JP6529115B2 - 自動縫製装置及び自動縫製方法 - Google Patents
自動縫製装置及び自動縫製方法 Download PDFInfo
- Publication number
- JP6529115B2 JP6529115B2 JP2015045425A JP2015045425A JP6529115B2 JP 6529115 B2 JP6529115 B2 JP 6529115B2 JP 2015045425 A JP2015045425 A JP 2015045425A JP 2015045425 A JP2015045425 A JP 2015045425A JP 6529115 B2 JP6529115 B2 JP 6529115B2
- Authority
- JP
- Japan
- Prior art keywords
- sewing
- sewn
- detected
- rotating body
- image data
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Sewing Machines And Sewing (AREA)
Description
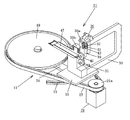
先ず、可動体15を円弧ガイド13の長手方向中央部、従って支持回転体31及び挟持回転体45が円弧ガイド13の長手方向中央部に位置した状態で搬入側支持ローラ29上に被縫製材5を広げて載置し、その先端部を支持回転体31及び弾性部材43により付勢された挟持回転体45間を通過して挟持させた後に本体3のテーブル面上と押圧ガイド板47の間を通過させて被縫製材5の縫製開始位置がミシン9の針位置に位置するようにセットする。
3 本体
5 被縫製材
5a 被検知部としての溝部
7 ステッチ糸
9 ミシン
11 送り方向調整手段
13 円弧ガイド
15 可動体
17 円弧移動手段
19 回転盤
21 電動モータ
21a プーリ
23 歯付きベルト
25 連結アーム
27 支持フレ−ム
29 搬入側支持ローラ
31 支持回転体
33 取付けアーム
35 取付けブロック
35a 軸支部
35b 取付け部
37 上下ガイド
39 昇降体
41 支持軸
43 弾性部材
45 挟持回転体
47 押圧ガイド板
49 溝検知手段
51 搬出側支持ローラ
53 制御手段
55 CPU
57 プログラム記憶領域
59 作業データ記憶領域
61 基準画像データ記憶領域
63 画像データ記憶領域
65 変位方向記憶領域
67 変位量記憶領域
69 画像処理部
71 画像判別部
73 ミシン駆動制御部
74 検知制御部
75 送り方向修正制御部
77 表示制御部
79 表示手段
101−115 ステップ
Claims (22)
- 縫製ラインに沿って延出する被検知部が設けられた被縫製材を、該被検知部に沿って縫製するミシンを備えた縫製装置において、
上記ミシンの搬入側にてミシンの針位置を中心とする円弧上を移動可能に設けられ、被縫製材を挟持して回転可能な挟持回転体及び支持回転体と、
上記挟持回転体及び支持回転体を,ミシンの針位置を中心とする円弧上を移動させる数値制御可能な円弧移動手段と、
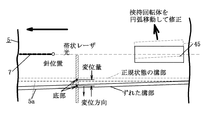
上記挟持回転体及び支持回転体とミシンの針位置の間で、かつミシン送りされる被縫製材の上方に設けられ、被縫製材の被検知部箇所にミシン送り方向と直交方向に延びる帯状光を出力する光出力部及び被縫製材の被検知部箇所からの反射光を受光して信号を出力する光受光部を備えた検知手段と、
検知手段から出力される信号を画像データに変換処理する画像データ処理手段及び記憶手段に記憶された被縫製材の正規送り時における被検知部の基準画像データと検知された被検知部の画像データを比較して画像データにおける被検知部の変位方向及び変位量を判別する画像判別手段を備え、判別された変位方向及び変位量に基づいて移動手段を移動制御して挟持回転体及び支持回転体を移動する制御手段と、
を備え、
被縫製材に対する縫製時に検知手段により検知された被検知部の画像データと基準画像データとにより検知された被検知部の変位方向及び変位量を判別し、変位方向及び変位量に基づいて被縫製材を挟持する挟持回転体及び支持回転体を、針位置を中心に円弧移動させて針位置に対する被縫製材の送り方向を縫製ラインが被検知部に沿うように修正可能にする自動縫製装置。 - 請求項1において、
挟持回転体のミシン側には、被縫製材の表面を押圧する押圧ガイド部材を設け、該押圧ガイド部材により被縫製材における被検知部の検知箇所及び縫製箇所を平坦状にする自動縫製装置。 - 請求項1において、
被検知部は、V字溝、U字溝のいずれかとした自動縫製装置。 - 請求項1において、
画像判別手段は、被検知部の底部を基準として変位方向及び変位量を判別する自動縫製装置。 - 請求項1において、
検知手段の光出力部は、被縫製材の被検知部箇所に対して所定の角度で、かつ被縫製材の送り方向と直交方向へ延出して被検知部を横切る帯状光を出力する自動縫製装置。 - 請求項1において、
円弧移動手段は、挟持回転体及び支持回転体の円弧移動に対応する曲率の外径からなる回転盤と、数値制御可能な電動モータと、該電動モータの出力軸及び回転盤に掛け渡されるベルト部材からなる自動縫製装置。 - 請求項1において、
円弧移動手段は、挟持回転体及び支持回転体を円弧移動させるリニアモータとした自動縫製装置。 - 縫製ラインに沿って延出する被検知部が設けられた被縫製材を、該被検知部に沿って縫製するミシンを備えた縫製装置において、
上記ミシンの搬入側にてミシンの針位置を中心とする円弧上を移動可能に設けられ、被縫製材を挟持して回転可能な挟持回転体及び支持回転体と、
上記挟持回転体及び支持回転体を,ミシンの針位置を中心とする円弧上を移動させる数値制御可能な移動手段と、
上記挟持回転体及び支持回転体とミシンの針位置の間で、かつミシン送りされる被縫製材の上方に設けられ、被縫製材の被検知部箇所にミシン送り方向と直交方向に延びる帯状光を出力する光出力部及び被検知部を含む被縫製材の表面に照射された帯状光を撮像して撮像データを出力する撮像部材を備えた検知手段と、
記憶手段に記憶された被縫製材の正規送り時における被検知部の基準画像データと検知された被検知部の撮像データを比較して撮像データにおける被検知部の変位方向及び変位量を判別する画像判別手段と、
判別された変位方向及び変位量に基づいて移動手段を移動制御して挟持回転体及び支持回転体を移動する制御手段と、
を備え、
被縫製材に対する縫製時に検知手段により検知された被検知部の画像データと基準画像データとにより検知された被検知部の変位方向及び変位量を判別し、変位方向及び変位量に基づいて被縫製材を挟持する挟持回転体及び支持回転体を、針位置を中心に円弧移動させて針位置に対する被縫製材の送り方向を縫製ラインが被検知部に沿うように修正可能にする自動縫製装置。 - 請求項8において、
挟持回転体のミシン側には、被縫製材の表面を押圧する押圧ガイド部材を設け、該押圧ガイド部材により被縫製材における被検知部の検知箇所及び縫製箇所を平坦状にする自動縫製装置。 - 請求項8において、
被検知部は、V字溝、U字溝のいずれかとした自動縫製装置。 - 請求項8において、
画像判別手段は、被検知部の底部を基準として変位方向及び変位量を判別する自動縫製装置。 - 請求項8において、
検知手段の光出力部は、被縫製材の被検知部箇所に対して所定の角度で、かつ被縫製材の送り方向と直交方向へ延出して被検知部を横切る帯状光を出力する自動縫製装置。 - 請求項8において、
円弧移動手段は、挟持回転体及び支持回転体の円弧移動に対応する曲率の外径からなる回転盤と、数値制御可能な電動モータと、該電動モータの出力軸及び回転盤に掛け渡されるベルト部材からなる自動縫製装置。 - 請求項8において、
円弧移動手段は、挟持回転体及び支持回転体を円弧移動させるリニアモータとした自動縫製装置。 - 縫製ラインに沿って延出する被検知部が設けられた被縫製材をミシンにより被検知部に沿って縫製する縫製方法において、
上記ミシンの搬入側にて針位置を中心とする円弧上を移動可能に設けられて縫製される被縫製材を挟持する挟持回転体及び支持回転体を、ミシンの針位置手前に設けられた検知手段により検知される被検知部の画像データと被縫製材の正規送り時における被検知部の基準画像データを比較して判別される画像データにおける被検知部の変位方向及び変位量に基づいて円弧移動手段を駆動制御することにより針位置を中心に円弧移動させて針位置に対する被縫製材の送り方向を修正可能にする自動縫製方法。 - 請求項15において、
検知手段は、被縫製材の被検知部箇所に対して所定の角度で、かつ被縫製材の送り方向と直交方向へ延出して被検知部を横切る帯状光を出力する光出力部及び被縫製材の被検知部箇所からの反射光を受光して信号を出力する光受光部を備えた自動縫製方法。 - 請求項15において、
挟持回転体のミシン側には、被縫製材の表面を押圧する押圧ガイド部材を設け、該押圧ガイド部材により被縫製材における被検知部の検知箇所及び縫製箇所を平坦状にする自動縫製方法。 - 請求項15において、
検知手段により検知される被検知部の画像データと被縫製材の正規送り時における被検知部の基準画像データを比較する際に、被検知部の底部を基準として変位方向及び変位量を判別する自動縫製方法。 - 請求項15において、
被検知部の画像データは、被検知部を含む被縫製材の表面からの反射光を受光する光受光部から出力される信号を画像処理した自動縫製方法。 - 請求項15において、
被検知部の画像データは、被検知部を含む被縫製材の表面に照射された帯状光を撮像する撮像部材から出力される撮像データとした自動縫製方法。 - 請求項15において、
円弧移動手段は、挟持回転体及び支持回転体の円弧移動に対応する曲率の外径からなる回転盤と、数値制御可能な電動モータと、該電動モータの出力軸及び回転盤に掛け渡されるベルト部材からなる自動縫製方法。 - 請求項15において、
円弧移動手段は、挟持回転体及び支持回転体を円弧移動させるリニアモータとした自動縫製方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015045425A JP6529115B2 (ja) | 2015-03-09 | 2015-03-09 | 自動縫製装置及び自動縫製方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015045425A JP6529115B2 (ja) | 2015-03-09 | 2015-03-09 | 自動縫製装置及び自動縫製方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016165323A JP2016165323A (ja) | 2016-09-15 |
| JP6529115B2 true JP6529115B2 (ja) | 2019-06-12 |
Family
ID=56897531
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015045425A Active JP6529115B2 (ja) | 2015-03-09 | 2015-03-09 | 自動縫製装置及び自動縫製方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6529115B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107885175B (zh) * | 2017-11-09 | 2020-08-07 | 杰克缝纫机股份有限公司 | 基于云主机控制的缝制方法及系统 |
| JP7441646B2 (ja) * | 2019-12-26 | 2024-03-01 | Juki株式会社 | 千鳥縫いミシン |
| KR20220028655A (ko) | 2020-08-31 | 2022-03-08 | (주)로봇앤비욘드 | 봉제기로 공급되는 원단을 좌,우로 틀어주며 자유로운 형태로 곡선 봉제가 가능한 봉제 제어 로봇 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0309069B1 (en) * | 1987-09-25 | 1992-06-17 | Yaacov Sadeh | Computerized sewing apparatus |
| JP2003334895A (ja) * | 2002-05-22 | 2003-11-25 | Inoac Corp | 表皮材 |
| JP5851776B2 (ja) * | 2011-09-12 | 2016-02-03 | グンゼ株式会社 | 生地の位置合わせ方法及び生地の位置合わせ装置 |
-
2015
- 2015-03-09 JP JP2015045425A patent/JP6529115B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016165323A (ja) | 2016-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8301292B2 (en) | Sewing machine and non-transitory computer-readable medium storing sewing machine control program | |
| US8763541B2 (en) | Sewing machine and non-transitory computer-readable medium storing sewing machine control program | |
| JP6529115B2 (ja) | 自動縫製装置及び自動縫製方法 | |
| JP2892392B2 (ja) | 編機のステッチ自動調整装置および方法 | |
| JP6502699B2 (ja) | ミシン | |
| US9194070B2 (en) | Embroidery frame and sewing machine | |
| EP0500862B1 (en) | Automatic sewing machine system | |
| CN109295616B (zh) | 缝纫机 | |
| JP2019022623A (ja) | ミシン | |
| CN109295617B (zh) | 缝纫机 | |
| JP2017070503A (ja) | ミシン | |
| US20140026794A1 (en) | Sewing machine | |
| JP5013780B2 (ja) | 玉縁縫いミシン | |
| JP2016146928A (ja) | 自動縫製装置及び自動縫製方法 | |
| JP5059435B2 (ja) | 玉縁縫いミシン | |
| US5540164A (en) | Workpiece positioning apparatus | |
| JPH09299642A (ja) | エッジコントロール縫製装置 | |
| JP2018015426A (ja) | ミシンとミシンの制御方法 | |
| JP2005137694A (ja) | ミシン | |
| JPS61213089A (ja) | 布地保持器の運動を制御する装置を有するミシン | |
| JPS6020027B2 (ja) | ミシン用被縫製物自動案内装置 | |
| JP6374729B2 (ja) | 穴かがりミシン | |
| JPH09108468A (ja) | エッジコントロール縫製装置 | |
| CN113046931B (zh) | 曲折缝缝纫机 | |
| JP7181117B2 (ja) | ミシン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180309 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190510 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190510 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6529115 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |