JP6541524B2 - 製函装置 - Google Patents
製函装置 Download PDFInfo
- Publication number
- JP6541524B2 JP6541524B2 JP2015180795A JP2015180795A JP6541524B2 JP 6541524 B2 JP6541524 B2 JP 6541524B2 JP 2015180795 A JP2015180795 A JP 2015180795A JP 2015180795 A JP2015180795 A JP 2015180795A JP 6541524 B2 JP6541524 B2 JP 6541524B2
- Authority
- JP
- Japan
- Prior art keywords
- wall
- bending
- edge
- temporary
- end wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






















Landscapes
- Making Paper Articles (AREA)
Description
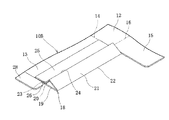
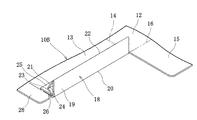
まず、製函装置100によって自動製函する包装箱10Aについて説明する。図2A及び図2Bに示すように、底壁12は横長の四角形状であり、端壁13,13及び側壁15,15によって囲まれた外周壁の底を閉塞する。端壁13は概ね正方形状であり、底壁12の対向する端縁(第1縁)に折曲線14を介して連設されている。側壁15は横長の四角形状であり、底壁12の対向する他の一対の側縁(第2縁)に折曲線16を介して連設されている。
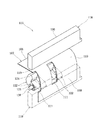
図3に示すブランク10Bを図2A及び図2Bのように組み立てる際には、例えば図5Aに示すように、縁壁19と第1傾斜壁21とを第2折曲線22に沿って山折りする。また、第1傾斜壁21と第2傾斜壁23とを第3折曲線24に沿って山折りする。また、第2傾斜壁23と固着壁25とを第4折曲線26に沿って谷折りする。そして、第4折曲線26を第1折曲線20の近傍に位置させて、固着壁25と端壁13とを接着剤で貼着する。この補強柱18の組立時には、第1傾斜壁21と第2傾斜壁23との間の第3折曲線24の部分を突出させて、固着壁25を端壁13に固着する必要がある。そのため、組立作業性が悪い。
製函装置100は、包装箱10Aの自動製函する製函工程から、包装箱10Aに物品を収容する収容工程を経て、蓋部材30によって包装箱10Aを封緘する封緘工程を行うセットアップケーサに用いられる。このセットアップケーサは、製函装置100、収容装置、及び封緘装置を備える。これら各装置の間には、包装箱10Aを搬送するベルトコンベア又はローラコンベア等のコンベアが配置されている。
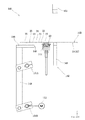
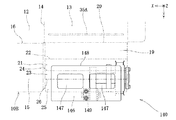
図1に示すように、製函装置100は、積層配置したブランク10Bを一枚ずつ供給する給紙部102と、ブランク10Bの所定部位に折癖を付ける仮折部105と、端壁13に固着壁25を固着して補強柱18を仮組みする補強柱仮組部140と、包装箱10Aを組み立てる成型部160とを備えている。また、製函装置100には、仮折部105と補強柱仮組部140との間に搬送中のブランク10Bの端壁13に接着剤35Aを塗布する第1塗布部135が配置され、補強柱仮組部140と成型部160との間に搬送中のブランク10Bの縁壁19に接着剤35Bを塗布する第2塗布部155が配置されている。
給紙部102は、複数のブランク10Bを積層配置し、最上部のブランク10Bを設定された給紙位置に配置するリフトを備えている。そして、搬送手段によって一枚のブランク10Bが上向き(Z方向)に取り出され、仮折部105に向けてY方向に排出(供給)される。
図6A及び図6Bに示すように、仮折部105では、端壁13に対して縁壁19を折り曲げるとともに、第1傾斜壁21に対して第2傾斜壁23を折り曲げることで、ブランク10Bに第1折曲線20及び第3折曲線24に沿った折癖を付ける。その後、折癖を付けたブランク10Bを補強柱仮組部140に向けてX方向に排出する。
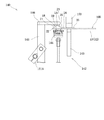
仮折部105は、固定ガイド部材107上にブランク10Bが配置されると、調整部材114によってブランク10Bの位置を調整する。ついで、図6A及び図9Aに示すように、吸引部材131を保持位置に移動させるとともに、可動ガイド部材118を上昇させた待機位置から下向きに移動させる。可動ガイド部材118が固定ガイド部材107の第1平面板部108を越えて下向き移動すると、可動ガイド部材118と固定ガイド部材107とによって、端壁13に対して縁壁19が第1折曲線20に沿って折り曲げられる。また、ブランク10Bは、底壁12、端壁13、及び側壁15を含む全体が可動ガイド部材118の押圧によって下向きに移動する。
第1塗布部135は、仮折部105から補強柱仮組部140に向けた搬送方向Xに対して直交するY方向に所定間隔をあけて配置した一対の塗布装置136,136を備えている。塗布装置136から接着剤35Aを噴射することで、端壁13の固着壁25が重畳配置される部分である第1折曲線20の近傍(合計で4箇所)に、X方向に延びるように接着剤35Aが線状に塗布される。なお、この第1塗布部135と仮折部105との間に、仮折りした端壁13と縁壁19、第1傾斜壁21と第2傾斜壁23を搬送中に平坦な状態に戻すガイド部材を配置してもよい。
図5Aに示すように、補強柱仮組部140では、縁壁19に対して第1傾斜壁21を折り曲げることで、固着壁25を端壁13上に配置する。そして、これら固着壁25と端壁13とを圧接し、これらを接着剤35Aによって固着することで、三角筒状の補強柱18を形成する。その後、補強柱18を形成したブランク10Bを成型部160に向けてX方向に排出する。
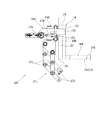
補強柱仮組部140には、図10Aに示す待機状態でブランク10Bが供給される。図示しない調整機構によってブランク10Bを定位置に配置すると、吸引部材144によってブランク10Bを吸着保持する。ついで、駆動部材152によって傾斜壁折曲部材146を駆動させる。すると、リンク部材151A,151Bは、図10Aにおいて概ね8時の回転角度位置から時計回りに回転する。
図1及び図13Cに示すように、第2塗布部155は、Y方向に所定間隔をあけて配置した一対の塗布装置156,156を備えている。塗布装置156から接着剤35Bを噴射することで、縁壁19の第1折曲線20の近傍に、X方向に延びるように接着剤35Bが線状に塗布される。詳しくは、図14Bに示すように、接着剤35Bは、縁壁19の側壁15が重畳配置される部分(合計で4箇所)だけに塗布される。
図5Bに示すように、成型部160では、端壁13に対して補強柱18を折り曲げるとともに、底壁12に対して端壁13を折り曲げた後、この状態を保持したまま底壁12に対して側壁15を折り曲げる。これにより、接着剤35Bを塗布した縁壁19に側壁15を貼着する。これにより、図2A及び図2Bに示す包装箱10Aを組み立てる。
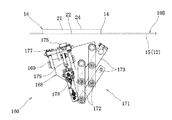
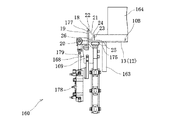
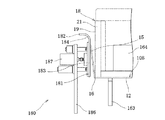
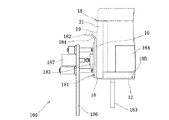
図14Aに示すように、成型部160にブランク10Bが搬送される際には、リンク機構171を介して回転フレーム169を外側下向きに傾斜させた受取位置に移動させている。このようにして端壁折曲部材168にブランク10Bが干渉することを防止した状態で、図示のように、補強柱18が仮組みされたブランク10Bが搬送される。
10B…ブランク
12…底壁
13…端壁
14…折曲線(第1縁)
15…側壁
16…折曲線(第2縁)
18…補強柱
19…縁壁
20…第1折曲線
21…第1傾斜壁
22…第2折曲線
23…第2傾斜壁
24…第3折曲線
25…固着壁
26…第4折曲線
28…桟壁
29…折曲線
30…蓋部材
31…天壁部
32…側壁部
33…折曲線
35A,35B…接着剤
40…折返壁
41…折曲線
100…製函装置
102…給紙部
105…仮折部
107…固定ガイド部材
108…第1平面板部
109…第2平面板部
110…曲面板部
111…挿通孔
112…ストッパ
114…調整部材
115…押圧部材
116…駆動部材
118…可動ガイド部材
119…第1折曲部
120…第2折曲部
122…仮折部材
123…基部
124…突出部
126…回転軸
127…ブラケット
128…駆動部材
129…ロッド
130…吸着ユニット
131…吸引部材
135…第1塗布部
136…塗布装置
140…補強柱仮組部
142…保持ユニット
143…ガイドレール
144…吸引部材
146…傾斜壁折曲部材
147…空気抜き孔
148…面取部
149…連結部材
151A,151B…リンク部材
152…駆動部材
153…圧接部材
155…第2塗布部
156…塗布装置
160…成型部
162…位置決めユニット
163…ガイドレール
164…押枠
165…第1板部
166…第2板部
168…端壁折曲部材
169…回転フレーム
171…リンク機構
172…第1リンク部材
173…第2リンク部材
175…吸引部材
177…縁壁折曲部材
178…駆動部材
179…ロッド
181…側壁折曲部材
182…第1平面板部
183…第2平面板部
184…曲面板部
186…昇降フレーム
187…駆動部材
Claims (6)
- 底壁と、
前記底壁の第1縁に立設されている端壁と、
前記第1縁と交差する方向に延びている前記底壁の第2縁に立設されている側壁と、
前記端壁の前記側壁側の縁に第1折曲線を介して連設されており、前記側壁の内側面に固着されている縁壁と、
前記第1折曲線に沿って延びている第2折曲線を介して前記縁壁側に連設されている第1傾斜壁と、
前記第2折曲線に沿って延びている第3折曲線を介して前記第1傾斜壁に連設されている第2傾斜壁と、
前記第3折曲線に沿って延びている第4折曲線を介して前記第2傾斜壁に連設されており、前記端壁の内側面に固着されている固着壁とを備え、
前記第1傾斜壁と前記第2傾斜壁と前記縁壁及び前記端壁のうちの少なくとも一方とによって筒状に形成され、前記縁壁及び前記端壁のうちの前記一方に対して前記第1傾斜壁及び前記第2傾斜壁が傾斜し、前記第3折曲線の部分を頂部として内向きに突出する補強柱を形成している包装箱の製函装置であって、
前記第1傾斜壁と前記第2傾斜壁とを前記第3折曲線に沿って折り曲げる仮折部材を有し、前記第3折曲線に沿った折癖を付ける仮折部と、
前記縁壁に対して前記第1傾斜壁側を折り曲げ、この折り曲げにより重畳させた前記端壁と前記固着壁とを固着して前記補強柱を仮組みする補強柱仮組部と
を備える、製函装置。 - 前記補強柱仮組部の後に、前記底壁に対して前記端壁を折り曲げる端壁折曲部材と、前記端壁に対して前記縁壁を折り曲げる縁壁折曲部材と、前記底壁に対して前記側壁を折り曲げる側壁折曲部材とを有し、重畳させた前記側壁と前記縁壁とを固着する成型部を備える、請求項1に記載の製函装置。
- 前記仮折部は、前記第1傾斜壁に沿って配置される移動可能な可動ガイド部材を有し、
前記仮折部材は、前記可動ガイド部材を中心として前記第1傾斜壁に対して前記第2傾斜壁を折り曲げている、請求項1又は請求項2に記載の製函装置。 - 前記仮折部では、前記端壁と前記縁壁とを前記第1折曲線に沿って折り曲げ、前記第1折曲線に沿った折癖を更に付けている、請求項1から請求項3のいずれか1項に記載の製函装置。
- 前記仮折部は、前記縁壁の下部に配置されている固定ガイド部材を有し、
前記第1折曲線に沿って前記端壁側に配置した前記可動ガイド部材を下降させることで、前記可動ガイド部材と前記固定ガイド部材とによって、前記端壁に対して前記縁壁を折り曲げた後、
前記仮折部材を動作させることで、前記可動ガイド部材と前記仮折部材とによって、前記第1傾斜壁に対して前記第2傾斜壁を折り曲げている、請求項3を引用する請求項4に記載の製函装置。 - 前記仮折部材は、回転可能に軸支された基部と、前記基部の先端から前記第2傾斜壁に向けて突出する突出部とを有する、請求項5に記載の製函装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015180795A JP6541524B2 (ja) | 2015-09-14 | 2015-09-14 | 製函装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015180795A JP6541524B2 (ja) | 2015-09-14 | 2015-09-14 | 製函装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017056571A JP2017056571A (ja) | 2017-03-23 |
| JP6541524B2 true JP6541524B2 (ja) | 2019-07-10 |
Family
ID=58388874
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015180795A Active JP6541524B2 (ja) | 2015-09-14 | 2015-09-14 | 製函装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6541524B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021084640A (ja) * | 2019-11-26 | 2021-06-03 | 三菱電機株式会社 | 梱包装置 |
| CN113895733B (zh) * | 2021-10-08 | 2024-12-06 | 杭州中亚机械股份有限公司 | 一种纸板成形装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2585066B2 (ja) * | 1987-12-28 | 1997-02-26 | 本州製紙株式会社 | コーナー補強型容器 |
| JP2682501B2 (ja) * | 1995-02-20 | 1997-11-26 | 王子製紙株式会社 | 8角形の内筒で補強された包装箱の製函機 |
| US5588585A (en) * | 1996-03-15 | 1996-12-31 | Inland Container Corporation | Automatic set-up carton with corner posts |
| JP3483471B2 (ja) * | 1998-06-19 | 2004-01-06 | 花王株式会社 | コーナー補強型トレーの製函機 |
| JP4806585B2 (ja) * | 2006-04-28 | 2011-11-02 | 王子チヨダコンテナー株式会社 | コーナー補強型トレーの製函方法および製函装置 |
| JP1523129S (ja) * | 2014-10-03 | 2015-05-11 |
-
2015
- 2015-09-14 JP JP2015180795A patent/JP6541524B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017056571A (ja) | 2017-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI627108B (zh) | 包裝箱及製箱裝置 | |
| EP2364250B1 (en) | Box gluing device | |
| JP6112191B2 (ja) | 梱包装置および梱包方法 | |
| US11530058B2 (en) | System and method for automatically closing boxes with cardboard lids | |
| EP3187423A1 (en) | Folding unit for folding cardboard blanks, folding apparatus comprising such folding unit and method for folding cardboard | |
| CN102712161B (zh) | 生产购物袋的方法和相关的自动化生产线 | |
| JP6926824B2 (ja) | 包装容器の成形及び充填装置 | |
| JP6151322B2 (ja) | 製函装置 | |
| KR101037276B1 (ko) | 모서리가 강화된 포장박스 및 이를 제조하기 위한 포장박스제조장치 | |
| JPH06211236A (ja) | パッケージ、そのブランク、およびこのブランクからパッケージを形成する方法および装置 | |
| JP2682501B2 (ja) | 8角形の内筒で補強された包装箱の製函機 | |
| JP6541524B2 (ja) | 製函装置 | |
| ITRE20100016A1 (it) | Apparecchiatura e metodo per la formazione di vassoi bordati | |
| US20220134700A1 (en) | System and method for processing case and carton blanks | |
| JP6534590B2 (ja) | 製函装置 | |
| US20140031188A1 (en) | Method and apparatus for erecting part of a container | |
| JP2019529190A (ja) | マンドレルの周りにブランクを成形するための方法及び装置 | |
| JP4806585B2 (ja) | コーナー補強型トレーの製函方法および製函装置 | |
| JP5021689B2 (ja) | ケースの組立方法およびその装置 | |
| JP4462736B2 (ja) | 箱の形成装置 | |
| JP3485869B2 (ja) | 箱形成装置 | |
| JP2025178850A (ja) | 箱詰め装置 | |
| JP2019051972A (ja) | 段ボールケーサ及び段ボールケーサの制御方法 | |
| JP2013159378A (ja) | 包装容器用ブランクシート | |
| HK1125080B (en) | Machine for raising planar articles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180314 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190408 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190611 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6541524 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |