JP6972165B2 - 付加製造用の装置及び方法 - Google Patents
付加製造用の装置及び方法 Download PDFInfo
- Publication number
- JP6972165B2 JP6972165B2 JP2019553311A JP2019553311A JP6972165B2 JP 6972165 B2 JP6972165 B2 JP 6972165B2 JP 2019553311 A JP2019553311 A JP 2019553311A JP 2019553311 A JP2019553311 A JP 2019553311A JP 6972165 B2 JP6972165 B2 JP 6972165B2
- Authority
- JP
- Japan
- Prior art keywords
- laser
- variable
- interferometer
- metal deposition
- distance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 158
- 238000004519 manufacturing process Methods 0.000 title claims description 72
- 239000000654 additive Substances 0.000 title claims description 10
- 230000000996 additive effect Effects 0.000 title claims description 10
- 238000005259 measurement Methods 0.000 claims description 130
- 230000003287 optical effect Effects 0.000 claims description 116
- 230000008569 process Effects 0.000 claims description 85
- 238000001465 metallisation Methods 0.000 claims description 71
- 239000000843 powder Substances 0.000 claims description 66
- 239000000463 material Substances 0.000 claims description 64
- 238000003754 machining Methods 0.000 claims description 61
- 239000000155 melt Substances 0.000 claims description 38
- 238000003466 welding Methods 0.000 claims description 25
- 239000011324 bead Substances 0.000 claims description 21
- 238000001514 detection method Methods 0.000 claims description 12
- 238000012545 processing Methods 0.000 claims description 11
- 230000008859 change Effects 0.000 claims description 8
- 239000002184 metal Substances 0.000 claims description 8
- 238000003325 tomography Methods 0.000 claims description 7
- 239000000203 mixture Substances 0.000 claims description 4
- 238000007740 vapor deposition Methods 0.000 claims description 4
- 230000002123 temporal effect Effects 0.000 claims description 3
- 238000010586 diagram Methods 0.000 description 19
- 238000005305 interferometry Methods 0.000 description 12
- 238000000151 deposition Methods 0.000 description 10
- 230000008021 deposition Effects 0.000 description 8
- 238000004886 process control Methods 0.000 description 8
- 238000010146 3D printing Methods 0.000 description 6
- 238000011161 development Methods 0.000 description 4
- 230000033001 locomotion Effects 0.000 description 4
- 238000012544 monitoring process Methods 0.000 description 4
- 238000005253 cladding Methods 0.000 description 3
- 238000001914 filtration Methods 0.000 description 3
- 230000003993 interaction Effects 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000004372 laser cladding Methods 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 238000010397 one-hybrid screening Methods 0.000 description 1
- 238000012014 optical coherence tomography Methods 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 238000012887 quadratic function Methods 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
- B23K26/032—Observing, e.g. monitoring, the workpiece using optical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/53—Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/90—Means for process control, e.g. cameras or sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
- B23K26/0344—Observing the speed of the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/044—Seam tracking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/046—Automatically focusing the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/144—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor the fluid stream containing particles, e.g. powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
- B23K26/1464—Supply to, or discharge from, nozzles of media, e.g. gas, powder, wire
- B23K26/147—Features outside the nozzle for feeding the fluid stream towards the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
- B23K26/1464—Supply to, or discharge from, nozzles of media, e.g. gas, powder, wire
- B23K26/1476—Features inside the nozzle for feeding the fluid stream through the nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/343—Metering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
- G01B11/2441—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures using interferometry
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
- B23K26/034—Observing the temperature of the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
- B29C64/135—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask the energy source being concentrated, e.g. scanning lasers or focused light sources
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Plasma & Fusion (AREA)
- Automation & Control Theory (AREA)
- Analytical Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- General Physics & Mathematics (AREA)
- Laser Beam Processing (AREA)
- Powder Metallurgy (AREA)
- Length Measuring Devices By Optical Means (AREA)
Description
Claims (18)
- 付加製造用の装置(100)であって、
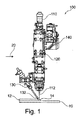
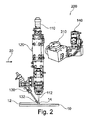
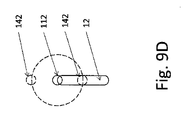
レーザービーム(112)による材料加工のためのレーザー装置(110)であって、前記レーザービーム(112)をワークピース(10)の加工領域上に向けるように構成されているレーザー装置(110);
供給材料のための少なくとも1つの供給装置(130)であって、前記供給材料を前記加工領域に供給するように構成されている供給装置;及び
干渉計(140)を備えた干渉計ユニットであって、少なくとも1つの光学的測定ビーム(142)により前記ワークピース(10)の表面までの距離を測定するように構成されている干渉計ユニット
を備えていることを特徴とする付加製造用の装置。 - 請求項1に記載の装置(100)であって、前記干渉計ユニットが、生成された溶接ビード(12)の大きさ、生成された溶接ビード(12)の高さ、生成された溶接ビード(12)の位置、前記ワークピース(10)の表面の位置及び前記ワークピース(10)の表面の形状を含む群から選ばれる少なくとも1つの物理変数を、前記距離測定により、決定するように構成されている装置。
- 請求項1又は2に記載の装置(100)であって、前記干渉計ユニットが、前記ワークピース(10)の前記加工領域までの距離及び/又は前記加工領域に隣接する前記ワークピース(10)の領域までの距離を測定するように構成されている装置。
- 請求項1〜3のいずれか1項に記載の装置(100)であって、更に、少なくとももう1つの追加の物理変数を検出するための検出手段を備え、
前記追加の物理変数が、前記供給材料の供給流量、前記供給装置の供給速度、レーザー出力、前記レーザービーム(112)の焦点直径、熔融溜りの寸法及び前記熔融溜りの温度から選択されることを特徴とする装置。 - 請求項1〜4のいずれか1項に記載の装置であって、
溶接プロセスの少なくとも1つの物理変数(1096)の検出のための検出手段(1097)並びに、前記少なくとも1つの検出された物理変数(1060)及び/又はその変化の関数として、少なくとも1つのプロセスパラメータ(1060)を調整するための作動手段を備え、
レーザー金属蒸着用の加工ヘッド(1090)並びに距離検出装置(10097)を備え、前記距離検出装置は、前記部品(1020)からの前記加工ヘッド(1090)の距離の測定用に構成されており、及び/又は前記距離検出装置は、干渉断層撮影装置(1097)を備えるか又は干渉断層撮影装置と光学的に結合されている、
部品(1020)の付加レーザー金属蒸着(1095)用の装置(1035)であることを特徴とする装置。 - 請求項1〜5のいずれか1項に記載の装置(100)であって、
前記装置が、前記干渉計ユニットによって測定された距離に基づいて、及び/又は前記少なくとも1つの決定された物理変数に基づいて、及び/又は前記少なくとも1つの検出された物理変数に基づいて、前記レーザー装置(110)及び/又は前記少なくとも1つの供給装置(130)を制御するように構成されている制御部を備えることを特徴とする装置。 - 請求項6に記載の装置(100)であって、
前記制御部が、少なくとも1つのプロセス入力変数を制御することによって、前記レーザー装置(110)及び/又は前記少なくとも1つの供給装置(130)を制御するように、構成されており、
ここで、前記プロセス入力変数は、前記ワークピース(10)に対する前記装置の移動方向、前記ワークピース(10)に対する移動速度、前記供給装置(130)の供給速度、前記供給材料の供給流量、粉末流速、粉末量、粉末組成、粉末供給方向、ワイヤ供給方向、ワイヤ送り速度、ワーキングディスタンス、プロセスガス組成、プロセスガス圧、レーザー焦点直径、光軸の位置、レーザー焦点位置、レーザーパルス幅、及びレーザー出力から選択される、
ことを特徴とする装置。 - 請求項6又は7に記載の装置(100)であって、
前記制御部が、前記加工領域又は前記溶接ビード(12)又は前記付加製造プロセスのモデルからのずれが最大閾値未満に維持され及び/又は極小となるように、少なくとも1つのプロセス変数を調整するように、構成されていることを特徴とする装置。 - 請求項1〜8のいずれか1項に記載の装置(100)であって、
前記干渉計(140)が、コヒーレンス干渉計又は低コヒーレンス干渉計であり、
及び/又は
前記干渉計(140)が、前記レーザー装置(110)のビーム経路に前記光学的測定ビーム(142)をカップリングするように構成されており、又は
前記干渉計(140)が、前記光学的測定ビーム(142)のための、前記レーザー装置(110)の前記ビーム経路から分離された、ビーム経路を備える、
ことを特徴とする装置。 - 請求項1〜9のいずれか1項に記載の装置(100)であって、
前記干渉計(140)が、前記光学的測定ビーム(142)を前記レーザービーム(112)に対して固定して提供するように構成されており、及び/又は、
前記干渉計(140)が、前記光学的測定ビーム(142)を前記レーザービーム(112)に対して可動的に提供するように構成されており、及び/又は、
前記干渉計が、前記少なくとも1つの光学的測定ビーム(142)を、先行領域での1つの位置と後続領域での1つの位置との間で、直線的又は円軌道で前後に移動させるように構成されている、
ことを特徴とする装置。 - 請求項1〜10のいずれか1項に記載の装置であって、
前記光学的測定ビーム(142)の波長領域の少なくとも1つの中央波長が、1,550nm、1,310nm、1,080nm、1,030nm及び/又は830nmであることを特徴とする装置。 - 請求項1〜11のいずれか1項に記載の装置(100)であって、
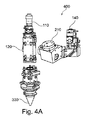
前記少なくとも1つの供給装置(130,730)が、供給材料として粉末又はワイヤ(731)を供給するように構成されており、及び/又は、環状ジェット粉末ノズル(330)、多重ジェット粉末ノズル(530)及び軸外粉末ノズルからなるグループから選択されることを特徴とする装置。 - 請求項1〜12のいずれか1項に記載の装置(100)であって、
前記装置(100)が、レーザー金属蒸着ヘッドであることを特徴とする装置。 - 請求項1〜13のいずれか1項に記載の装置を用いた、部品(1020)の付加レーザー金属蒸着用の方法であって、
前記レーザー金属蒸着の間に溶接プロセスの少なくとも1つの物理変数(1096)が検出され、検出された該少なくとも1つの物理変数(1096)及び/又はその変化に依存して、前記方法の少なくとも1つのプロセス変数(1060)が調整されることを特徴とする方法。 - 請求項14に記載の方法であって、
前記物理的な変数(1096)が、少なくとも、前記溶接プロセスの間に製造された部品(1020)の幾何形状変数(1096)及び/又はこれから派生した変数及び/又は前記レーザー金属蒸着の間に堆積された層の高さ及び/又はこれから派生した変数であることを特徴とする方法。 - 請求項14又は15に記載の方法であって、
レーザー金属蒸着のために、溶接材料用の供給装置(2165)が使用され、
前記少なくとも1つの物理変数は、少なくとも、当該供給装置(2165)の供給流量及び/又は供給速度及び/又は前述の変数の1つ以上から派生した変数であり、
及び/又は
前記少なくとも1つの物理変数が、少なくとも、前記レーザー(1030)の出力及び/又は前記レーザー(1030)の焦点の寸法及び/又は前述の変数の1つ以上から派生した変数である、
ことを特徴とする方法。 - 請求項14〜16のいずれか1項に記載の方法であって、
前記レーザー金属蒸着が、熔融溜り(2140)を用いて行なわれ、前記少なくとも1つの物理変数が、少なくとも、前記熔融溜り(2140)の寸法及び/又はこれから派生した変数であり、
及び/又は
前記レーザー金属蒸着では、加工ヘッド(90)が使用され、そして前記少なくとも1つの変数は、前記部品(20)からの前記加工ヘッド(90)の距離及び/又はこれから派生した変数であり、
及び/又は
前記少なくとも1つのプロセス変数(1060)が、部品(1020)に対する前記レーザー(1030)の焦点の位置及び/又は当該焦点の位置の時間的変化及び/又はこれから派生した変数である、
ことを特徴とする方法。 - 請求項14〜17のいずれか1項に記載の方法であって、
前記少なくとも1つのプロセス変数(1060)が、前記部品(1020)のモデル及び/又は前記レーザー金属蒸着(1095)のモデルからのずれが最大閾値未満に維持され及び/又は極小とされるように、調整されることを特徴とする方法。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017106975.5 | 2017-03-31 | ||
| DE102017106975 | 2017-03-31 | ||
| EP18157417.9 | 2018-02-19 | ||
| EP18157417 | 2018-02-19 | ||
| EP18157600.0 | 2018-02-20 | ||
| EP18157600 | 2018-02-20 | ||
| PCT/EP2018/058421 WO2018178387A1 (de) | 2017-03-31 | 2018-04-03 | Vorrichtung und verfahren zur additiven fertigung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020530525A JP2020530525A (ja) | 2020-10-22 |
| JP2020530525A5 JP2020530525A5 (ja) | 2021-01-07 |
| JP6972165B2 true JP6972165B2 (ja) | 2021-11-24 |
Family
ID=63674298
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019553311A Active JP6972165B2 (ja) | 2017-03-31 | 2018-04-03 | 付加製造用の装置及び方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11691215B2 (ja) |
| EP (1) | EP3585541A1 (ja) |
| JP (1) | JP6972165B2 (ja) |
| CN (1) | CN110869149B (ja) |
| WO (1) | WO2018178387A1 (ja) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10124410B2 (en) * | 2010-09-25 | 2018-11-13 | Ipg Photonics Corporation | Methods and systems for coherent imaging and feedback control for modification of materials |
| DE102017108534A1 (de) * | 2017-04-21 | 2018-10-25 | Eos Gmbh Electro Optical Systems | Kontrolle eines additiven Fertigungsprozesses |
| JP6932248B2 (ja) * | 2018-04-09 | 2021-09-08 | 東京エレクトロン株式会社 | レーザー加工装置、レーザー加工システム、およびレーザー加工方法 |
| CN108907456B (zh) * | 2018-08-07 | 2020-08-07 | 广东工业大学 | 一种微间隙焊缝跟踪方法、系统及控制终端 |
| WO2020079870A1 (ja) * | 2018-10-19 | 2020-04-23 | 三菱電機株式会社 | 付加製造装置および付加製造方法 |
| EP3650140A1 (de) * | 2018-11-12 | 2020-05-13 | Siemens Aktiengesellschaft | Verfahren zur additiven fertigung und fertigungsanlage |
| DE102019208697A1 (de) * | 2019-06-14 | 2020-12-17 | Siemens Aktiengesellschaft | Verfahren zur additiven Fertigung eines Werkstücks, Steuereinrichtung und Fertigungseinrichtung |
| IT201900009366A1 (it) * | 2019-06-18 | 2020-12-18 | Prima Ind Spa | Apparato di lavorazione laser e procedimento di lavorazione laser corrispondente |
| WO2021095096A1 (ja) * | 2019-11-11 | 2021-05-20 | 三菱電機株式会社 | 積層造形装置 |
| CN111060026B (zh) * | 2019-12-31 | 2021-06-22 | 天津镭明激光科技有限公司 | 基于激光位移传感器同轴送粉设备检测熔覆质量的方法 |
| DE102020000636B4 (de) | 2020-01-30 | 2021-12-02 | Lessmüller Lasertechnik GmbH | Verfahren und Vorrichtung zum Durchführen und Überwachen eines Bearbeitungsprozesses eines Werkstücks |
| DE102020000630B4 (de) | 2020-01-30 | 2021-12-02 | Lessmüller Lasertechnik GmbH | Verfahren und Vorrichtung zum Durchführen und Überwachen eines Bearbeitungsprozesses eines Werkstücks |
| DE102020103175A1 (de) | 2020-02-07 | 2021-08-12 | Trumpf Laser- Und Systemtechnik Gmbh | Materialabscheidungseinheit zum Pulverauftragsschweißen |
| WO2021183919A1 (en) | 2020-03-12 | 2021-09-16 | Magic Leap, Inc. | Methods and apparatuses for casting optical polymer films |
| JP7537055B2 (ja) | 2020-03-30 | 2024-08-21 | ニデックマシンツール株式会社 | 三次元積層装置、制御方法、及びプログラム |
| IT202000006880A1 (it) * | 2020-04-01 | 2021-10-01 | Adige Spa | Sistema ottico combinato per misure dimensionali e termiche, e relativo procedimento di funzionamento |
| CN111590198B (zh) * | 2020-06-01 | 2021-05-07 | 华中科技大学 | 利用高频/超高频微振动实现激光光斑动态调节的激光头 |
| CN111702174B (zh) * | 2020-06-22 | 2022-09-16 | 镭脉工业科技(上海)有限公司 | 一种应用oct技术的增材制造装置及其使用方法 |
| CN111702175A (zh) * | 2020-06-22 | 2020-09-25 | 镭脉工业科技(上海)有限公司 | 一种应用oct技术的增材制造方法 |
| JP7416246B2 (ja) * | 2020-07-01 | 2024-01-17 | 株式会社ニコン | 加工システム及び光学装置 |
| JP2022013004A (ja) * | 2020-07-02 | 2022-01-18 | 株式会社リコー | 立体造形装置 |
| US20220055147A1 (en) * | 2020-08-19 | 2022-02-24 | Panasonic Intellectual Property Management Co., Ltd. | Laser processing apparatus and laser processing method |
| CN112172138B (zh) * | 2020-09-07 | 2021-11-19 | 大连理工大学 | 一种光粉水平间距可调的激光沉积头装置以及光粉非同轴增材制造方法 |
| US20220143743A1 (en) * | 2020-11-10 | 2022-05-12 | Formalloy Technologies, Inc. | Working distance measurement for additive manufacturing |
| DE102021208745A1 (de) | 2021-08-11 | 2023-02-16 | Trumpf Laser- Und Systemtechnik Gmbh | Verfahren und Vorrichtung zur Pulverinjektionsüberwachung beim Laserstrahlauftragschweißen |
| KR102512669B1 (ko) * | 2021-08-13 | 2023-03-22 | 한국생산기술연구원 | 복셀-바이-복셀 멀티 재료 3차원 프린팅 장치 |
| DE102021208974A1 (de) * | 2021-08-16 | 2023-02-16 | HPL Technologies GmbH | Beschichtungsvorrichtung zur Oberflächenveredelung von einem Werkstück |
| CN114318326B (zh) * | 2021-10-22 | 2023-10-27 | 苏州工业职业技术学院 | 一种具有气体保护的激光熔覆装置、系统及其方法 |
| US20230158751A1 (en) * | 2021-11-24 | 2023-05-25 | Abb Schweiz Ag | Systems and methods of displacement control in additive manufacturing of electronic components |
| CN114574854B (zh) * | 2022-02-28 | 2022-12-02 | 中国矿业大学 | 一种脉冲激光原位冲击辅助激光熔覆装置及使用方法 |
| CN114714628B (zh) * | 2022-04-18 | 2023-05-16 | 中国人民解放军32181部队 | 激光定向能沉积形状精度控制方法 |
| PL4296612T3 (pl) | 2022-06-24 | 2024-09-16 | Raylase Gmbh | Urządzenie do obróbki laserowej z modułem pomiarowym z regulowaną różnicą długości ścieżki |
| CN115889975B (zh) * | 2023-01-31 | 2024-05-24 | 广东工业大学 | 一种激光焊接过程监测系统及方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2307509A1 (en) * | 1999-05-04 | 2000-11-04 | Laser Sensor Technology, Inc. | Method and apparatus for particle assessment using multiple scanning beam reflectance |
| US7339712B2 (en) | 2005-03-22 | 2008-03-04 | 3D Systems, Inc. | Laser scanning and power control in a rapid prototyping system |
| DE102007016444B4 (de) | 2007-04-05 | 2024-08-22 | Precitec Optronik Gmbh | Bearbeitungseinrichtung |
| CN101349551B (zh) * | 2007-07-20 | 2012-08-29 | 通用电气公司 | 轮廓测定设备及操作方法 |
| DE102008056695B4 (de) * | 2008-11-11 | 2020-03-12 | Precitec Gmbh & Co. Kg | Laserbearbeitungskopf zur Bearbeitung eines Werkstücks mittels eines Laserstrahls |
| DE102010016862B3 (de) | 2010-05-10 | 2011-09-22 | Precitec Optronik Gmbh | Materialbearbeitungsvorrichtung mit in-situ Messen des Bearbeitungsabstands |
| EP2474404B1 (en) | 2011-01-06 | 2014-12-03 | LUXeXcel Holding B.V. | Print head, upgrade kit for a conventional inkjet printer, printer and method for printing optical structures |
| CN102319959A (zh) * | 2011-08-22 | 2012-01-18 | 华南理工大学 | 一种基于相干激光的表面微结构成形系统 |
| DE102014202020B4 (de) * | 2014-02-05 | 2016-06-09 | MTU Aero Engines AG | Verfahren und Vorrichtung zur Bestimmung von Eigenspannungen eines Bauteils |
| US10252466B2 (en) * | 2014-07-28 | 2019-04-09 | Massachusetts Institute Of Technology | Systems and methods of machine vision assisted additive fabrication |
| DE102014011569B4 (de) | 2014-08-02 | 2016-08-18 | Precitec Optronik Gmbh | Verfahren zum Messen des Abstands zwischen einem Werkstück und einem Bearbeitungskopf einer Laserbearbeitungsvorrichtung |
| JP5905060B1 (ja) * | 2014-09-16 | 2016-04-20 | 株式会社東芝 | 積層造形装置および積層造形方法 |
| DE102014219656A1 (de) * | 2014-09-29 | 2016-03-31 | Siemens Aktiengesellschaft | Verfahren zur Herstellung von Komponenten für Gasturbinen, sowie deren Produkte |
| US20180143147A1 (en) | 2015-05-11 | 2018-05-24 | Board Of Regents, The University Of Texas System | Optical-coherence-tomography guided additive manufacturing and laser ablation of 3d-printed parts |
| US20170239719A1 (en) * | 2016-02-18 | 2017-08-24 | Velo3D, Inc. | Accurate three-dimensional printing |
-
2018
- 2018-04-03 WO PCT/EP2018/058421 patent/WO2018178387A1/de unknown
- 2018-04-03 EP EP18719452.7A patent/EP3585541A1/de active Pending
- 2018-04-03 JP JP2019553311A patent/JP6972165B2/ja active Active
- 2018-04-03 US US16/499,673 patent/US11691215B2/en active Active
- 2018-04-03 CN CN201880035836.1A patent/CN110869149B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018178387A1 (de) | 2018-10-04 |
| CN110869149B (zh) | 2022-06-28 |
| CN110869149A (zh) | 2020-03-06 |
| EP3585541A1 (de) | 2020-01-01 |
| JP2020530525A (ja) | 2020-10-22 |
| US11691215B2 (en) | 2023-07-04 |
| US20200038954A1 (en) | 2020-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6972165B2 (ja) | 付加製造用の装置及び方法 | |
| US11148232B2 (en) | Laser machining system and laser machining method | |
| CN110352104B (zh) | 用于基于构建材料的局部热导率来制造部件的系统及方法 | |
| CA2792322C (en) | Laser processing head and method for processing a workpiece by means of a laser beam | |
| US11402626B2 (en) | Deflector | |
| JP6100379B2 (ja) | 三次元画像化溶接経路制御を有する自動化された超合金レーザークラッディングのための方法 | |
| JP6645960B2 (ja) | 工作物へのレーザービームの進入深さを測定する方法、及び、レーザー加工装置 | |
| CA2774745C (en) | Welding head and method for joining a workpiece | |
| JP6125640B2 (ja) | 三次元画像化溶接経路制御を有する自動化された超合金レーザークラッディングシステム | |
| US20160059347A1 (en) | Machining Head for a Laser Machining Device | |
| JP7407828B2 (ja) | 加工物をレーザビームによって加工するためのレーザ加工システムとレーザ加工システムを制御する方法 | |
| CN112074361B (zh) | 用于相对于能量束的中心纵轴调节粉末流的装置 | |
| JP2010523336A (ja) | 加工装置および材料加工方法 | |
| CN112839765B (zh) | 用于求取加工过程的特征参量的方法和加工机 | |
| US20220072620A1 (en) | Method And Apparatus For Additive Manufacturing Of A Workpiece | |
| CN110914013A (zh) | 用于测量和调节加工头和工件之间的距离的方法和装置 | |
| JP6927842B2 (ja) | 三次元的な物体を付加的に製造するための装置用の露光装置 | |
| Kittel et al. | Approach for advanced working distance monitoring and control capability in laser metal deposition processing for additive manufacturing | |
| JP2021066960A (ja) | 3次元の物体を付加製造する装置 | |
| RU2795069C2 (ru) | Системы и способы контроля и/или управления обработкой с вобуляцией с использованием встроенной когерентной визуализации (ici) | |
| Schinderling et al. | In-process monitoring of track geometry as a control approach for laser metal deposition |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201117 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210831 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211005 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211102 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6972165 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |