JP6987652B2 - 構造体に圧力を加えるためのアプリケータシステム - Google Patents
構造体に圧力を加えるためのアプリケータシステム Download PDFInfo
- Publication number
- JP6987652B2 JP6987652B2 JP2018009369A JP2018009369A JP6987652B2 JP 6987652 B2 JP6987652 B2 JP 6987652B2 JP 2018009369 A JP2018009369 A JP 2018009369A JP 2018009369 A JP2018009369 A JP 2018009369A JP 6987652 B2 JP6987652 B2 JP 6987652B2
- Authority
- JP
- Japan
- Prior art keywords
- applicator
- casing
- assembly
- membrane
- jammed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/003—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by an elastic bag or diaphragm expanded by fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
- B29C33/54—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles made of powdered or granular material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/021—Deforming sheet bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/3821—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process composed of particles enclosed in a bag
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/541—Positioning reinforcements in a mould, e.g. using clamping means for the reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
- B29C70/443—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding and impregnating by vacuum or injection
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Manufacturing & Machinery (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Reciprocating Pumps (AREA)
- Coating Apparatus (AREA)
- Moulding By Coating Moulds (AREA)
- Catching Or Destruction (AREA)
Description
[実施態様1]
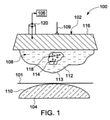
複合構造体(101,601,1701)に圧力を加えるためのアプリケータアセンブリ(102,602,1702)であって、
外部フレーム(116,614,1710)と、
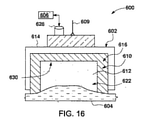
前記外部フレーム(116,614,1710)内に実質的に配置されたアプリケータケーシング(610)であって、
第1の膜(616)と、
前記第1の膜(616)内に配置された第1のジャミング材料(618)と
を含むアプリケータケーシング(610)と、
前記アプリケータケーシング(610)内に実質的に配置されたアプリケータ(108,612,1708)であって、
第2の膜(622)と、
前記第2の膜(622)内に配置された第2のジャミング材料(624)と
を含むアプリケータ(108,612,1708)と
を含むアプリケータアセンブリ(102,602,1702)。
[実施態様2]
前記アプリケータケーシング(610)は、成形ツール(104,604,1704)の受け取り面(110,608)に適合するように構成され、前記受け取り面(110,608)は、少なくとも1つの非平面形状を有する、実施態様1に記載のアプリケータアセンブリ(102,602,1702)。
[実施態様3]
前記アプリケータケーシング(610)は、前記アプリケータ(108,612,1708)の周りに部分的に延在するように構成される、実施態様1に記載のアプリケータアセンブリ(102,602,1702)。
[実施態様4]
前記アプリケータ(108,612,1708)および前記アプリケータケーシング(610)の少なくとも一方は、加圧されたものおよびジャミングされたものの少なくとも一方であるように構成される、実施態様1に記載のアプリケータアセンブリ(102,602,1702)。
[実施態様5]
前記アプリケータケーシング(610)は、加圧されたものおよびジャミングされたものの少なくとも一方であるように構成され、前記アプリケータ(108,612,1708)は、加圧されたものおよびジャミングされたものの少なくとも一方であるように構成される、実施態様1に記載のアプリケータアセンブリ(102,602,1702)。
[実施態様6]
前記アプリケータ(108,612,1708)および前記アプリケータケーシング(610)の少なくとも一方は、加熱されるように構成される、実施態様1に記載のアプリケータアセンブリ(102,602,1702)。
[実施態様7]
前記アプリケータアセンブリ(102,602,1702)は、前記アプリケータアセンブリ(102,602,1702)の動きを制御するように構成された移動機構(109,609,1709)に結合される、実施態様1に記載のアプリケータアセンブリ(102,602,1702)。
[実施態様8]
前記移動機構(109,609,1709)は、前記アプリケータアセンブリ(102,602,1702)を介して力を加えるように構成される、実施態様7に記載のアプリケータアセンブリ(102,602,1702)。
[実施態様9]
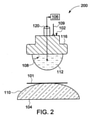
複合構造体(101,601,1701)に圧力を加えるためのアプリケータシステム(100,600,1700)であって、
複合構造体(101,601,1701)を受け取るための受け取り面(110,608)を有する成形ツール(104,604,1704)と、
空気ポンプ(106,606,1706)と、
前記空気ポンプ(106,606,1706)に結合され、かつ前記受け取り面(110,608)上の前記複合構造体(101,601,1701)をプレスするように構成されたアプリケータアセンブリ(102,602,1702)であって、
外部フレーム(116,614,1710)と、
前記外部フレーム(116,614,1710)内に実質的に配置されたアプリケータケーシング(610)であって、
第1の膜(616)と、
前記第1の膜(616)内に配置された第1のジャミング材料(618)と
を含むアプリケータケーシング(610)と、
前記アプリケータケーシング(610)内に実質的に配置されたアプリケータ(108,612,1708)であって、
第2の膜(622)と、
前記第2の膜(622)内に配置された第2のジャミング材料(624)と
を含むアプリケータ(108,612,1708)と
を含むアプリケータアセンブリ(102,602,1702)と
を含むアプリケータシステム(100,600,1700)。
[実施態様10]
前記アプリケータケーシング(610)は、前記成形ツール(104,604,1704)の受け取り面(110,608)に適合するように構成され、前記受け取り面(110,608)は、少なくとも1つの非平面形状を有する、実施態様9に記載のアプリケータシステム(100,600,1700)。
[実施態様11]
前記アプリケータケーシング(610)は、前記アプリケータ(108,612,1708)の周りに部分的に延在するように構成される、実施態様9に記載のアプリケータシステム(100,600,1700)。
[実施態様12]
前記アプリケータ(108,612,1708)および前記アプリケータケーシング(610)の少なくとも一方は、加圧されたものおよびジャミングされたものの少なくとも一方であるように構成される、実施態様9に記載のアプリケータシステム(100,600,1700)。
[実施態様13]
前記アプリケータケーシング(610)は、加圧されたものおよびジャミングされたものの少なくとも一方であるように構成され、前記アプリケータ(108,612,1708)は、加圧されたものおよびジャミングされたものの少なくとも一方であるように構成される、実施態様9に記載のアプリケータシステム(100,600,1700)。
[実施態様14]
前記アプリケータ(108,612,1708)および前記アプリケータケーシング(610)の少なくとも一方は、加熱されるように構成される、実施態様9に記載のアプリケータシステム(100,600,1700)。
[実施態様15]
前記アプリケータアセンブリ(102,602,1702)は、前記アプリケータアセンブリ(102,602,1702)の動きを制御するように構成された移動機構(109,609,1709)に結合される、実施態様9に記載のアプリケータシステム(100,600,1700)。
[実施態様16]
前記移動機構(109,609,1709)は、前記アプリケータアセンブリ(102,602,1702)を介して力を加えるように構成される、実施態様15に記載のアプリケータシステム(100,600,1700)。
[実施態様17]
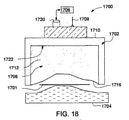
複合構造体(101,601,1701)に圧力を加えるためのアプリケータアセンブリ(102,602,1702)であって、
外部フレーム(116,614,1710)と、
前記外部フレーム(116,614,1710)内に実質的に配置されたアプリケータ(108,612,1708)とを含み、前記アプリケータ(108,612,1708)は、
膜と、
前記膜内に配置されたジャミング材料(114,1714)とを含み、前記アプリケータ(108,612,1708)は、前記アプリケータ(108,612,1708)に対向して配置されたツールの受け取り面(110,608)上の複合構造体(101,601,1701)を圧縮するために、真空下でジャミングされて正圧下でアンジャミングされるように構成される、
アプリケータアセンブリ(102,602,1702)。
[実施態様18]
前記アプリケータ(108,612,1708)は、加熱されるように構成される、実施態様17に記載のアプリケータアセンブリ(102,602,1702)。
[実施態様19]
前記アプリケータアセンブリ(102,602,1702)は、前記アプリケータアセンブリ(102,602,1702)の動きを制御するように構成された移動機構(109,609,1709)に結合される、実施態様17に記載のアプリケータアセンブリ(102,602,1702)。
[実施態様20]
前記移動機構(109,609,1709)は、前記アプリケータアセンブリ(102,602,1702)を介して力を加えるように構成される、実施態様19に記載のアプリケータアセンブリ(102,602,1702)。
101 構造体
102 アプリケータアセンブリ
104 成形ツール
106 空気ポンプ
108 アプリケータ
109 移動機構
110 受け取り面
112 膜
113 外面
114 ジャミング材料
116 外部フレーム
118 キャビティ
120 真空ポート
600 アプリケータシステム
601 構造体
602 アプリケータアセンブリ
604 成形ツール
606 空気ポンプ
608 受け取り面
609 移動機構
610 アプリケータケーシング
612 アプリケータ
614 外部フレーム
616 第1の膜
618 第1のジャミング材料
620 キャビティ
622 第2の膜
623 接触面
624 第2のジャミング材料
626 キャビティ
628 真空ポート
630 ポケット
632 第1の接触面
634 第2の接触面
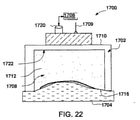
1700 アプリケータシステム
1701 構造体
1702 アプリケータアセンブリ
1704 成形ツール
1706 空気ポンプ
1708 アプリケータ
1709 移動機構
1710 外部フレーム
1712 膜
1714 ジャミング材料
1716 接触面
1718 キャビティ
1720 真空ポート
1722 凹部
Claims (14)
- 複合構造体(601)に圧力を加えるためのアプリケータアセンブリ(602)であって、
外部フレーム(614)と、
前記外部フレーム(614)内に配置されたアプリケータケーシング(610)であって、
第1の膜(616)と、
前記第1の膜(616)内に配置された第1のジャミング材料(618)と
を含むアプリケータケーシング(610)と、
前記アプリケータケーシング(610)内に配置されたアプリケータ(612)であって、
第2の膜(622)と、
前記第2の膜(622)内に配置された第2のジャミング材料(624)と
を含むアプリケータ(612)と
を含むアプリケータアセンブリ(602)。 - 前記アプリケータケーシング(610)は、成形ツール(604)の受け取り面(608)に適合するように構成され、前記受け取り面(608)は、少なくとも1つの非平面形状を有する、請求項1に記載のアプリケータアセンブリ(602)。
- 前記アプリケータケーシング(610)は、前記アプリケータ(612)の周りに部分的に延在するように構成される、請求項1に記載のアプリケータアセンブリ(602)。
- 前記アプリケータ(612)および前記アプリケータケーシング(610)の少なくとも一方は、加圧されたものおよびジャミングされたものの少なくとも一方であるように構成される、請求項1に記載のアプリケータアセンブリ(602)。
- 前記アプリケータケーシング(610)は、加圧されたものおよびジャミングされたものの少なくとも一方であるように構成され、前記アプリケータ(612)は、加圧されたものおよびジャミングされたものの少なくとも一方であるように構成される、請求項1に記載のアプリケータアセンブリ(602)。
- 前記アプリケータ(612)および前記アプリケータケーシング(610)の少なくとも一方は、加熱されるように構成される、請求項1に記載のアプリケータアセンブリ(602)。
- 前記アプリケータアセンブリ(602)は、前記アプリケータアセンブリ(602)の動きを制御するように構成された移動機構(609)に結合される、請求項1に記載のアプリケータアセンブリ(602)。
- 前記移動機構(609)は、前記アプリケータアセンブリ(602)を介して力を加えるように構成される、請求項7に記載のアプリケータアセンブリ(602)。
- 複合構造体(601)に圧力を加えるためのアプリケータシステム
(600)であって、
複合構造体(601)を受け取るための受け取り面(608)を有する成形ツール(604)と、
空気ポンプ(606)と、
前記空気ポンプ(606)に結合され、かつ前記受け取り面(608)上の前記複合構造体(601)をプレスするように構成されたアプリケータアセンブリ(602)であって、
外部フレーム(614)と、
前記外部フレーム(614)内に配置されたアプリケータケーシング(610)であって、
第1の膜(616)と、
前記第1の膜(616)内に配置された第1のジャミング材料(618)と
を含むアプリケータケーシング(610)と、
前記アプリケータケーシング(610)内に配置されたアプリケータ(612)であって、
第2の膜(622)と、
前記第2の膜(622)内に配置された第2のジャミング材料(624)と
を含むアプリケータ(612)と
を含むアプリケータアセンブリ(602)と
を含むアプリケータシステム(600)。 - 前記アプリケータケーシング(610)は、前記成形ツール(604)の受け取り面(608)に適合するように構成され、前記受け取り面(608)は、少なくとも1つの非平面形状を有する、請求項9に記載のアプリケータシステム(600)。
- 前記アプリケータケーシング(610)は、前記アプリケータ(612)の周りに部分的に延在するように構成される、請求項9に記載のアプリケータシステム(600)。
- 前記アプリケータ(612)および前記アプリケータケーシング(610)の少なくとも一方は、加圧されたものおよびジャミングされたものの少なくとも一方であるように構成される、請求項9に記載のアプリケータシステム(600)。
- 前記アプリケータケーシング(610)は、加圧されたものおよびジャミングされたものの少なくとも一方であるように構成され、前記アプリケータ(612)は、加圧されたものおよびジャミングされたものの少なくとも一方であるように構成される、請求項9に記載のアプリケータシステム(600)。
- 前記アプリケータ(612)および前記アプリケータケーシング(610)の少なくとも一方は、加熱されるように構成される、請求項9に記載のアプリケータシステム(600)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021195375A JP7086445B2 (ja) | 2017-02-07 | 2021-12-01 | 構造体に圧力を加えるためのアプリケータシステム |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/426,784 US10639855B2 (en) | 2017-02-07 | 2017-02-07 | Applicator systems for applying pressure to a structure |
| US15/426,784 | 2017-02-07 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021195375A Division JP7086445B2 (ja) | 2017-02-07 | 2021-12-01 | 構造体に圧力を加えるためのアプリケータシステム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018154119A JP2018154119A (ja) | 2018-10-04 |
| JP6987652B2 true JP6987652B2 (ja) | 2022-01-05 |
Family
ID=61094308
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018009369A Active JP6987652B2 (ja) | 2017-02-07 | 2018-01-24 | 構造体に圧力を加えるためのアプリケータシステム |
| JP2021195375A Active JP7086445B2 (ja) | 2017-02-07 | 2021-12-01 | 構造体に圧力を加えるためのアプリケータシステム |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021195375A Active JP7086445B2 (ja) | 2017-02-07 | 2021-12-01 | 構造体に圧力を加えるためのアプリケータシステム |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US10639855B2 (ja) |
| EP (2) | EP3357675B1 (ja) |
| JP (2) | JP6987652B2 (ja) |
| CN (2) | CN108394115B (ja) |
| CA (1) | CA2992891A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10639855B2 (en) * | 2017-02-07 | 2020-05-05 | General Electric Company | Applicator systems for applying pressure to a structure |
| WO2019065890A1 (ja) | 2017-09-28 | 2019-04-04 | 旭化成株式会社 | ブロックポリイソシアネート組成物及びその使用 |
| US11001014B2 (en) * | 2017-12-08 | 2021-05-11 | The Boeing Company | Mandrel for supporting structural member during processing |
| CN119589996B (zh) * | 2024-12-24 | 2025-12-16 | 中建材(上海)航空技术有限公司 | 大曲率复材夹层部件用加压装置及系统 |
Family Cites Families (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1323673A (en) | 1969-06-13 | 1973-07-18 | Nat Res Dev | Gripping |
| NL7015899A (ja) | 1969-10-21 | 1971-05-04 | ||
| US4561686A (en) * | 1983-08-22 | 1985-12-31 | Raymond Atchley | End effector |
| WO1985002807A1 (en) | 1983-12-19 | 1985-07-04 | Peter Morellini | Gripping apparatus |
| JPS60162631A (ja) * | 1984-02-03 | 1985-08-24 | Sintokogio Ltd | 樹脂成形品の製造方法 |
| US5227176A (en) | 1991-12-06 | 1993-07-13 | Monsanto Company | Mold for a shaped laminate |
| FR2693146B1 (fr) | 1992-07-02 | 1994-08-19 | Snecma | Installation pour la fabrication par drapage de structures multicouches en matériaux composites. |
| GB2322823A (en) * | 1997-03-07 | 1998-09-09 | Aerovac Systems | Heated vacuum bag |
| DE10035237C1 (de) | 2000-07-20 | 2001-09-06 | Daimler Chrysler Ag | Verfahren und Produktionsanlage zum Herstellen von schalenförmigen, fasermatten-verstärkten Kunststoffteilen |
| JP4721251B2 (ja) * | 2001-09-03 | 2011-07-13 | 富士重工業株式会社 | 複合材補強板の製造方法 |
| US7326044B2 (en) * | 2003-05-05 | 2008-02-05 | Ortho-Active Holdings Inc. | Rapid thermoform pressure forming process and apparatus |
| CA2434447A1 (fr) * | 2003-06-27 | 2004-12-27 | Eduardo Ruiz | Fabrication des composites par un procede d'injection flexible au moyen d'un moule a double chambre ou a chambres multiples |
| US7267542B2 (en) * | 2003-11-13 | 2007-09-11 | The Boeing Company | Molding apparatus and method |
| US7922951B2 (en) * | 2004-12-21 | 2011-04-12 | Corning Incorporated | Plugging methods and apparatus for particulate filters |
| NZ565042A (en) * | 2005-07-05 | 2009-10-30 | Quickstep Technologies Pty Ltd | Composite component production using fluid density and pressure |
| FR2898539B1 (fr) * | 2006-03-20 | 2008-05-23 | Eads Ccr Groupement D Interet | Procede de realisation de panneaux raidis en materiau composite et panneaux ainsi realises |
| FR2898538A1 (fr) * | 2006-03-20 | 2007-09-21 | Eads Ccr Groupement D Interet | Procede de realisation de structures de formes complexes en materiaux composites |
| DE102006030350A1 (de) | 2006-06-30 | 2008-01-03 | Voxeljet Technology Gmbh | Verfahren zum Aufbauen eines Schichtenkörpers |
| US8333864B2 (en) | 2008-09-30 | 2012-12-18 | The Boeing Company | Compaction of prepreg plies on composite laminate structures |
| US7862323B2 (en) * | 2008-03-10 | 2011-01-04 | Jamin Micarelli | Press and method for forming a composite article |
| DE102008017573A1 (de) | 2008-04-07 | 2010-04-15 | Airbus Deutschland Gmbh | Verfahren zur Herstellung eines FVW/FVK-Bauteils aus Rovings mit einem Formwerkzeug und Formwerkzeug zur Durchführung des Verfahrens |
| US8062466B2 (en) * | 2008-05-06 | 2011-11-22 | Asahi Rubber Inc. | Base material for adhesion and silicone rubber-adhered article using thereof |
| US7691222B2 (en) * | 2008-05-28 | 2010-04-06 | The Boeing Company | Flexible tooling method and apparatus |
| US8307872B2 (en) * | 2008-11-13 | 2012-11-13 | The Boeing Company | Apparatus for curing a composite structural member |
| US8548626B2 (en) | 2009-09-03 | 2013-10-01 | Irobot Corporation | Method and device for manipulating an object |
| GB2470618B (en) * | 2009-09-14 | 2011-08-24 | Alexander Fergusson | An improved method of and apparatus for making a composite material |
| DE112011101331T5 (de) | 2010-04-15 | 2013-01-31 | Cornell University | Greif- und Ablegevorrichtung und -verfahren |
| PL3756868T3 (pl) * | 2010-06-23 | 2024-11-18 | Gentex Corporation | Sposób i urządzenie do kształtowania lub formowania wyrobów |
| DE102010043036A1 (de) | 2010-10-28 | 2012-05-03 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Wandelbares anpassungsfähiges Greifersystem |
| WO2012089859A1 (es) | 2010-12-31 | 2012-07-05 | Fundacion Fatronik | Dispositivo de garra para manipulación de elementos flexibles |
| US8556618B2 (en) * | 2011-04-07 | 2013-10-15 | Spirit Aerosystems, Inc. | Method and bladder apparatus for forming composite parts |
| US9764220B2 (en) | 2011-05-03 | 2017-09-19 | Massachusetts Institute Of Technology | Jamming methods and apparatus |
| WO2013064187A1 (en) * | 2011-11-03 | 2013-05-10 | Applus Servicios Tecnológicos S.L | System for forming composite laminates |
| US9381704B2 (en) * | 2012-06-08 | 2016-07-05 | The Boeing Company | Non-vented bladder system for curing composite parts |
| EP3109024B1 (en) * | 2012-06-12 | 2017-11-29 | Mitsubishi Chemical Corporation | Method of molding fiber reinforced plastics |
| US9211660B2 (en) | 2012-12-21 | 2015-12-15 | John Borland | Adjustable support for preformed mold |
| EP2803471B1 (de) | 2013-05-13 | 2016-08-24 | Trumpf GmbH + Co. KG | Bearbeitungsmaschine zum Thermoformen eines thermoplastisch verformbaren Werkstückes |
| WO2015006613A1 (en) | 2013-07-10 | 2015-01-15 | Empire Robotics, Inc. | End effector, apparatus, system and method for gripping and releasing articles and the like |
| US9664210B2 (en) * | 2013-10-19 | 2017-05-30 | Massachusetts Institute Of Technology | Methods and apparatus for layer jamming |
| FR3014008B1 (fr) * | 2013-12-04 | 2016-10-28 | Snecma | Procede d'impregnation d'une preforme fibreuse et dispositif pour la mise en œuvre de ce procede |
| US9889610B2 (en) | 2014-07-29 | 2018-02-13 | The Boeing Company | Automated ply forming and compaction using flexible roller contact |
| CN105522724B (zh) * | 2014-10-24 | 2019-06-04 | 波音公司 | 真空压实装置和对丝束进行压实的方法 |
| GB2532211A (en) | 2014-11-11 | 2016-05-18 | Lee Bools Andrew | Improvements to robotic arm end effectors and their use in the preparation and application of production materials |
| US9481111B1 (en) * | 2015-08-06 | 2016-11-01 | Jack Van Ert | Fused particle tooling |
| DE102015117857A1 (de) * | 2015-10-20 | 2017-04-20 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zum Herstellen eines Bauteils aus einem Faserverbundwerkstoff |
| US20170232688A1 (en) * | 2016-02-15 | 2017-08-17 | General Electric Company | Incorporation Of Jamming Technologies In Tooling For Composites Processing |
| CN106111780B (zh) * | 2016-06-12 | 2020-05-26 | 北京航空航天大学 | 一种基于板材液压胀形成形极限图的测试方法 |
| US10639855B2 (en) * | 2017-02-07 | 2020-05-05 | General Electric Company | Applicator systems for applying pressure to a structure |
-
2017
- 2017-02-07 US US15/426,784 patent/US10639855B2/en active Active
-
2018
- 2018-01-24 JP JP2018009369A patent/JP6987652B2/ja active Active
- 2018-01-25 CA CA2992891A patent/CA2992891A1/en active Pending
- 2018-01-30 EP EP18154127.7A patent/EP3357675B1/en active Active
- 2018-01-30 EP EP25187793.2A patent/EP4603263A3/en active Pending
- 2018-02-07 CN CN201810123000.9A patent/CN108394115B/zh active Active
- 2018-02-07 CN CN202111652087.7A patent/CN114290727B/zh active Active
-
2020
- 2020-03-31 US US16/836,157 patent/US11173674B2/en active Active
-
2021
- 2021-12-01 JP JP2021195375A patent/JP7086445B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CA2992891A1 (en) | 2018-08-07 |
| US20200223160A1 (en) | 2020-07-16 |
| CN108394115A (zh) | 2018-08-14 |
| EP3357675A1 (en) | 2018-08-08 |
| JP2018154119A (ja) | 2018-10-04 |
| EP3357675B1 (en) | 2025-08-13 |
| US20180222130A1 (en) | 2018-08-09 |
| CN114290727A (zh) | 2022-04-08 |
| US10639855B2 (en) | 2020-05-05 |
| CN114290727B (zh) | 2023-03-24 |
| CN108394115B (zh) | 2022-02-18 |
| EP4603263A3 (en) | 2026-02-18 |
| JP7086445B2 (ja) | 2022-06-20 |
| JP2022019882A (ja) | 2022-01-27 |
| US11173674B2 (en) | 2021-11-16 |
| EP4603263A2 (en) | 2025-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7086445B2 (ja) | 構造体に圧力を加えるためのアプリケータシステム | |
| RU2660136C9 (ru) | Система баллонов без отвода или подвода газов для отверждения деталей из композитного материала | |
| US10137640B2 (en) | Method for adhering parts and device for implementing said method | |
| KR102554296B1 (ko) | 브래더를 사용한 오브젝트 표면의 상이한 부분들에 대한 힘들의 적용의 제어 | |
| US20120298311A1 (en) | Apparatus for Void-Free Debulking of Adhesive Bonded Joints | |
| JP5435040B2 (ja) | 電子部品及びその製造方法 | |
| US10369772B2 (en) | Method of making core-stiffened structure | |
| KR102554264B1 (ko) | 가요성 벽을 이용한 물체 표면의 서로 다른 부분들에 대한 힘의 적용의 제어 | |
| CN105189119A (zh) | 层叠体的制造装置及层叠体的制造方法 | |
| JP2019516583A (ja) | 3層ブラダと、複合構造体を製造するための関連するシステム及び方法 | |
| US9370922B1 (en) | Systems and methods for stretch-forming multi-thickness composite skins | |
| JP2014091271A (ja) | 部品加圧装置および方法 | |
| US9943908B2 (en) | Method for incorporating abradable material into a housing by isostatic pressing | |
| US8622109B2 (en) | Pressure debulking system and method | |
| JP5118279B2 (ja) | シリコンゴム製の球状体を用いた接着方法 | |
| CN108290675B (zh) | 用于存放物质的容器 | |
| CN119860330A (zh) | 一种柱塞泵 | |
| JP2001026027A (ja) | 真空積層装置および真空積層方法 | |
| JP2003305708A (ja) | 成形用治具 | |
| HUP0500679A2 (en) | Sucking disc for bossed surface |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190402 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210816 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210813 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211015 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6987652 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |