JP6590536B2 - クラッド材、およびパイプの製造方法 - Google Patents
クラッド材、およびパイプの製造方法 Download PDFInfo
- Publication number
- JP6590536B2 JP6590536B2 JP2015114782A JP2015114782A JP6590536B2 JP 6590536 B2 JP6590536 B2 JP 6590536B2 JP 2015114782 A JP2015114782 A JP 2015114782A JP 2015114782 A JP2015114782 A JP 2015114782A JP 6590536 B2 JP6590536 B2 JP 6590536B2
- Authority
- JP
- Japan
- Prior art keywords
- mass
- pipe
- skin material
- less
- core material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 title claims description 196
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 239000011162 core material Substances 0.000 claims description 74
- 239000012535 impurity Substances 0.000 claims description 34
- 229910000838 Al alloy Inorganic materials 0.000 claims description 28
- 238000000034 method Methods 0.000 claims description 18
- 238000003466 welding Methods 0.000 claims description 14
- 229910052802 copper Inorganic materials 0.000 claims description 11
- 229910052725 zinc Inorganic materials 0.000 claims description 8
- -1 Si 7.9 to 9.5 mass% Inorganic materials 0.000 claims description 4
- 238000005260 corrosion Methods 0.000 description 31
- 230000007797 corrosion Effects 0.000 description 30
- 238000005219 brazing Methods 0.000 description 25
- 229910052782 aluminium Inorganic materials 0.000 description 21
- 239000003507 refrigerant Substances 0.000 description 20
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 18
- 230000002093 peripheral effect Effects 0.000 description 11
- 239000003990 capacitor Substances 0.000 description 10
- 238000004781 supercooling Methods 0.000 description 8
- 230000005496 eutectics Effects 0.000 description 6
- 238000004891 communication Methods 0.000 description 5
- 238000003780 insertion Methods 0.000 description 5
- 230000037431 insertion Effects 0.000 description 5
- 238000005192 partition Methods 0.000 description 5
- 230000007547 defect Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 229910004349 Ti-Al Inorganic materials 0.000 description 3
- 229910004692 Ti—Al Inorganic materials 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 3
- 238000005253 cladding Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000010422 painting Methods 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 230000002378 acidificating effect Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000007791 liquid phase Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000002274 desiccant Substances 0.000 description 1
- ZOMNIUBKTOKEHS-UHFFFAOYSA-L dimercury dichloride Chemical class Cl[Hg][Hg]Cl ZOMNIUBKTOKEHS-UHFFFAOYSA-L 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000009972 noncorrosive effect Effects 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/016—Layered products comprising a layer of metal all layers being exclusively metallic all layers being formed of aluminium or aluminium alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
- B32B1/08—Tubular products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/08—Interconnection of layers by mechanical means
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/10—Alloys based on aluminium with zinc as the next major constituent
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/05316—Assemblies of conduits connected to common headers, e.g. core type radiators
- F28D1/05341—Assemblies of conduits connected to common headers, e.g. core type radiators with multiple rows of conduits or with multi-channel conduits combined with a particular flow pattern, e.g. multi-row multi-stage radiators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
- F28D1/05366—Assemblies of conduits connected to common headers, e.g. core type radiators
- F28D1/05375—Assemblies of conduits connected to common headers, e.g. core type radiators with particular pattern of flow, e.g. change of flow direction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/24—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely
- F28F1/30—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely the means being attachable to the element
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/04—Arrangements for sealing elements into header boxes or end plates
- F28F9/16—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling
- F28F9/18—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P2700/00—Indexing scheme relating to the articles being treated, e.g. manufactured, repaired, assembled, connected or other operations covered in the subgroups
- B23P2700/09—Heat pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2597/00—Tubular articles, e.g. hoses, pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2245/00—Coatings; Surface treatments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/04—Fastening; Joining by brazing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/06—Fastening; Joining by welding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
- Details Of Heat-Exchange And Heat-Transfer (AREA)
Description
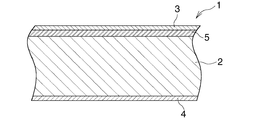
芯材と第1皮材との間に中間材が介在させられており、
芯材が、Cu0.3〜0.5質量%、Mn0.6〜1.0質量%、Ti0.05〜0.15質量%、Zn0.1質量%以下、Fe0.3質量%以下、Si0.2質量%以下を含み、残部Alおよび不可避不純物からなるAl合金で形成され、
第1皮材が、Si7.9〜9.5質量%、Fe0.1〜0.3質量%、Cu0.3質量%以下を含み、残部Alおよび不可避不純物からなるAl合金で形成され、
第2皮材が、Si4.5〜5.5質量%、Cu0.5〜0.7質量%、Fe0.8質量%以下を含み、残部Alおよび不可避不純物からなるAl合金で形成され、
中間材が、Mn0.2〜0.4質量%、Zn0.2〜0.4質量%、Fe0.4質量%以下、Cu0.05質量%以下を含み、残部Alおよび不可避不純物からなるAl合金で形成されているクラッド材。
[芯材(2)]
Cuは、芯材(2)の自然電位を貴にして芯材(2)の耐食性を向上させる性質を有するが、その含有量が少なすぎると十分な耐食性が得られずに孔食が発生するおそれがあり、多すぎると芯材(2)の強度が高くなりすぎてクラッド材(1)を筒状に成形する際に成形不良が発生する。したがって、Cu含有量は0.3〜0.5質量%とすべきである。
[第1皮材(3)]
第1皮材(3)は、一般的なAl合金ろうであり、Si含有量は7.9〜9.5質量%である。
[第2皮材(4)]
第2皮材(4)はろう材として働くものであり、Siは通常のAl合金ろうの場合と同様に、溶融した第2皮材(4)の流動性に影響を及ぼすが、その含有量が少なすぎると溶融した第2皮材(4)の流動性が十分ではなく、クラッド材(1)をヘッダタンクに用いた場合にヘッダタンクと熱交換管とのろう付不良が発生するおそれがある。また、Siの含有量が多くなりすぎると第2皮材(4)の流動性が良くなりすぎ、クラッド材(1)をヘッダタンクに用いた場合、ヘッダタンクにろう付される熱交換管の管路内に流入するおそれがある。したがって、Si含有量は4.5〜5.5質量%とすべきである。
[中間材(5)]
Mnは、中間材(5)の強度を高くして、圧延時に中間材(5)と芯材(2)および第1皮材(3)とを良好に圧着させる性質を有する。しかしながら、Mnの含有量が少なすぎると圧延時に中間材(5)と芯材(2)および第1皮材(3)とを良好に圧着させることができず、多くなりすぎると中間材(5)の強度が高くなりすぎて圧延時に中間材(5)と芯材(2)および第1皮材(3)との間に圧着不良が発生するので、Mn含有量は0.2〜0.4質量%とすべきである。

(2):芯材
(3):第1皮材
(4):第2皮材
(5):中間材
(10):コンデンサ(熱交換器)
(11):熱交換管
(12)(13)(14):ヘッダタンク
(15):コルゲートフィン
(22):パイプ
(23):下閉鎖部材
(24):上閉鎖部材
(25):ブラケット(熱交換器構成部品)
(34):溶接継手部
(35):管挿通穴
Claims (2)
- 芯材と、芯材の片面を覆う第1皮材と、芯材の他面を覆う第2皮材とを有し、第1皮材どうしおよび第2皮材どうしが同じ側を向くとともに、側縁部どうしが突き合わされた状態で高周波抵抗溶接法により接合されるクラッド材であって、
芯材と第1皮材との間に中間材が介在させられており、
芯材が、Cu0.3〜0.5質量%、Mn0.6〜1.0質量%、Ti0.05〜0.15質量%、Zn0.1質量%以下、Fe0.3質量%以下、Si0.2質量%以下を含み、残部Alおよび不可避不純物からなるAl合金で形成され、
第1皮材が、Si7.9〜9.5質量%、Fe0.1〜0.3質量%、Cu0.3質量%以下を含み、残部Alおよび不可避不純物からなるAl合金で形成され、
第2皮材が、Si4.5〜5.5質量%、Cu0.5〜0.7質量%、Fe0.8質量%以下を含み、残部Alおよび不可避不純物からなるAl合金で形成され、
中間材が、Mn0.2〜0.4質量%、Zn0.2〜0.4質量%、Fe0.4質量%以下、Cu0.05質量%以下を含み、残部Alおよび不可避不純物からなるAl合金で形成されているクラッド材。 - 請求項1記載のクラッド材を、第1皮材で覆われている第1面が外側に来るとともに、第2皮材で覆われている第2面が内側に来るように筒状に成形し、クラッド材の両側縁部どうしを加圧しながら突き合わせた状態で、高周波抵抗溶接法により溶接するパイプの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015114782A JP6590536B2 (ja) | 2015-06-05 | 2015-06-05 | クラッド材、およびパイプの製造方法 |
| DE102016109718.7A DE102016109718A1 (de) | 2015-06-05 | 2016-05-25 | Verbundmaterial, Verfahren zur Rohrherstellung, Rohr und Wärmetauscher mit Rohr |
| US15/169,602 US20160290744A1 (en) | 2015-06-05 | 2016-05-31 | Clad material, method of manufacturing pipe, pipe, and heat exchanger using pipe |
| CN201610389019.9A CN106240081B (zh) | 2015-06-05 | 2016-06-02 | 复合金属材料、管件的制造方法、管件及使用了该管件的热交换器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015114782A JP6590536B2 (ja) | 2015-06-05 | 2015-06-05 | クラッド材、およびパイプの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017002341A JP2017002341A (ja) | 2017-01-05 |
| JP2017002341A5 JP2017002341A5 (ja) | 2018-04-05 |
| JP6590536B2 true JP6590536B2 (ja) | 2019-10-16 |
Family
ID=57017445
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015114782A Expired - Fee Related JP6590536B2 (ja) | 2015-06-05 | 2015-06-05 | クラッド材、およびパイプの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20160290744A1 (ja) |
| JP (1) | JP6590536B2 (ja) |
| CN (1) | CN106240081B (ja) |
| DE (1) | DE102016109718A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2678468B1 (es) * | 2017-02-10 | 2019-05-14 | Radiadores Ordonez S A | Radiador para vehiculo |
| JP6487973B2 (ja) * | 2017-08-03 | 2019-03-20 | 株式会社Uacj | 熱交換器用アルミニウム合金ブレージングシート及び熱交換器用アルミニウム合金ブレージングシートの製造方法 |
| JP2019045091A (ja) * | 2017-09-05 | 2019-03-22 | 株式会社ケーヒン・サーマル・テクノロジー | 熱交換器 |
| CN108677065A (zh) * | 2018-05-23 | 2018-10-19 | 大力神铝业股份有限公司 | 一种用于生产高强冷凝器复合翅片材料及其制作方法 |
| CN113512672B (zh) * | 2021-06-28 | 2022-07-22 | 中亿丰金益(苏州)科技有限公司 | 一种4系铝合金、管材的加工方法和应用 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5827335B2 (ja) * | 1979-02-12 | 1983-06-08 | 住友軽金属工業株式会社 | Alブレ−ジングシ−トの心材 |
| JPS57188638A (en) * | 1981-04-10 | 1982-11-19 | Kobe Steel Ltd | Aluminum tube for heat exchanger |
| JP3345845B2 (ja) * | 1993-12-22 | 2002-11-18 | 古河電気工業株式会社 | 電縫加工用アルミニウム合金ブレージングシート条 |
| JP3704178B2 (ja) * | 1995-05-19 | 2005-10-05 | 昭和電工株式会社 | ろう付用アルミニウム材料及び該材料を用いた耐食性に優れたドロンカップ型熱交換器 |
| JP2003082428A (ja) * | 2001-09-12 | 2003-03-19 | Furukawa Electric Co Ltd:The | 溶接部の耐食性に優れるアルミニウム合金ブレージングシート |
| US7255932B1 (en) * | 2002-04-18 | 2007-08-14 | Alcoa Inc. | Ultra-longlife, high formability brazing sheet |
| CA2482914C (en) * | 2002-04-18 | 2012-04-10 | Alcoa Inc. | Ultra-longlife, high formability brazing sheet |
| JP5087538B2 (ja) * | 2006-03-31 | 2012-12-05 | 株式会社ケーヒン・サーマル・テクノロジー | ろう付パイプおよびその製造方法 |
| JP5054404B2 (ja) | 2007-03-28 | 2012-10-24 | 株式会社神戸製鋼所 | 熱交換器用アルミニウム合金クラッド材およびブレージングシート |
| US8158273B2 (en) * | 2007-06-20 | 2012-04-17 | Aleris Aluminum Koblenz Gmbh | Aluminium alloy brazing sheet product |
| JP5429858B2 (ja) * | 2009-04-21 | 2014-02-26 | 株式会社Uacj | 熱交換器用アルミニウム合金クラッド材およびその製造方法 |
| CA2829997C (en) * | 2011-03-16 | 2018-12-04 | Alcoa Inc. | Multi-layer brazing sheet |
| JP5891026B2 (ja) * | 2011-12-14 | 2016-03-22 | 株式会社ケーヒン・サーマル・テクノロジー | クラッド材 |
| JP6147470B2 (ja) * | 2012-03-30 | 2017-06-14 | 株式会社神戸製鋼所 | 熱交換器用アルミニウム合金ブレージングシート |
| JP2015009244A (ja) | 2013-06-27 | 2015-01-19 | 株式会社ケーヒン・サーマル・テクノロジー | クラッド材、ろう付パイプの製造方法およびろう付パイプ |
-
2015
- 2015-06-05 JP JP2015114782A patent/JP6590536B2/ja not_active Expired - Fee Related
-
2016
- 2016-05-25 DE DE102016109718.7A patent/DE102016109718A1/de active Pending
- 2016-05-31 US US15/169,602 patent/US20160290744A1/en not_active Abandoned
- 2016-06-02 CN CN201610389019.9A patent/CN106240081B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102016109718A1 (de) | 2016-12-08 |
| CN106240081B (zh) | 2019-06-14 |
| CN106240081A (zh) | 2016-12-21 |
| US20160290744A1 (en) | 2016-10-06 |
| JP2017002341A (ja) | 2017-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6590536B2 (ja) | クラッド材、およびパイプの製造方法 | |
| JP4698416B2 (ja) | ドロンカップ型熱交換器の製造方法、アルミニウムクラッド板材およびドロンカップ型熱交換器 | |
| JP2017002341A5 (ja) | ||
| JP5891026B2 (ja) | クラッド材 | |
| US9744610B2 (en) | Clad material, method of manufacturing brazed pipe, and brazed pipe | |
| KR20140127921A (ko) | 전열관과 그 제조 방법 | |
| JP6564620B2 (ja) | 熱交換器およびその製造方法 | |
| WO2016080433A1 (ja) | 熱交換器用アルミニウム合金クラッド材 | |
| JP2013189659A (ja) | 熱交換器のヘッダ用アルミニウム合金製ブレージングシート、その製造方法及び熱交換器の製造方法 | |
| JP2016223725A5 (ja) | ||
| JP2010197002A (ja) | 板折り曲げ式のアルミニウム製熱交換器用チューブ、アルミニウム製熱交換器及び板折り曲げ式のアルミニウム製熱交換器用チューブの製造方法 | |
| JP4236183B2 (ja) | 自動車熱交換器用アルミニウム合金クラッド材 | |
| CN106103761B (zh) | 电缝焊用铝合金钎焊板 | |
| JP5977640B2 (ja) | アルミニウム管の接合体 | |
| JP4236185B2 (ja) | 自動車熱交換器用アルミニウム合金クラッド材 | |
| JP4541252B2 (ja) | ラジエータチューブ用アルミニウム合金板材 | |
| JP2019070499A (ja) | 熱交換器の製造方法 | |
| JP5599131B2 (ja) | アルミニウム合金ろう材およびアルミニウム合金ブレージングシートの製造方法 | |
| JP4236184B2 (ja) | 自動車熱交換器用アルミニウム合金クラッド材 | |
| JP4236187B2 (ja) | 自動車熱交換器用アルミニウム合金クラッド材 | |
| JP2007182602A (ja) | ろう付時のエロージョンが抑制されたアルミニウムろう合金及びそれを用いたブレージングシート、熱交換器用ヘッダーパイプ並びに熱交換器 | |
| JPH11315337A (ja) | ろう付け管形成用アルミニウム合金ブレージングシートおよびろう付け管 | |
| US20080277455A1 (en) | Method for joining components made of a high-strength aluminum material and heat exchanger assembled according to the method | |
| JP4861905B2 (ja) | アルミニウム合金ろう材およびアルミニウム合金ブレージングシート | |
| JP2010240696A (ja) | 管材の接合方法、ならびに、当該接合方法により接合した管材とフィン材とを接合した熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180222 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190820 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190917 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6590536 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |