JP6663243B2 - 透光板及びその製造方法 - Google Patents
透光板及びその製造方法 Download PDFInfo
- Publication number
- JP6663243B2 JP6663243B2 JP2016027392A JP2016027392A JP6663243B2 JP 6663243 B2 JP6663243 B2 JP 6663243B2 JP 2016027392 A JP2016027392 A JP 2016027392A JP 2016027392 A JP2016027392 A JP 2016027392A JP 6663243 B2 JP6663243 B2 JP 6663243B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- hard coat
- ceramic layer
- coat layer
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Laminated Bodies (AREA)
- Physical Vapour Deposition (AREA)
Description
樹脂基体と、
上記樹脂基体上に設けられたプライマー層と、
上記プライマー層の上に設けられたハードコート層と、
上記ハードコート層の上に設けられたセラミック層と、
からなる透光板であって、
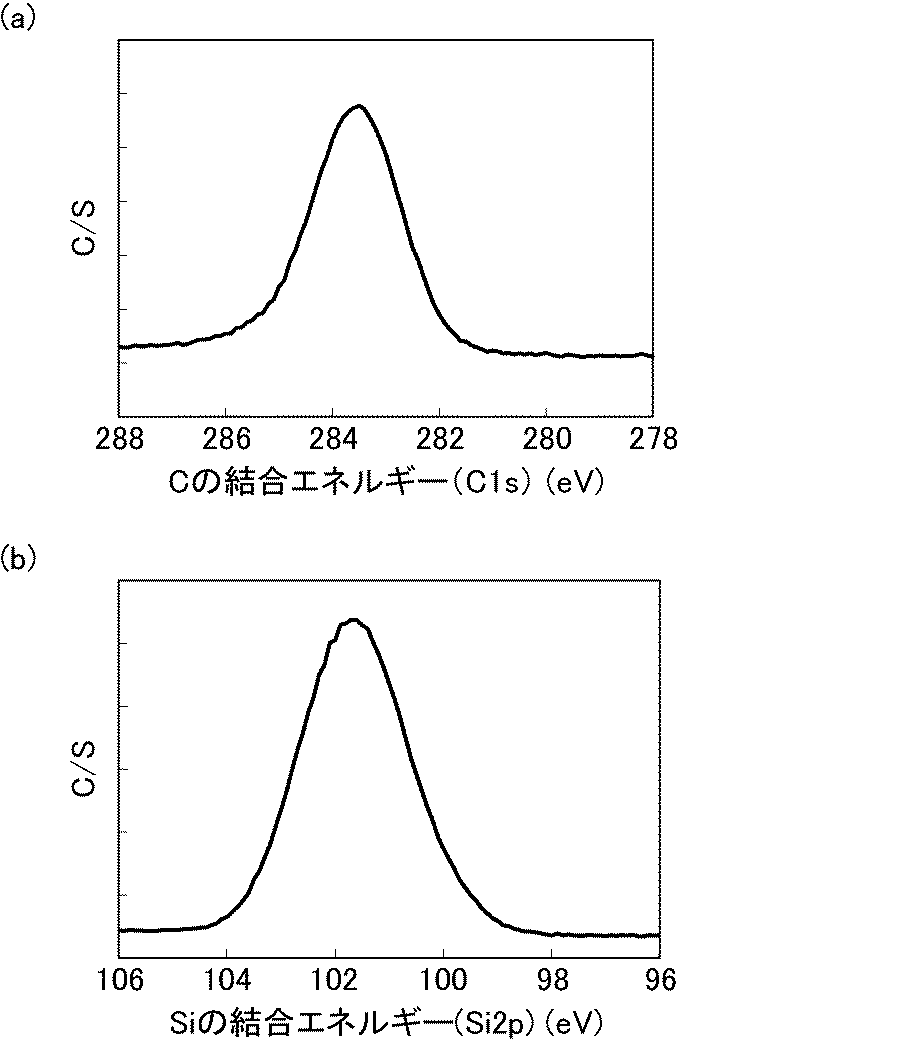
上記透光板は、上記セラミック層に対するXPS解析を実施した場合に、
Cの結合状態解析において283〜284eVの範囲にC/S値のピークを、
Siの結合状態解析において101〜102eVの範囲にC/S値のピークを、
それぞれ有することを特徴とする。
また、本発明においては、セラミック層を形成する際に、例えば酸素を多く含有するハードコート層表面付近をプラズマによって活性化すると、ハードコート中の酸素とスパッタによって供給されるSi、C、Oとの結びつきが確実なものとなりハードコート層とセラミック層との密着性がより良好となり、かつ、形成される膜(セラミック層)は二酸化ケイ素に近い非晶質体となる。
また、ハードコート層中の酸素原子をも巻き込んだSiO2の非晶質体がハードコート層との界面で形成されるためセラミック層がハードコート層から剥離等しにくく、セラミック層により付与される耐摩耗性を充分に発揮することができる。
セラミック層の表面及び内部に遊離炭素が存在すると、セラミック層表面が滑らかとなるため好ましい。遊離炭素の存在は、セラミック層に対するXPS解析を実施することにより確認することができる。具体的には、セラミック層に対するXPS解析を実施した場合に、Cの結合状態解析において284eVのピークはC=C結合を示し、セラミック層に遊離炭素が存在すると、該ピークがブロードとなる波形が観察される。従って、Cの結合状態解析における284eVのピークの波形から、遊離炭素の存在が確認出来る。
なお、セラミック層の表面とは、ハードコート層側と反対側のセラミック層の表面である。
セラミック層がこのような方法により形成されたものであると、ハードコート層とセラミック層との連続性が確保され、ハードコート層とセラミック層との密着性がより向上する。このため透光板の耐摩耗性がより向上する。
SiCは、セラミック材料としては特に硬い部類の素材であるので、本発明におけるセラミック層の成分として好適に利用することができ、透光板の耐摩耗性をより向上させることができる。
非晶質体であると、セラミック層が透明であるうえ、セラミック層の厚さが薄い場合でも紫外線を吸収する作用を発現できる。
ハードコート層が酸素を含むと、ハードコート層とセラミック層との密着性がより向上する。このため透光板の耐摩耗性がより向上する。
また、ハードコート層が酸素を含む場合に、上記のスパッタリングによってセラミック層を形成すると、ハードコート層中(特に、ハードコート層表面付近)の酸素がプラズマによって活性化され、該酸素とスパッタリングによって供給されるSi、C、Oとの結びつきがより確実なものとなる。このため、セラミック層がこのように形成されたものであると、ハードコート層とセラミック層との密着性がより良好となる。さらに、形成されるセラミック層は二酸化ケイ素に近い非晶質体となる。また、ハードコート層中の酸素をも巻き込んだSiO2の非晶質体がハードコート層との界面で形成されるため、セラミック層がハードコート層からより剥離等しにくく、セラミック層により付与される耐摩耗性をより充分に発揮することができる。
上記の樹脂は樹脂基体及びハードコート層との接着性に優れるため、透光板を構成する樹脂基体及びハードコート層を、プライマー層を介して強固に接着することができる。
これらの樹脂は、高い透光性を有している上に、複屈折がなく、充分な強度を有しているので、本発明の透光板の樹脂基体の材料として好適に利用することができる。
セラミック層の厚さが上記範囲であると、耐摩耗性が充分に付与される。また、紫外線を充分に吸収することができるため樹脂基体に紫外線の影響が及ぶことを効果的に防ぐことができる。
樹脂基体上に、プライマー層を形成する工程、
上記プライマー層の上にハードコート層を形成する工程、及び、
上記ハードコート層の上にセラミック層を形成する工程を含み、
上記セラミック層を形成する工程は、スパッタリングによって、95W〜105Wのエネルギー条件下、5%〜20%の酸素雰囲気下で成膜することを含むことを特徴とする。
このため本発明の方法によれば、上述した本発明の透光板を製造することができる。
ハードコート層が酸素を含むと、上記のスパッタリングによってセラミック層を形成する際に、該ハードコート層中の酸素をプラズマによって活性化させることができる。ハードコート層中(特に、ハードコート層表面付近)の酸素が活性化されると、該酸素とスパッタリングによって供給されるSi、C、Oとが結びつく機会が増加し、これらの結びつきがより確実なものとなり、ハードコート層とセラミック層との界面付近においてこれらの2つの層の元素分布に連続性が生じる。その結果、ハードコート層とセラミック層との界面付近において、これらの2つの層の元素組成の差が小さくなるため、ハードコート層とセラミック層との密着性がより良好となる。さらに、形成されるセラミック層は二酸化ケイ素に近い非晶質体となるため、硬く、耐摩耗性に優れるうえ、透明性に優れるものとなる。また、ハードコート層中の酸素をも巻き込んだSiO2の非晶質体がハードコート層との界面で形成されるため、セラミック層がハードコート層からより剥離等しにくく、セラミック層により付与される耐摩耗性をより充分に発揮することができる透光板を得ることができる。
本発明の透光板は、樹脂基体と、上記樹脂基体上に設けられたプライマー層と、上記プライマー層の上に設けられたハードコート層と、上記ハードコート層の上に設けられたセラミック層と、からなる。本発明の透光板は、樹脂基体上に、プライマー層、ハードコート層及びセラミック層をこの順に有するが、プライマー層、ハードコート層及びセラミック層は、樹脂基体の片面に設けられていてもよく、樹脂基体の両面に設けられていてもよい。
上記粗化処理により形成される樹脂基体の表面の表面粗さRzJISは、0.3〜20μmが望ましい。上記した粗化面の表面粗さRzJISは、JIS B 0601(2001)で定義される十点平均粗さである。
なお、樹脂基体の粗化面の表面粗さRzJISは、レーザー顕微鏡(キーエンス社製VK−X200violet仕様)を用いて表面の輪郭曲線を測定した後、JIS B 0601(2001)に準拠して、走査距離は30μmとして測定することができる。
また、樹脂基体の厚さは、透光板を使用する用途に応じて適切な厚さとすることができる。
板状の透光板の樹脂基体として適切なmmオーダーの厚さでもよいし、フィルム状の透光板の樹脂基体として適切なμmオーダーの厚さでもよい。なお、樹脂基体の厚さは不均一であってもよい。例えば透光板を自動車用の窓に使用する場合には、樹脂基体の厚さは3〜6mmが好ましく、3〜4mmがより好ましい。
プライマー層は、透光板を構成する樹脂基体及びハードコート層に対して接着性が良好な材料からなることが好ましく、例えば、アクリル系樹脂、シリコーン系樹脂及びエポキシ樹脂、からなる群より選択される少なくとも1種の樹脂からなることが好ましい。これらの樹脂は樹脂基体及びハードコート層との接着性に優れるため、透光板を構成する樹脂基体及びハードコート層を、プライマー層を介して強固に接着することができる。
中でも、プライマー層は、アクリル系樹脂及びシリコーン系樹脂からなる群より選択される少なくとも1種の樹脂からなることがより好ましい。
プライマー層の厚さを10μmを超えて厚くすると膜厚バラツキが大きくなりハードコート層を強固に接着できない場合があるばかりでなく、後のハードコート形成時の厚みバラツキの原因にもなる。プライマー層の厚さは均一であることが好ましい。
これらは1種又は2種以上使用することができる。ハードコート層がこのような材料からなるものであると、ハードコート層とセラミック層との密着性がより向上する。このためセラミック層がハードコート層からより剥離等しにくく、セラミック層により付与される耐摩耗性等をより充分に発揮することができる。中でも、シリコーン系樹脂がより好ましい。
本発明の透光板においては、上記セラミック層の表面及び内部に遊離炭素の存在が確認されることが好ましい。
セラミック層は、本発明の効果を損なわない限り、Si、O及びC以外の成分を含んでもよい。
セラミック層の厚さが上記範囲であると、耐摩耗性が充分に付与される。また、紫外線を充分に吸収することができるため樹脂基体に紫外線の影響が及ぶことを効果的に防ぐことができる。
セラミック層の厚さを300nmを超えて厚くしても特性に大きな変化はなく、そのような厚さのセラミック層を形成することが難しく、時間もかかるため、透光板の価格が高くなりすぎる。
例えばセラミック層の厚さは、樹脂基体の表面にプライマー層、ハードコート層及びセラミック層が形成された部分と、樹脂基体の表面にプライマー層及びハードコート層が形成され、セラミック層が形成されていない部分がある試料とを準備し、樹脂基体の表面にプライマー層、ハードコート層及びセラミック層が形成された部分と、該セラミック層が形成されていない部分の境界の段差をまたぐようにレーザー顕微鏡を走査して、その段差の高さをセラミック層の厚さとして測定することができる。
プライマー層及びハードコート層についても同様に、樹脂基体の表面にプライマー層、ハードコート層等が形成された部分と、樹脂基体表面にプライマー層、ハードコート層等が形成されていない部分がある試料とを用いて、上記と同様に厚さを測定することができる。
上記測定用試料は、形成したプライマー層、ハードコート層、セラミック層の一部を除去することによって作製してもよい。
なお、分析装置の条件等は下記のとおりである。
分析装置:アルバック・ファイ社製 QuanteraII
X線源:Al−Kα
X線源の印加電圧、電流:15kV、1.5A
イオン銃のガス種:Ar
Arイオンスパッタ条件:500V、7mA、1.0min
測定エネルギー範囲:wide 0〜1100eV
narrow C(C1s):278〜298eV、Si(Si2p):94〜114eV
また、上述したように、ハードコート層は酸素(O)を含むことが好ましい。上記セラミック層は、ハードコート層中の酸素を活性化させて成膜されたものであることが好ましい。このような方法で形成されたものであると、セラミック層とハードコート層とが接する界面付近において、これらの2つの層の元素組成の差が小さく、これによりセラミック層とハードコート層の密着性がより良好になる。このようにハードコート層とセラミック層との密着性が良好であることから、セラミック層がハードコート層から剥離しにくく、透光板により優れた耐摩耗性が付与される。セラミック層を形成する際に、ハードコート層中の酸素を活性化させる方法としては、スパッタリングによってハードコート層の表面をプラズマで活性化させる方法が挙げられる。
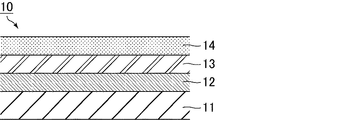
図1に示すように、本発明の透光板10は、樹脂基体11と、樹脂基体11上に設けられたプライマー層12と、プライマー層12の上に設けられたハードコート層13と、ハードコート層13の上に設けられたセラミック層14と、からなる。
樹脂基体11、プライマー層12、ハードコート層13及びセラミック層14の好ましい態様等は、上述したとおりである。
本発明の透光板の製造方法は、
樹脂基体上に、プライマー層を形成する工程、
上記プライマー層の上にハードコート層を形成する工程、及び、
上記ハードコート層の上にセラミック層を形成する工程を含み、
上記セラミック層を形成する工程は、スパッタリングによって、95W〜105Wのエネルギー条件下、5%〜20%の酸素雰囲気下で成膜することを含むことを特徴とする。
はじめに、樹脂基体を準備する。
樹脂基体としては本発明の透光板の説明で説明した樹脂基体を使用することができ、使用する用途に応じて任意の形状に切削加工、押出成形等により成形した樹脂基体を準備する。
また、樹脂基体の表面の不純物を除去するために洗浄処理を行うことが好ましい。
上記洗浄処理としては特に限定されず、従来公知の洗浄処理を用いることができ、具体的には、例えば、水やアルコール溶媒中で超音波洗浄を行う方法等を用いることができる。
また、スパッタリング装置内に樹脂基体を設置し、プラズマを発生させることによって樹脂基体の表面をプラズマ洗浄してもよい。
この粗化処理後に、さらに洗浄処理を行ってもよい。
樹脂基体表面の好ましい表面粗さ等については、既に説明したので、ここでは、その説明を省略する。
次に、樹脂基体上に、プライマー層を形成する。
プライマー層を形成する方法は特に限定されず、上述したプライマー層を構成する樹脂を用いて、公知の方法(例えば、ディップ法)により樹脂基体表面にプライマー層を形成する。
続いて、プライマー層の上にハードコート層を形成する。ハードコート層は、酸素(O)を含むことが好ましい。
ハードコート層を形成する方法は特に限定されず、上述したハードコート層を構成する材料を用いてプライマー層表面にハードコート層を形成すればよい。
プライマー層及びハードコート層を硬化させる方法は特に限定されず、熱硬化、紫外線硬化、電子線硬化、常温硬化等の各方法を使用でき、材料に応じて適宜選択すればよい。また、プライマー層及びハードコート層は、プライマー層を硬化させた後、ハードコート層を形成してもよく、プライマー層及びハードコート層を同時に硬化させてもよい。
上記で得られた樹脂基体上にプライマー層及びハードコート層が形成された積層体のハードコート層表面にセラミック層を形成する。
セラミック層の形成は、スパッタリングによって、95W〜105Wのエネルギー条件下、5%〜20%の酸素雰囲気下で成膜することを含む。
ハードコート層が酸素を含むと、セラミック層をスパッタリングによって形成する際に、ハードコート層中の酸素がプラズマによって活性化され、上記酸素とスパッタによって供給されるSiとCとOの結び付く機会が増加し、これらの結びつきがより確実なものとなり、ハードコート層とセラミック層との界面付近においてこれらの2つの層の元素分布に連続性が生じる。その結果、ハードコート層とセラミック層との界面付近において、これらの2つの層の元素組成の差が小さくなるため、ハードコート層とセラミック層との密着性がより良好となる。さらに、形成されるセラミック層はSiO2に近い非晶質体となるため、硬く、耐摩耗性に優れるうえ、透明性に優れるものとなる。また、ハードコート層中の酸素をも巻き込んだSiO2の非晶質体がハードコート層との界面で形成されるため、セラミック層がハードコート層からより剥離等しにくく、セラミック層により付与される耐摩耗性をより充分に発揮することができる透光板を得ることができる。
スパッタリングによりセラミック層を形成する場合、樹脂材料からなる樹脂基体、プライマー層、ハードコート層等の温度が高温にならず、樹脂材料の耐熱温度以下の温度でセラミック層を形成することができるので、本発明におけるセラミック層の形成方法として適している。
RFスパッタであると、絶縁体であるセラミックターゲットについてもスパッタリングが可能であり、マグネトロンスパッタとすることによって成膜速度を速くすることができる。
そして、高周波電圧を印加して95W〜105Wのエネルギー条件下でスパッタリングを所定時間行い、所定の厚さのセラミック層をハードコート層上に形成する。
スパッタリングの際のエネルギー条件(出力条件)が95W未満であると、セラミック層中の炭素量が欠乏し、セラミック層に対するXPS解析を実施した場合に、Cの結合状態解析において弱いピークとなる。即ち、セラミック層の密度が上がらず、所望の硬度が得られなかったり、耐傷性が低下したりする。エネルギー条件が105Wを超えると、得られる透光板において、セラミック層の組成がSiC膜に近くなるため、透光性の低下を招くことになる。また、セラミック層とハードコート層の密着性が低下する。スパッタリングの際のエネルギー条件は、好ましくは98W〜102Wである。
スパッタリングにおいては、8%〜12%の酸素雰囲気で成膜することが好ましい。
スパッタリングの時間は特に限定されないが、例えばエネルギー条件を100Wとする場合であれば、10〜20分間が好ましい。
具体的には、リアウインドウ等の自動車用の窓、ランプカバー又はランプレンズであることが好ましく、中でも、自動車用の窓に特に好適に使用される。
ランプカバーとしてはヘッドランプカバー、スモールランプカバー、ウィンカーカバー、フォグランプカバー、テールランプカバー、ブレーキランプカバー、バックランプカバー、車内灯カバー等が挙げられる。
ランプレンズとしては、ヘッドランプレンズ、スモールランプレンズ、ウィンカーレンズ、フォグランプレンズ、テールランプレンズ、ブレーキランプレンズ、バックランプレンズ、車内灯レンズ等が挙げられ、ランプカバーと一体化したものであってもよい。
(1)本発明の透光板は、樹脂基体、プライマー層及びハードコート層を有し、ハードコート層の表面にセラミック層が形成されている。セラミック層は、樹脂材料と比較して圧倒的に硬いので、透光板に耐摩耗性を付与することができる。また、本発明の透光板が有するセラミック層の組成はSiO2に近いため、硬く、耐摩耗性に優れるうえ、透明性に優れるものとなる。さらに、セラミック層とハードコート層との密着性が良好となる。また、セラミック層を構成するセラミック材料は、紫外線を吸収することができるため、例えばセラミック層の厚さを適宜調整することにより、セラミック層によって紫外線を効果的に吸収することができる。このため、透光板を構成する樹脂材料に紫外線が届かず、紫外線による樹脂基体の劣化を防止することができる。さらには、適宜セラミック層の種類等を調整することで紫外線に限定されず、赤外線に対しても光を減衰させることができる。
また、セラミック層が、スパッタリングによってハードコート層の表面をプラズマで活性化しながら成膜されたものであると、ハードコートとセラミック層の界面の元素分布が連続的となり、ハードコート層とセラミック層との密着性がより良好となる。このためセラミック層がハードコート層からより剥離等しにくく、セラミック層により付与される耐摩耗性をより充分に発揮することができる。
以下、本発明をより具体的に開示した実施例を示す。なお、本発明は、これらの実施例のみに限定されるものではない。
樹脂基体として、ポリカーボネート板(厚さ4mm)を準備した。
この樹脂基体表面に、ディップ法によりシリコーンからなるプライマー層を形成した。次いで、プライマー層の上にポリシロキサン系の前駆体を用い、熱処理によりシリコーン樹脂からなるハードコート層を形成した。プライマー層の厚さは4μmであり、ハードコート層の厚さは3μmであった。
なお、分析装置の条件等は下記のとおりである。
分析装置:アルバック・ファイ社製 QuanteraII
X線源:Al−Kα
X線源の印加電圧、電流:15kV、1.5A
イオン銃のガス種:Ar
Arイオンスパッタ条件:500V、7mA、1.0min
測定エネルギー範囲:wide 0〜1100eV
Narrow解析 C(C1s):278〜298eV、Si(Si2p):94〜114eV
結果を図2に示す。
光計測器
ヘイズメータ:日本電色工業(株)製 NDH4000(A光源を使用)
光スポット径:7mm
<磨耗試験>
磨耗試験機 :taber社Model5135
サンプル回転数:1000回
回転速度 :72rpm
荷重 :500g
摩耗輪 :CS−10F
透光板の全光線透過率を測定した。装置条件は下記のとおりである。
ヘイズメータ:日本電色工業製 NDH4000(A光源を使用)
光スポット径:7mm
上記で測定したヘイズ値及び全光線透過率を表1に示す。また、透光板の色を、目視により確認し、表1に示した。
11 樹脂基体
12 プライマー層
13 ハードコート層
14 セラミック層
Claims (12)
- 樹脂基体と、
前記樹脂基体上に設けられたプライマー層と、
前記プライマー層の上に設けられたハードコート層と、
前記ハードコート層の上に設けられたセラミック層と、
からなる透光板であって、
前記透光板は、前記セラミック層に対するXPS解析を実施した場合に、
Cの結合状態解析において283〜284eVの範囲にC/S値のピークを、
Siの結合状態解析において101〜102eVの範囲にC/S値のピークを、
それぞれ有し、
前記セラミック層はスパッタリングによって、95W〜105Wのエネルギー条件下、5%〜20%の酸素雰囲気下で成膜されたものであることを特徴とする透光板。 - 前記セラミック層の表面及び内部に遊離炭素の存在が確認される請求項1に記載の透光板。
- 前記セラミック層は、SiCをターゲットとして用いて成膜されたものである請求項1又は2に記載の透光板。
- 前記セラミック層は、Si、O及びCからなる非晶質体である請求項1〜3のいずれかに記載の透光板。
- 前記ハードコート層は、酸素(O)を含む請求項1〜4のいずれかに記載の透光板。
- 前記プライマー層は、アクリル系樹脂、シリコーン系樹脂及びエポキシ樹脂からなる群より選択される少なくとも1種の樹脂からなる請求項1〜5のいずれかに記載の透光板。
- 前記ハードコート層は、シリコーン系樹脂及びアクリル系樹脂からなる群より選択される少なくとも1種の樹脂からなる請求項1〜6のいずれかに記載の透光板。
- 前記樹脂基体は、ポリカーボネート又はポリメチルメタクリレートからなる請求項1〜7のいずれかに記載の透光板。
- 前記セラミック層の厚さが5〜300nmである請求項1〜8のいずれかに記載の透光板。
- 樹脂基体上に、プライマー層を形成する工程、
前記プライマー層の上にハードコート層を形成する工程、及び、
前記ハードコート層の上にセラミック層を形成する工程を含み、
前記セラミック層を形成する工程は、スパッタリングによって、95W〜105Wのエネルギー条件下、5%〜20%の酸素雰囲気下で成膜することを含むことを特徴とする透光板の製造方法。 - 前記セラミック層を形成する工程においては、SiCをターゲットとして用いる請求項10に記載の透光板の製造方法。
- 前記ハードコート層が酸素(O)を含み、前記ハードコート層中の酸素をプラズマによって活性化させて、前記ハードコート層直上に前記セラミック層を形成する請求項10又は11に記載の透光板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016027392A JP6663243B2 (ja) | 2016-02-16 | 2016-02-16 | 透光板及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016027392A JP6663243B2 (ja) | 2016-02-16 | 2016-02-16 | 透光板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017144612A JP2017144612A (ja) | 2017-08-24 |
| JP6663243B2 true JP6663243B2 (ja) | 2020-03-11 |
Family
ID=59681924
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016027392A Active JP6663243B2 (ja) | 2016-02-16 | 2016-02-16 | 透光板及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6663243B2 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4174638B2 (ja) * | 1998-09-28 | 2008-11-05 | 株式会社ブリヂストン | スパッタ皮膜の屈折率コントロール方法 |
| JP2002264271A (ja) * | 2001-03-08 | 2002-09-18 | Teijin Ltd | 高分子樹脂積層体 |
| JP5636589B2 (ja) * | 2010-10-28 | 2014-12-10 | 東洋炭素株式会社 | ダイヤモンド状炭素被膜の製造方法 |
| JP2012132035A (ja) * | 2010-12-20 | 2012-07-12 | Hitachi Metals Ltd | 耐摩耗性と摺動特性に優れた被覆部材およびその製造方法 |
| KR101523455B1 (ko) * | 2010-12-28 | 2015-05-27 | 기린비루 가부시키가이샤 | 가스 배리어성 플라스틱 성형체 및 그의 제조 방법 |
| JP6256858B2 (ja) * | 2012-04-06 | 2018-01-10 | 三菱ケミカル株式会社 | ハードコート層を有する積層体及びその製造方法 |
| US9471172B2 (en) * | 2013-03-15 | 2016-10-18 | Google Technology Holdings LLC | Display for mobile device with abrasion resistant siloxane coating |
-
2016
- 2016-02-16 JP JP2016027392A patent/JP6663243B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017144612A (ja) | 2017-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6663244B2 (ja) | 透光板及びその製造方法 | |
| WO2009110152A1 (ja) | 透明樹脂板及びその製造方法 | |
| JP2013010341A (ja) | 赤外線反射フィルム | |
| CN1745197A (zh) | 复合的阻隔膜和方法 | |
| JP5256441B2 (ja) | 透明樹脂積層体及びその製造方法 | |
| KR20190117621A (ko) | 하드 코트층이 부착된 고분자 기판 | |
| JP6663243B2 (ja) | 透光板及びその製造方法 | |
| JP2020104462A (ja) | 透明積層体の製造方法 | |
| JP2018052041A (ja) | 積層体 | |
| JP2017154402A (ja) | 透光板及びその製造方法 | |
| JP2012116184A (ja) | 積層ポリエステルフィルム、及びそれを用いた透明導電性フィルム | |
| JPWO2013114964A1 (ja) | 装飾成形用フィルム | |
| JP6792433B2 (ja) | 透光板 | |
| JP5879141B2 (ja) | ハードコート層を備えた物品およびその製造方法 | |
| JP7851726B2 (ja) | 樹脂成形品、車窓用樹脂成形品、および、樹脂成形品の製造方法 | |
| JP2019123211A (ja) | 樹脂硬化層付き基板およびその製造方法 | |
| JP2016087986A (ja) | 樹脂基体及び樹脂基体の製造方法 | |
| JP4757709B2 (ja) | 樹脂ガラス用積層体及びその製造方法 | |
| JP2005035249A (ja) | 有機ガラスおよび有機ガラスの製造方法 | |
| JP5519422B2 (ja) | テクスチャーフィルムの製造方法 | |
| US20030185973A1 (en) | Water vapor plasma method of increasing the surface energy of a surface | |
| JPWO2021112116A5 (ja) | ||
| KR101793252B1 (ko) | 금속-고분자 복합체 및 이의 제조방법 | |
| WO2021095649A1 (ja) | 樹脂成形品、車窓用樹脂成形品、及び、樹脂成形品の製造方法 | |
| JP2021183396A (ja) | 成型体、金属メッシュ積層体、および成型体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191004 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191029 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6663243 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |