JP7105794B2 - 高温ガラス溶融容器 - Google Patents
高温ガラス溶融容器 Download PDFInfo
- Publication number
- JP7105794B2 JP7105794B2 JP2019545888A JP2019545888A JP7105794B2 JP 7105794 B2 JP7105794 B2 JP 7105794B2 JP 2019545888 A JP2019545888 A JP 2019545888A JP 2019545888 A JP2019545888 A JP 2019545888A JP 7105794 B2 JP7105794 B2 JP 7105794B2
- Authority
- JP
- Japan
- Prior art keywords
- vessel
- glass
- melt
- electrode
- glass melt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/02—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture in electric furnaces, e.g. by dielectric heating
- C03B5/027—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture in electric furnaces, e.g. by dielectric heating by passing an electric current between electrodes immersed in the glass bath, i.e. by direct resistance heating
- C03B5/03—Tank furnaces
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/42—Details of construction of furnace walls, e.g. to prevent corrosion; Use of materials for furnace walls
- C03B5/43—Use of materials for furnace walls, e.g. fire-bricks
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Glass Melting And Manufacturing (AREA)
- Glass Compositions (AREA)
Description
耐火材料を含む、少なくとも1つの側壁および床と、
前記耐火材料を通って延びる少なくとも1つの電極と
を含む、ガラス溶融送達システム容器であって、
前記少なくとも1つの電極が、ガラス溶融物と接触する前記耐火材料の破壊条件を超えることなく、前記耐火材料と接触するガラス溶融物を少なくとも約1600℃の平均温度で加熱するように構成される、
ガラス溶融送達システム容器。
前記耐火材料がジルコニアを含む、実施形態1に記載のガラス溶融送達システム容器。
前記容器が、前記耐火材料と接触する前記ガラス溶融物を、少なくとも約5,000時間の間、少なくとも約1600℃の平均温度へと加熱するように構成される、実施形態1に記載のガラス溶融送達システム容器。
前記溶融容器が長さおよび幅を有し、前記長さの前記幅に対する比が、約2.4:1~約3.6:1の範囲である、実施形態1に記載のガラス溶融送達システム容器。
前記溶融容器が、該溶融容器の前記幅の少なくとも約50%の深さを有するガラス溶融物を受け入れるように構成されている、実施形態4に記載のガラス溶融送達システム容器。
前記溶融容器が2つの対向する側壁を含み、各対向する側壁がそこを通って延びる少なくとも2つの電極を備えており、電極間の最短距離と前記側壁の長手方向における該電極の幅との比が、約0.8:1~約2.4:1の範囲である、実施形態4に記載のガラス溶融送達システム容器。
前記容器内の前記ガラス溶融物の体積(V)および前記床と前記少なくとも1つの電極の底部との間の垂直距離(Y)が、関係(V)/(Y)3<60,000を満たす、実施形態1に記載のガラス溶融送達システム容器。
前記少なくとも1つの電極が、前記溶融容器の内部チャンバ内へと所定の距離だけ延びる細長い本体を備えている、実施形態1に記載のガラス溶融送達システム容器。
前記少なくとも1つの電極が、前記床に平行な平面に対して約0度~約75度の範囲の角度で延びる、実施形態8に記載のガラス溶融送達システム容器。
前記溶融容器が、前記少なくとも1つの側壁から所定の距離にある前記床上の位置から前記溶融容器の内部チャンバ内へと所定の距離だけ延びる細長い本体を備えている少なくとも1つの電極を含む、実施形態8に記載のガラス溶融送達システム容器。
前記少なくとも1つの電極が、スズ、モリブデン、白金、並びにそれらの合金および酸化物からなる群より選択される少なくとも1つの材料を含む、実施形態1に記載のガラス溶融送達システム容器。
ガラス物品の製造方法であって、該方法が、ガラス溶融送達システム容器内でガラス組成物を処理する工程を含み、前記ガラス溶融送達システム容器が、
耐火材料を含む、少なくとも1つの側壁および床と、
前記耐火材料を通って延びる少なくとも1つの電極と
を含み、
前記少なくとも1つの電極が、ガラス溶融物と接触する前記耐火材料の破壊条件を超えることなく、前記耐火材料と接触するガラス溶融物を少なくとも約1600℃の平均温度で加熱する、
方法。
前記耐火材料がジルコニアを含む、実施形態12に記載の方法。
前記耐火材料と接触する前記ガラス溶融物が、少なくとも約5,000時間の間、少なくとも約1600℃の平均温度へと加熱される、実施形態12に記載の方法。
前記溶融容器が長さおよび幅を有し、前記長さの前記幅に対する比が、約2.4:1~約3.6:1の範囲である、実施形態12に記載の方法。
前記ガラス溶融物が、前記溶融容器の前記幅の少なくとも約50%の深さを有する、実施形態15に記載の方法。
前記溶融容器が2つの対向する側壁を含み、各対向する側壁がそこを通って延びる少なくとも2つの電極を備えており、電極間の最短距離と前記側壁の長手方向における該電極の幅との比が、約0.8:1~約2.4:1の範囲である、実施形態15に記載の方法。
前記容器内の前記ガラス溶融物の体積(V)および前記床と前記少なくとも1つの電極の底部との間の垂直距離(Y)が、関係(V)/(Y)3<60,000を満たす、実施形態12に記載の方法。
前記少なくとも1つの電極が、前記溶融容器の内部チャンバ内へと所定の距離だけ延びる細長い本体を備えている、実施形態12に記載の方法。
前記少なくとも1つの電極が、前記床に平行な平面に対して約0度~約75度の範囲の角度で延びる、実施形態19に記載の方法。
前記溶融容器が、前記少なくとも1つの側壁から所定の距離にある前記床上の位置から前記溶融容器の内部チャンバ内へと所定の距離だけ延びる細長い本体を備えている少なくとも1つの電極を含む、実施形態19に記載の方法。
前記少なくとも1つの電極が、スズ、モリブデン、白金、並びにそれらの合金および酸化物からなる群より選択される少なくとも1つの材料を含む、実施形態12に記載の方法。
実施形態12に記載の方法によって製造されたガラス物品。
前記ガラス物品がガラスシートである、実施形態23に記載のガラス物品。
実施形態24に記載のガラスシートを含む、電子デバイス。
12 ガラス溶融炉
14 溶融容器
16 上流ガラス製造装置
18 貯蔵ビン
20 原料送達デバイス
22 モーター
24 原料
28 溶融ガラス
30 下流ガラス製造装置
32 第1の接続導管
34 清澄容器
36 混合容器
38 第2の接続導管
40 送達容器
42 成形本体
44 出口導管
46 第3の接続導管
48 成形装置
50 入口導管
52 トラフ
54 収束成形面
56 底縁部
58 ガラスリボン
60 延伸方向
62 ガラスシート
64 ロボット
65 把持具
100 ガラス分離装置
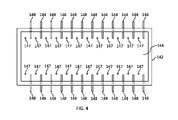
142 側壁
144 床
146,147,148 電極
282 ガラス溶融線
Claims (12)
- ジルコニアを含む耐火材料を含む、側壁および床と、
前記耐火材料を通って延びる少なくとも1つの電極と
を含む、ガラス溶融送達システム容器であって、
前記少なくとも1つの電極が、ガラス溶融物と接触する前記耐火材料の破壊条件を超えることなく、前記耐火材料と接触するガラス溶融物を少なくとも1600℃の平均温度で加熱するように構成され、
前記溶融容器が長さおよび幅を有し、前記長さの前記幅に対する比が、2.4:1~3.6:1の範囲であり、
前記溶融容器が、該溶融容器の前記幅の少なくとも50%の深さを有するガラス溶融物を受け入れるように構成されている、ガラス溶融送達システム容器。 - 前記容器が、前記耐火材料と接触する前記ガラス溶融物を、少なくとも5,000時間の間、少なくとも1600℃の平均温度へと加熱するように構成される、請求項1に記載のガラス溶融送達システム容器。
- 前記溶融容器が2つの対向する側壁を含み、各対向する側壁がそこを通って延びる少なくとも2つの電極を備えており、電極間の最短距離と前記側壁の長手方向における該電極の幅との比が、0.8:1~2.4:1の範囲である、請求項1に記載のガラス溶融送達システム容器。
- 前記容器内の前記ガラス溶融物の体積(V)および前記床と前記少なくとも1つの電極の底部との間の垂直距離(Y)が、関係(V)/(Y)3<60,000を満たす、請求項1~3のいずれか一項に記載のガラス溶融送達システム容器。
- 前記少なくとも1つの電極が、前記溶融容器の内部チャンバ内へと所定の距離だけ延びる細長い本体を備えている、請求項1に記載のガラス溶融送達システム容器。
- 前記溶融容器が、前記側壁から所定の距離にある前記床上の位置から前記溶融容器の内部チャンバ内へと所定の距離だけ延びる細長い本体を備えている少なくとも1つの電極を含む、請求項5に記載のガラス溶融送達システム容器。
- ガラス物品の製造方法であって、該方法が、ガラス溶融送達システム容器内でガラス組成物を処理する工程を含み、前記ガラス溶融送達システム容器が、
ジルコニアを含む耐火材料を含む、側壁および床と、
前記耐火材料を通って延びる少なくとも1つの電極と
を含み、
前記少なくとも1つの電極が、ガラス溶融物と接触する前記耐火材料の破壊条件を超えることなく、前記耐火材料と接触するガラス溶融物を少なくとも1600℃の平均温度で加熱し、
前記溶融容器が2つの対向する側壁を含み、各対向する側壁が、該側壁を通って延びる少なくとも2つの電極を備えており、電極間の最短距離と前記側壁の長手方向における該電極の幅との比が、0.8:1~2.4:1の範囲であり、
前記床と前記少なくとも1つの電極の底部との間の垂直距離が、垂直方向の前記電極の長さの少なくとも5%である、
方法。 - 前記耐火材料と接触する前記ガラス溶融物が、少なくとも5,000時間の間、少なくとも1600℃の平均温度へと加熱される、請求項7に記載の方法。
- 前記溶融容器が長さおよび幅を有し、前記長さの前記幅に対する比が、2.4:1~3.6:1の範囲である、請求項7または8に記載の方法。
- 前記容器内の前記ガラス溶融物の体積(V)および前記床と前記少なくとも1つの電極の底部との間の垂直距離(Y)が、関係(V)/(Y)3<60,000を満たす、請求項7~9のいずれか一項に記載の方法。
- 前記少なくとも1つの電極が、前記溶融容器の内部チャンバ内へと所定の距離だけ延びる細長い本体を備えている、請求項7に記載の方法。
- 前記溶融容器が、前記側壁から所定の距離にある前記床上の位置から前記溶融容器の内部チャンバ内へと所定の距離だけ延びる細長い本体を備えている少なくとも1つの電極を含む、請求項11に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662419133P | 2016-11-08 | 2016-11-08 | |
| US62/419,133 | 2016-11-08 | ||
| PCT/US2017/060474 WO2018089387A1 (en) | 2016-11-08 | 2017-11-07 | High temperature glass melting vessel |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019534237A JP2019534237A (ja) | 2019-11-28 |
| JP2019534237A5 JP2019534237A5 (ja) | 2021-01-07 |
| JP7105794B2 true JP7105794B2 (ja) | 2022-07-25 |
Family
ID=62109380
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019545888A Active JP7105794B2 (ja) | 2016-11-08 | 2017-11-07 | 高温ガラス溶融容器 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11028001B2 (ja) |
| JP (1) | JP7105794B2 (ja) |
| KR (1) | KR102412297B1 (ja) |
| CN (1) | CN109923077B (ja) |
| TW (1) | TWI756290B (ja) |
| WO (1) | WO2018089387A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019217977A1 (de) * | 2019-11-21 | 2021-05-27 | Schott Ag | Glas, Verfahren zur Herstellung eines Glases und Glasschmelzanlage |
| CN115385553A (zh) * | 2022-07-28 | 2022-11-25 | 陕西彩虹工业智能科技有限公司 | 一种微晶玻璃的熔炼装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001019436A (ja) | 1999-05-28 | 2001-01-23 | Carl Zeiss:Fa | ガラス溶融タンク及びガラスを溶融する方法 |
| JP2006516046A (ja) | 2002-12-03 | 2006-06-15 | ショット アクチエンゲゼルシャフト | 溶融物加熱方法および装置 |
| JP2009523697A (ja) | 2006-01-24 | 2009-06-25 | ショット アクチエンゲゼルシャフト | 溶融物の温度に影響を及ぼす場合の電極の防食のための方法及び装置 |
| JP2009523698A (ja) | 2006-01-24 | 2009-06-25 | ショット アクチエンゲゼルシャフト | 溶融物の温度操作方法 |
| JP2012250906A (ja) | 2011-05-31 | 2012-12-20 | Corning Inc | ガラス融液ハンドリング装置及び方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2267537A (en) * | 1939-07-17 | 1941-12-23 | Saint Gobain | Electric furnace |
| US2523030A (en) * | 1948-10-30 | 1950-09-19 | Glass Fibers Inc | Electric glass furnace |
| US3530221A (en) | 1968-05-01 | 1970-09-22 | Penberthy Harvey Larry | Ac/dc electrode and power supply system for a glass furnace |
| GB1281424A (en) | 1970-06-08 | 1972-07-12 | Harvey Larry Penberthy | Ac/dc electrode and power supply system for a glass furnace |
| US3941577A (en) * | 1974-11-29 | 1976-03-02 | Ppg Industries, Inc. | Method and apparatus for making molten glass |
| US4143232A (en) * | 1976-11-01 | 1979-03-06 | Corning Glass Works | Furnace having different electrode immersions to control convection currents, the shape, elevation and stability of the fusion zone |
| US5283803A (en) | 1992-06-01 | 1994-02-01 | Glass Incorporated International | Electrode assembly for glass melting furnace |
| US7823417B2 (en) | 2005-11-04 | 2010-11-02 | Ocv Intellectual Capital, Llc | Method of manufacturing high performance glass fibers in a refractory lined melter and fiber formed thereby |
| FR2897861B1 (fr) | 2006-02-24 | 2008-06-13 | Saint Gobain Ct Recherches | Refractaire a forte teneur en zircone a grande resistivite |
| US20080057275A1 (en) | 2006-08-31 | 2008-03-06 | Paul Richard Grzesik | Method and apparatus for minimizing oxidation pitting of refractory metal vessels |
| FR2922283B1 (fr) | 2007-10-10 | 2011-10-21 | Valeo Embrayages | Mecanisme d'embrayage, en particulier pour vehicule automobile |
| US8087262B2 (en) | 2008-11-18 | 2012-01-03 | Corning Incorporated | Platinum condensation abatement by electrostatic precipitation |
| FR2978144B1 (fr) * | 2011-07-22 | 2013-08-30 | Saint Gobain Ct Recherches | Bloc refractaire et four de fusion de verre |
| WO2014036979A1 (en) | 2012-09-05 | 2014-03-13 | Vysoká škola chemicko-technologická v Praze | Method for continuous glass melting under controlled convection of glass melt and glass melting furnace for making the same |
| US8973406B2 (en) * | 2012-10-26 | 2015-03-10 | Corning Incorporated | Melters for glass forming apparatuses |
| US9725349B2 (en) * | 2012-11-28 | 2017-08-08 | Corning Incorporated | Glass manufacturing apparatus and methods |
| CN204474521U (zh) | 2015-04-01 | 2015-07-15 | 秦皇岛弘华特种玻璃有限公司 | 熔化硼硅玻璃的全电熔窑 |
| CN105776819B (zh) * | 2016-04-27 | 2018-07-31 | 巨石集团有限公司 | 一种具有高熔化率的玻璃池窑 |
-
2017
- 2017-11-07 KR KR1020197016113A patent/KR102412297B1/ko active IP Right Grant
- 2017-11-07 JP JP2019545888A patent/JP7105794B2/ja active Active
- 2017-11-07 US US16/348,142 patent/US11028001B2/en active Active
- 2017-11-07 WO PCT/US2017/060474 patent/WO2018089387A1/en active Application Filing
- 2017-11-07 CN CN201780069113.9A patent/CN109923077B/zh active Active
- 2017-11-08 TW TW106138590A patent/TWI756290B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001019436A (ja) | 1999-05-28 | 2001-01-23 | Carl Zeiss:Fa | ガラス溶融タンク及びガラスを溶融する方法 |
| JP2006516046A (ja) | 2002-12-03 | 2006-06-15 | ショット アクチエンゲゼルシャフト | 溶融物加熱方法および装置 |
| JP2009523697A (ja) | 2006-01-24 | 2009-06-25 | ショット アクチエンゲゼルシャフト | 溶融物の温度に影響を及ぼす場合の電極の防食のための方法及び装置 |
| JP2009523698A (ja) | 2006-01-24 | 2009-06-25 | ショット アクチエンゲゼルシャフト | 溶融物の温度操作方法 |
| JP2012250906A (ja) | 2011-05-31 | 2012-12-20 | Corning Inc | ガラス融液ハンドリング装置及び方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI756290B (zh) | 2022-03-01 |
| KR20190078620A (ko) | 2019-07-04 |
| WO2018089387A1 (en) | 2018-05-17 |
| KR102412297B1 (ko) | 2022-06-24 |
| CN109923077B (zh) | 2022-05-13 |
| CN109923077A (zh) | 2019-06-21 |
| US20190276346A1 (en) | 2019-09-12 |
| TW201825414A (zh) | 2018-07-16 |
| JP2019534237A (ja) | 2019-11-28 |
| US11028001B2 (en) | 2021-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11512015B2 (en) | Method and apparatus for glass ribbon thermal control | |
| JP7105794B2 (ja) | 高温ガラス溶融容器 | |
| WO2017223034A1 (en) | Apparatus and method for glass delivery orientation | |
| US11130696B2 (en) | Methods for reconditioning glass manufacturing systems | |
| WO2019018670A1 (en) | METHOD AND APPARATUS FOR HEAT TRANSFER OF ADJUSTABLE GLASS TAPE | |
| KR102700028B1 (ko) | 내식성이 개선된 도관 가열 장치 및 방법 | |
| CN216918999U (zh) | 具有泄漏缓解特征结构的玻璃制造设备 | |
| WO2018081664A1 (en) | Liquid metal viscosity control of molten glass | |
| WO2023163897A1 (en) | Glass melting furnaces and vessels with improved thermal performance | |
| JP2019516661A (ja) | ロールのアップセット管理のためのシステム及び方法 | |
| KR20240145478A (ko) | 개선된 열 성능을 갖는 유리 용융로 및 용기 | |
| CN116670080A (zh) | 玻璃制造设备 | |
| WO2023163898A1 (en) | Glass melting furnaces and vessels with improved electrical resistivity | |
| WO2024177807A1 (en) | Apparatus and method for controlling glass ribbon characteristics | |
| WO2024091384A1 (en) | Apparatus and method for manufacturing a glass article | |
| CN115175879A (zh) | 玻璃之激光刻纹 | |
| CN112055698A (zh) | 用于玻璃熔融系统的排放导管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201109 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210705 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210714 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210922 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20211020 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220127 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20220127 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20220204 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20220209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220330 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220615 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220712 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7105794 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |