JP6568356B2 - 車両用フロントガラスの製造方法 - Google Patents
車両用フロントガラスの製造方法 Download PDFInfo
- Publication number
- JP6568356B2 JP6568356B2 JP2014542437A JP2014542437A JP6568356B2 JP 6568356 B2 JP6568356 B2 JP 6568356B2 JP 2014542437 A JP2014542437 A JP 2014542437A JP 2014542437 A JP2014542437 A JP 2014542437A JP 6568356 B2 JP6568356 B2 JP 6568356B2
- Authority
- JP
- Japan
- Prior art keywords
- laminated glass
- interlayer film
- glass
- laminated
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
- C03C27/06—Joining glass to glass by processes other than fusing
- C03C27/10—Joining glass to glass by processes other than fusing with the aid of adhesive specially adapted for that purpose
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/28—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer comprising a deformed thin sheet, i.e. the layer having its entire thickness deformed out of the plane, e.g. corrugated, crumpled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
- B32B17/10577—Surface roughness
- B32B17/10587—Surface roughness created by embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/02—Windows; Windscreens; Accessories therefor arranged at the vehicle front, e.g. structure of the glazing, mounting of the glazing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/006—Transparent parts other than made from inorganic glass, e.g. polycarbonate glazings
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
Description
例えば特許文献1には、遮音層と該遮音層を挟持する2層の保護層とからなる3層構造の合わせガラス用中間膜が開示されている。特許文献1の合わせガラス用中間膜では、可塑剤との親和性に優れるポリビニルアセタール樹脂と大量の可塑剤とを含有する遮音層を有することにより優れた遮音性を発揮する。一方、保護層は、遮音層に含まれる大量の可塑剤がブリードアウトして中間膜とガラスとの接着性が低下することを防止している。
しかしながら本発明者らは、2層以上の樹脂層が積層された合わせガラス用中間膜の場合には、合わせガラス製造工程を経て得られた合わせガラスにおいて、凹凸の影響が残存し、多重像の発生の原因になっていたことを見出した。
以下に本発明を詳述する。
なお、本発明において、「少なくとも一方の表面に、多数の凹部と多数の凸部とを有し」とは「少なくとも一方の表面に、多数の凹部と多数の凸部とが形成されている」ことをも意味し、「凹部は、底部が連続した溝形状を有し、隣接する前記凹部が平行して規則的に並列しており」とは「凹部は、底部が連続した溝形状を有し、隣接する前記凹部が平行して規則的に形成されている」ことをも意味し、「合わせガラス用中間膜の表面が有する凹部の底部が連続した溝形状の方向が、車両用フロントガラスの垂直方向に対して30°以下の角度になるように配置されている」とは「合わせガラス用中間膜の表面に形成された凹部の底部が連続した溝形状の方向が、車両用フロントガラスの垂直方向に対して30°以下の角度になるように配置されている」ことをも意味する。
上記ガラス板は、一般に使用されている透明板ガラスを使用することができる。例えば、フロート板ガラス、磨き板ガラス、型板ガラス、網入りガラス、線入り板ガラス、着色された板ガラス、熱線吸収ガラス、熱線反射ガラス、グリーンガラス等の無機ガラスが挙げられる。また、ガラスの表面に紫外線遮蔽コート層を有する紫外線遮蔽ガラスも用いることができる。更に、ポリエチレンテレフタレート、ポリカーボネート、ポリアクリレート等の有機プラスチックス板を用いることもできる。
上記ガラス板として、2種類以上のガラス板を用いてもよい。例えば、透明フロート板ガラスと、グリーンガラスのような着色されたガラス板との間に、合わせガラス用中間膜を積層した合わせガラスが挙げられる。また、上記ガラス板として、2種以上の厚さの異なるガラス板を用いてもよい。
上記凹凸は、合わせガラス用中間膜の一方の表面にのみが有していてもよいが、著しく脱気性が向上することから、両面が有していることが好ましい。
また、上記凸部も、図1に示したように頂上部が平面形状であってもよく、図2に示したように平面ではない形状であってもよい。なお、上記凸部の頂上部が平面形状である場合には、該頂上部の平面に更に微細な凹凸が施されていてもよい。
更に、各凹凸の凸部の高さは、同一の高さであってもよいし、異なる高さであってもよく、これらの凸部に対応する凹部の深さも、該凹部の底辺が連続していれば、同一の深さであってもよいし、異なる深さであってもよい。
なお、「規則的に並列している」とは、隣接する上記刻線状の凹部が平行して等間隔に並列していてもよく、隣接する上記刻線状の凹部が平行して並列しているが、すべての隣接する上記刻線状の凹部の間隔が等間隔でなくともよいことを意味する。
図1及び図2に、刻線状の凹部が等間隔に平行して並列している合わせガラス用中間膜の一例を表す模式図を示した。
図3に、刻線状の凹部が等間隔ではないが平行して並列している合わせガラス用中間膜の一例を表す模式図を示した。図3において、凹部1と凹部2との間隔Aと、凹部1と凹部3との間隔Bとは異なる。
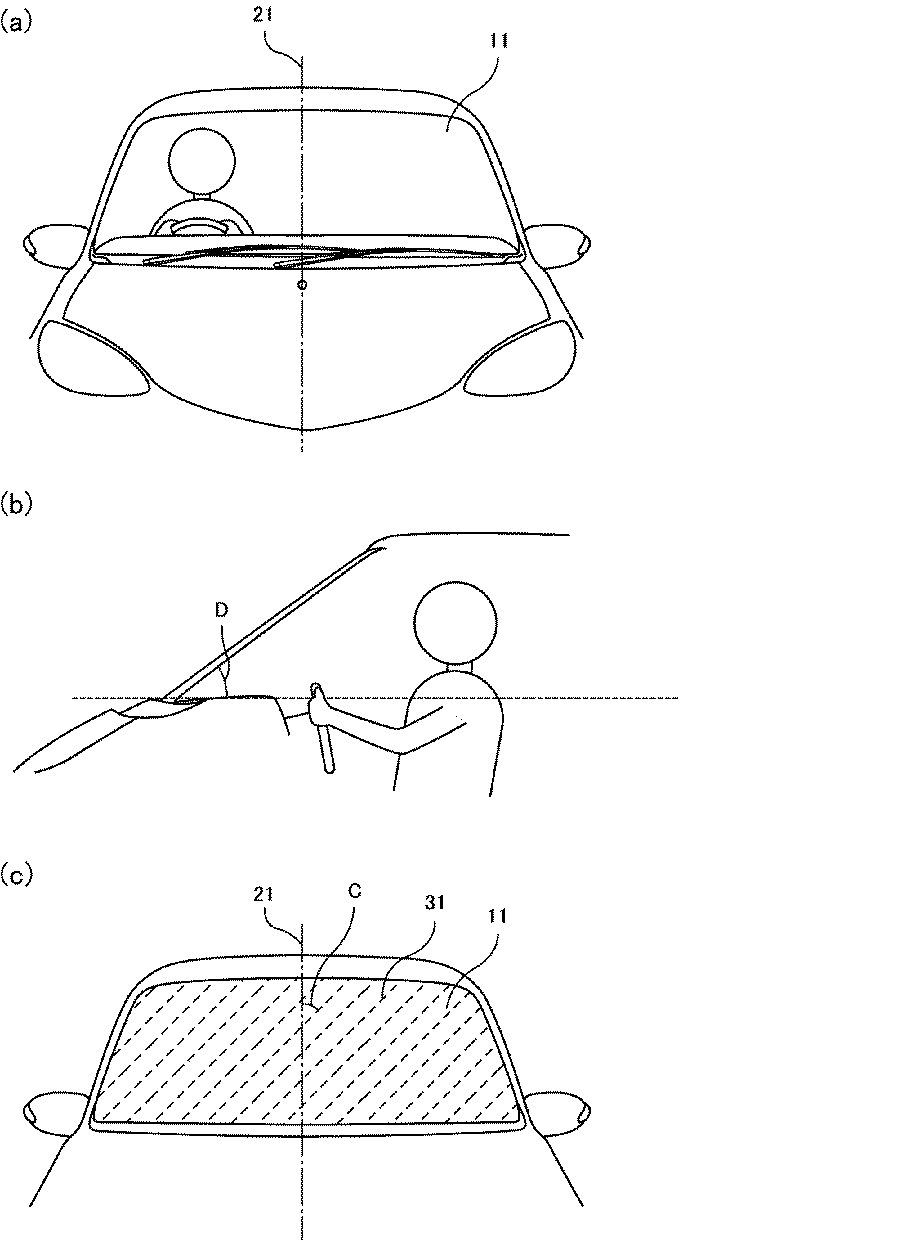
本発明における、車両用フロントガラスの垂直方向と合わせガラス用中間膜の表面が有する刻線状の凹部の方向との角度を、図4を用いて説明する。
図4(a)は、車両用フロントガラス11を装着した車両を前方より見た模式図である。本明細書において車両用フロントガラスの垂直方向とは、車両用フロントガラスを車両に装着したときに、車両用フロントガラスの中心を通り、車両用フロントガラスに対して垂直な線を引いたときに、該垂直な線の方向を意味する。即ち、図4(a)において、一点鎖線21で示される方向が車両用フロントガラス11の垂直方向である。
一方、図4(c)において、合わせガラス用中間膜の表面が有する底部が連続した溝形状(刻線状)の凹部を点線31で示した。本発明における、車両用フロントガラスの垂直方向と刻線状の凹部の方向との角度は、図4(c)における一点鎖線21で示される方向と点線31で示される合わせガラス用中間膜の表面が有する底部が連続した溝形状(刻線状)の凹部の方向との角度Cで表される。
なお、図4(b)には、車両用フロントガラス11を装着した車両を横方向より見た模式図を示した。ここで車両用フロントガラス11の取付角度Dは20〜90°程度、普通乗用車で30〜50°程度である。取付角度Dが小さいほど、光の干渉現象が強まるため、多重像の発生は顕著となる。
なお、本明細書において凹部の溝深さ(Rzg)とは、JIS B−0601(1994)「表面粗さ−定義及び表示」に規定される、基準長さを2.5mmとし、粗さ曲線の平均線(粗さ曲線までの偏差の2乗和が最小になるように設定した線)を基準とする溝深さを算出し、測定した溝数の溝深さの平均値を意味する。上記溝数は、基準長さを上記凹部の間隔で割った値の小数点以下を切り上げた整数を溝数とする。溝数が5以上である場合には、基準長さに存在する凹部の最も深い順に5箇所の溝深さを算出し、その平均値を基準長さあたりの溝深さとする。溝数が4以下である場合には、基準長さに存在する凹部の最も深い順に、溝数個の溝深さを算出し、その平均値を基準長さあたりの溝深さとする。上記基準長さあたりの溝深さを少なくとも5箇所測定し、その平均値を凹部の溝深さ(Rzg)とする。また、上記溝深さ(Rzg)は、表面粗さ測定器(小坂研究所社製、SE1700α)を用いて測定されるデジタル信号をデータ処理することによって容易に得られる。
なお、本明細書において凹部の間隔とは、隣接する底部が連続した溝形状である凹部において、該2つの凹部の最底部間の最短距離を意味する。具体的には、上記凹部の間隔は、光学顕微鏡(例えば、SONIC社製、BS−8000III)を用いて、合わせガラス用中間膜の表面(観察範囲20mm×20mm)を観察し、観察された隣接する凹部の最底部間の最短距離をすべて測定する。次いで、測定された最短距離の平均値を算出することにより、凹部の間隔が得られる。また、測定された最短距離の最大値を凹部の間隔としてもよい。凹部の間隔は最短距離の平均値であってもよく、最短距離の最大値であってもよいが、最短距離の平均値であることが好ましい。
上記熱可塑性樹脂として、例えば、ポリフッ化ビニリデン、ポリテトラフルオロエチレン、フッ化ビニリデン−六フッ化プロピレン共重合体、ポリ三フッ化エチレン、アクリロニトリル−ブタジエン−スチレン共重合体、ポリエステル、ポリエーテル、ポリアミド、ポリカーボネート、ポリアクリレート、ポリメタクリレート、ポリ塩化ビニル、ポリエチレン、ポリプロピレン、ポリスチレン、ポリビニルアセタール、エチレン−酢酸ビニル共重合体等が挙げられる。なかでも、上記樹脂層はポリビニルアセタール、又は、エチレン−酢酸ビニル共重合体を含有することが好ましく、ポリビニルアセタールを含有することがより好ましい。
上記可塑剤としては、合わせガラス用中間膜に一般的に用いられる可塑剤であれば特に限定されず、例えば、一塩基性有機酸エステル、多塩基性有機酸エステル等の有機可塑剤や、有機リン酸化合物、有機亜リン酸化合物等のリン酸可塑剤等が挙げられる。
上記有機可塑剤として、例えば、トリエチレングリコール−ジ−2−エチルヘキサノエート、トリエチレングリコール−ジ−2−エチルブチレート、トリエチレングリコール−ジ−n−ヘプタノエート、テトラエチレングリコール−ジ−2−エチルヘキサノエート、テトラエチレングリコール−ジ−2−エチルブチレート、テトラエチレングリコール−ジ−n−ヘプタノエート、ジエチレングリコール−ジ−2−エチルヘキサノエート、ジエチレングリコール−ジ−2−エチルブチレート、ジエチレングリコール−ジ−n−ヘプタノエート等が挙げられる。なかでも、上記樹脂層はトリエチレングリコール−ジ−2−エチルヘキサノエート、トリエチレングリコール−ジ−2−エチルブチレート、又は、トリエチレングリコール−ジ−n−ヘプタノエートを含むことが好ましく、トリエチレングリコール−ジ−2−エチルヘキサノエートを含むことがより好ましい。
上記接着力調整剤としては、例えば、アルカリ金属塩又はアルカリ土類金属塩が好適に用いられる。上記接着力調整剤として、例えば、カリウム、ナトリウム、マグネシウム等の塩が挙げられる。
上記塩を構成する酸としては、例えば、オクチル酸、ヘキシル酸、2−エチル酪酸、酪酸、酢酸、蟻酸等のカルボン酸の有機酸、又は、塩酸、硝酸等の無機酸が挙げられる。合わせガラスを製造するときに、ガラスと樹脂層との接着力を容易に調製できることから、ガラスと接触する樹脂層は、接着力調整剤として、マグネシウム塩を含むことが好ましい。
ポリビニルアセタールAとポリビニルアセタールBとの性質が異なるため、1層だけでは実現が困難であった種々の性能を有する合わせガラス用中間膜を提供することができる。例えば、2層の上記第2の樹脂層の間に、上記第1の樹脂層が積層されており、かつ、ポリビニルアセタールAの水酸基量がポリビニルアセタールBの水酸基量より低い場合、上記第1の樹脂層は上記第2の樹脂層と比較してガラス転移温度が低くなる傾向にある。結果として、上記第1の樹脂層が上記第2の樹脂層より軟らかくなり、合わせガラス用中間膜の遮音性が高くなる。また、2層の上記第2の樹脂層の間に、上記第1の樹脂層が積層されており、かつ、ポリビニルアセタールAの水酸基量がポリビニルアセタールBの水酸基量より高い場合、上記第1の樹脂層は上記第2の樹脂層と比較してガラス転移温度が高くなる傾向にある。結果として、上記第1の樹脂層が上記第2の樹脂層より硬くなり、合わせガラス用中間膜の耐貫通性が高くなる。
上記遮音層は、ポリビニルアセタールXと可塑剤とを含有することが好ましい。
上記ポリビニルアセタールXは、ポリビニルアルコールをアルデヒドによりアセタール化することにより調製することができる。上記ポリビニルアルコールは、通常、ポリ酢酸ビニルをけん化することにより得られる。
上記ポリビニルアルコールの平均重合度の好ましい下限は200、好ましい上限5000である。上記ポリビニルアルコールの平均重合度を200以上とすることにより、得られる遮音中間膜の耐貫通性を向上させることができ、5000以下とすることにより、遮音層の成形性を確保することができる。上記ポリビニルアルコールの平均重合度のより好ましい下限は500、より好ましい上限は4000である。なお、上記ポリビニルアルコールの平均重合度は、JIS K6726「ポリビニルアルコール試験方法」に準拠した方法により求められる。
上記炭素数が4〜6のアルデヒドとしては、直鎖状のアルデヒドであってもよいし、分枝状のアルデヒドであってもよく、例えば、n−ブチルアルデヒド、n−バレルアルデヒド等が挙げられる。
上記ポリビニルアセタールXの水酸基量は、水酸基が結合しているエチレン基量を、主鎖の全エチレン基量で除算して求めたモル分率を百分率(モル%)で表した値である。上記水酸基が結合しているエチレン基量は、例えば、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法により、上記ポリビニルアセタールXの水酸基が結合しているエチレン基量を測定することにより求めることができる。
上記アセタール基量は、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法により、上記ポリビニルアセタールXのアセタール基が結合しているエチレン基量を測定することにより求めることができる。
上記保護層は、例えば、ポリビニルアセタールYと可塑剤とを含有することが好ましく、ポリビニルアセタールXより水酸基量が大きいポリビニルアセタールYと可塑剤とを含有することがより好ましい。
上記ポリビニルアルコールは、通常、ポリ酢酸ビニルをけん化することにより得られる。
また、上記ポリビニルアルコールの平均重合度の好ましい下限は200、好ましい上限は5000である。上記ポリビニルアルコールの平均重合度を200以上とすることにより、合わせガラス用中間膜の耐貫通性を向上させることができ、5000以下とすることにより、保護層の成形性を確保することができる。上記ポリビニルアルコールの平均重合度のより好ましい下限は500、より好ましい上限は4000である。
上記炭素数が3〜4のアルデヒドとしては、直鎖状のアルデヒドであってもよいし、分枝状のアルデヒドであってもよく、例えば、n−ブチルアルデヒド等が挙げられる。
また、合わせガラスの遮音性がより一層向上することから、上記遮音層におけるポリビニルアセタールX100質量部に対する、可塑剤の含有量(以下、含有量Xともいう。)は、上記保護層におけるポリビニルアセタールY100質量部に対する、可塑剤の含有量(以下、含有量Yともいう。)より多いことが好ましく、5質量部以上多いことがより好ましく、15質量部以上多いことが更に好ましく、20質量部以上多いことが特に好ましい。含有量X及び含有量Yを調整することにより、上記遮音層のガラス転移温度が低くなる。結果として、合わせガラスの遮音性がより一層向上する。
上記保護層の厚みのより好ましい下限は0.3mm、より好ましい上限は1.5mmであり、更に好ましい上限は0.5mm、特に好ましい上限は0.4mmである。
なお、本発明において、「少なくとも一方の保護層の表面に、多数の凹部と多数の凸部とを有し」とは「少なくとも一方の保護層の表面に、多数の凹部と多数の凸部とが形成されている」ことをも意味し、「凹部は、底部が連続した溝形状を有し、隣接する前記凹部が平行して規則的に並列しており」とは「凹部は、底部が連続した溝形状を有し、隣接する前記凹部が平行して規則的に形成されている」ことをも意味し、「保護層の表面が有する凹部の底部が連続した溝形状の方向が、車両用フロントガラスの垂直方向に対して30°以下の角度になるように配置されている」とは「保護層の表面に形成された凹部の底部が連続した溝形状の方向が、車両用フロントガラスの垂直方向に対して30°以下の角度になるように配置されている」ことをも意味する。
(1)遮音層用樹脂組成物の調製
平均重合度が2400のポリビニルアルコールをn−ブチルアルデヒドでアセタール化することにより得られたポリビニルブチラール(アセチル基量12モル%、ブチラール基量66モル%、水酸基量22モル%)100質量部に対して、可塑剤としてトリエチレングリコール−ジ−2−エチルヘキサノエート(3GO)60質量部を添加し、ミキシングロールで充分に混練し、遮音層用樹脂組成物を得た。
平均重合度が1700のポリビニルアルコールをn−ブチルアルデヒドでアセタール化することにより得られたポリビニルブチラール(アセチル基量1モル%、ブチラール基量69モル%、水酸基量30モル%)100質量部に対して、可塑剤としてトリエチレングリコール−ジ−2−エチルヘキサノエート(3GO)40質量部を添加し、ミキシングロールで充分に混練し、保護層用樹脂組成物を得た。
得られた遮音層用樹脂組成物と保護層用樹脂組成物を、共押出機を用いて共押出することにより、保護層用樹脂組成物からなる厚さ350μmのA層(保護層)、遮音層用樹脂組成物からなる厚さ100μmのB層(遮音層)及び保護層用樹脂組成物からなる厚さ350μmのC層(保護層)がこの順に積層された3層構造の合わせガラス用中間膜(遮音中間膜)を得た。
第1の工程として、下記の手順により合わせガラス用中間膜の両面にランダムな凹凸形状を転写した。まず、鉄ロール表面に、ブラスト剤を用いてランダムな凹凸を施した後、該鉄ロールをバーチカル研削し、更に、より微細なブラスト剤を用いて研削後の平坦部に微細な凹凸を施すことにより、粗大なメインエンボスと微細なサブエンボスをもつ同形状の1対のロールを得た。該1対のロールを凹凸形状転写装置として用い、得られた合わせガラス用中間膜の両面にランダムな凹凸形状を転写した。この時の転写条件として、合わせガラス用中間膜の温度を80℃、上記ロールの温度を145℃、線速を10m/min、プレス線圧を10〜200kN/mとした。賦型後の合わせガラス用中間膜の表面粗さはJIS B 0601(1994)の十点平均粗さRzで測定した結果、20μmであった。測定は表面粗さ測定器(小坂研究所社製、SE1700α)を用いて測定されるデジタル信号をデータ処理することによって得た。測定方向は刻線に対して垂直方向とし、カットオフ値=2.5mm、基準長さ=2.5mm、評価長さ=12.5mm、触針の先端半径=2μm、先端角度=60°、測定速度=0.5mm/sの条件で測定を行った。
次いで、合わせガラス用中間膜のC層の表面に、凹凸形状の異なる金属ロールを用いた以外は上記と同様の操作を施し、底部が連続した溝形状(刻線状)の凹部を付与した。
また、得られた合わせガラス用中間膜のA層及びC層の表面の凹部の溝深さ(Rzg)は、
JIS B−0601(1994)「表面粗さ−定義及び表示」に規定される、基準長さを2.5mmとし、粗さ曲線の平均線(粗さ曲線までの偏差の2乗和が最小になるように設定した線)を基準とする溝深さを算出し、測定した溝数の溝深さの平均値を基準長さあたりの溝深さとし、基準長さあたりの溝深さの5箇所の平均値とした。上記A層の溝数は4、上記C層の溝数は5であった。また、A層及びC層の表面の上記凹部の溝深さ(Rzg)は、表面粗さ測定器(小坂研究所社製、SE1700α)を用いて測定されるデジタル信号をデータ処理することによって得た。測定方向は刻線に対して垂直方向とし、触針の先端半径=2μm、先端角度=60°、測定速度=0.5mm/sの条件で測定を行った。A層の表面の凹部の溝深さ(Rzg)は22μm、C層の表面の凹部の溝深さ(Rzg)は18μmであった。
得られた表面に凹凸を有する合わせガラス用中間膜を用いて、以下に示すように、減圧脱気法で予備圧着を行い、次いで本圧着を行って、車両用フロントガラスを作製した。
得られた合わせガラス用中間膜を二枚の車両フロントガラス用クリアガラス板(図4に示した形状、厚さ2.5mm)の間に挟み、はみ出た部分を切り取り、合わせガラス構成体を得た。
この際、合わせガラス用中間膜のA層の表面が有する刻線状の凹部の方向が車両用フロントガラスの垂直方向に対して0°の角度になるように、C層の表面が有する刻線状の凹部の方向が車両用フロントガラスの垂直方向に対して10°の角度になるように配置した。
得られた合わせガラス構成体をゴムバッグ内に移し、ゴムバッグを吸引減圧機に接続し、加熱すると同時に−60kPa(絶対圧力16kPa)の減圧下で10分間保持し、合わせガラス構成体の温度(予備圧着温度)が70℃となるように加熱した後、大気圧に戻して予備圧着を終了した。尚、上記予備圧着時の脱気開始温度は40℃、50℃及び60℃の3条件で行った。
上記方法で予備圧着された合わせガラス構成体をオートクレーブ中に入れ、温度140℃、圧力1300kPaの条件下で10分間保持した後、50℃まで温度を下げ大気圧に戻すことにより本圧着を終了して、車両用フロントガラスを作製した。
凹凸の付与において三角形斜線型ミルの種類を代えて、A層及びC層の表面の凹部の配置間隔及び凹部の溝深さ(Rzg)が表1に示した値となるように変更した以外は、実施例1と同様の方法により合わせガラス用中間膜を得た。
車両用フロントガラスの製造において、得られた合わせガラス用中間膜の表面が有する刻線状の凹部の方向が車両用フロントガラスの垂直方向に対して表1に示した角度になるように配置した以外は、実施例1と同様の方法により車両用フロントガラスを作製した。
保護層及び遮音層に用いられるポリビニルブチラールのアセチル基量、ブチラール基量及び水酸基量と、可塑剤の含有量とを表1に示すように変更し、凹凸の付与において三角形斜線型ミルの種類を代えて、A層及びC層の表面の凹部の配置間隔及び凹部の溝深さ(Rzg)が表1に示した値となるように変更した以外は、実施例1と同様の方法により合わせガラス用中間膜を得た。なお、保護層及び遮音層に用いられるポリビニルブチラールは、平均重合度が1700のポリビニルアルコールをn−ブチルアルデヒドでアセタール化することにより得た。
車両用フロントガラスの製造において、得られた合わせガラス用中間膜の表面が有する刻線状の凹部の方向が車両用フロントガラスの垂直方向に対して表1に示した角度になるように配置した以外は、実施例1と同様の方法により車両用フロントガラスを作製した。
凹凸の付与において三角形斜線型ミルの種類を代えて、A層及びC層の表面の凹部の配置間隔及び凹部の溝深さ(Rzg)が表2に示した値となるように変更した以外は、実施例1と同様の方法により合わせガラス用中間膜を得た。
車両用フロントガラスの製造において、得られた合わせガラス用中間膜の表面が有する刻線状の凹部の方向が車両用フロントガラスの垂直方向に対して表2に示した角度になるように配置した以外は、実施例1と同様の方法により車両用フロントガラスを作製した。
実施例及び比較例で得られた車両用フロントガラスについて、以下の方法により評価を行った。
結果を表1、2に示した。なお、表中のBu化度はブチラール基量を、OH化度は水酸基量を、Ac化度はアセチル基量を、可塑剤部数はポリビニルブチラール100質量部に対する可塑剤の含有量を、それぞれ示す。
得られた車両用フロントガラスを140℃のオーブン中で2時間加熱した。次いで、オーブンから取り出して3時間放冷した後、車両用フロントガラスの外観を目視で観察した。各20枚についてガラス板と合わせガラス用中間膜との間に発泡(気泡)が生じた枚数を調べて、全ての条件下において発泡枚数が5枚以下であった場合を「○」と、発泡枚数が6枚以上であった場合を「×」と評価した。
光源に、10Wシリカ電球(旭光電機社製、PS55 E 26 110V−10W、全光束70lm)を用いた。上記10Wシリカ電球は、自動車、航空機、建築 物等の窓ガラスに入射し得る一般的な輝度の光源を想定したものである。JIS R 3212(2008)に準拠する方法により、得られた車両用フロントガラスの、多重像の発生の有無を評価した。なお、6.5分を超える像が発生した場合を多重像が発生していると判断し、6.5分以下の像が発生した場合を単一像が発生していると判断した。その結果、3.5分以下の単一像が観察された場合を「○○」と、3.5分を超え、6.5分以下の単一像が観察された場合を「○」と、多重像が発生した場合を「×」と評価した。
なお、実車取付角度は20°に設定し測定を行った。
2 任意に選択した一の凹部に隣接する凹部
3 任意に選択した一の凹部に隣接する凹部
A 凹部1と凹部2との間隔
B 凹部1と凹部3との間隔
11 車両用フロントガラス
21 車両用フロントガラスの垂直方向
31 合わせガラス用中間膜の表面が有する底部が連続した溝形状(刻線状)の凹部
C 車両用フロントガラスの垂直方向と刻線状の凹部の方向との角度
D 車両用フロントガラスの取付角度
Claims (1)
- 少なくとも一対のガラス板の間に合わせガラス用中間膜が挟持された合わせガラス構造を有する車両用フロントガラスを製造する方法であって、
前記合わせガラス用中間膜は、2層以上の樹脂層が積層された積層体からなり、少なくとも一方の表面に、多数の凹部と多数の凸部とを有し、前記凹部は、底部が連続した溝形状を有し、隣接する前記凹部が平行して規則的に並列しており、前記合わせガラス用中間膜の多数の凹部と多数の凸部とを有する表面は、JIS B−0601(1994)に準拠して測定される凹部の溝深さ(Rzg)が10〜40μmであり、
少なくとも2枚のガラス板の間に合わせガラス用中間膜を積層して合わせガラス構成体を作製する工程と、得られた合わせガラス構成体を、ガラス板と中間膜との間に残留する空気を脱気しながら圧着する工程と、前記圧着後の合わせガラス構成体を、加熱加圧して圧着する工程とを有し、
前記合わせガラス構成体を作製する工程において、前記合わせガラス用中間膜の表面が有する凹部の底部が連続した溝形状の方向が、車両用フロントガラスの垂直方向に対して30°以下の角度になるように配置する
ことを特徴とする車両用フロントガラスの製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013160505 | 2013-08-01 | ||
| JP2013160505 | 2013-08-01 | ||
| PCT/JP2014/070404 WO2015016365A1 (ja) | 2013-08-01 | 2014-08-01 | 車両用フロントガラス |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2015016365A1 JPWO2015016365A1 (ja) | 2017-03-02 |
| JP6568356B2 true JP6568356B2 (ja) | 2019-08-28 |
Family
ID=52431887
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014542437A Active JP6568356B2 (ja) | 2013-08-01 | 2014-08-01 | 車両用フロントガラスの製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US10632712B2 (ja) |
| EP (1) | EP3029000B1 (ja) |
| JP (1) | JP6568356B2 (ja) |
| KR (2) | KR102013117B1 (ja) |
| CN (2) | CN110202848B (ja) |
| MX (1) | MX374887B (ja) |
| RU (1) | RU2693803C2 (ja) |
| WO (1) | WO2015016365A1 (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2712874C2 (ru) | 2014-04-09 | 2020-01-31 | Секисуй Кемикал Ко., Лтд. | Промежуточная пленка стекла ветрового окна транспортного средства, смотанное в рулон изделие и стекло ветрового окна транспортного средства |
| US11565507B2 (en) * | 2014-04-09 | 2023-01-31 | Sekisui Chemical Co., Ltd. | Laminated-glass intermediate film, rolled body, laminated glass, and method for producing laminated glass |
| JP6683477B2 (ja) | 2014-09-30 | 2020-04-22 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| MX2017012977A (es) * | 2015-04-10 | 2018-02-01 | Sekisui Chemical Co Ltd | Capa intermedia para vidrio laminado, vidrio laminado, y metodo de produccion para capa intermedia para vidrio laminado. |
| MX2017012972A (es) * | 2015-04-10 | 2018-02-01 | Sekisui Chemical Co Ltd | Capa intermedia para vidrio laminado, vidrio laminado, metodo de produccion de rodillo de repujado, y metodo de produccion de capa intermedia para vidrio laminado. |
| WO2017022686A1 (ja) | 2015-07-31 | 2017-02-09 | 積水化学工業株式会社 | 合わせガラス用中間膜、合わせガラス用中間膜の製造方法、及び、合わせガラス |
| WO2017057625A1 (ja) | 2015-09-30 | 2017-04-06 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| JP6998872B2 (ja) * | 2016-07-20 | 2022-01-18 | 日本板硝子株式会社 | ウインドシールド及びウインドシールドの製造方法 |
| JP2018058305A (ja) * | 2016-10-07 | 2018-04-12 | 小島プレス工業株式会社 | 複層樹脂ガラス |
| JP6901592B2 (ja) * | 2017-05-24 | 2021-07-14 | サン−ゴバン グラス フランス | 複合ペイン及びこの複合ペインの製造方法 |
| CN109626848B (zh) * | 2017-10-05 | 2022-12-20 | Agc株式会社 | 夹层玻璃 |
| WO2020094420A1 (de) * | 2018-11-05 | 2020-05-14 | Saint-Gobain Glass France | Verbundscheibe mit keilförmigem querschnitt |
| CN113165972A (zh) * | 2018-11-30 | 2021-07-23 | 昭和电工材料株式会社 | 车辆用夹层玻璃 |
| DE112019006307T5 (de) * | 2018-12-21 | 2021-09-09 | AGC Inc. | Laminiertes Glas |
| JP7377200B2 (ja) * | 2018-12-21 | 2023-11-09 | 積水化学工業株式会社 | 合わせガラス用中間膜、及び合わせガラス |
| CN116198189B (zh) | 2019-08-09 | 2025-02-28 | 爱思开迈克沃有限公司 | 接合用膜以及透光层叠体 |
| KR102317124B1 (ko) * | 2019-08-23 | 2021-10-22 | 에스케이씨 주식회사 | 접합용 필름 및 이를 포함하는 광투과 적층체 |
| KR102317548B1 (ko) * | 2019-08-27 | 2021-10-25 | 에스케이씨 주식회사 | 접합용 필름 및 이를 포함하는 광투과 적층체 |
| WO2022085787A1 (ja) * | 2020-10-22 | 2022-04-28 | Agc株式会社 | 合わせガラス、pvb層の製造方法及び合わせガラスの製造方法 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57150532A (en) | 1981-03-12 | 1982-09-17 | Mitsubishi Monsanto Chem Co | Intermediate membrane made of thermoplastic resin |
| US5425977A (en) * | 1993-08-16 | 1995-06-20 | Monsanto Company | Rough-surfaced interlayer |
| JPH1045438A (ja) | 1996-07-30 | 1998-02-17 | Sekisui Chem Co Ltd | 合わせガラスの製造方法 |
| JPH1135348A (ja) * | 1997-07-22 | 1999-02-09 | Sekisui Chem Co Ltd | 合わせガラス用中間膜の製造方法 |
| JP2000007390A (ja) * | 1998-06-18 | 2000-01-11 | Sekisui Chem Co Ltd | 合わせガラス用中間膜 |
| US6093471A (en) * | 1999-02-08 | 2000-07-25 | Solutia Inc. | Polyvinyl butyral sheet |
| JP3913948B2 (ja) * | 1999-12-01 | 2007-05-09 | 積水化学工業株式会社 | 熱可塑性樹脂中間膜 |
| US6863956B1 (en) * | 1999-07-01 | 2005-03-08 | Sekisui Chemical Co., Ltd. | Interlayer for laminated glass and laminated glass |
| TW524784B (en) * | 1999-07-01 | 2003-03-21 | Sekisui Chemical Co Ltd | Interlayer for laminated glass and laminated glass |
| DE19951444A1 (de) | 1999-10-25 | 2001-04-26 | Huels Troisdorf | Verfahren und Folie zur Herstellung von Verbundsicherheitsscheiben |
| US20060263608A1 (en) * | 2002-08-14 | 2006-11-23 | Choi Chul W | Glass/polyvinylbutyral laminates having directional surface patterns and a process for preparing same |
| JP2004143008A (ja) * | 2002-10-25 | 2004-05-20 | Sekisui Chem Co Ltd | 合わせガラス用中間膜および合わせガラス |
| JP4465333B2 (ja) | 2006-06-12 | 2010-05-19 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| JP2011088783A (ja) * | 2009-10-22 | 2011-05-06 | Sekisui Chem Co Ltd | 合わせガラス用中間膜及び合わせガラス |
| KR101728930B1 (ko) * | 2009-12-28 | 2017-04-20 | 세키스이가가쿠 고교가부시키가이샤 | 합판 유리용 중간막 및 합판 유리 |
| CN103140452B (zh) | 2010-09-30 | 2015-09-09 | 积水化学工业株式会社 | 夹层玻璃用中间膜及夹层玻璃 |
| US10173396B2 (en) * | 2012-03-09 | 2019-01-08 | Solutia Inc. | High rigidity interlayers and light weight laminated multiple layer panels |
| DE102012209939A1 (de) * | 2012-06-13 | 2013-12-19 | Kuraray Europe Gmbh | Geprägte Kunststofffolien für Verbundverglasungen |
| CA2878938C (en) * | 2012-08-02 | 2019-09-10 | Sekisui Chemical Co., Ltd. | Intermediate film for laminated glass and laminated glass |
-
2014
- 2014-08-01 JP JP2014542437A patent/JP6568356B2/ja active Active
- 2014-08-01 RU RU2016107129A patent/RU2693803C2/ru not_active IP Right Cessation
- 2014-08-01 EP EP14831888.4A patent/EP3029000B1/en active Active
- 2014-08-01 MX MX2016000481A patent/MX374887B/es active IP Right Grant
- 2014-08-01 KR KR1020197017507A patent/KR102013117B1/ko active Active
- 2014-08-01 CN CN201910410871.3A patent/CN110202848B/zh active Active
- 2014-08-01 KR KR1020157032430A patent/KR101993505B1/ko active Active
- 2014-08-01 WO PCT/JP2014/070404 patent/WO2015016365A1/ja not_active Ceased
- 2014-08-01 CN CN201480042724.0A patent/CN105431394B/zh active Active
- 2014-08-01 US US14/906,591 patent/US10632712B2/en active Active
-
2020
- 2020-03-16 US US16/819,650 patent/US11446894B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20190072693A (ko) | 2019-06-25 |
| KR101993505B1 (ko) | 2019-06-26 |
| US10632712B2 (en) | 2020-04-28 |
| CN110202848B (zh) | 2021-06-11 |
| US20200223172A1 (en) | 2020-07-16 |
| CN105431394B (zh) | 2019-06-04 |
| RU2016107129A3 (ja) | 2018-05-14 |
| US20160151996A1 (en) | 2016-06-02 |
| JPWO2015016365A1 (ja) | 2017-03-02 |
| KR20160039566A (ko) | 2016-04-11 |
| RU2016107129A (ru) | 2017-09-04 |
| CN110202848A (zh) | 2019-09-06 |
| KR102013117B1 (ko) | 2019-08-21 |
| MX374887B (es) | 2025-03-06 |
| EP3029000A1 (en) | 2016-06-08 |
| MX2016000481A (es) | 2016-04-07 |
| CN105431394A (zh) | 2016-03-23 |
| WO2015016365A1 (ja) | 2015-02-05 |
| EP3029000A4 (en) | 2017-03-15 |
| RU2693803C2 (ru) | 2019-07-04 |
| US11446894B2 (en) | 2022-09-20 |
| EP3029000B1 (en) | 2023-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6568356B2 (ja) | 車両用フロントガラスの製造方法 | |
| JP6370451B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6856713B2 (ja) | 合わせガラス用中間膜及び合わせガラスの製造方法 | |
| JP6522943B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| EP3029002B1 (en) | Laminated glass interlayer and laminated glass |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180905 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181031 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190709 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190802 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6568356 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |