JP6737195B2 - 電気接続アセンブリ及びその製造方法 - Google Patents
電気接続アセンブリ及びその製造方法 Download PDFInfo
- Publication number
- JP6737195B2 JP6737195B2 JP2017017816A JP2017017816A JP6737195B2 JP 6737195 B2 JP6737195 B2 JP 6737195B2 JP 2017017816 A JP2017017816 A JP 2017017816A JP 2017017816 A JP2017017816 A JP 2017017816A JP 6737195 B2 JP6737195 B2 JP 6737195B2
- Authority
- JP
- Japan
- Prior art keywords
- electric wire
- terminal
- connection
- wire
- electrical connection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/02—Soldered or welded connections
- H01R4/023—Soldered or welded connections between cables or wires and terminals
- H01R4/024—Soldered or welded connections between cables or wires and terminals comprising preapplied solder
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/02—Soldered or welded connections
- H01R4/023—Soldered or welded connections between cables or wires and terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/50—Fixed connections
- H01R12/59—Fixed connections for flexible printed circuits, flat or ribbon cables or like structures
- H01R12/592—Fixed connections for flexible printed circuits, flat or ribbon cables or like structures connections to contact elements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/40—Securing contact members in or to a base or case; Insulating of contact members
- H01R13/405—Securing in non-demountable manner, e.g. moulding, riveting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/02—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/02—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections
- H01R43/0235—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections for applying solder
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/02—Soldered or welded connections
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Description
上述した複数の電線10が予め用意される。この第1の実施の形態では、前記複数の電線10として、各電線10の絶縁被膜14が特定の合成樹脂からなるものが用意される。当該特定の合成樹脂とは、常温で絶縁性を有する一方、前記接続部材70を構成するはんだの溶融温度(例えば380〜400°C)において溶融または分解されることが可能な合成樹脂である。当該特定の合成樹脂としては、ポリウレタン、ポリエステル、ナイロン等が好適である。前記絶縁被膜14の厚みは、常温状態で絶縁状態を確保しながら前記加熱によって当該絶縁被膜14の除去及び前記導体12の露出を達成できるような厚みに設定されている。当該厚みには、例えば通常のエナメル線における絶縁被覆の厚みに近似した寸法が適用されることが可能である。
この工程では上述したコネクタCNが用意される。この工程は、次の2−1)接続部材付与工程、2−2)端子セット工程、及び2−3)はみ出し部形成工程を含む。
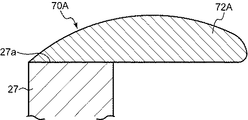
前記コネクタCNを構成する複数の端子20のそれぞれの電線接続面27aに、それぞれ前記接続部材70が固着される。この段階での接続部材70の形状は自由に設定されることが可能である。一般には当該接続部材70が図4及び図5に示すように前記電線接続面27aの幅方向(電線配列方向と平行な方向)の中央部が盛り上がるような断面形状をもつように前記電線接続面27aに固着される。前記端子20への前記接続部材70の付与は、当該接続部材70を構成するはんだを固形状態のまま前記電線接続面27aに固着させることにより行われてもよいし、ペースト状のはんだ(接続部材70)が各電線接続面27aに塗布されることにより行われてもよい。
この工程は、前記複数の端子20を前記絶縁ハウジング30に固定する工程、つまり当該絶縁ハウジング30に当該複数の端子20を保持させる工程である。具体的に、この第1の実施の形態では、前記絶縁ハウジング30の端子保持部32に予め形成された複数の貫通孔に対して上から端子20が挿通されて圧入される(つまり当該貫通孔を囲む端子保持部32の内周面に当該被保持部22を食い込ませる)、あるいは、接着剤等の他の手段により端子保持部32に被保持部22を固着させることにより、当該端子保持部32の所定の位置に前記複数の端子20がそれぞれ固定される。
この工程は、前記複数の接続部材70のうち、前記第1及び第2の端子20A,20Bにそれぞれ付与された第1の接続部材70A及び第2の接続部材70Bを塑性変形させて図6〜図8に示すような形状に整形する工程、つまり、当該第1及び第2の接続部材70A,70Bにそれぞれ前記第1のはみ出し部72A及び前記第2のはみ出し部72Bを形成する工程、である。前記のようにはんだからなる各接続部材70の塑性変形は、例えば、前記第1及び第2の接続部材70A,70Bに適当な形状の型を押付けることにより、容易に生じさせることが可能である。換言すれば、前記型の形状の選定により、前記第1及び第2のはみ出し部72A,72Bの形状、つまり、第1及び第2の端子20A,20Bの電線接続面27aから電線配列方向と平行な方向にはみ出すような形状、を自由に設定することが可能である。
端子接続工程は、前記複数の電線10を前記電線配列方向に互いに間隔をおいて配列した状態で当該複数の電線10を前記複数の接続部材70にそれぞれ接触させながら当該複数の接続部材70を加熱して溶融させることにより当該複数の電線10のそれぞれの導体12において設定されている接続対象部位とこれに対応する前記電線接続面27aとを前記複数の接続部材70を媒介として電気的に接続する工程であり、相互接続工程は、前記複数の接続部材70のうちの前記第1及び第2の接続部材70A,70Bの第1及び第2のはみ出し部72A,72Bを加熱して溶融させることにより当該第1及び第2の接続部材70A,70Bを媒介として前記第1の電線10Aの導体12Aと前記第2の電線10Bの導体12Bとを相互に接続する工程である。
この作業は、前記複数の電線10が図1に示されるように前記電線配列方向に互いに間隔をおいて配列された状態を保持しながら、当該複数の電線10の長手方向中間領域において設定されている前記接続対象部位を、当該接続対象部位を前記絶縁被膜14が覆ったままの状態で、前記複数の接続部材70の表面上に接触させる作業である。
この作業は、前記のようにして前記各電線10がこれに対応する接続部材70上にセットされた状態で、各接続部材70を構成するはんだを加熱して溶融させることにより、当該接続部材70を媒介として前記接続対象部位とこれに対応する端子20の電線接続面27aとを電気的に接続する作業である。この実施の形態では、前記各電線10の絶縁被膜14のうち前記導体12の接続対象部位を覆う部分が前記接続部材70とともに加熱され、これにより、当該接続対象部位を覆う前記絶縁被膜14の溶融または分解による前記導体12の表面からの除去と、当該絶縁被膜14の除去により露出する前記導体12と前記接続部材70が固着された電線接続面27aとの(当該接続部材70を媒介とする)電気的接続と、が同時に達成される。このようにして、各端子20についての前記端子接続工程が実行される。
前記のようにして接続工程が完了した後、電線10の長手方向についてその適当な部位が切断される。この切断は、例えば、一対の切断具により前記電線10の長手方向及び電線配列方向と直交する方向に当該電線10を適当な切断位置で挟んでせん断することによって効率的に行われることが可能である。前記第1の実施の形態に係るコネクタCNは前記複数の電線10の端末に接続されるものであり、よって、前記各電線10は前記端子保持部32を挟んで前記電線保持部34と反対側の位置(好ましくは端子保持部32の外側面のすぐ近傍の位置)で切断される。
本発明において少なくとも第1の接続部材に形成されるはみ出し部の形状は、第1及び第2の実施の形態において示されるものに限定されることなく、任意に設定されることが可能である。例えば、当該はみ出し部に当該はみ出し部とこれに接触する電線との相対位置を安定させるための形状、例えば当該電線が嵌まり込むことが可能な溝を含む形状、が与えられてもよい。
前記端子接続工程と前記相互接続工程は同時でなく個別に行われてもよい。例えば、第1の実施の形態に係る第1の接続部材70Aのうち第1の端子20Aの電線接続面27aの直上に位置する部位の局所的な加熱によって当該第1の接続部材70Aを媒介とする第1の電線10Aの導体12Aと前記電線接続面27aとの接続が行われた後に、前記第1の接続部材70Aの第1のはみ出し部72Aの局所的な加熱によって当該第1のはみ出し部72Aと第2の電線10Bの導体12Bとの接続が行われてもよい。
前記第1及び第2の第1の実施の形態では、ヒータによる加熱によって接続部材70の溶融と同時に絶縁被膜14の溶融または分解による導体12の表面からの除去が行われるが、当該絶縁被膜14の除去は加熱の前に予め行われてもよい。すなわち、複数の電線のそれぞれにおいて設定された導体の接続対象部位を露出させるように絶縁被覆がいわゆる皮剥ぎ処理によって接続工程の前に予め除去され、前記接続工程において前記のように露出した導体と電線接続面とのはんだ付けが直接的に行われてもよい。この場合、前記絶縁被覆を構成する材料は、必ずしも溶融または分解されるものでなくてもよい。各電線が裸電線の場合には前記絶縁被覆の除去を要しないことはいうまでもない。
本発明に係る電気接続アセンブリの電線の本数は限定されない。本発明は、複数の電線を含む電気接続アセンブリであって当該複数の電線が少なくとも(相互接続の対象である)第1の電線及び第2の電線を含むものについて広く適用されることが可能である。
10 電線
10A 第1の電線
10B 第2の電線
12 電線の導体
12A 第1の電線の導体
12B 第2の電線の導体
14 絶縁被膜
20 端子
20A 第1の端子
20B 第2の端子
27a 電線接続面
30 絶縁ハウジング
50 ヒータ
70 接続部材
70A 第1の接続部材
70B 第2の接続部材
72A 第1のはみ出し部
72B 第2のはみ出し部
74 相互接続部材
Claims (16)
- それぞれが導体を含む複数の電線と、
前記複数の電線のそれぞれに対応する複数の端子と、
はんだからなり、前記複数の端子のそれぞれに付与される複数の接続部材と、
前記複数の電線がその長手方向と直交する電線配列方向に間隔をおいて並んだ状態で前記複数の端子にそれぞれ前記接続部材を介して導通可能に接続されることを可能にするように前記複数の端子が前記電線配列方向に並ぶ配列で前記複数の端子を一括して保持する絶縁ハウジングと、を備え、
前記複数の端子のそれぞれは、前記複数の電線の導体のそれぞれと接続可能な電線接続面を有し、当該電線接続面上に前記接続部材が固着され、
前記複数の電線は、相互に電気接続される第1の電線及び第2の電線を含み、
前記複数の端子は前記第1の電線及び前記第2の電線にそれぞれ対応する第1の端子及び第2の端子を含み、
前記複数の接続部材は前記第1の端子に付与される第1の接続部材及び前記第2の端子に付与される第2の接続部材を含み、
前記第1の接続部材は、前記第1の端子の電線接続面から前記第2の電線に近づく向きにはみ出して当該第2の電線の導体に電気的に接続されるはみ出し部を有する、電気接続アセンブリ。 - 請求項1記載の電気接続アセンブリであって、前記第1の接続部材のはみ出し部が前記第2の電線の導体に直接固着される、電気接続アセンブリ。
- 請求項2記載の電気接続アセンブリであって、前記第1の端子の電線接続面の位置及び前記第2の端子の電線接続面の位置が前記第1の電線及び前記第2の電線の長手方向に相互ずれるような位置で当該第1の端子及び当該第2の端子が前記絶縁ハウジングに保持され、前記第1の端子に付与される接続部材のはみ出し部は前記第1の端子の前記電線接続面から前記電線配列方向と平行な方向にはみ出して前記第2の電線の導体に直接固着される、電気接続アセンブリ。
- 請求項2または3記載の電気接続アセンブリであって、前記第1の接続部材のはみ出し部に加え、前記第2の接続部材が前記第2の端子の電線接続面から前記第1の電線に近づく向きにはみ出すはみ出し部を有して当該第2の接続部材のはみ出し部が当該第1の電線の導体に直接固着される、電気接続アセンブリ。
- 請求項1記載の電気接続アセンブリであって、前記第1の接続部材のはみ出し部は、前記第1の端子の電線接続面から前記第2の端子に向かう方向にはみ出して前記第2の端子または前記第2の接続部材に固着される、電気接続アセンブリ。
- 請求項5記載の電気接続アセンブリであって、前記第1の接続部材及び前記第2の接続部材は相互に一体化されて単一の相互接続部材を構成している、電気接続アセンブリ。
- それぞれが導体を含む複数の電線及びコネクタを備え、かつ、前記複数の電線に含まれる第1の電線と第2の電線とが相互に接続される電気接続アセンブリを製造するための方法であって、
前記コネクタとして、前記複数の電線のそれぞれに対応する複数の端子であって前記第1の電線に対応する第1の端子と前記第2の電線に対応する第2の端子とを含むものと、はんだにより構成されて前記複数の端子のそれぞれに付与される複数の接続部材であって前記第1の端子に付与される第1の接続部材と前記第2の端子に付与される第2の接続部材を含むものと、前記複数の電線がその長手方向と直交する電線配列方向に間隔をおいて並んだ状態で前記複数の端子にそれぞれ前記接続部材を介して導通可能に接続されることを可能にするように前記複数の端子が前記電線配列方向に並ぶ配列で前記複数の端子を一括して保持する絶縁ハウジングと、を備えたコネクタであって、前記第1の接続部材が前記第1の端子の電線接続面から前記第2の電線に近づく方向にはみ出したはみ出し部を有するものを用意するコネクタ用意工程と、
前記複数の電線を前記電線配列方向に互いに間隔をおいて配列した状態で当該複数の電線を前記複数の接続部材にそれぞれ接触させながら当該複数の接続部材を加熱して溶融させることにより当該複数の電線のそれぞれの導体において設定されている接続対象部位とこれに対応する前記電線接続面とを前記複数の接続部材を媒介として電気的に接続する端子接続工程と、
前記第1の接続部材の前記はみ出し部を加熱して溶融させることにより当該第1の接続部材を媒介として前記第1の電線の導体と前記第2の電線の導体とを相互に接続する相互接続工程と、を含む、電気接続アセンブリの製造方法。 - 請求項7記載の電気接続アセンブリの製造方法であって、前記第1の接続部材の加熱によって当該第1の接続部材を媒介とする前記第1の電線と前記第1の端子とについての前記端子接続工程と、前記相互接続工程と、が同時に行われる、電気接続アセンブリの製造方法。
- 請求項7または8記載の電気接続アセンブリの製造方法であって、前記コネクタ用意工程は、前記第1の端子の電線接続面に前記第1の接続部材が固着されている状態で当該第1の接続部材を塑性変形させることにより当該第1の接続部材に前記はみ出し部を形成することを含む、電気接続アセンブリの製造方法。
- 請求項9記載の電気接続アセンブリの製造方法であって、前記はみ出し部を形成することは前記複数の端子が前記絶縁ハウジングに保持された後に行われる、電気接続アセンブリの製造方法。
- 請求項7〜10のいずれかに記載の電気接続アセンブリの製造方法であって、前記コネクタ用意工程では、前記第1の接続部材のはみ出し部が前記第2の電線の導体に直接接触することが可能となる形状を有するものが用意され、前記相互接続工程では、前記はみ出し部が前記第2の電線に直接接触した状態で当該はみ出し部が加熱されて当該第2の電線の導体に直接固着される、電気接続アセンブリの製造方法。
- 請求項11記載の電気接続アセンブリの製造方法であって、前記コネクタ用意工程において、前記第1の端子の電線接続面の位置及び前記第2の端子の電線接続面の位置が前記第1の電線及び前記第2の電線の長手方向に相互ずれるような位置で当該第1の端子及び当該第2の端子が前記絶縁ハウジングに保持され、前記第1の端子に付与される接続部材のはみ出し部が前記第1の端子の前記電線接続面から前記電線配列方向と平行な方向にはみ出すものが用意され、前記相互接続工程において前記はみ出し部が前記第2の端子の電線接続面から前記長手方向に外れた位置で前記第2の電線の導体に固着される、電気接続アセンブリの製造方法。
- 請求項11または12記載の電気接続アセンブリの製造方法であって、前記コネクタ用意工程では、前記第1の接続部材のはみ出し部に加え、前記第2の接続部材が前記第2の端子の電線接続面から前記第1の電線に近づく向きにはみ出すはみ出し部を有するものが用意され、前記相互接続工程では当該第2の接続部材のはみ出し部が前記第1の電線の導体に直接固着される、電気接続アセンブリの製造方法。
- 請求項7〜10のいずれかに記載の電気接続アセンブリの製造方法であって、前記コネクタ用意工程では、前記第1の接続部材のはみ出し部が前記第1の端子の電線接続面から前記第2の端子に向かう方向にはみ出すものが用意され、前記相互接続工程では当該はみ出し部が加熱されて溶融することにより前記第2の端子または前記第2の接続部材に固着される、電気接続アセンブリの製造方法。
- 請求項14記載の電気接続アセンブリの製造方法であって、前記相互接続工程は、前記第1の接続部材及び前記第2の接続部材の双方を加熱して溶融させることにより当該第1の接続部材及び当該第2の接続部材を相互に一体化して単一の相互接続部材を形成することを含む、電気接続アセンブリの製造方法。
- 請求項15記載の電気接続アセンブリの製造方法であって、前記コネクタ用意工程では前記第2の接続部材が前記第2の端子の電線接続面から前記第1の接続部材に向かってはみ出すはみ出し部を有するものが用意され、前記相互接続工程は当該第1の接続部材及び第2の接続部材のはみ出し部の双方を加熱することにより当該はみ出し部同士を相互に一体化して前記相互接続部材を形成することを含む、電気接続アセンブリの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017017816A JP6737195B2 (ja) | 2017-02-02 | 2017-02-02 | 電気接続アセンブリ及びその製造方法 |
| US16/482,518 US10714842B2 (en) | 2017-02-02 | 2018-01-16 | Electrical connection assembly and method for manufacturing same |
| CN201880008520.3A CN110226262B (zh) | 2017-02-02 | 2018-01-16 | 电连接组件及其制造方法 |
| PCT/JP2018/000932 WO2018142913A1 (ja) | 2017-02-02 | 2018-01-16 | 電気接続アセンブリ及びその製造方法 |
| DE112018000647.6T DE112018000647B4 (de) | 2017-02-02 | 2018-01-16 | Elektrische Verbindungsanordnung und Verfahren zur Herstellung derselben |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017017816A JP6737195B2 (ja) | 2017-02-02 | 2017-02-02 | 電気接続アセンブリ及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018125221A JP2018125221A (ja) | 2018-08-09 |
| JP2018125221A5 JP2018125221A5 (ja) | 2019-06-06 |
| JP6737195B2 true JP6737195B2 (ja) | 2020-08-05 |
Family
ID=63039650
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017017816A Active JP6737195B2 (ja) | 2017-02-02 | 2017-02-02 | 電気接続アセンブリ及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10714842B2 (ja) |
| JP (1) | JP6737195B2 (ja) |
| CN (1) | CN110226262B (ja) |
| DE (1) | DE112018000647B4 (ja) |
| WO (1) | WO2018142913A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI746561B (zh) | 2016-05-31 | 2021-11-21 | 美商安芬諾股份有限公司 | 高效能纜線終端 |
| JP6614051B2 (ja) * | 2016-07-12 | 2019-12-04 | 株式会社オートネットワーク技術研究所 | 電気接続アセンブリの製造方法 |
| US11070006B2 (en) | 2017-08-03 | 2021-07-20 | Amphenol Corporation | Connector for low loss interconnection system |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05206627A (ja) * | 1992-01-29 | 1993-08-13 | Fujitsu Ltd | リード接続用電極及びリード・電極の接続方法 |
| JP3048485B2 (ja) * | 1993-03-15 | 2000-06-05 | 矢崎総業株式会社 | 端子と電線のビーム溶接方法 |
| JP3523065B2 (ja) * | 1997-05-30 | 2004-04-26 | 矢崎総業株式会社 | 電線と端子との接続構造及び接続方法並びに端子 |
| CA2238921C (en) | 1997-05-30 | 2001-05-01 | Akira Shinchi | Connection structure of wire and terminal, connecting method therefor and a terminal |
| JP3311645B2 (ja) | 1997-06-19 | 2002-08-05 | 矢崎総業株式会社 | 電線と端子との接続方法 |
| JP4681910B2 (ja) * | 2005-02-21 | 2011-05-11 | 株式会社アイペックス | 電気コネクタ |
| JP4684910B2 (ja) | 2006-02-17 | 2011-05-18 | 独立行政法人 造幣局 | 斜めギザを有するコイン状製品の製造方法および製造装置 |
| JP2010146939A (ja) | 2008-12-22 | 2010-07-01 | Sumitomo Electric Ind Ltd | フラットケーブルの半田接続方法 |
| TWM371317U (en) | 2009-08-10 | 2009-12-21 | Ant Prec Industry Co Ltd | SATA electrical connector and assembly thereof |
-
2017
- 2017-02-02 JP JP2017017816A patent/JP6737195B2/ja active Active
-
2018
- 2018-01-16 US US16/482,518 patent/US10714842B2/en active Active
- 2018-01-16 DE DE112018000647.6T patent/DE112018000647B4/de active Active
- 2018-01-16 WO PCT/JP2018/000932 patent/WO2018142913A1/ja active Application Filing
- 2018-01-16 CN CN201880008520.3A patent/CN110226262B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN110226262B (zh) | 2020-09-15 |
| WO2018142913A1 (ja) | 2018-08-09 |
| JP2018125221A (ja) | 2018-08-09 |
| US20200014123A1 (en) | 2020-01-09 |
| DE112018000647T5 (de) | 2019-10-17 |
| DE112018000647B4 (de) | 2023-03-09 |
| CN110226262A (zh) | 2019-09-10 |
| US10714842B2 (en) | 2020-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6737195B2 (ja) | 電気接続アセンブリ及びその製造方法 | |
| US10651573B2 (en) | Connector with terminals that are connectable to parallel conductors of a wiring material to form an electrical connection assembly | |
| US10566705B2 (en) | Method for manufacturing electrical connection assembly | |
| JP2001256844A (ja) | ワイヤハーネス及びワイヤハーネスの製造方法 | |
| US10819055B2 (en) | Connector and method for manufacturing electrical connection assembly provided with same | |
| CN109478752B (zh) | 电连接组件的制造方法 | |
| JP2018125221A5 (ja) | ||
| US7850463B2 (en) | Fuse box and method of making a fuse box | |
| US20210098910A1 (en) | Relay terminal, and method for producing relay terminal | |
| US10804622B2 (en) | Method for manufacturing electrical connection assembly | |
| WO2018012237A1 (ja) | コネクタ及びこれを備えた電気接続アセンブリ | |
| CN105449915B (zh) | 电动机及通电压接方法 | |
| CN113745862B (zh) | 端子连接结构 | |
| EP4020715A1 (en) | Terminal-equipped electric wire, connector and manufacturing method of connector | |
| JP2017152343A (ja) | 端子付電線の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190423 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200616 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200629 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6737195 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |