5p≦L≦5.7p
(式中、前記ボルト穴の直径をRとし、R及びpの単位はmmであり、pは上記のLとpの関係式において定義した値である。)
を満たすと、上記の効果が大きいので望ましい。
Nf・σrb=C
(式中、Nf:疲労破壊するまでの負荷の繰り返し数
σr:負荷の応力振幅
b: 応力指数(一般的に3~5)
C: 材料定数)
したがって、締結噛合い1山目のボルトねじ谷底への負荷を下げると、同じ割合で、外力負荷(σr)分担を下げることができ、下がった負荷の応力振幅のb(一般に3~5)乗分、繰返し数Nfを大きくできる。その結果、図7のモデル2では、負荷分担率が15%低下するが、上記の式から,Nfは50~100%向上し,ボルトの寿命は1.5~2倍に延びることが期待される。応力指数b=4とすると、寿命は1.92倍になる。
第二の側面の1つの好ましい態様の被締結物では、縦断面において、締結部と応力非伝達空間との境界線は、曲線又は曲線と直線で構成され、角部がない、応力集中緩和線であることが好ましい。締結部と応力非伝達空間との境界線に関する応力集中緩和線については、第一の側面において対応する境界線の応力集中緩和線について説明した事項が、そのまま適用できる。
第二の側面の1つの好ましい態様の被締結物では、縦断面において、締結部と応力非伝達空間との境界線は締結部の上面に仮想ナットによる締結力を加えたときに、締結部が上面と最も上側で接する半径方向の直線を上面とする形状であると仮定して、前記仮定の締結部に形成されるミーゼス相当応力分布において、上面が応力非伝達空間と最も上側で接する位置から、上面に垂直な前記下方向に加わるミーゼス相当応力値を基準として、その基準の95%であるボルト穴側の応力分布曲線よりも、ボルト穴側にあることが好ましい。
図10に、応力非伝達空間の変形例を縦断面図で示す。例えば、
・図10(a)は、1つの楕円又は大きな円弧の一部で構成されている。
・図10(b)は、最初が楕円で始まり途中から斜め直線でボルト穴に進みPhに至る、また楕円の最後から真下方向に深く掘り下げられ、被締結物の厚さの99%以下まで下がったところにPhが設けられている構造でもよい。
・図10(c)は、最初が楕円で始まり、少しPh側に進んだところでドリルなどで削られた斜め線に繋がりPhに至る線である。
・図10(d)は、Ptから楕円弧で始まり、曲線で中央部分が波を打つ又は一部凹んでいる形状である。この他にも様々な形状が有りうる。
・図5~7及び図10(a)~)d)は、いずれも、応力非伝達空間1sと被締結物本体1bの上面1uとの境界位置Ptが応力非伝達空間1sにおけるボルト穴内周面1cから半径方向に最も遠い位置Psであるが、本発明において、応力非伝達空間1sにおけるボルト穴内周面1cから半径方向に最も遠い位置Psは、応力非伝達空間1sと被締結物本体1bの上面1uとの境界位置Ptでなく、位置Ptと位置Phとを結ぶ第三境界線B3の途中にあってもよい(図示せず)。
本発明の被締結物本体は、応力非伝達空間を形成されて位置Ptは応力非集中曲線の一部として構成されると、面取りは基本的に不要であるが、応力非伝達空間の形状によっては特に円弧状あるいは楕円弧状に面取りしてもよい。応力非伝達空間の被締結物本体のボルト穴内周面側の位置Phは、応力非集中曲線の一部として構成されてよく、また任意に面取りされてもよい。従来技術において、被締結物本体のボルト穴形成部の角は面取りされることがある。面取りは縦断面において円弧状又は三角形であることが多いが、その寸法は微細であり、最大でもpの0.35p未満程度であり、0.5pを超え、さらにpと同じになることはないので、本発明の応力非伝達空間とは明確に区別できるものである。
本発明の被締結物の材質は、金属、窒化物、炭化物、酸化物、または硬質樹脂(CFRPを含む)から選ばれてよい。硬質樹脂は例えば、ビッカース硬さHv70以上、さらにはHv100以上の硬度を有するものであってよい。
(a);エンドミル形状であり、応力非伝達空間を楕円、円を作る刃形状としたもの、多くの穴径に対応することが可能である。
(b);ドリル43がセンターにあり、両サイドに(a)と同様の応力緩和曲線を形成する刃42が足されたもの、被締結物に設けられたガイド穴に従い穴のセンターと応力非伝達空間のセンターを合わせやすい、または下穴無しで直接穴あけと応力非伝達空間を加工することが出来るものである。
(c);(b)の機能に更にナット座面まで削り出せる構造であり、大型構造物、溶接構造物、鋳造品、鍛造品など粗材表面が綺麗な平面でない場合などに使用しやすい。
(d);金型などの主に突起部を削り出せる構造としたもの、転写する対象物の形状が基本となり金型となる場合に使用できるが、この他にも使用対象に応じた多くの変形例がある。特に楕円、円などの応力集中緩和曲線を作る時に、あらかじめ刃具に希望する形状を入れておけば、NC工作機械で簡単に所望する応力集中緩和曲線を持つ締結噛合い1山目の負荷分担率を下げる応力非伝達空間を作ることが出来る。
本発明を適用可能な代表的なボルト穴を有する被締結物として下記の例を挙げることができる。
1)鉄道車両:
・台枠に固定される台車やサスペンション機構、上部車体も被締結物
・台車に取り付けられる車軸固定用金物
・車体に締結固定される補機(エアコン、送風機)などを収納した箱の取り付け部
・パンタグラフセットを車体に固定する台板・車体のドア開閉用エアシリンダーの端部取付部分
・車軸回転用モーターの枠箱
・車体連結部の雄雌機器(台枠に締結される)
2)鉄道:レールを接続する時の挟む板など
3)航空機:胴体フレームに各種構造物が締結されてくる。例えば主翼骨組み、燃料タンク、着陸用脚Ass'y(タイヤ、油圧機器、ブレーキ機構、などで構成)、客/貨物室隔離板、バッテリーケース(ケースが締結固定される)、機内通信ハーネス固定金物。
4)自動車:
エンジンのシリンダーブロック;カムシャフトAss'yが締結される。冷却水パイプや排気マニフォールドが締結される(ブロック側にスタッドボルトがある)。内部にクランクシャフト両端がベアリングを介して軸受けでブロックに締結される。クランクシャフト軸に動力取り出しプーリーが締結され、そこから変速機、発電機、などに動力を出力する。このプーリーも被締結物である。変速機自体もフレームとねじ止めされる被締結物である。内部の歯車や回転軸も変速機枠に軸受けを介し締結される。タイヤホイール;ハブプレートにタイヤ装着したホイールが締結される。ハブはブレーキAss'yが組み込まれ、駆動車軸に接続している。サスペンションAss'y;フレームにねじで締結される。燃料タンク;フレームに締結レシプロエンジンのコネクティングロッド本体。ビッグエンドのバンド状金物がボルト締めされる本体。このねじ部に空間を設けることでボルトねじの開放側に負荷を流す。
5)建設機械:
油圧シリンダーを受ける部分;フレームに取り付けられる部分。シリンダーの力の伝達を受ける部品。
6)土木機械:
油圧ショベル、ブルドーザーではフレームに取り付けた履帯駆動機器。油圧により歯車軸を回転させるための油圧分配機構外枠。この機器をフレームにねじ止めする。原動機をフレームに固定するマウンティングBRK'T。エンジンAss'yとフレームの間に存在し、双方を繋ぎとめる金物。
7)モーターサイクル:
原動機付きバイクでは、エンジンマウンティングBrk'tが被締結物であって、エンジンAss'yをフレームに取り付ける。エンジンのヘッドカバーも被締結物。フロントフォーク最下部の車軸を止める軸受けも被締結物。
8)造船:
外殻は溶接構成であるが、内部の構成は外で作られ内部に入れられたときに骨組みにねじ止めされる。例;配電盤は壁にねじ止めされるので被締結物。その中に配線された電線や制御機器も配電盤にねじ止めされるので、固定金物(Brk’t)が被締結物。操縦室の制御機器も床に埋め込まれたスタッドボルトで固定されるので、その機器類。
9)建築物、ビルディング:
鉄骨構造フレームの場合、H型鋼や角パイプの端部や途中に他部材と締結させる板が溶接されている。この板が被締結物であり、構造体を組み立てる部分である。厚み3cm程度×幅1M角の角パイプが縦構造に使用され、次々に重ねられ上方に組み立てられる時の両端に溶接された板であり、この板にボルト締結用の穴が開いている横梁に溶接された板があり、端部に穴が開いている。この穴がある板部分が被締結物。
10)建築機械:
エレベーターのモーターのフレーム部が被締結物、滑車の固定Ω型固定具が被締結物、エスカレーターのモーターとチェーンの歯車固定フランジが被締結物、オフィスビルでは空調用大型ファンのモーター枠箱、風車を軸に取り付けるフランジ。
11)工場内設備:
自動車生産ライン、食品製造ラインなどコンベアが使用されるが、コンベアを連結する部分に固定板がボルト締めされる。この固定板が被締結物。
12)風力発電機:
風車の羽が根本でねじ止めされているこの羽が被締結物。羽の回転から発電する軸の
軸受け部分が増速機ケースにねじで固定される。このケースが被締結物。本体柱に対して、発電機ケース(ナセル)が風向きによって回転する時、柱軸から脱落させないためにフランジ接続している。このフランジが被締結物。陸上、洋上などで組み立て、メンテナンスをするため、多くの機器がねじ止めされる。
13)社会インフラ:
埋設水道管;水道管は太い基幹パイプがフランジで接続されている。このフランジが被締結物。水圧変動によりフランジが開き/戻りを繰り返しボルトが破損する。ガス管も同様。フランジ接続が太い部分で使用される。他所で製造された基幹部品は現場でねじ締結をされ、地中に埋設されている。
14)橋梁:
橋の落下防止機構;橋げたは載っているだけが多いが、その落下防止機器は基礎部分にある金具に固定されている。この固定金物は被締結物である。溶接構造物の橋げたは現場でボルト締めされる。この橋梁と接続板が被締結物。吊り橋のワイヤーの端部は固定金物から抜けないようリング状金物を取り付ける。このリング金物が基礎部分に取り付けられる。
15)送電線鉄塔:
パイプ、L形鋼で鉄塔がつくられ、現場でねじ止めされる。このパイプやL形鋼構造物。
16)通信用アンテナ:
高所に取り付ける為、分解して製作され、現場取り付けされる。アンテナ部材が被締結物。
1b 被締結物本体
1h ボルト穴
1s 応力非伝達空間
1u 被締結物上面
1w 被締結物下面
1c ボルト穴内周面
1m ミーゼス相当応力分布曲線
1ma~1mg 各ミーゼス相当応力分布曲線
2 基体
3 ボルト
3b ボルトのねじ軸部
3s ボルトのねじ部
4 ナット
4b ナットのねじ軸部
4s ナットのねじ部
4f ナットのフランジ部
B1 第一境界線
B2 第二境界線
B3 第三境界線
Pt 応力非伝達空間と被締結物上面頂部との会合位置
Ps 応力非伝達空間のボルト穴から半径方向に最も遠い位置
Po ナット座面とボルト穴内周面との会合位置
Ph 応力非伝達空間とボルト穴内周面との会合位置
p ねじピッチ又は定義した値
Ls ナットねじ谷底を結ぶ線4eの延長線から位置Psまでの距離
Lh、H ナット座面から位置Phまでの距離
L ボルト穴内周面の延長線から位置Psまでの距離
F 被締結物にかかるナットからの力
13 インサート部材
21 雄型
22 雌型
23 被加工物
31 鋳物
32 鋳物型
33 湯口(ゲート)
41 刃具
42 切り刃
43 ドリル
44 被締結物
※ 破壊しやすいボルトの噛合い1山目のねじ谷底の位置
Claims (13)
- 基体(2)側から延びるボルト(3)が被締結物(1)のボルト穴(1h)に挿通され、前記ボルト(3)とナット(4)で前記被締結物(1)を前記基体(2)に締結する被締結物(1)の締結構造であって、
前記ボルト(3)、前記被締結物(1)、前記ナット(4)及び前記締結構造は、共通の軸線及び軸線方向(以下単に「前記軸線」及び「軸線方向」ともいう。)並びに前記軸線に垂直な半径方向(以下単に「前記半径方向」ともいう。)を有し、前記半径方向において、前記軸線に近い側を内側、前記軸線から遠い側を外側という、
前記基体(2)から前記被締結物(1)へ、前記被締結物(1)から前記ナット(4)へ向かう方向を上、上側又は上方向、その反対方向を下、下側又は下方向として、
前記ナット(4)は、前記半径方向に延在する平坦な下面(4w)と、前記軸線方向に延びるねじとを有し、前記ねじは、交互にねじ山とねじ谷とからなり、ねじピッチpを有し、
前記被締結物(1)は、被締結物本体(1b)と前記被締結物本体(1b)を貫通する前記ボルト穴(1h)とを有し、前記被締結物本体(1b)は、前記ナット(4)の前記下面(4w)と接触する上面(1u)と、前記基体(2)と接触する下面(1w)と、前記ボルト穴(1h)を画定する前記軸線に平行なボルト穴内周面(1c)とを有し、
前記被締結物本体(1b)は、それ自身の前記ボルト穴(1h)側及び前記上面(1u)側に、応力非伝達空間(1s)を有し、
前記被締結物(1)の前記軸線を含む縦断面において、
・前記応力非伝達空間(1s)は、前記被締結物本体(1b)の前記上面(1u)と最も前記上側で接する前記半径方向の直線を第一境界線(B1)とし、前記ボルト穴内周面(1c)の延長線を第二境界線(B2)とし、前記第一境界線(B1)より下側かつ前記第二境界線(B2)より前記半径方向外側にあり、前記第一境界線(B1)の位置Ptと前記第二境界線(B2)の位置Phとを結ぶ線を第三境界線(B3)として、この3つの境界線で囲まれた空間であり、
・前記応力非伝達空間(1s)は、前記被締結物(1)の前記ボルト穴(1h)の内周面(1c)から前記半径方向に最も遠い位置をPsとして、前記位置Psから前記ナット(4)のねじ谷底を結ぶ線の延長線(4e)までの前記半径方向の距離Lsは、前記ナット(4)の前記ねじピッチpの長さ2ピッチ以上、6ピッチ以下の長さの範囲にあり、
・前記第一境界線(B1)が前記第二境界線(B2)と交わる位置をPoとし、前記位置Poから前記位置Phまでの距離Lhは、前記ナット(4)の前記ねじピッチpの0.01倍以上から、前記被締結物(1)の厚さ(T)の99%以下の範囲にあり、ここに、前記被締結物(1)の前記厚さ(T)は、前記ボルト穴内周面(1c)及びその延長線上において、前記ナット(4)の前記下面(4w)がある位置から、前記被締結物本体(1b)の前記下面がある位置までの、前記軸線方向の厚さ(T)として定義され、
前記応力非伝達空間(1s)は、前記縦断面における前記第一境界線(B1)、前記第二境界線(B2)及び前記第三境界線(B3)で囲まれた前記空間を、前記被締結物(1)の前記軸線を中心として回転して形成される同心円環状の三次元形状の空間であることを特徴とする被締結物の締結構造。 - 前記縦断面において、前記応力非伝達空間(1s)の前記第三境界線(B3)は、曲線又は曲線と直線の組合せから構成されており、直線と直線が交わる角部がない、応力集中緩和線であるが、前記ボルト穴側の部分は応力集中緩和線でなくてもよい、請求項1に記載の被締結物の締結構造。
- 前記縦断面において、前記距離Lsは、前記ねじピッチpの長さの2山分を超え、4山分以下の長さの範囲にあり、前記距離Lhは、前記ねじピッチpの1倍以上から、前記被締結物(1)の前記厚さ(T)の90%以下の範囲にある、請求項1または2に記載の被締結物の締結構造。
- 前記縦断面において、前記応力非伝達空間(1s)の前記第三境界線(B3)は、前記被締結物本体(1b)の前記上面(1u)にかかる締結力を、前記被締結物(1)の前記上面(1u)が前記位置Ptから前記位置Poまで平坦であると仮定した前記被締結物(1)に対してかけたときに、上記仮定の前記被締結物内に発生するミーゼス相当応力分布において、位置Ptから垂直下方向にかかるミーゼス相当応力の大きさを基準にして、その相対応力が95%である前記ボルト穴(1h)側の応力分布線よりも、前記ボルト穴(1h)側にある、請求項1~3のいずれか一項に記載の被締結物の締結構造。
- 前記ナット(4)の前記下面(4w)は、前記軸線方向から視た平面図において、前記軸線を中心として、前記下面(4w)に内接する円を想定したとき、前記内接円の半径が、前記ボルト穴(1h)の半径の2倍と前記距離Lsとの和の少なくとも0.9倍の寸法を有する、請求項1~4のいずれか一項に記載の被締結物の締結構造。
- 前記ナット(4)がフランジナットである、請求項1~5のいずれか一項に記載の被締結物の締結構造。
- 上面(1u)及び下面(1w)を有する締結部(1)と、前記締結部(1)を貫通するボルト穴(1h)とを有する被締結物のボルト穴構造であって、
前記ボルト穴(1h)は、軸線、軸線方向及び前記軸線に垂直な半径方向を有し、
前記締結部(1)の前記下面(1w)から前記上面(1u)に向かう方向を上、上側又は上方向、その反対方向を下、下側又は下方向として、
前記締結部(1)は、前記ボルト穴を画定する前記軸線に平行なボルト穴内周面(1c)を有し、
前記締結部(1)は、それ自身の前記ボルト穴(1h)側及び前記上面(1u)側に応力非伝達空間(1s)を有し、
前記軸線を含む縦断面において、前記応力非伝達空間(1s)は、前記締結部(1)の前記上面(1u)と最も上側で接する前記半径方向の直線を第一境界線(B1)とし、前記ボルト穴内周面(1c)の延長線を第二境界線(B2)とし、前記第一境界線(B1)より下側かつ前記第二境界線(B2)より前記半径方向外側にあり、前記第一境界線(B1)の位置Ptと前記第二境界線(B2)の位置Phとを結ぶ線を第三境界線(B3)として、この3つの境界線で囲まれた空間であり、
前記縦断面において、前記応力非伝達空間(1s)は、前記被締結物(1)の前記ボルト穴(1h)の内周面(1c)から前記半径方向に最も遠い位置をPsとして、前記位置Psから前記第二境界線(B2)までの前記半径方向の距離Lが、
0.5p≦L≦5.7p
(式中、前記ボルト穴の直径をRとし、R及びpの単位はmmであり、
Rが1.9以下のときpは0.2であり、
Rが1.9を超え2.4以下のときpは0.25であり、
Rが2.4を超え3.7以下のときpは0.35であり、
Rが3.7を超え5.5以下のときpは0.5であり、
Rが5.5を超え7.5以下のときpは0.75であり、
Rが7.5を超え9.5以下のときpは1.0であり、
Rが9.5を超え13以下のときpは1.25であり、
Rが13を超え23以下のときpは1.5であり、
Rが23を超え34以下のときpは2であり、
Rが34を超え40以下のときpは3であり、
Rが40を超え70以下のときpは4であり、
Rが70を超え150以下のときpは4である。)
を満たし、
前記縦断面において、前記第一境界線(B1)から前記位置Phまでの前記軸線方向の距離Hは、前記pの0.01倍以上から、前記締結部(1)の厚さTの99%以下の範囲にあり、ここに、前記締結部(1)の前記厚さTは、前記第一境界線(B1)から、前記締結部(1)の前記ボルト穴内周面(1c)における前記下面(1w)の位置までの前記軸線方向の寸法として定義され、
前記応力非伝達空間(1s)は、前記縦断面における前記第一境界線(B1)、前記第二境界線(B2)及び前記第三境界線(B3)で囲まれた前記空間を、前記軸線を中心として回転して形成される同心環状の三次元形状の空間であることを特徴とする被締結物のボルト穴構造。 - 前記縦断面において、前記第三境界線(B3)は、曲線又は曲線と直線で構成され、角部がない、応力集中緩和線であるが、前記ボルト穴側の部分は応力集中緩和線でなくてもよい、請求項7に記載の被締結物のボルト穴構造。
- 前記縦断面において、前記第三境界線(B3)は、前記締結部(1)の前記上面(1u)に仮想ナットによる締結力を加えたときに、前記締結部(1)が前記上面(1u)と最も上側で接する前記半径方向の直線を上面とする形状であると仮定して、前記仮定の前記締結部に形成されるミーゼス相当応力分布において、前記上面が前記応力非伝達空間と最も上側で接する位置から、前記上面に垂直な前記下方向に加わるミーゼス相当応力値を基準として、その相対応力が95%である前記ボルト穴側の応力分布曲線よりも、前記ボルト穴側にある、請求項7又は8に記載の被締結物のボルト穴構造。
- 前記縦断面において、前記距離Lが2p≦L≦3.5pを満たす、請求項7~9のいずれか一項に記載の被締結物のボルト穴構造。
- 前記締結部(1)の材質は、金属、窒化物、炭化物、酸化物、または硬質樹脂(CFRPを含む)から選ばれる、請求項7~10のいずれか一項に記載の被締結物のボルト穴構造。
- プレス加工、切削加工、研削加工、冷間、温間、熱間プレス加工、鋳造、鍛造、射出成型、焼結加工またはこれらの工法を組み合わせて被締結物のボルト穴構造を加工、製造することを特徴とする請求項7~11のいずれか一項に記載の被締結物のボルト穴構造の製造方法。
- 前記加工、製造において、金型、切削工具、切削刃具、またはこれらの組み合わせを使用して、成形加工をする、請求項12に記載の被締結物のボルト穴構造の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019117936 | 2019-06-25 | ||
| JP2019117936 | 2019-06-25 | ||
| PCT/JP2019/049484 WO2020261606A1 (ja) | 2019-06-25 | 2019-12-17 | 被締結物の締結構造及びボルト穴構造 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2020261606A1 JPWO2020261606A1 (ja) | 2020-12-30 |
| JPWO2020261606A5 JPWO2020261606A5 (ja) | 2022-03-10 |
| JP7128501B2 true JP7128501B2 (ja) | 2022-08-31 |
Family
ID=74061620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021527327A Active JP7128501B2 (ja) | 2019-06-25 | 2019-12-17 | 被締結物の締結構造及びボルト穴構造 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7128501B2 (ja) |
| WO (1) | WO2020261606A1 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090297261A1 (en) | 2008-05-29 | 2009-12-03 | Snecma | System for assembling two rotary parts together by flanges |
| US8926248B2 (en) | 2011-02-07 | 2015-01-06 | Lisi Aerospace | Family of fastening elements, check gauges and method for controlling the choice of the length of a fastening element |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0225710U (ja) * | 1988-08-08 | 1990-02-20 | ||
| JPH07167129A (ja) * | 1993-12-13 | 1995-07-04 | Nippon Fastener Kogyo Kk | 高力ボルト・六角ナット・平座金のセット |
| JP2019019613A (ja) * | 2017-07-20 | 2019-02-07 | 株式会社日立製作所 | アンカーボルト締結構造およびアンカーボルト締結方法 |
-
2019
- 2019-12-17 WO PCT/JP2019/049484 patent/WO2020261606A1/ja active Application Filing
- 2019-12-17 JP JP2021527327A patent/JP7128501B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090297261A1 (en) | 2008-05-29 | 2009-12-03 | Snecma | System for assembling two rotary parts together by flanges |
| US8926248B2 (en) | 2011-02-07 | 2015-01-06 | Lisi Aerospace | Family of fastening elements, check gauges and method for controlling the choice of the length of a fastening element |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020261606A1 (ja) | 2020-12-30 |
| JPWO2020261606A1 (ja) | 2020-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2438315B1 (en) | Connecting rod lubrication recess | |
| CN112528425B (zh) | 一种汽车发动机主轴承盖螺栓选型及校核方法 | |
| JP2013541684A (ja) | ねじを作成するナット、ナット作成のためのブランク、並びに、ナットおよびボルトから形成されるねじ接続 | |
| JP7128501B2 (ja) | 被締結物の締結構造及びボルト穴構造 | |
| CN101358551B (zh) | 油池和其加工方法 | |
| Rohrmoser et al. | Adapted tool design for the cold forging of gears from non-ferrous and light metals | |
| Jung et al. | A study on the extrusion by a two-step process for manufacturing helical gear | |
| JP7128500B2 (ja) | ワッシャー締結構造 | |
| CN106553028B (zh) | 汽车涡轮增压耐磨型传动连杆组件的制造方法 | |
| CN101486047A (zh) | 一种全金属自锁螺母的制造方法 | |
| CN105840736A (zh) | 一种新型轨道回转驱动装置 | |
| Friedrich | Designing fastening systems | |
| EP2162651B1 (en) | Powder metal component tolerance improvements | |
| Eyercioglu et al. | A simplified formula for determination of relative pressure in precision forging of spur gears | |
| CN210106381U (zh) | 一种自锁螺纹副 | |
| Cheng et al. | 3D FEM simulation of flow velocity field for 5052 aluminum alloy multi-row sprocket in cold semi-precision forging process | |
| Yaghoubi et al. | Mechanical Design of Machine Elements by Graphical Methods | |
| JP7558543B1 (ja) | 締結用ナット | |
| WO2024209553A1 (ja) | 締結用ナット | |
| Samad et al. | A novel manufacturing method of propeller for autonomous underwater vehicle (auv) using cold forging process | |
| Dmitriev et al. | Extending the life of stepped punches in the cold extrusion of bushes | |
| CN112528394B (zh) | 一种汽车发动机连杆螺栓选型及校核方法 | |
| Yu et al. | Fatigue failure of electronic unit pumps used in truck diesel engine | |
| Gorad | MECHANICAL SYSTEM COMPONENTS: SHAFTS, KEYS, AND COUPLINGS | |
| JP7141622B2 (ja) | 締結用ナット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A5211 Effective date: 20211018 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211109 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220726 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220810 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7128501 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |