JP6544408B2 - 光学部品及び光学部品の製造方法 - Google Patents
光学部品及び光学部品の製造方法 Download PDFInfo
- Publication number
- JP6544408B2 JP6544408B2 JP2017204385A JP2017204385A JP6544408B2 JP 6544408 B2 JP6544408 B2 JP 6544408B2 JP 2017204385 A JP2017204385 A JP 2017204385A JP 2017204385 A JP2017204385 A JP 2017204385A JP 6544408 B2 JP6544408 B2 JP 6544408B2
- Authority
- JP
- Japan
- Prior art keywords
- light
- light transmitting
- transmitting member
- optical component
- light reflecting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000003287 optical effect Effects 0.000 title claims description 95
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims description 50
- 238000000034 method Methods 0.000 claims description 39
- 239000000919 ceramic Substances 0.000 claims description 30
- 239000000843 powder Substances 0.000 claims description 27
- 238000005245 sintering Methods 0.000 claims description 24
- 230000005540 biological transmission Effects 0.000 claims description 22
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 claims description 13
- 239000011347 resin Substances 0.000 claims description 12
- 229920005989 resin Polymers 0.000 claims description 12
- 238000007569 slipcasting Methods 0.000 claims description 8
- 229910010272 inorganic material Inorganic materials 0.000 claims description 6
- 239000011147 inorganic material Substances 0.000 claims description 6
- 239000013078 crystal Substances 0.000 claims description 4
- 239000002002 slurry Substances 0.000 description 20
- 239000000463 material Substances 0.000 description 12
- 239000011230 binding agent Substances 0.000 description 11
- 230000017525 heat dissipation Effects 0.000 description 11
- JNDMLEXHDPKVFC-UHFFFAOYSA-N aluminum;oxygen(2-);yttrium(3+) Chemical compound [O-2].[O-2].[O-2].[Al+3].[Y+3] JNDMLEXHDPKVFC-UHFFFAOYSA-N 0.000 description 8
- 230000007423 decrease Effects 0.000 description 8
- 229910052602 gypsum Inorganic materials 0.000 description 8
- 239000010440 gypsum Substances 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 229910019901 yttrium aluminum garnet Inorganic materials 0.000 description 8
- 238000000605 extraction Methods 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 239000002131 composite material Substances 0.000 description 5
- 238000005238 degreasing Methods 0.000 description 5
- 238000005498 polishing Methods 0.000 description 5
- 239000011148 porous material Substances 0.000 description 5
- 238000003825 pressing Methods 0.000 description 5
- 239000002270 dispersing agent Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 description 4
- 230000003578 releasing effect Effects 0.000 description 4
- 238000001878 scanning electron micrograph Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000002834 transmittance Methods 0.000 description 4
- 239000004925 Acrylic resin Substances 0.000 description 3
- 229920000178 Acrylic resin Polymers 0.000 description 3
- 230000004913 activation Effects 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 238000007606 doctor blade method Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- MRELNEQAGSRDBK-UHFFFAOYSA-N lanthanum(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[La+3].[La+3] MRELNEQAGSRDBK-UHFFFAOYSA-N 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- 239000005416 organic matter Substances 0.000 description 2
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- 229910001928 zirconium oxide Inorganic materials 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- 206010019332 Heat exhaustion Diseases 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000012190 activator Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- -1 for example Chemical compound 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- 229910003443 lutetium oxide Inorganic materials 0.000 description 1
- MPARYNQUYZOBJM-UHFFFAOYSA-N oxo(oxolutetiooxy)lutetium Chemical compound O=[Lu]O[Lu]=O MPARYNQUYZOBJM-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 229920005646 polycarboxylate Polymers 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 229910052594 sapphire Inorganic materials 0.000 description 1
- 239000010980 sapphire Substances 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images

















Landscapes
- Optical Elements Other Than Lenses (AREA)
- Optical Filters (AREA)
- Led Device Packages (AREA)
- Luminescent Compositions (AREA)
Description
図1Aに第1実施形態に係る光学部品10の上面図を示す。また、図1Bは図1Aの1B−1B線における断面図である。
透光部材1は、発光素子等からの光を透過する材料からなる。透光部材1としては、光反射部材2の焼結温度で溶融しない材料を用いることができる。本実施形態では、透光部材1として、蛍光体を含むセラミックス(以下、「蛍光体セラミックス」という。)を用いている。蛍光体セラミックスでは、その内部で光が散乱しやすくなるため光反射部材2に光が当たりやすくなる。したがって、第1領域2aで光の透過を抑制する効果がより顕著となる。さらに、光反射部材2のうち、気孔率の高い第1領域2aに比べて、気孔率の低い第2領域2bは放熱性に優れる。したがって、蛍光体で生じた熱を、第1領域2aを介して、第2領域2bで効果的に放散させることができる。なお、ここでは、透光部材1として蛍光体セラミックスを用いているが、蛍光体の単結晶を用いてもよい。この場合でも、本実施形態によれば、蛍光体からの熱を光反射部材2の第2領域2bに効率よく放散させることができる。
光反射部材2は、透光部材1を取り囲むように透光部材1の側方に設けられている。言い換えると、光反射部材2には上下方向に貫通する貫通孔が設けられており、貫通孔の内部に透光部材1が設けられている。そして、透光部材1の上面及び透光部材1の下面が光反射部材2から露出している。
透光部材1として蛍光体を含む部材を用いる場合は、透光部材1の上面、光反射部材2の上面、透光部材1の下面、及び光反射部材2の下面の少なくともいずれかに、透光性の放熱部材3が設けられていることが好ましい。第1領域2aでは気孔率が高いことにより放熱性が低下するおそれがあるが、放熱部材3を設けることにより透光部材1で生じる熱を放熱部材3で放散することができ、透光部材1の温度特性を向上させることができる。放熱部材3は、排熱性の向上のために、透光部材1及び光反射部材2の少なくとも一方に、直接設けられていることが好ましい。ただし、透光部材1から放熱部材3に向かう光を反射させるフィルタ4を放熱部材3に設けている場合は、フィルタ4を介して間接的に透光部材1及び光反射部材2の少なくとも一方に設けられていてもよい。
まず、上面、下面、及び側面を有する透光部材1を準備する。本実施形態では、複数の透光部材1を準備している。これにより、1回の焼結で複数の透光部材1を備える光学部品10を得ることができるため、量産性を向上させることができる。
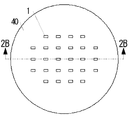
次に、図2A及び図2Bに示すように、透光部材1を支持部材40に仮止めする。これにより、光反射粉末を含む成形体2dを形成する工程において、透光部材1が転倒することを抑制することができる。また、隣り合う透光部材1の距離を一定に保つことができる。本実施形態では、透光部材1と支持部材40との間のみに樹脂を設け、透光部材1を支持部材40に仮止めしている。これにより、透光部材1及び成形体2dから支持部材40を除去する工程において、過度に力を入れることなく支持部材40を除去しやすくすることができる。なお、作業性を考慮すれば支持部材40を用いることが好ましいものの、必ずしも支持部材40を用いる必要はない。
次に、図3A、図3B、図4A、及び図4Bに示すように、透光部材1を取り囲むように透光部材1の側方に無機材料からなる光反射粉末を含む成形体2dを形成する。本実施形態では、複数の透光部材1それぞれを取り囲むように透光部材1のそれぞれの側面に成形体2dを形成している。
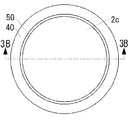
次に、図4A及び図4Bに示すように、透光部材1及び成形体2dから支持部材40を除去する。透光部材1と支持部材40とは樹脂により仮止めされているが、透光部材1の下面の面積は比較的小さい。また、透光部材1と成形体2dとはある程度一体的に成形されている。これらの理由により、加熱によって樹脂を軟下させたり、過度に力を入れて引っ張らなくとも透光部材1と支持部材40とを分離させることができる。本実施形態では、支持部材40の上面から枠体50を除去し、その後、複合体を支持部材40から外している。
次に、複合体に含まれる有機物(分散剤及び結合剤)を除去するために、成形体2dを焼結する温度よりも低い温度で加熱する。脱脂工程は、例えば、窒素雰囲気や大気雰囲気で行うことができる。脱脂のための加熱は、確実に有機物を除去するために、3時間以上行うことが好ましい。本実施形態では、脱脂工程と成形体2dを焼結する工程とを別の工程で行っているが、成形体2dを焼結する工程において、低い温度で一定の時間脱脂を行い、そのまま温度を高くして成形体2dを焼結してもよい。なお、成形体2dを形成する工程において乾式成形法を用いる場合は、この工程は不要である。
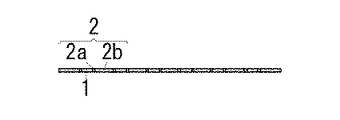
次に、光反射粉末の焼結体を含む光反射部材と透光部材とが一体に形成され、透光部材1及び光反射部材2を横切る一断面で、光反射部材2において透光部材1の近傍に複数の空隙が偏在するように成形体2dを焼結する。このような光反射部材2は、焼結温度や焼結時の加圧の程度で調整することができる。ここでは、図5A及び図5Bに示すように、成形体2dを押圧せずに焼結することにより、光反射粉末の焼結体と透光部材1とが一体になった光学部品10を得る。これにより、第1領域2aと、第2領域2bと、を透光部材1の側から順に有する光反射部材2を含む光学部品10とすることができる。第1領域2a及び第2領域2bは以下の理由で形成されていると考えられる。成形体2dを焼結する際に、光反射粉末は近くにある他の光反射粉末と結合しながら収縮する。このとき、透光部材1から遠い領域においては光反射粉末が全周にあるため、光反射粉末同士が結合しやすく気孔ができにくいが、透光部材1の近傍領域においては光反射粉末が外側にしかないため、光反射粉末同士が結合することができず気孔ができやすくなる。押圧せずに焼結することにより、このように光反射粉末同士が離れた状態が維持されたまま焼結が完了するため、透光部材1の近傍においては光反射部材2の気孔率が高くなると考えられる。
この段階では、透光部材1の上面は光反射部材2で覆われている。そこで、図6A及び図6Bに示すように、透光部材1が露出するまで、光学部品10の上面側から光学部品10の一部を除去する。光学部品10の一部を除去する方法としては、研磨等が挙げられる。本実施形態は、一方側からのみ除去しているが、透光部材1の下面及び光反射部材2の下面の付着物を除去するために、さらに下面側から光学部品10の一部を除去してもよい。本実施形態では、透光部材1が多角柱状態であり、その角と接する部分には第1領域2aが無い、又は、上方から見て角と接する部分の第1領域2aの幅はそれ以外の部分の第1領域2aの幅よりも狭い。なお、本工程は必ずしも必要ではなく、例えば、成形体2dを焼結する工程で透光部材1の上面が光反射部材2の上面から露出した光学部品が得られている場合は本工程を省略してもよい。
次に、図7A及び図7Bに示すように、1つの光学部品10が1つの透光部材1を含むように複数の光学部品10に個片化する。例えば、ブレードを用いて複数の光学部品10に個片化することができる。なお、本実施形態では、1つの光学部品10が1つの透光部材1を含むように個片化しているが、1つの光学部品10が複数の透光部材1を含むように個片化してもよい。また、本工程は必ずしも必要ではなく、例えば、成形体2dを焼結する工程又は光学部品10の一部を除去する工程で所望の光学部品10を得ることができている場合は、本工程を省略してもよい。
図9に、第2実施形態に係る光学部品20と発光素子60とを組み合わせた発光装置100の模式図を示す。光学部品20は、次に説明する事項以外は、光学部品10で説明した事項と実質的に同一である。
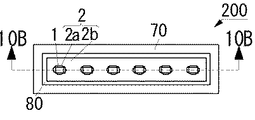
図10Aに、第3実施形態に係る光学部品30と発光素子60とを組み合わせた発光装置200の上面図を示し、図10Bに図10Aの10B−10B線における断面図を示す。光学部品30は、次に説明する事項以外は、光学部品10で説明した事項と実質的に同一である。
以下の製造方法により光学部品を作製した。まず、透光部材1として、短辺が500μm、長辺が1000μm、高さが600μmの直方体の蛍光体セラミックスを準備した。蛍光体セラミックスとしては、YAG蛍光体と酸化アルミニウムとを含む、焼結体からなる蛍光体セラミックスを用いた。
2…光反射部材
2a…第1領域
2b…第2領域
2c…スラリー
2d…成形体
3…放熱部材
4…フィルタ
5…絶縁膜
10、20、30…光学部品
40…支持部材
50…枠体
60…発光素子
70…基板
80…光反射性樹脂
100、200…発光装置
Claims (12)
- 上面、下面及び側面を有する透光部材と、
前記透光部材を取り囲むように前記透光部材の側方に設けられた光反射部材と、を備え、
前記光反射部材は、複数の空隙を含むセラミックスからなり、
前記透光部材及び前記光反射部材を横切る一断面において、前記複数の空隙は前記透光部材の近傍に偏在していることを特徴とする光学部品。 - 前記光反射部材は、前記透光部材の側面に接して設けられることを特徴とする請求項1に記載の光学部品。
- 前記透光部材は、蛍光体を含むセラミックス又は蛍光体の単結晶からなることを特徴とする請求項1又は2に記載の光学部品。
- 前記光反射部材は酸化アルミニウムを含むことを特徴とする請求項1〜3のいずれか1項に記載の光学部品。
- 前記透光部材は、YAG系蛍光体を含む蛍光体セラミックス又はYAG系蛍光体の単結晶からなることを特徴とする請求項4に記載の光学部品。
- 前記透光部材の下面及び前記光反射部材の下面の少なくとも一方に、直接又は間接的に、透光性の放熱部材が設けられていることを特徴とする請求項1〜5のいずれか1項に記載の光学部品。
- 上面、下面、及び側面を有する透光部材を準備する工程と、
前記透光部材を取り囲むように前記透光部材の側方に無機材料からなる光反射粉末を含む成形体を形成する工程と、
前記光反射粉末の焼結体を含む光反射部材と前記透光部材とが一体に形成され、前記透光部材及び前記光反射部材を横切る一断面で、前記光反射部材において前記透光部材の近傍に複数の空隙が偏在するように前記成形体を焼結する工程と、を有する光学部品の製造方法。 - 前記成形体を焼結する工程において、前記成形体を押圧せずに焼結することを特徴とする請求項7に記載の光学部品の製造方法。
- 前記成形体を形成する工程において、スリップキャスト法により前記成形体を形成することを特徴とする請求項7又は8に記載の光学部品の製造方法。
- 前記透光部材を準備する工程において、前記透光部材として、蛍光体を含む蛍光体セラミックス又は蛍光体の単結晶を準備することを特徴とする請求項7〜9のいずれか1項に記載の光学部品の製造方法。
- 前記透光部材を準備する工程において、複数の透光部材を準備し、
前記成形体を形成する工程において、前記複数の透光部材それぞれを取り囲むように前記透光部材それぞれの側方に前記成形体を形成することを特徴とする請求項7〜10のいずれか1項に記載の光学部品の製造方法。 - 前記透光部材を準備する工程と前記成形体を形成する工程との間に、前記透光部材を支持部材に仮止めする工程であって、前記透光部材と前記支持部材との間のみに樹脂を設け、前記透光部材を前記支持部材に仮止めする工程を有し、
前記成形体を形成する工程と前記成形体を焼結する工程との間に、前記透光部材及び前記成形体から前記支持部材を除去する工程を有することを特徴とする請求項7〜11のいずれか1項に記載の光学部品の製造方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19204255.4A EP3633804B1 (en) | 2017-03-03 | 2018-03-02 | Light emitting device |
| EP21168341.2A EP3869638B1 (en) | 2017-03-03 | 2018-03-02 | Optical component |
| US15/910,921 US10670200B2 (en) | 2017-03-03 | 2018-03-02 | Optical component and method of manufacturing same |
| EP18159660.2A EP3370308B1 (en) | 2017-03-03 | 2018-03-02 | Optical component and method of manufacturing same |
| CN201810173995.XA CN108535797A (zh) | 2017-03-03 | 2018-03-02 | 光学部件及光学部件的制造方法 |
| CA2997327A CA2997327A1 (en) | 2017-03-03 | 2018-03-05 | Optical component and method of manufacturing same |
| JP2019104439A JP6912737B2 (ja) | 2017-03-03 | 2019-06-04 | 光学部品及び光学部品の製造方法 |
| US16/860,303 US10859216B2 (en) | 2017-03-03 | 2020-04-28 | Optical component and method of manufacturing same |
| US17/087,827 US11162645B2 (en) | 2017-03-03 | 2020-11-03 | Light emitting device including heat dissipation member |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017040495 | 2017-03-03 | ||
| JP2017040495 | 2017-03-03 | ||
| JP2017125738 | 2017-06-28 | ||
| JP2017125738 | 2017-06-28 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019104439A Division JP6912737B2 (ja) | 2017-03-03 | 2019-06-04 | 光学部品及び光学部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019009406A JP2019009406A (ja) | 2019-01-17 |
| JP6544408B2 true JP6544408B2 (ja) | 2019-07-17 |
Family
ID=65029757
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017204385A Active JP6544408B2 (ja) | 2017-03-03 | 2017-10-23 | 光学部品及び光学部品の製造方法 |
| JP2019104439A Active JP6912737B2 (ja) | 2017-03-03 | 2019-06-04 | 光学部品及び光学部品の製造方法 |
| JP2021112541A Active JP7157356B2 (ja) | 2017-03-03 | 2021-07-07 | 光学部品及び光学部品の製造方法 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019104439A Active JP6912737B2 (ja) | 2017-03-03 | 2019-06-04 | 光学部品及び光学部品の製造方法 |
| JP2021112541A Active JP7157356B2 (ja) | 2017-03-03 | 2021-07-07 | 光学部品及び光学部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (3) | JP6544408B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7323763B2 (ja) | 2018-12-27 | 2023-08-09 | 日亜化学工業株式会社 | 発光装置及び発光装置の製造方法 |
| US11205886B2 (en) | 2019-03-12 | 2021-12-21 | Nichia Corporation | Method of manufacturing optical member, optical member, and light emitting device |
| JP7111989B2 (ja) | 2019-04-22 | 2022-08-03 | 日亜化学工業株式会社 | 波長変換部品、波長変換部品の製造方法、及び、発光装置 |
| JP7189446B2 (ja) * | 2019-08-08 | 2022-12-14 | 日亜化学工業株式会社 | 発光装置及び発光装置の製造方法 |
| JP2021124536A (ja) * | 2020-01-31 | 2021-08-30 | 京セラ株式会社 | 光学部材、発光装置、回転数計測装置および光学測定装置 |
| JP2021152615A (ja) * | 2020-03-24 | 2021-09-30 | スタンレー電気株式会社 | 光学装置 |
| JP7502613B2 (ja) | 2020-04-28 | 2024-06-19 | 日亜化学工業株式会社 | 波長変換部材及び発光装置の製造方法 |
| CN112486021B (zh) * | 2020-12-07 | 2021-10-08 | 燕山大学 | 一种针对非对称伺服液压位置跟踪系统的低复杂控制方法 |
| JP7502665B2 (ja) | 2022-03-08 | 2024-06-19 | 日亜化学工業株式会社 | 光学部品の製造方法及び光学部品 |
| US20230318254A1 (en) | 2022-03-31 | 2023-10-05 | Nichia Corporation | Phosphor member, method of manufacturing phosphor member, and light-emitting device |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1862035B1 (en) * | 2005-03-14 | 2013-05-15 | Koninklijke Philips Electronics N.V. | Phosphor in polycrystalline ceramic structure and a light-emitting element comprising same |
| WO2011039911A1 (ja) * | 2009-10-02 | 2011-04-07 | シャープ株式会社 | 有機el照明装置及びその製造方法 |
| JP5695887B2 (ja) * | 2010-11-18 | 2015-04-08 | スタンレー電気株式会社 | 光源装置および照明装置 |
| JP5917183B2 (ja) * | 2012-02-17 | 2016-05-11 | スタンレー電気株式会社 | 光源装置および照明装置 |
| US8931922B2 (en) * | 2012-03-22 | 2015-01-13 | Osram Sylvania Inc. | Ceramic wavelength-conversion plates and light sources including the same |
| JP2013207049A (ja) * | 2012-03-28 | 2013-10-07 | Nec Corp | 波長変換体を用いた発光装置 |
| JP6323020B2 (ja) * | 2014-01-20 | 2018-05-16 | セイコーエプソン株式会社 | 光源装置およびプロジェクター |
| JP2016027613A (ja) * | 2014-05-21 | 2016-02-18 | 日本電気硝子株式会社 | 波長変換部材及びそれを用いた発光装置 |
| JP2016058624A (ja) * | 2014-09-11 | 2016-04-21 | パナソニックIpマネジメント株式会社 | 発光装置 |
| JP2016213451A (ja) * | 2015-05-01 | 2016-12-15 | 日東電工株式会社 | 蛍光体層−封止層付光半導体素子の製造方法 |
-
2017
- 2017-10-23 JP JP2017204385A patent/JP6544408B2/ja active Active
-
2019
- 2019-06-04 JP JP2019104439A patent/JP6912737B2/ja active Active
-
2021
- 2021-07-07 JP JP2021112541A patent/JP7157356B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP6912737B2 (ja) | 2021-08-04 |
| JP2019164376A (ja) | 2019-09-26 |
| JP7157356B2 (ja) | 2022-10-20 |
| JP2021184093A (ja) | 2021-12-02 |
| JP2019009406A (ja) | 2019-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6544408B2 (ja) | 光学部品及び光学部品の製造方法 | |
| TWI673252B (zh) | 波長轉換構件及使用其之發光裝置 | |
| US11162645B2 (en) | Light emitting device including heat dissipation member | |
| KR102576303B1 (ko) | 파장 변환 부재 및 발광 디바이스 | |
| JP2012104267A (ja) | 光源装置および照明装置 | |
| WO2018016357A1 (ja) | 波長変換部材及びそれを用いた発光デバイス | |
| US20170137328A1 (en) | Method of making a ceramic wavelength converter assembly | |
| JP7189422B2 (ja) | 波長変換部材複合体、発光装置及び波長変換部材複合体の製造方法 | |
| JP2016157905A (ja) | 光学部品 | |
| KR20180095645A (ko) | 파장 변환 부재 및 발광 장치 | |
| US10185213B2 (en) | Fluorescent substrate, light source device, and projection display unit | |
| WO2017040433A1 (en) | Laser-activated remote phosphor target and system | |
| US20140166902A1 (en) | Wavelength Conversion Body And Method For Manufacturing Same | |
| JP5781367B2 (ja) | 光源装置および照明装置 | |
| JP7053984B2 (ja) | 光部品の製造方法および発光装置の製造方法、ならびに、光部品および発光装置 | |
| JP2024106059A (ja) | 光学部材およびその製造方法、並びに発光装置 | |
| WO2023166638A1 (ja) | コンポジットセラミックス、蛍光体素子、レーザー照明装置、およびコンポジットセラミックスの製造方法 | |
| JP2023135681A (ja) | 光学部材及び発光装置並びにそれらの製造方法 | |
| WO2021132212A1 (ja) | 波長変換部材、発光素子及び発光装置 | |
| JP2018107006A (ja) | 発光素子、蛍光光源装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20171115 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180403 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190521 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190603 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6544408 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |