JP6618467B2 - 一体型のギャラリなしピストンおよびその構築方法 - Google Patents
一体型のギャラリなしピストンおよびその構築方法 Download PDFInfo
- Publication number
- JP6618467B2 JP6618467B2 JP2016528166A JP2016528166A JP6618467B2 JP 6618467 B2 JP6618467 B2 JP 6618467B2 JP 2016528166 A JP2016528166 A JP 2016528166A JP 2016528166 A JP2016528166 A JP 2016528166A JP 6618467 B2 JP6618467 B2 JP 6618467B2
- Authority
- JP
- Japan
- Prior art keywords
- piston
- area
- lower crown
- percent
- dimensional
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
- F02F3/0084—Pistons the pistons being constructed from specific materials
- F02F3/0092—Pistons the pistons being constructed from specific materials the material being steel-plate
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
- F02F3/16—Pistons having cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/10—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass pistons
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
- F02F3/0015—Multi-part pistons
- F02F3/0069—Multi-part pistons the crown and skirt being interconnected by the gudgeon pin
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F3/00—Pistons
- F02F2003/0007—Monolithic pistons; One piece constructions; Casting of pistons
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49249—Piston making
- Y10T29/49265—Ring groove forming or finishing
Description
本願は、2013年11月7日に提出された米国仮出願連続番号第61/901,287号の利点と、2014年6月13日に提出された米国仮出願連続番号第62/011,876号の利点と、2014年11月7日に提出された米国実用新案連続番号第14/535,839号の利点とを主張するものであり、それら全体が引用によりこの明細書中に援用されている。
1.技術分野
この発明は概して内燃機関に関し、より特定的には、そのためのピストンに関する。
エンジン製造業者は、エンジン効率および性能を向上せよとの要求の高まりに直面している。エンジン効率および性能の向上は、製造に関する費用の削減と同時に、燃費向上、オイル消費の削減、燃料系統の向上、シリンダボア内の圧縮負荷および動作温度の上昇、ピストンによる熱損失の低減、構成部品同士の潤滑の向上、エンジン軽量化、ならびにエンジン小型化を含むが、これらに限定されない。燃焼室内の圧縮負荷および動作温度を上昇させることが所望されている一方で、実行可能な限度内でピストンの温度を維持することが依然として必要とされている。したがって、燃焼室内の圧縮負荷および動作温度を上昇させることが所望されているが、この目的を達成するには何らかの妥協が付随してくる。すなわち、これらの望ましい「上昇」によって、ピストンの圧縮高さと、これにより全体的なピストンの大きさおよび質量とを低減させることのできる度合いが制限されてしまう。このような制限は、ピストンの動作温度を下げるのに必要と見なされる閉鎖型または部分閉鎖型の冷却ギャラリを有する典型的なピストン構造の場合に特に問題となる。さらに、閉鎖型または部分的閉鎖型の冷却ギャラリを形成するのに上方部分と下方部分とが接合継手に沿って接合されているピストンを製造するためのコストは、一般に、上方部分と下方部分とを接着するのに用いられる接合プロセスのせいで、高くなってしまう。さらに、ピストンに加えられる機械的負荷および熱負荷の増大に耐えることができるようにするために、上述の「冷却ギャラリ付きの」ピストンを鋼から製造する必要があるので、エンジンを軽量化することのできる度合いが影響を受けることとなる。
この発明に従って構築されるピストンは一塊りの鋼から構成され、これにより、現代の高性能エンジンにおいて見られるような負荷および温度などの、シリンダボア内における圧縮負荷および温度の上昇に耐えるように、強度および耐久性の高いピストンが提供される。さらに、ピストンが新しい単一部品構成であることにより、ピストンの製造に伴う費用が低減される。なぜなら、ピストンの上方部分と下方部分とを接合するのに用いられてきた典型的なプロセスが採用されていないからである。さらに、本発明に従って構築されるピストンにおいては、閉鎖型または部分的閉鎖型の冷却ギャラリを含むピストンと比べて、ピストンのコンプレッションハイト(CH:compression height)および重量を著しく小さくすることができる。これは特に、冷却ギャラリを形成するために一般に用いられる床の存在がピストンから省かれており、これにより、ピストンが内部に配置されているエンジンをより小型、より軽量かつより低燃費に構成することが可能になるからである。
本発明のこれらおよび他の局面、特徴および利点は、現在好ましい実施例および最良モードについての以下の詳細な説明、添付の特許請求の範囲および添付の図面に関連付けて検討されると、より容易に認識されるだろう。
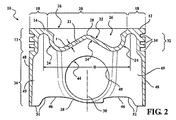
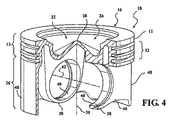
図面をより詳細に参照すると、図1〜図4は、本発明の現在好ましい一実施例に従って構築されたピストン10を示しており、このピストン10は、たとえば、最新のコンパクトで高性能な車両エンジンなどの内燃機関のシリンダボアまたはチャンバ(図示せず)において往復運動させられる。機械加工、鍛造または鋳造などによって一体型材料から形成される一体型本体12を有するピストン10が構築される。その後、場合によっては、必要に応じて仕上げ加工が実行されて、構築を完了させる。したがって、冷却ギャラリ床によって囲まれているかまたは部分的に囲まれている密閉型または部分的密閉型の冷却ギャラリを備えたピストンの場合には一般的である、互いに連結された上方部分および下方部分などの複数の連結された部品が、ピストン10には備わっていない。逆に、ピストン10は、冷却ギャラリを囲むかもしくは部分的に囲む冷却ギャラリ床または他の特徴を持たない点で「ギャラリなし(galleryless)」である。鋼でできたピストン本体12は、現在の高性能な内燃機関の高性能要求(すなわち高い温度および高い圧縮負荷)を満たすために強固で耐久性がある。本体を構築するのに用いられる鋼(すなわち鋼合金)は、特定のエンジン応用例におけるピストン10の要件に応じて、SAE4140等級などであってもよい。本体12の新しい構成は、ピストン10にギャラリがないせいで、以下に記載する特徴の中でも特に、ピストン10の重量およびコンプレッションハイト(CH)を最小限にし、これにより、ピストン10が内部に配置されているエンジンを軽量化し、より小型化することを可能にする。さらに、ギャラリなしであっても、以下において説明され、図面に示される新しい構成により、ピストン10が、最も厳密な動作温度に耐えるように使用中に十分に冷却されることが可能となる。
Claims (20)
- 内燃機関のためのギャラリなしピストンであって、
中心の長手方向軸に沿って延在する一体型のピストン本体を備え、前記ピストンが、前記中心の長手方向軸に沿って、内燃機関のシリンダボアにおいて往復運動し、前記ピストン本体は、上部燃焼面を形成する上方壁を有し、環状リングベルト領域が、少なくとも1つのピストンリングを収容するために前記上部燃焼面から垂下し、前記ピストン本体は、前記リングベルト領域から垂下してシリンダボア内において前記ピストンを案内し易くするための1対のスカート部分と、1対のピンボスとをさらに含み、前記1対のピンボスは、横方向に間隔を空けて配置された1対のピンボアを備え、前記1対のピンボアは、ピンボア軸に沿って位置合わせされてリストピンを収容するためのものであり、前記上部燃焼面は第1の部分および第2の部分を有し、前記第1の部分は、前記上方壁の外周に沿って環状に延在し、前記第2の部分は、前記第1の部分から径方向内側に垂下する燃焼ボウルを形成し、前記上方壁は、前記上部燃焼面の前記第2の部分の正反対側において前記燃焼ボウルの下側に形成された下クラウン面を有し、前記下クラウン面は、前記下側から前記ピストンを前記中心の長手方向軸に沿ってまっすぐに見たときに、前記1対のピンボスおよび前記1対のピンボアを除いて、視認可能な表面となるように規定され、前記下クラウン面は、前記中心の長手方向軸に沿って見たときに、開放的に露出された突出型の2次元表面積を有し、前記中心の長手方向軸に沿って、前記下クラウン面を前記中心の長手方向軸に対して直交する平面に投影することにより、前記下クラウン面の投影像が前記平面内に形成され、前記突出型の2次元表面積とは、前記平面内に形成された前記下クラウン面の前記投影像の2次元面積であり、前記突出型の2次元表面積は、前記ピストン本体の最大外径によって規定される面積の35パーセント〜60パーセントである、ギャラリなしピストン。 - 前記下クラウン面は、前記ピストン本体の前記面積の40パーセントよりも広い総3次元表面積を有し、前記下クラウン面の前記総3次元表面積とは、前記下クラウン面の表面の外形に追従する3次元面積である、請求項1に記載のギャラリなしピストン。
- 前記下クラウン面は、前記ピストン本体の前記面積の60パーセントよりも広い前記総3次元表面積を有する、請求項2に記載のギャラリなしピストン。
- 前記下クラウン面は、前記ピストン本体の前記面積の70パーセントよりも広い前記総3次元表面積を有する、請求項2に記載のギャラリなしピストン。
- 前記下クラウン面は、前記ピストン本体の前記最大外径の75パーセント〜90パーセントの直径を有し、前記下クラウン面の前記直径とは、前記下クラウン面の最大外径である、請求項1に記載のギャラリなしピストン。
- 前記燃焼ボウルは最大燃焼ボウル直径を有し、前記燃焼ボウルの前記最大燃焼ボウル直径とは、前記第2の部分の最大外径であり、前記下クラウン面は、前記最大燃焼ボウル直径の少なくとも85パーセントの直径を有する、請求項1に記載のギャラリなしピストン。
- 前記下クラウン面は、前記最大燃焼ボウル直径の100パーセント〜140パーセントの前記直径を有する、請求項6に記載のギャラリなしピストン。
- 1対のポケットは、前記ピンボスから前記ピンボア軸に沿って前記リングベルト領域にまで径方向外側に延在し、前記ポケットは、前記下側から前記ピストンを前記中心の長手方向軸に沿ってまっすぐに見たときに、前記ピンボスの径方向外側で視認可能な表面となるように規定され、前記ポケットは、少なくとも前記下クラウン面の一部、前記第1の部分の下側の一部、および前記環状リングベルト領域の内面の一部を規定し、前記ポケットは、前記ピストン本体の最大2次元面積の45パーセント〜85パーセントの総3次元表面積を有し、前記ポケットの前記総3次元表面積とは、前記ポケットの表面の外形に追従する3次元面積であり、前記ピストン本体の前記最大2次元面積とは、前記上部燃焼面の最大外径によって規定される2次元面積である、請求項1に記載のギャラリなしピストン。
- 前記ポケットは、前記ピストン本体の前記最大2次元面積の60パーセントよりも広い前記総3次元表面積を有する、請求項8に記載のギャラリなしピストン。
- 前記ポケットは、前記ピストン本体の前記最大2次元面積の70パーセントよりも広い前記総3次元表面積を有する、請求項9に記載のギャラリなしピストン。
- 前記ピンボスは、前記ピストン本体の前記最大外径の60パーセント未満である第1の距離だけ、前記ピンボア軸に沿って互いから間隔を空けて配置された径方向最外面を有する、請求項1に記載のギャラリなしピストン。
- 内燃機関のためのギャラリなしピストンを構築する方法であって、
機械加工プロセス、鍛造プロセスまたは鋳造プロセスのうちの1つのプロセスにおいて中心の長手方向軸に沿って延在する一体型のピストン本体を形成するステップを含み、前記一体型のピストン本体は、上部燃焼面を備えた上方壁と、前記上部燃焼面から垂下する環状リングベルト領域とを有し、前記上部燃焼面は第1の部分および第2の部分を有し、前記第1の部分は、前記上方壁の外周に沿って環状に延在し、前記第2の部分は、前記第1の部分から径方向内側に垂下する燃焼ボウルを形成し、前記上方壁は、前記第2の部分の正反対側において前記燃焼ボウルの下側に形成された下クラウン面を有し、前記ピストン本体は、前記環状リングベルト領域から垂下する1対のスカート部分と、1対のピンボスとをさらに含み、前記1対のピンボスは、横方向に間隔を空けて配置された1対のピンボアを有し、前記1対のピンボアは、ピンボア軸に沿って位置合わせされてリストピンを収容するためのものであり、前記下クラウン面は、前記下側から前記ピストンを前記中心の長手方向軸に沿ってまっすぐに見たときに、前記1対のピンボスおよび前記1対のピンボアを除いて、視認可能な表面となるように規定され、前記下クラウン面は、前記中心の長手方向軸に沿って見たときに開放的に視認可能な突出型の2次元表面積を有し、前記中心の長手方向軸に沿って、前記下クラウン面を前記中心の長手方向軸に対して直交する平面に投影することにより、前記下クラウン面の投影像が前記平面内に形成され、前記突出型の2次元表面積とは、前記平面内に形成された前記下クラウン面の前記投影像の2次元面積であり、前記突出型の2次元表面積は、前記ピストン本体の最大外径によって規定される面積の35パーセント〜60パーセントである、方法。 - 前記ピストン本体の前記面積の40パーセントよりも広い総3次元表面積を有する前記下クラウン面が形成され、前記下クラウン面の前記総3次元表面積とは、前記下クラウン面の表面の外形に追従する3次元面積である、請求項12に記載の方法。
- 前記燃焼ボウルの最大外径の少なくとも85パーセントである直径を有する前記下クラウン面が形成され、前記燃焼ボウルの前記最大外径とは、前記第2の部分の最大外径である、請求項12に記載の方法。
- 機械加工プロセス、鍛造プロセスまたは鋳造プロセスにおいて1対のポケットを形成するステップをさらに含み、前記ポケットは、前記ピンボスから前記ピンボア軸に沿って前記リングベルト領域にまで径方向外側に延在し、前記ポケットは、前記下側から前記ピストンを前記中心の長手方向軸に沿ってまっすぐに見たときに、前記ピンボスの径方向外側で視認可能な表面となるように規定され、前記ポケットは、少なくとも前記下クラウン面の一部、前記第1の部分の下側の一部、および前記環状リングベルト領域の内面の一部を規定し、前記ポケットは、前記ピストン本体の最大2次元面積の45パーセント〜85パーセントの総3次元表面積を有し、前記ポケットの前記総3次元表面積とは、前記ポケットの表面の外形に追従する3次元面積であり、前記ピストン本体の前記最大2次元面積とは、前記上部燃焼面の最大外径によって規定される2次元面積である、請求項12に記載の方法。
- 前記ピストン本体の前記最大外径の60パーセント未満である第1の距離だけ、前記ピンボア軸に沿って互いから間隔を空けて配置された径方向最外面を有する前記ピンボスを形成するステップをさらに含む、請求項12に記載の方法。
- 前記下クラウン面は、前記中心の長手方向軸に沿って位置する凹状の中心部分を含む、請求項1に記載のピストン。
- 前記凹状の中心部分は、前記スカート部分間に長手方向に延在する長さと、前記ピンボス間に延在する幅とを有し、前記凹状の中心部分の前記長さは、前記幅よりも長い、請求項17に記載のピストン。
- 前記下クラウン面の前記凹状の中心部分は、前記スカート部分間に長手方向に延在する長さと、前記ピンボス間に延在する幅とを有し、前記凹状の中心部分の前記長さは、前記幅よりも長く、
前記凹状の中心部分は、前記下クラウン面の周辺区域からピンボア軸の方向にオフセットされており、
前記凹状の中心部分は、前記周辺区域よりも前記ピンボスの近くに配置され、
前記ピストン本体は、前記下クラウン面に隣接して前記スカート部分の各々の最上端縁に沿って階段状領域を含み、前記階段状領域は前記下クラウン面の一部を形成せず、
前記ピストン本体は、前記ピンボスの各々の径方向外側に配置された下クラウンポケットを含み、前記下クラウンポケットは前記下クラウン面の一部を形成し、
前記ピストン本体は前記下クラウン面、前記スカート部分および前記ピンボスにそってリブを備えず、
前記ピストン本体は、前記上部燃焼面から前記上方壁の下側にまで延在する厚さを呈し、
前記上方壁は、前記上部燃焼面のうちの前記第2の部分に沿う範囲内で厚さが最小となる箇所を有しており、
前記上部燃焼面の前記第2の部分から、前記箇所の前記厚さを2倍した値に相当する距離だけ離れた位置に基準面を規定したとすると、前記下クラウン面は、前記上方壁の前記下側の一部分であって、かつ、前記基準面に対して上方側に設けられており、
前記ピストン本体は鋼から形成される、請求項17に記載のピストン。 - 前記下クラウン面は、前記ピンボス間に位置する凹状の中心部分を含む、請求項1に記載のピストン。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361901287P | 2013-11-07 | 2013-11-07 | |
| US61/901,287 | 2013-11-07 | ||
| US201462011876P | 2014-06-13 | 2014-06-13 | |
| US62/011,876 | 2014-06-13 | ||
| PCT/US2014/064582 WO2015070035A1 (en) | 2013-11-07 | 2014-11-07 | Monolithic, galleryless piston and method of construction thereof |
| US14/535,839 | 2014-11-07 | ||
| US14/535,839 US9869268B2 (en) | 2013-11-07 | 2014-11-07 | Monolithic, galleryless piston and method of construction thereof |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016537551A JP2016537551A (ja) | 2016-12-01 |
| JP2016537551A5 JP2016537551A5 (ja) | 2017-11-30 |
| JP6618467B2 true JP6618467B2 (ja) | 2019-12-11 |
Family
ID=53006061
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016528166A Expired - Fee Related JP6618467B2 (ja) | 2013-11-07 | 2014-11-07 | 一体型のギャラリなしピストンおよびその構築方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (4) | US9869268B2 (ja) |
| EP (1) | EP3071823B1 (ja) |
| JP (1) | JP6618467B2 (ja) |
| KR (1) | KR20160083067A (ja) |
| CN (1) | CN105940213B (ja) |
| BR (1) | BR112016010181A8 (ja) |
| WO (1) | WO2015070035A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014052779A2 (en) * | 2012-09-27 | 2014-04-03 | Federal-Mogul Corporation | Reduced compression height piston and piston assembly therewith and methods of construction thereof |
| BR112016010181A8 (pt) | 2013-11-07 | 2019-08-06 | Federal Mogul Corp | pistão monolítico sem galeria e método de construção do mesmo |
| US10738731B2 (en) | 2013-11-07 | 2020-08-11 | Tenneco Inc. | Monolithic, galleryless piston and method of construction thereof |
| USD768207S1 (en) * | 2014-07-16 | 2016-10-04 | Federal-Mogul Corporation | Piston |
| BR112018013210A2 (pt) * | 2016-01-06 | 2018-12-11 | Fed Mogul Llc | pistão sem galeria, monolítico e método de construção do mesmo |
| US10273902B2 (en) * | 2016-02-22 | 2019-04-30 | Tenneco Inc. | Insulation layer on steel pistons without gallery |
| DE102016204830A1 (de) | 2016-03-23 | 2017-09-28 | Federal-Mogul Nürnberg GmbH | Kolben für einen Verbrennungsmotor |
| US10352270B2 (en) | 2016-03-01 | 2019-07-16 | Tenneco Inc. | Galleryless piston with connection to pockets |
| US10344706B2 (en) * | 2016-03-08 | 2019-07-09 | Tenneco Inc. | Galleryless piston with cutout above pin bore |
| US10422299B2 (en) * | 2016-04-21 | 2019-09-24 | Tenneco Inc. | Piston with asymmetric upper combustion surface and method of manufacture thereof |
| EP3470655B1 (en) * | 2017-10-10 | 2020-04-22 | Lombardini S.r.l. | Piston and method of manufacturing thereof |
| DE102017222743A1 (de) * | 2017-12-14 | 2019-06-19 | Federal-Mogul Nürnberg GmbH | Kolben für Verbrennungsmotor |
Family Cites Families (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1286021A (en) * | 1917-07-02 | 1918-11-26 | Herman E Kirn | Rodent-exterminating implement. |
| DE2539470C2 (de) * | 1975-09-05 | 1984-09-20 | Daimler-Benz Ag, 7000 Stuttgart | Flüssigkeitsgekühlter Kolben für eine Brennkraftmaschine |
| JPS58142313A (ja) | 1982-02-18 | 1983-08-24 | Yokogawa Hokushin Electric Corp | ホログラムを用いた光走査装置 |
| JPS58142313U (ja) | 1982-03-20 | 1983-09-26 | トヨタ自動車株式会社 | 内燃機関のピストン油冷却装置 |
| DE3430258A1 (de) * | 1984-08-17 | 1986-02-27 | Mahle Gmbh, 7000 Stuttgart | Tauchkolben fuer verbrennungsmotoren |
| JPS6374560U (ja) | 1986-11-05 | 1988-05-18 | ||
| GB8824222D0 (en) * | 1988-10-15 | 1988-11-23 | Wellworthy Ltd | Pistons |
| DE4340891A1 (de) * | 1993-12-01 | 1995-06-08 | Mahle Gmbh | Hubkolben für Verbrennungsmotoren aus insbesondere Leichtmetall |
| KR100208752B1 (ko) * | 1996-10-16 | 1999-07-15 | 정몽규 | 오일 제트의 분사 위치 확인장치 |
| US6152016A (en) * | 1999-01-29 | 2000-11-28 | Daimlerchrysler Corporation | Piston with cast passages |
| GB2367602B (en) | 2000-10-07 | 2004-10-27 | Federal Mogul Bradford Ltd | Piston for internal combustion engine |
| US6609485B2 (en) * | 2001-03-29 | 2003-08-26 | International Engine Intellectual Property Company, Llc | Piston pin bushing cooler |
| US6701875B2 (en) * | 2002-05-31 | 2004-03-09 | Cummins Inc. | Internal combustion engine with piston cooling system and piston therefor |
| DE10301367A1 (de) | 2003-01-16 | 2004-07-29 | Mahle Gmbh | Verfahren zum Einbringen von Shakerbohrungen in den Kühlkanal eines einteiligen Kolbens |
| DE10322921A1 (de) * | 2003-05-21 | 2004-12-16 | Mahle Gmbh | Verfahren zur Herstellung eines einteiligen Kolbens für einen Verbrennungsmotor |
| US6840156B1 (en) | 2003-06-24 | 2005-01-11 | General Motors Corporation | Piston with cast-in undercrown pins for increased heat dissipation |
| US7185614B2 (en) * | 2004-10-28 | 2007-03-06 | Caterpillar Inc | Double bowl piston |
| JP2006214298A (ja) | 2005-02-01 | 2006-08-17 | Hitachi Ltd | 内燃機関のピストン |
| KR20080063269A (ko) * | 2005-08-29 | 2008-07-03 | 카에스 콜벤슈미트 게엠베하 | 경량 피스톤 |
| DE102005043747A1 (de) * | 2005-09-14 | 2007-03-22 | GM Global Technology Operations, Inc., Detroit | Kolben für eine Brennkraftmaschine |
| US20080034691A1 (en) | 2006-04-26 | 2008-02-14 | Illinois Tool Works, Inc. | Laminate-clad floor molding and method for manufacture |
| JP4333693B2 (ja) | 2006-05-22 | 2009-09-16 | トヨタ自動車株式会社 | 内燃機関用ピストンおよび内燃機関 |
| CN101553656B (zh) * | 2006-11-08 | 2011-01-19 | 费德罗-莫格尔公司 | 带有扭转裙板的活塞 |
| DE102007020447A1 (de) * | 2007-04-27 | 2008-10-30 | Mahle International Gmbh | Kolben für einen Verbrennungsmotor |
| EP2184477B1 (en) * | 2007-08-24 | 2013-04-17 | Honda Motor Co., Ltd. | Piston of internal combustion engine |
| DE102007058789A1 (de) * | 2007-12-06 | 2009-06-10 | Federal-Mogul Nürnberg GmbH | Gusskolben mit Stützrippen und Verfahren zur Herstellung eines solchen Kolbens |
| KR20090064187A (ko) * | 2007-12-15 | 2009-06-18 | 현대자동차주식회사 | 피스톤 냉각구조 |
| EP2085598B1 (en) * | 2008-01-29 | 2016-10-19 | BRP-Rotax GmbH & Co. KG | Piston for an Internal Combustion Engine |
| DE102009032379A1 (de) * | 2008-08-13 | 2010-02-18 | Mahle International Gmbh | Kolben für einen Verbrennungsmotor |
| JP4861394B2 (ja) * | 2008-12-05 | 2012-01-25 | 本田技研工業株式会社 | ピストン |
| JP5063634B2 (ja) * | 2009-03-12 | 2012-10-31 | 日立オートモティブシステムズ株式会社 | 内燃機関のピストン |
| JP5848247B2 (ja) | 2009-07-17 | 2016-01-27 | フェデラル−モーグル パワートレイン インコーポレイテッドFederal−Mogul Powertrain, Inc. | 三層ニット生地、それから形成された熱保護部材、およびその構成方法 |
| US8813713B2 (en) * | 2010-12-22 | 2014-08-26 | Caterpillar Inc. | Piston with cylindrical wall |
| US8677970B2 (en) * | 2011-03-17 | 2014-03-25 | Cummins Intellectual Property, Inc. | Piston for internal combustion engine |
| EP2697016B1 (en) * | 2011-04-15 | 2019-03-13 | Tenneco Inc. | Method of making a piston |
| US20130032120A1 (en) * | 2011-08-04 | 2013-02-07 | Caterpillar, Inc. | Piston For Internal Combustion Engine And Method |
| DE102011115639A1 (de) * | 2011-09-28 | 2013-03-28 | Mahle International Gmbh | Kolben für einen Verbrennungsmotor |
| IN2014CN03942A (ja) | 2011-10-31 | 2015-07-03 | Federal Mogul Corp | |
| EP2825756B2 (en) * | 2012-03-12 | 2022-12-21 | Tenneco Inc. | Engine piston |
| BR112016010181A8 (pt) | 2013-11-07 | 2019-08-06 | Federal Mogul Corp | pistão monolítico sem galeria e método de construção do mesmo |
| US10738731B2 (en) * | 2013-11-07 | 2020-08-11 | Tenneco Inc. | Monolithic, galleryless piston and method of construction thereof |
| US10151269B2 (en) * | 2016-06-16 | 2018-12-11 | GM Global Technology Operations LLC | Mass efficient piston |
| EP3699418B1 (de) * | 2016-08-19 | 2022-12-07 | Andreas Stihl AG & Co. KG | Kolben für einen mit spülvorlage arbeitenden zweitaktmotor und zweitaktmotor |
| US20200080509A1 (en) * | 2016-12-06 | 2020-03-12 | Ks Kolbenschmidt Gmbh | Weight-Optimized Steel Piston |
-
2014
- 2014-11-07 BR BR112016010181A patent/BR112016010181A8/pt not_active Application Discontinuation
- 2014-11-07 US US14/535,839 patent/US9869268B2/en active Active
- 2014-11-07 EP EP14806773.9A patent/EP3071823B1/en active Active
- 2014-11-07 KR KR1020167014845A patent/KR20160083067A/ko not_active Application Discontinuation
- 2014-11-07 CN CN201480070113.7A patent/CN105940213B/zh active Active
- 2014-11-07 JP JP2016528166A patent/JP6618467B2/ja not_active Expired - Fee Related
- 2014-11-07 WO PCT/US2014/064582 patent/WO2015070035A1/en active Application Filing
-
2015
- 2015-11-13 US US14/940,416 patent/US10094327B2/en not_active Expired - Fee Related
-
2017
- 2017-07-21 US US15/657,018 patent/US10202937B2/en active Active
-
2018
- 2018-08-23 US US16/110,874 patent/US10968862B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN105940213B (zh) | 2019-11-26 |
| JP2016537551A (ja) | 2016-12-01 |
| KR20160083067A (ko) | 2016-07-11 |
| CN105940213A (zh) | 2016-09-14 |
| US20150122212A1 (en) | 2015-05-07 |
| BR112016010181A2 (pt) | 2017-08-08 |
| US20190003418A1 (en) | 2019-01-03 |
| US10202937B2 (en) | 2019-02-12 |
| US9869268B2 (en) | 2018-01-16 |
| US10968862B2 (en) | 2021-04-06 |
| EP3071823A1 (en) | 2016-09-28 |
| US20170321628A1 (en) | 2017-11-09 |
| WO2015070035A1 (en) | 2015-05-14 |
| US20160090939A1 (en) | 2016-03-31 |
| EP3071823B1 (en) | 2021-12-22 |
| BR112016010181A8 (pt) | 2019-08-06 |
| US10094327B2 (en) | 2018-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6618467B2 (ja) | 一体型のギャラリなしピストンおよびその構築方法 | |
| JP6466510B2 (ja) | 冷却通路を有するスチールピストン | |
| JP6668377B2 (ja) | 低いコンプレッションハイトを有する、頑丈かつ軽量のピストンおよびその構成方法 | |
| US10738731B2 (en) | Monolithic, galleryless piston and method of construction thereof | |
| JP2019506567A (ja) | 改良されたポケット冷却を有する空洞なしのピストン | |
| JP2019508624A (ja) | スロット付きリング溝を有する空洞なしのピストン | |
| US10344706B2 (en) | Galleryless piston with cutout above pin bore | |
| JP6450911B2 (ja) | ピストンおよびその作成方法 | |
| US10352270B2 (en) | Galleryless piston with connection to pockets | |
| JP2019509425A (ja) | オイル排出機構を有する空洞なしのピストン | |
| JP2019502856A (ja) | 一体型のギャラリなしピストンおよびその構築方法 | |
| JP2013503300A (ja) | 低摩擦スカートを有するモノブロックピストン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160701 Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160707 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20160701 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171017 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171017 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181003 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181016 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20181106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190712 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190917 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191016 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6618467 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |