JP6913166B2 - スクリュ形状推定装置、スクリュ形状推定方法、スクリュ形状推定プログラム - Google Patents
スクリュ形状推定装置、スクリュ形状推定方法、スクリュ形状推定プログラム Download PDFInfo
- Publication number
- JP6913166B2 JP6913166B2 JP2019524609A JP2019524609A JP6913166B2 JP 6913166 B2 JP6913166 B2 JP 6913166B2 JP 2019524609 A JP2019524609 A JP 2019524609A JP 2019524609 A JP2019524609 A JP 2019524609A JP 6913166 B2 JP6913166 B2 JP 6913166B2
- Authority
- JP
- Japan
- Prior art keywords
- analysis
- information
- learning
- screw shape
- screw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 147
- 238000004458 analytical method Methods 0.000 claims description 141
- 230000008569 process Effects 0.000 claims description 132
- 239000011347 resin Substances 0.000 claims description 78
- 229920005989 resin Polymers 0.000 claims description 78
- 238000004898 kneading Methods 0.000 claims description 56
- 238000001125 extrusion Methods 0.000 claims description 54
- 238000003860 storage Methods 0.000 claims description 20
- 238000002474 experimental method Methods 0.000 claims description 17
- 238000013135 deep learning Methods 0.000 claims description 15
- 230000006870 function Effects 0.000 claims description 13
- 230000000704 physical effect Effects 0.000 claims description 10
- 238000005259 measurement Methods 0.000 description 45
- 239000002994 raw material Substances 0.000 description 14
- 239000000463 material Substances 0.000 description 11
- 238000001746 injection moulding Methods 0.000 description 9
- 238000005457 optimization Methods 0.000 description 9
- 238000010586 diagram Methods 0.000 description 8
- 238000004364 calculation method Methods 0.000 description 6
- 239000000945 filler Substances 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- -1 polyethylene Polymers 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 239000007790 solid phase Substances 0.000 description 4
- 230000004913 activation Effects 0.000 description 3
- 238000013528 artificial neural network Methods 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 230000010365 information processing Effects 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 238000013473 artificial intelligence Methods 0.000 description 2
- 238000010924 continuous production Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000012795 verification Methods 0.000 description 2
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000004422 calculation algorithm Methods 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000005206 flow analysis Methods 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000010801 machine learning Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000001151 other effect Effects 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/72—Measuring, controlling or regulating
- B29B7/726—Measuring properties of mixture, e.g. temperature or density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/72—Measuring, controlling or regulating
- B29B7/728—Measuring data of the driving system, e.g. torque, speed, power, vibration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N3/00—Computing arrangements based on biological models
- G06N3/02—Neural networks
- G06N3/04—Architecture, e.g. interconnection topology
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N5/00—Computing arrangements using knowledge-based models
- G06N5/02—Knowledge representation; Symbolic representation
- G06N5/022—Knowledge engineering; Knowledge acquisition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92038—Torque
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92047—Energy, power, electric current or voltage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92085—Velocity
- B29C2948/92095—Angular velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92085—Velocity
- B29C2948/92104—Flow or feed rate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92209—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92323—Location or phase of measurement
- B29C2948/92361—Extrusion unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92514—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92876—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
- B29C2948/92885—Screw or gear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92876—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
- B29C2948/92895—Barrel or housing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Theoretical Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mathematical Physics (AREA)
- Artificial Intelligence (AREA)
- Computing Systems (AREA)
- General Physics & Mathematics (AREA)
- Data Mining & Analysis (AREA)
- Software Systems (AREA)
- Computational Linguistics (AREA)
- Evolutionary Computation (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biomedical Technology (AREA)
- Biophysics (AREA)
- General Health & Medical Sciences (AREA)
- Molecular Biology (AREA)
- Health & Medical Sciences (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
先ず、本実施形態に係るスクリュ形状推定装置の装置構成について図2を用いて説明する。図2は、本実施形態に係るスクリュ形状推定装置のハードウェア構成を示すブロック図である。図2に示されるように、スクリュ形状推定装置10は、CPU(Central Processing Unit)11、メモリ12、入力部13、入出力IF(InterFace)14、表示部15、記憶装置16、を備える。
次に、スクリュ形状推定装置10の機能構成について図3を用いて説明する。図3は、本実施の形態に係るスクリュ形状推定装置の機能構成を示す機能ブロック図である。図3に示されるように、スクリュ形状推定装置10は、取得部101と、判定部102と、解析部103と、ファイル生成部104と、学習部105と、探索部106と、形状作成部107とを機能として有する。これら機能は、CPU11やメモリ12等の前述したハードウェア資源が協働することにより実現され、これらの機能により後述するスクリュ形状推定処理が実行される。
次に、上述した学習ファイル161について図4を用いて説明する。図4は、本実施形態に係る学習ファイルのデータ構造を示す図である。図4に示されるように、本実施形態に係る学習ファイル161は、押出条件、即ち解析条件や実験条件として設定された必須項目である基本項目161aと、実験結果として計測された数値を示す実測項目161bと、解析結果として算出された数値を示す解析項目161cと、実測項目161bと解析項目161cとにおける対応する項目のそれぞれの数値の差を示す誤差項目161dとを有する。
次に、本実施形態に係る学習部105の深層学習について図5を用いて説明する。図5は、実施形態に係るスクリュ形状推定装置が機能として有する学習部による深層学習を説明するための図である。図5に示されるように、学習部105は、主として入力層31、中間層(隠れ層)32、出力層33を有する多層構造のニューラルネットワーク30により実現される機能である。ニューラルネットワーク30は、入力層31、中間層32、出力層33に複数のノードが含まれる。ニューラルネットワーク30は、例えば入力層31の1以上のノード311a〜311dが中間層32の1以上のノード32(1)と接続され、中間層32内で多段に配されたノード32(1)〜32(n)が中間層32内においてそれぞれ隣接するノード間で接続され、中間層32の1以上のノード32(n)と出力層33の1以上のノード331a〜dが接続され、入力層31から出力層33まで多段にノードを接続した構成となっている。
以下、図面を用いて本実施形態に係るスクリュ形状推定装置10の動作の詳細を説明する。図6は、実施形態に係るスクリュ形状推定処理を示すフローチャートである。なお、この処理において算出される各値は、適宜メモリ12または記憶装置16に格納される。そのため、本フロー内においては各値の格納処理は割愛する。
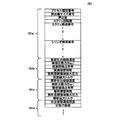
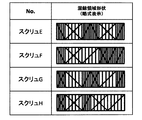
以下、図面を用いて本実施形態に係るスクリュ形状推定装置10を用いた実施例について説明する。図12は本実施例におけるスクリュの混練領域の場所を説明するための図であり、図13は混練領域におけるスクリュに用いるエレメントの種類を示す表であり、図14は数値解析時に用いた混練領域のスクリュ形状を示す表である。本実施例においては、2軸スクリュを有する2軸スクリュ式押出機によるポリプロピレンの解析、実験結果をスクリュ形状推定装置10に学習させ、所望の要求物理量の要求値を満足するスクリュ形状の推定を行った。
Claims (8)
- 樹脂物性を含む入力情報を取得すると共に、混練後の樹脂または混練装置に関する物理量の要求値を出力情報として取得する情報取得部と、
前記入力情報、前記物理量、および複数のスクリュ形状の相関関係を含む知識情報を記憶する記憶部と、
前記入力情報および前記知識情報に基づいて、前記要求値を満足するスクリュ形状を推定する形状推定部と
を備え、
前記知識情報には、樹脂物性を含むプロセス種別、押出量を含む運転条件、およびスクリュ形状を含む構成データを解析条件とし、該解析条件に基づく数値解析により得られる解析結果として生成された学習情報に基づいて学習された、プロセス種別、運転条件、構成データ、および解析結果の相関関係が反映されている
ことを特徴とするスクリュ形状推定装置。 - 前記解析条件に基づく数値解析により得られる解析結果を前記学習情報として生成する情報生成部と、
前記学習情報に基づいてプロセス種別、運転条件、構成データ、および解析結果の相関関係を学習し、前記知識情報に反映させる相関関係学習部と
を更に備えることを特徴とする請求項1記載のスクリュ形状推定装置。 - 前記情報取得部は、所定のプロセス種別、運転条件、および構成データを実験条件として実施された実験により得られる、前記物理量を含む実験結果を取得し、
前記情報生成部は、前記実験結果を前記学習情報に反映させる
ことを特徴とする請求項2記載のスクリュ形状推定装置。 - 前記実験結果の実験条件と共通する解析条件の解析結果が前記学習情報に含まれているか否かを判定する情報判定部を更に備え、
前記情報生成部は、前記実験結果の実験条件と共通する解析条件の解析結果が前記学習情報に含まれていると判定された場合、該実験結果と該解析結果とに共通する物理量の差分を誤差情報として前記学習情報に反映する
ことを特徴とする請求項3記載のスクリュ形状推定装置。 - 前記実験結果の実験条件と共通する解析条件の解析結果が前記学習情報に含まれていないと判定された場合、該解析条件により数値解析を行う数値解析部を更に備え、
前記情報生成部は、数値解析部により解析された解析結果を前記学習情報に反映すると共に、該実験結果と該解析結果とに共通する物理量の差分を誤差情報として前記学習情報に反映する
ことを特徴とする請求項4記載のスクリュ形状推定装置。 - 前記相関関係学習部による学習は、プロセス種別および複数のスクリュ形状を入力データとし、前記物理量を教師データとした深層学習である
ことを特徴とする請求項2記載のスクリュ形状推定装置。 - スクリュ形状推定装置が実行するスクリュ形状推定方法であって、
樹脂物性を含む入力情報を取得すると共に、混練後の樹脂または混練装置に関する物理量の要求値を出力情報として取得し、
前記入力情報、前記物理量、および複数のスクリュ形状の相関関係を含む知識情報を記憶部に記憶し、
前記入力情報および前記知識情報に基づいて、前記要求値を満足するスクリュ形状を推定し、
前記知識情報には、樹脂物性を含むプロセス種別、押出量を含む運転条件、およびスクリュ形状を含む構成データを解析条件とし、該解析条件に基づく数値解析により得られる解析結果として生成された学習情報に基づいて学習された、プロセス種別、運転条件、構成データ、および解析結果の相関関係が反映されている
ことを特徴とするスクリュ形状推定方法。 - コンピュータを、
樹脂物性を含む入力情報を取得すると共に、混練後の樹脂または混練装置に関する物理量の要求値を出力情報として取得する情報取得部と、
前記入力情報、前記物理量、および複数のスクリュ形状の相関関係を含む知識情報を記憶する記憶部と、
前記入力情報および前記知識情報に基づいて、前記要求値を満足するスクリュ形状を推定する形状推定部
として機能させ、
前記知識情報には、樹脂物性を含むプロセス種別、押出量を含む運転条件、およびスクリュ形状を含む構成データを解析条件とし、該解析条件に基づく数値解析により得られる解析結果として生成された学習情報に基づいて学習された、プロセス種別、運転条件、構成データ、および解析結果の相関関係が反映されている
ことを特徴とするスクリュ形状推定プログラム。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2017/021871 WO2018229881A1 (ja) | 2017-06-13 | 2017-06-13 | スクリュ形状推定装置、スクリュ形状推定方法、スクリュ形状推定プログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2018229881A1 JPWO2018229881A1 (ja) | 2020-04-16 |
| JP6913166B2 true JP6913166B2 (ja) | 2021-08-04 |
Family
ID=64660333
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019524609A Active JP6913166B2 (ja) | 2017-06-13 | 2017-06-13 | スクリュ形状推定装置、スクリュ形状推定方法、スクリュ形状推定プログラム |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11534951B2 (ja) |
| EP (1) | EP3640002B1 (ja) |
| JP (1) | JP6913166B2 (ja) |
| KR (1) | KR102285242B1 (ja) |
| CN (1) | CN110809510B (ja) |
| WO (1) | WO2018229881A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6975188B2 (ja) | 2019-02-07 | 2021-12-01 | ファナック株式会社 | 状態判定装置及び状態判定方法 |
| JP7263680B2 (ja) * | 2019-03-29 | 2023-04-25 | 三井化学株式会社 | 温度情報推測方法、温度情報推測モデル生成方法、装置、及びプログラム |
| JP7346885B2 (ja) * | 2019-04-12 | 2023-09-20 | 株式会社Ihi | 形状生成装置および形状生成方法 |
| JP7278922B2 (ja) * | 2019-10-18 | 2023-05-22 | 株式会社日本製鋼所 | 押出機及びストランドの製造方法 |
| JP2022070134A (ja) * | 2020-10-26 | 2022-05-12 | 株式会社神戸製鋼所 | 機械学習方法、機械学習装置、機械学習プログラム、通信方法、及び樹脂処理装置 |
| TWI791174B (zh) * | 2020-11-19 | 2023-02-01 | 正修學校財團法人正修科技大學 | 運用深度學習檢測內螺紋螺牙之光學檢測方法 |
| JP7534356B2 (ja) | 2022-06-23 | 2024-08-14 | 日精樹脂工業株式会社 | 粉砕材樹脂材料の成形支援方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2446436A1 (de) | 1974-09-28 | 1976-04-08 | Bayer Ag | Mehrwellige schneckenmaschine |
| DE19518804A1 (de) * | 1994-05-27 | 1995-12-21 | Fraunhofer Ges Forschung | Verfahren zur Überwachung eines Produktionsprozesses |
| JP2002214107A (ja) * | 2001-01-18 | 2002-07-31 | Kobe Steel Ltd | 二軸混練押出機に関する情報提供システム |
| JP2005022225A (ja) | 2003-07-02 | 2005-01-27 | Ricoh Co Ltd | 射出成形機の運転条件設定方法及びそれに使用する金型 |
| JP2005097225A (ja) | 2003-09-24 | 2005-04-14 | Sukegawa Chemical Co Ltd | 活性化二酸化塩素による家畜子宮炎の予防と治療 |
| JP2005160253A (ja) * | 2003-11-27 | 2005-06-16 | Seiko Epson Corp | 充電器、電子時計、および電子時計の使用方法 |
| JP4643373B2 (ja) | 2005-06-29 | 2011-03-02 | 東芝機械株式会社 | 押出スクリュの均一溶融シミュレーション方法およびその方法を実行するコンピュータプログラムおよび押出スクリュの均一溶融シミュレーション装置 |
| DE102006060739A1 (de) * | 2006-12-21 | 2008-06-26 | Brückner Maschinenbau GmbH | Mehrschneckenextruder |
| CN100538276C (zh) * | 2007-11-16 | 2009-09-09 | 北京航空航天大学 | 一种基于集成神经网络的微小卫星用mems陀螺仪误差补偿方法 |
| DE102009059073A1 (de) * | 2009-12-18 | 2011-06-22 | Bayer Technology Services GmbH, 51373 | Datenbasierte Modelle zur Prognose und Optimierung von Schneckenextrudern und/oder Extrusionsverfahren |
| US20130053995A1 (en) * | 2011-08-25 | 2013-02-28 | Konica Minolta Business Technologies, Inc. | Three-dimensional object molding apparatus and control program |
| JP5912927B2 (ja) * | 2012-06-29 | 2016-04-27 | 三星ダイヤモンド工業株式会社 | 基板加工システム及びこれに用いるチップホルダの取付方法 |
| US10089580B2 (en) * | 2014-08-11 | 2018-10-02 | Microsoft Technology Licensing, Llc | Generating and using a knowledge-enhanced model |
| JP6047136B2 (ja) * | 2014-11-11 | 2016-12-21 | 株式会社日本製鋼所 | シミュレーション装置、そのシミュレーション方法及びシミュレーションプログラム |
| JP5906335B1 (ja) * | 2015-02-28 | 2016-04-20 | 鋼鈑工業株式会社 | 磨き装置およびこの磨き装置に用いる磨きヘッド |
| JP6240689B2 (ja) * | 2015-07-31 | 2017-11-29 | ファナック株式会社 | 人の行動パターンを学習する機械学習装置、ロボット制御装置、ロボットシステム、および機械学習方法 |
| JP6063016B1 (ja) | 2015-09-29 | 2017-01-18 | ファナック株式会社 | 電動機に対する動作指令を学習する機械学習方法および機械学習装置並びに該機械学習装置を備えた工作機械 |
| US10353860B2 (en) * | 2015-10-08 | 2019-07-16 | Via Alliance Semiconductor Co., Ltd. | Neural network unit with neural processing units dynamically configurable to process multiple data sizes |
-
2017
- 2017-06-13 KR KR1020197035045A patent/KR102285242B1/ko active IP Right Grant
- 2017-06-13 JP JP2019524609A patent/JP6913166B2/ja active Active
- 2017-06-13 WO PCT/JP2017/021871 patent/WO2018229881A1/ja unknown
- 2017-06-13 CN CN201780092023.1A patent/CN110809510B/zh active Active
- 2017-06-13 US US16/620,910 patent/US11534951B2/en active Active
- 2017-06-13 EP EP17913806.0A patent/EP3640002B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3640002C0 (en) | 2024-08-07 |
| EP3640002A4 (en) | 2021-01-20 |
| CN110809510A (zh) | 2020-02-18 |
| US11534951B2 (en) | 2022-12-27 |
| US20220080646A1 (en) | 2022-03-17 |
| EP3640002A1 (en) | 2020-04-22 |
| KR102285242B1 (ko) | 2021-08-04 |
| EP3640002B1 (en) | 2024-08-07 |
| WO2018229881A1 (ja) | 2018-12-20 |
| CN110809510B (zh) | 2021-12-21 |
| KR20200003041A (ko) | 2020-01-08 |
| JPWO2018229881A1 (ja) | 2020-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6913166B2 (ja) | スクリュ形状推定装置、スクリュ形状推定方法、スクリュ形状推定プログラム | |
| Wilczyński et al. | A composite model for starve fed single screw extrusion of thermoplastics | |
| JP5888817B2 (ja) | 可塑化シミュレーション装置、その可塑化シミュレーション方法および可塑化シミュレーションプログラム | |
| Miranda et al. | Simulation of an injection process using a CAE tool: assessment of operational conditions and mold design on the process efficiency | |
| Song et al. | Method to account for the fiber orientation of the initial charge on the fiber orientation of finished part in compression molding simulation | |
| US10549453B2 (en) | Simulation apparatus, simulation method and non-transitory computer-readable medium having simulation program for fluid-flow analysis of material in kneading device | |
| Wilczyński et al. | Modeling and experimental studies on polymer melting and flow in injection molding | |
| Ahmed et al. | Warpage prediction of Injection-molded PVC part using ensemble machine learning algorithm | |
| JP6185515B2 (ja) | 可塑化シミュレーション装置、その可塑化シミュレーション方法および可塑化シミュレーションプログラム | |
| Pricci et al. | Modeling of extrusion-based additive manufacturing for pelletized thermoplastics: Analytical relationships between process parameters and extrusion outcomes | |
| Naqi et al. | Dual material fused filament fabrication via core–shell die design | |
| Tayalati et al. | Application of supervised machine learning methods in injection molding process for initial parameters setting: prediction of the cooling time parameter | |
| de Miranda et al. | Evaluation of the predictive capacity of viscosity models in polymer melt filling simulations | |
| Otieno et al. | A predictive modelling strategy for warpage and shrinkage defects in plastic injection molding using fuzzy logic and pattern search optimization | |
| Nangare et al. | To predict the surface roughness of black ABS component with variable parameters by applying the taguchi method | |
| Frank et al. | An investigation of cause-and-effect relationships within a 3D-Printing system and the applicability of optimum printing parameters from experimental models to different printing jobs | |
| Islam et al. | Injection moulding simulation and validation of thin wall components for precision applications | |
| Imihezri et al. | A study of the comparison ofV'andX'ribbing in a composite pedal using mold flow analysis software | |
| Vangosa | Effects of process parameters on the skin/core distribution in co-injection: experiments and simulations using a simple geometry | |
| Wang | Exploring the applicability of a simplified fully coupled flow/orientation algorithm developed for polymer composites extrusion deposition additive manufacturing | |
| Sanjabi et al. | Helical flow of polymer melts in extruders, part II: Model simulation and validation | |
| Potente et al. | Non-isothermal model for the drive power calculation of single-screw plasticating units | |
| Novakova-Marcincinova et al. | Precision manufacturing process of parts realized by FDM rapid prototyping | |
| WO2024111172A1 (ja) | 成形品品質ばらつき推定装置、成形品品質ばらつき推定方法、及び射出成形システム | |
| Pricci | Computational models for the extrusion-based additive manufacturing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210706 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210709 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6913166 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |