JP6929151B2 - Vehicle side rails - Google Patents
Vehicle side rails Download PDFInfo
- Publication number
- JP6929151B2 JP6929151B2 JP2017132748A JP2017132748A JP6929151B2 JP 6929151 B2 JP6929151 B2 JP 6929151B2 JP 2017132748 A JP2017132748 A JP 2017132748A JP 2017132748 A JP2017132748 A JP 2017132748A JP 6929151 B2 JP6929151 B2 JP 6929151B2
- Authority
- JP
- Japan
- Prior art keywords
- mounting
- web
- mounting holes
- side rail
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 description 8
- 239000002828 fuel tank Substances 0.000 description 6
- 230000004888 barrier function Effects 0.000 description 3
- 239000000969 carrier Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
Images


Landscapes
- Body Structure For Vehicles (AREA)
Description
本発明は、車両のフレームを構成する車両用サイドレールに関する。 The present invention relates to a vehicle side rail that constitutes a vehicle frame.
トラックなどの商用車に用いられるフレームを構成するサイドレールのウェブには、架装固有の各種機器、配管、配線、燃料タンク及びバッテリキャリアなどの部品を取り付けるための取付け穴を形成することが知られている(特許文献1を参照)。
ウェブの取付け穴は、サイドレール毎、取付仕様を考慮して、ウェブの所定の位置に形成したり、どのような取付仕様でも満たすべく予めウェブにランダムに同じ大きさの取付け穴を多数、形成したりしている。
It is known that the web of the side rails that make up the frame used for commercial vehicles such as trucks will form mounting holes for mounting parts such as various equipment, piping, wiring, fuel tanks, and battery carriers that are unique to the installation. (See Patent Document 1).
The mounting holes for the web are formed at predetermined positions on the web for each side rail in consideration of the mounting specifications, or a large number of mounting holes of the same size are randomly formed on the web in advance to satisfy any mounting specifications. I'm doing it.
ところが、部品の取付仕様にしたがい各取付け穴をウェブに形成するサイドレール(ノンモジューラタイプ)は、全ての取付け穴を、その都度、部品の取付け仕様によって形成するため、バリアンツ(仕様違い)が増え、製造コストの負担が大きくなる。またランダムに同じ大きさの取付け穴をウェブに多数形成するのでは(モジューラタイプ)、部品の取付けに使用しない不要な穴が多く、フレーム強度を損ねる難点がある。 However, the side rails (non-modular type) that form each mounting hole on the web according to the mounting specifications of the parts have all the mounting holes formed according to the mounting specifications of the parts each time, so the number of variants (differences in specifications) increases. , The burden of manufacturing cost increases. In addition, if a large number of mounting holes of the same size are randomly formed on the web ( modular type ), there are many unnecessary holes that are not used for mounting parts, and there is a problem that the frame strength is impaired.
そこで、本発明の目的は、バリアンツおよび製造コストを低減しつつ、フレーム強度を確保することができる車両用サイドレールを提供することにある。 Therefore, an object of the present invention is to provide a vehicle side rail capable of ensuring frame strength while reducing barriers and manufacturing costs.
本発明の態様は、車両に搭載される部品を取り付けるための取付け穴が形成されたウェブと、ウェブの両端に設けられたフランジを備える車両用サイドレールであって、ウェブは、フランジ側の端部領域と、端部領域に挟まれる中央領域と、を含み、中央領域においては、取付け穴が所定の規則性を有するパターン配列で形成され、端部領域は、部品を取り付けるための取付け穴が部品の仕様に応じて設けられる領域であり、中央領域に形成された取付け穴よりも大きい取付け穴が形成されるものとした。 本発明によれば、車両用サイドレールのウェブのうち、高重量の部品の取付けに適する各フランジ側の端部領域は、部品の取付け仕様にしたがい適宜に取付け穴が形成される領域となり、端部領域で挟まれる中央領域は、配管、配線及びその他の軽量な部品が自由に取り付けられる領域となる。
これにより、ウェブの中央領域においては、予め設定されたパターン配列の取付け穴の利用で、自由に軽量部品の取付けが行える。ウェブの端部領域においては、部品の取付け仕様にしたがい形成した取付け穴だけで、高重量部品の取付けがすむ。
つまり、ウェブの中央領域に形成された取付け穴により、車両用サイドレールのバリアンツは低減され、製造コストは抑えられる。しかも、ウェブの端部領域は、部品の取り付けに用いるだけの取付け穴しか形成されないので、不必要な取付け穴はなく、無用なサイドレールの強度低下は抑えられる。
それ故、車両用サイドレールは、バリアンツおよび製造コストを低減しつつ、フレーム強度を確保することができる。
また、中央領域において、予め設定されたパターン配列は千鳥状としても良い。
An aspect of the present invention is a vehicle side rail having a web formed with mounting holes for mounting components mounted on a vehicle and flanges provided at both ends of the web, and the web is a flange-side end. The central region includes a partial region and a central region sandwiched between the end regions. In the central region, mounting holes are formed in a pattern arrangement having a predetermined regularity, and in the end region , mounting holes for mounting parts are provided. an area provided in accordance with the component specifications and shall mounting holes are made form larger than the mounting hole formed in the central region. According to the present invention, in the web of the side rail for a vehicle, the end region on each flange side suitable for mounting a heavy component becomes a region in which a mounting hole is appropriately formed according to the mounting specifications of the component, and the end. The central area sandwiched between the parts is an area where piping, wiring and other lightweight parts can be freely attached.
As a result, in the central region of the web, lightweight parts can be freely mounted by using the mounting holes of the preset pattern arrangement. In the edge region of the web, heavy parts can be mounted only with the mounting holes formed according to the mounting specifications of the parts.
That is, the mounting holes formed in the central region of the web reduce the barriers of the vehicle side rails and reduce manufacturing costs. Moreover, since only mounting holes used for mounting parts are formed in the end region of the web, there are no unnecessary mounting holes, and unnecessary decrease in strength of the side rail can be suppressed.
Therefore, vehicle side rails can ensure frame strength while reducing variants and manufacturing costs.
Further, in the central region, the preset pattern arrangement may be staggered.
本発明によれば、バリアンツおよび製造コストを低減しつつ、フレーム強度を確保することができる車両用サイドレールを提供することができる。 According to the present invention, it is possible to provide a vehicle side rail capable of ensuring frame strength while reducing barriers and manufacturing costs.
以下、本発明を図1〜図3に示す一実施形態にもとづいて説明する。
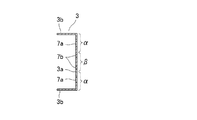
図1は、例えば運送を目的とするトラック等の商用車(車両)に適用されるラダー形のフレームを示し、図2はフレームを構成するサイドレールの断面を示し、図3はサイドフレームにおける取付け穴の形成の仕方を示している。
Hereinafter, the present invention will be described with reference to one embodiment shown in FIGS. 1 to 3.
FIG. 1 shows a ladder-shaped frame applied to a commercial vehicle (vehicle) such as a truck for the purpose of transportation, FIG. 2 shows a cross section of a side rail constituting the frame, and FIG. 3 shows mounting on the side frame. It shows how to form a hole.
すなわち図1中の符号3は、フレーム1を構成する車両前後方向に延びる一対のサイドレール3(本願の車両用サイドレールに相当)を示している。サイドレール3は、いずれも溝形状の断面をもつレール部材から構成される。具体的にはサイドレール3は、いずれも図2の断面図に示されるように板状をなすウェブ3aと、ウェブ3aの両端に並行に設けられた一対のフランジ3bとを有して構成される。ちなみに、一対のサイドレール3は、開口を内側へ向けて配置される。
That is,
ラダー形のフレーム1は、この一対のサイドレール3間の複数箇所に、二点鎖線に示されるようにクロスメンバ5を設けることによって構成される。
フレーム1の側部をなす各サイドレール3の側面には、車両に搭載される部品、例えば架装固有の各種機器、配管、配線、エアタンク、燃料タンク、サスペンションブラケット、バッテリキャリア(いずれも図示しない)などの部品が取付けられる。このため、各サイドレール3のウェブ3aには、こうした各種部品を取付けるため、径の小さい取付け穴7a、取付け穴7aよりも大きな径の取付け穴7bといった二種類の取付け穴が設けられる。
The ladder-shaped frame 1 is configured by providing
On the side surface of each
本実施形態の各サイドレール3には、取付け穴7a,7bの形成の仕方によって、バリアンツ(仕様違い)の低減、製造コストや剛性低下を抑える工夫が講じられている。なお、各サイドレール3はいずれも同じ構造が用いられているので、ここでは一方のサイドレール3について説明する。
Each
すなわち、サイドレール3のウェブ3aのうち、各フランジ3bに連結するフランジ3b側のウェブ部分は、高重量の部品の取付けに適している。
そのため、サイドレール3のウェブ3aにおいては、例えば、図1および図2に示されるように制約の多い先細形状となった車両前端部γを除く全体を、高重量の部品の取付けに適する各フランジ3b側の端部領域αと、これら端部領域αで挟まれる一点鎖線で示される帯形の中央領域β(図1の一点鎖線で囲まれる領域)とに分けることができる。ちなみにウェブ3aは、端部領域αと中央領域βとが含まれていればよい。
That is, of the
Therefore, in the
ウェブ3aの中央領域βは、重量の少ない部品、例えば配管、配線又はその他の軽量な部品の取付けが自由に行える領域にしている。そのため中央領域βには、予め径の小さい取付け穴7bが、所定の規則性を有するパターン配列で多数個、形成されている。例えば小径の取付け穴7bは、予め所定の間隔で千鳥状に多数個、配列したパターンで、サイドレール3の全長に渡り連続して設けられている。
The central region β of the
またウェブ3aの端部領域αは、高重量の部品、例えばサスペンションブラケット、燃料タンクやバッテリキャリアなどの部品の取付けが行える領域としている。さらに述べると各端部領域αは、燃料タンクやバッテリキャリアなどの部品の取付け仕様を考慮して、端部領域αの所定の位置に、高重量の部品の取付けに適した径の大きな取付け穴7aを形成するというテーラメイドの領域としている。つまり、高重量の部品の取付け穴7aについては、予め取付け7bが形成されているサイドレール3を素材として、後加工で端部領域βに、部品の取付け仕様に合わせて取付け穴7aを形成するという手法で形成される。
Further, the end region α of the
こうしたサイドレール3に取付け穴7a,7bを形成するときは、例えば図3(a)に示されるように予めウェブ3aの中央領域βに、径の小さな取付け穴7bを所定のパターン配列(ここでは千鳥状配列)で形成したサイドレール3を用意する。
この段階では、配管、配線及びその他の軽量な部品の取付けに用いる取付け穴7bについては、既に所定のパターン配列で形成されているため、どのような車種でも共通に利用できる機能をもつことになる。
When the
At this stage, the
この後、図3(b)に示されるようにウェブ3aの各端部領域αに対し、高重量の部品、例えば燃料タンクやバッテリキャリアなどの部品の取付け仕様を考慮して、所定の位置にそれぞれ穴加工を施し、径の大きな取付け穴7aを形成する。この際、サイドレール3の前部の先細部分にも、径の大きな取付け穴7aを形成する。ここでは、サイドレール3の長手方向前側、中央側及び後側の所定位置に取付け穴7aが設けられる。
After that, as shown in FIG. 3B, in consideration of the mounting specifications of heavy parts, for example, parts such as a fuel tank and a battery carrier, at each end region α of the
こうしたサイドレール3に対して各種部品の架装が行われる。
この際、燃料タンクやバッテリキャリアなど高重量の部品は、ブラケット(図示しない)を介して、既に部品仕様に合わせて端部領域αに形成された取付け穴7aに取り付けると、部品の据え付けが行える。
また各種機器から延びる配管や配線又はその他の軽量な部品は、ブラケット具や係止具(図示しない)を介して、中央領域βに形成されている取付け穴7bに取り付けて、サイドレール3沿いに据え付けると、各種配管や配線の配索が行える。
Various parts are mounted on the
At this time, if a heavy component such as a fuel tank or a battery carrier is attached to a
Further, pipes, wirings or other lightweight parts extending from various devices are attached to the
以上のようにサイドレール3は、ウェブ3aのフランジ3b側の端部領域αを、部品の取付け仕様にしたがい取付け穴7aを適宜形成する領域とし、端部領域αで挟まれるウェブ3aの中央領域βを、所定のパターン配列で配置された取付け穴7bを用いて、配管、配線又はその他の軽量な部品が自在に取付けられる領域としたことにより、サイドレール3の中央領域βでは、車種や部品の取付け位置にかかわらず、共通の取付け穴7bのパターン配列を利用して、部品を自由な位置や姿勢で取り付けることができる。
As described above, in the
特に中央領域βの取付け穴7bは、そのままのパターン配列で、多くの軽量部品の取付けが可能となるから、その分、サイドレール3のバリアンツ(仕様違い)は低減されるだけでなく、サイドレール3の製造コストも抑えられる。
しかも、端部領域αには、部品の取付け仕様を考慮した取付け穴7aだけが形成される。すなわち取付け穴7aは、必要な箇所に必要な数量だけ形成されるので、端部領域αには不必要な取付け穴が形成されることはなく、無用なウェブの剛性強度の低下は抑えられる。
In particular, since the mounting
Moreover, only the mounting
したがって、サイドレール3は、部品の取付け仕様を考慮した取付け穴7aが形成される端部領域α、パターン配列で取付け穴7bが形成された中央領域βの採用により、バリアンツおよび製造コストを低減しつつ、フレーム強度の確保ができる。
Therefore, the
なお、本発明は、上述した一実施形態に限定されるものではなく、本発明の主旨を逸脱しない範囲内で種々可変して実施しても構わない。例えば、上記一実施形態では、ウェブの中央領域に千鳥状のパターン配列で径の小さい取付け穴を形成した例を挙げたが、これに限らず、他のパターン配列で径の小さい取付け穴を形成してもよい。 The present invention is not limited to the above-described embodiment, and may be varied and implemented within a range that does not deviate from the gist of the present invention. For example, in the above embodiment, a mounting hole having a small diameter is formed in a staggered pattern arrangement in the central region of the web, but the present invention is not limited to this, and a mounting hole having a small diameter is formed in another pattern arrangement. You may.
1 フレーム
3 サイドレール(車両用サイドレール)
3a ウェブ
3b フランジ
5 クロスメンバ
7a,7b 取付け穴
α 端部領域
β 中央領域
1
Claims (4)
前記ウェブは、前記フランジ側の端部領域と、前記端部領域に挟まれる中央領域と、を含み、
前記中央領域においては、前記取付け穴が所定の規則性を有するパターン配列で形成され、
前記端部領域は、前記部品を取り付けるための取付け穴が前記部品の仕様に応じて設けられる領域であり、前記中央領域に形成された前記取付け穴よりも大きい取付け穴が形成される
ことを特徴とする車両用サイドレール。 A vehicle side rail provided with a web having mounting holes for mounting components mounted on the vehicle and flanges provided at both ends of the web.
The web includes an end region on the flange side and a central region sandwiched between the end regions.
In the central region, the mounting holes are formed in a pattern array with predetermined regularity.
It said end region is a region in which mounting holes for mounting the component is provided in accordance with the specifications of the components, that mounting holes are made form greater than the said mounting hole formed in a central region Characterized side rails for vehicles.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017132748A JP6929151B2 (en) | 2017-07-06 | 2017-07-06 | Vehicle side rails |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017132748A JP6929151B2 (en) | 2017-07-06 | 2017-07-06 | Vehicle side rails |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019014364A JP2019014364A (en) | 2019-01-31 |
| JP2019014364A5 JP2019014364A5 (en) | 2020-07-02 |
| JP6929151B2 true JP6929151B2 (en) | 2021-09-01 |
Family
ID=65357055
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017132748A Active JP6929151B2 (en) | 2017-07-06 | 2017-07-06 | Vehicle side rails |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6929151B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7360834B2 (en) * | 2019-07-12 | 2023-10-13 | メルセデス・ベンツ グループ アクチェンゲゼルシャフト | electric truck |
-
2017
- 2017-07-06 JP JP2017132748A patent/JP6929151B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019014364A (en) | 2019-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9259998B1 (en) | Vehicle body structure | |
| JP6293906B2 (en) | Automotive battery pack | |
| US9205878B2 (en) | Tunnel arrangement for a floor assembly of a vehicle body, and a floor assembly | |
| US9187136B1 (en) | Structural pan for automotive body/frame | |
| US8414046B2 (en) | Reinforced vehicle structure | |
| US7494308B2 (en) | Air tank fixing structure for commercial vehicles | |
| US20100026052A1 (en) | Vehicle Body with a Floor-Side Reinforcement | |
| US20120126561A1 (en) | Reinforced vehicle structure | |
| JP6929151B2 (en) | Vehicle side rails | |
| US8414066B2 (en) | Reinforced vehicle structure | |
| JP7056383B2 (en) | Vehicle undercarriage | |
| US8449022B2 (en) | Reinforced vehicle structure | |
| JP2019112008A (en) | Vehicle body rear part structure | |
| KR102298890B1 (en) | Support structure for air conditioner unit in bus | |
| US10011212B2 (en) | Fastening arrangement in a vehicle | |
| JP6200264B2 (en) | Extension material support structure for transportation of vehicles | |
| CN106032150B (en) | Vehicle and back panel assembly thereof | |
| JP5253050B2 (en) | Truck frame structure | |
| US20160144901A1 (en) | Vehicle body arrangement for a vehicle front part | |
| JP2009107403A (en) | Floor member structure of cargo bed of truck | |
| JP2020157983A (en) | Side member structure of vehicle | |
| US9434420B1 (en) | Vehicle underbody structure | |
| US11091059B2 (en) | Seat rail mounting structure for vehicle | |
| JP2019059378A (en) | Front part structure of vehicle | |
| JP7200855B2 (en) | vehicle undercarriage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200521 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200521 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20200521 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210317 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210331 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210804 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210810 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6929151 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |