JP6523693B2 - 航空機部品位置決め装置、航空機組立システム及び航空機組立方法 - Google Patents
航空機部品位置決め装置、航空機組立システム及び航空機組立方法 Download PDFInfo
- Publication number
- JP6523693B2 JP6523693B2 JP2015014467A JP2015014467A JP6523693B2 JP 6523693 B2 JP6523693 B2 JP 6523693B2 JP 2015014467 A JP2015014467 A JP 2015014467A JP 2015014467 A JP2015014467 A JP 2015014467A JP 6523693 B2 JP6523693 B2 JP 6523693B2
- Authority
- JP
- Japan
- Prior art keywords
- aircraft
- structural
- virtual
- structural component
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64F—GROUND OR AIRCRAFT-CARRIER-DECK INSTALLATIONS SPECIALLY ADAPTED FOR USE IN CONNECTION WITH AIRCRAFT; DESIGNING, MANUFACTURING, ASSEMBLING, CLEANING, MAINTAINING OR REPAIRING AIRCRAFT, NOT OTHERWISE PROVIDED FOR; HANDLING, TRANSPORTING, TESTING OR INSPECTING AIRCRAFT COMPONENTS, NOT OTHERWISE PROVIDED FOR
- B64F5/00—Designing, manufacturing, assembling, cleaning, maintaining or repairing aircraft, not otherwise provided for; Handling, transporting, testing or inspecting aircraft components, not otherwise provided for
- B64F5/10—Manufacturing or assembling aircraft, e.g. jigs therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P21/00—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with program control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1679—Program controls characterised by the tasks executed
- B25J9/1687—Assembly, peg and hole, palletising, straight line, weaving pattern movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1694—Program controls characterised by use of sensors other than normal servo-feedback from position, speed or acceleration sensors, perception control, multi-sensor controlled systems, sensor fusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/068—Fuselage sections
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/402—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control arrangements for positioning, e.g. centring a tool relative to a hole in the workpiece, additional detection means to correct position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P2700/00—Indexing scheme relating to the articles being treated, e.g. manufactured, repaired, assembled, connected or other operations covered in the subgroups
- B23P2700/01—Aircraft parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1694—Program controls characterised by use of sensors other than normal servo-feedback from position, speed or acceleration sensors, perception control, multi-sensor controlled systems, sensor fusion
- B25J9/1697—Vision controlled systems
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41805—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by assembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Aviation & Aerospace Engineering (AREA)
- Robotics (AREA)
- Transportation (AREA)
- Human Computer Interaction (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Automatic Assembly (AREA)
Description
すなわち、本発明に係る航空機部品位置決め装置は、航空機の板状部材に設置された複数の第1構造用部品の位置を検出する検出部と、制御装置とを備え、前記制御装置は、検出された前記第1構造用部品の前記位置に基づいて、複数の前記第1構造用部品間に仮想位置を作成する仮想位置作成部と、作成された前記仮想位置に基づいて、前記板状部材において複数の前記第1構造用部品間に設置される、前記第1構造用部品と異なる第2構造用部品の設置位置を前記仮想位置上に決定する位置決定部とを備える。
航空機組立システム1は、航空機の胴体や主翼などを組み立てる。胴体や主翼等の構造体は、複数の構造用部品が組み合わされて構成され、胴体や主翼等は、構造体と、薄板部材(スキン)とが結合されて構成される。航空機組立システム1は、薄板部材上に構造用部品の設置位置を決定する位置決め装置2と、薄板部材に構造用部品を取り付ける取付け装置3とを備える。なお、以下では、薄板部材に構造用部品を取り付けるという場合、薄板部材に構造用部品が直接取り付けられる場合と、他の部品を間に挟んで薄板部材に構造用部品が取り付けられる場合の両方を含む。
仮想位置作成部6は、少なくとも3つ以上の既設の構造用部品13に基づいて、2以上の仮想位置(仮想線又は仮想面)を作成してもよい。
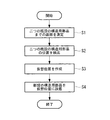
まず、位置決め装置2のセンサ部4によって、薄板部材12に既に設けられている二つの構造用部品13までの距離がそれぞれ測定される(ステップS1)。そして、測定結果は、センサ部4から検出部5に送られる。そして、検出部5によって、既設の構造用部品13の位置が検出される(ステップS2)。このとき、一つの構造用部品13に対して、一又は複数の代表点Pの位置が検出される。
次に、図6及び図7を参照して、航空機の胴体を組み立てる場合の一例について説明する。胴体の完成品は、スキン21と複数の構造用部品から構成される。以下では、複数の構造用部品は、ストリンガー、クリップ、シェアタイなどである。
図7に示すように、組み立てを開始する際、予めスキン(薄板部材)21は、治具20によって、基準位置に固定されている。
2 位置決め装置
3 取付け装置
4,8 センサ部
5,9 検出部
6 仮想位置作成部
7 位置決定部
10 把持部
11 ファスナ接合部
12 薄板部材
13,14 構造用部品
15 設置穴
Claims (6)
- 航空機の板状部材に設置された複数の第1構造用部品の位置を検出する検出部と、
制御装置と、
を備え、
前記制御装置は、
検出された前記第1構造用部品の前記位置に基づいて、複数の前記第1構造用部品間に仮想位置を作成する仮想位置作成部と、
作成された前記仮想位置に基づいて、前記板状部材において複数の前記第1構造用部品間に設置される、前記第1構造用部品と異なる第2構造用部品の設置位置を前記仮想位置上に決定する位置決定部と、
を備える航空機部品位置決め装置。 - 前記検出部は、前記板状部材に形成された前記第2構造用部品が設置される設置穴を検出し、
前記位置決定部は、作成された前記仮想位置と、検出された前記設置穴に基づいて、前記第2構造用部品の設置位置を決定する請求項1に記載の航空機部品位置決め装置。 - 前記仮想位置作成部は、少なくとも3つ以上の前記第1構造用部品に基づいて、2以上の前記仮想位置を作成し、
前記位置決定部は、作成された2以上の前記仮想位置に基づいて別に作成された前記仮想位置上に、前記第2構造用部品の設置位置を決定する請求項1又は2に記載の航空機部品位置決め装置。 - 請求項1から3のいずれか1項に記載の航空機部品位置決め装置と、
前記航空機部品位置決め装置によって決定された前記第2構造用部品の設置位置に基づいて、前記板状部材に前記第2構造用部品を設置する航空機部品取付け装置と、
を備える航空機組立システム。 - 検出部が、航空機の板状部材に設置された複数の第1構造用部品の位置を検出するステップと、
制御装置の仮想位置作成部が、検出された前記第1構造用部品の前記位置に基づいて、複数の前記第1構造用部品間に仮想位置を作成するステップと、
前記制御装置の位置決定部が、作成された前記仮想位置に基づいて、前記板状部材において複数の前記第1構造用部品間に設置される、前記第1構造用部品と異なる第2構造用部品の設置位置を前記仮想位置上に決定するステップと、
を含む航空機組立方法。 - 航空機部品取付け装置が、決定された前記第2構造用部品の設置位置に基づいて、前記板状部材に前記第2構造用部品を設置するステップを更に含む請求項5に記載の航空機組立方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015014467A JP6523693B2 (ja) | 2015-01-28 | 2015-01-28 | 航空機部品位置決め装置、航空機組立システム及び航空機組立方法 |
| BR112017016025-0A BR112017016025A2 (ja) | 2015-01-28 | 2016-01-27 | An airplane part positioning device, an airplane assembling system, and an airplane assembly method |
| EP16743428.1A EP3239056A4 (en) | 2015-01-28 | 2016-01-27 | Aircraft component positioning device, aircraft assembly system, and aircraft assembly method |
| PCT/JP2016/052364 WO2016121825A1 (ja) | 2015-01-28 | 2016-01-27 | 航空機部品位置決め装置、航空機組立システム及び航空機組立方法 |
| CA2974790A CA2974790C (en) | 2015-01-28 | 2016-01-27 | Aircraft component positioning device, aircraft assembly system, and aircraft assembly method |
| US15/546,197 US11198520B2 (en) | 2015-01-28 | 2016-01-27 | Aircraft component positioning device, and aircraft assembly system |
| CN201680007410.6A CN107207099B (zh) | 2015-01-28 | 2016-01-27 | 航空器零件定位装置、航空器组装系统以及航空器组装方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015014467A JP6523693B2 (ja) | 2015-01-28 | 2015-01-28 | 航空機部品位置決め装置、航空機組立システム及び航空機組立方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016137839A JP2016137839A (ja) | 2016-08-04 |
| JP6523693B2 true JP6523693B2 (ja) | 2019-06-05 |
Family
ID=56543435
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015014467A Active JP6523693B2 (ja) | 2015-01-28 | 2015-01-28 | 航空機部品位置決め装置、航空機組立システム及び航空機組立方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11198520B2 (ja) |
| EP (1) | EP3239056A4 (ja) |
| JP (1) | JP6523693B2 (ja) |
| CN (1) | CN107207099B (ja) |
| BR (1) | BR112017016025A2 (ja) |
| CA (1) | CA2974790C (ja) |
| WO (1) | WO2016121825A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10835947B2 (en) * | 2014-07-09 | 2020-11-17 | The Boeing Company | Method for building an assembly fixture for supporting a fuselage assembly |
| CN109937115A (zh) | 2016-11-11 | 2019-06-25 | 三菱重工业株式会社 | 部件制造方法及部件制造系统 |
| EP3511252B1 (en) * | 2018-01-11 | 2020-12-16 | Airbus Operations GmbH | Production system for the automated assembly of vehicle components and method for controlling a production system |
| RU2695017C1 (ru) * | 2018-05-22 | 2019-07-18 | Акционерное общество "АВИАСТАР-СП" | Способ динамической сборки агрегатных единиц планеров летательных аппаратов и устройство для его осуществления |
| EP3587242A1 (en) * | 2018-06-28 | 2020-01-01 | BAE SYSTEMS plc | Method and apparatus for assembling aircraft airframes |
| US11292614B2 (en) * | 2019-05-28 | 2022-04-05 | The Boeing Company | Method for producing an aircraft |
| JP7481829B2 (ja) * | 2019-11-11 | 2024-05-13 | 株式会社Subaru | 組立装置 |
| CN112880558A (zh) * | 2021-01-12 | 2021-06-01 | 西北工业大学 | 一种六轴大部件筒段对接虚拟仿真台使用方法 |
| EP4119446B1 (en) * | 2021-07-15 | 2024-12-11 | Airbus Operations, S.L.U. | Method for the assembly of frames in an aircraft shell |
| FR3138122A1 (fr) * | 2022-07-25 | 2024-01-26 | Airbus Operations | Système de transport de grille de plancher de cabine d’aéronef en vue d’un assemblage d’un corps de fuselage d’aéronef et procédé de calibration dudit système de transport. |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6464740A (en) * | 1987-04-14 | 1989-03-10 | Northrop Corp | Built-up data model system |
| US7509740B2 (en) | 2001-11-13 | 2009-03-31 | The Boeing Company | Method of manufacturing a wing |
| JP4128626B2 (ja) * | 1996-03-22 | 2008-07-30 | ザ・ボーイング・カンパニー | 決定的な翼アセンブリ |
| JPH1077609A (ja) * | 1996-09-02 | 1998-03-24 | Kawada Kogyo Kk | 鋼橋部材製作方法 |
| CA2254508C (en) * | 1997-11-26 | 2010-05-25 | The Boeing Company | Lap splice mini-riveter system |
| US6317954B1 (en) | 1998-05-11 | 2001-11-20 | Vought Aircraft Industries, Inc. | System and method for aligning aircraft coordinate systems |
| US6230382B1 (en) * | 1998-05-11 | 2001-05-15 | Vought Aircraft Industries, Inc. | System and method for assembling an aircraft |
| DE19929471C1 (de) | 1999-06-26 | 2001-01-18 | Eads Airbus Gmbh | Verfahren und Vorrichtung zur Herstellung eines dreidimensionalen Großbauteiles |
| JP4273226B2 (ja) | 2003-03-31 | 2009-06-03 | 独立行政法人産業技術総合研究所 | 設置基準要素装置 |
| JP4163095B2 (ja) | 2003-11-27 | 2008-10-08 | 富士重工業株式会社 | 組立治具及び翼前縁部組立方法 |
| US7398586B2 (en) * | 2005-11-01 | 2008-07-15 | The Boeing Company | Methods and systems for manufacturing a family of aircraft wings and other composite structures |
| DE102006019917B4 (de) | 2006-04-28 | 2013-10-10 | Airbus Operations Gmbh | Verfahren und Vorrichtung zur Sicherung der Maßhaltigkeit von mehrsegmentigen Konstruktionsstrukturen beim Zusammenbau |
| US7756321B2 (en) | 2007-02-28 | 2010-07-13 | The Boeing Company | Method for fitting part assemblies |
| JP4264763B2 (ja) | 2007-12-27 | 2009-05-20 | 独立行政法人産業技術総合研究所 | 位置測定および配置方法 |
| US9676497B2 (en) * | 2010-01-21 | 2017-06-13 | The Boeing Company | High rate pulsing wing assembly line |
| JP2011209959A (ja) * | 2010-03-29 | 2011-10-20 | Fuji Xerox Co Ltd | 組付受部品の認識構造及びこれを用いた組立情報認識装置並びに組立処理装置 |
| DE102011117984B4 (de) * | 2011-11-09 | 2013-06-20 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Positionierungsvorrichtung zur Positionierung eines Bauteils und Verfahren zur Positionierung eines Bauteils |
| US9014836B2 (en) * | 2011-12-15 | 2015-04-21 | The Boeing Company | Autonomous carrier system for moving aircraft structures |
| CN102554595B (zh) * | 2012-01-13 | 2014-05-21 | 清华大学 | 用于飞机的蒙皮制造装配系统 |
| US9789462B2 (en) | 2013-06-25 | 2017-10-17 | The Boeing Company | Apparatuses and methods for accurate structure marking and marking-assisted structure locating |
| CN103921116B (zh) * | 2014-04-24 | 2016-05-11 | 浙江大学 | 一种飞机壁板柔性装配系统 |
| US10835947B2 (en) * | 2014-07-09 | 2020-11-17 | The Boeing Company | Method for building an assembly fixture for supporting a fuselage assembly |
| FR3029897B1 (fr) * | 2014-12-11 | 2016-12-09 | Airbus | Procede d'installation d'un equipement dans une cabine d'un aeronef |
-
2015
- 2015-01-28 JP JP2015014467A patent/JP6523693B2/ja active Active
-
2016
- 2016-01-27 EP EP16743428.1A patent/EP3239056A4/en not_active Withdrawn
- 2016-01-27 WO PCT/JP2016/052364 patent/WO2016121825A1/ja not_active Ceased
- 2016-01-27 CN CN201680007410.6A patent/CN107207099B/zh not_active Expired - Fee Related
- 2016-01-27 BR BR112017016025-0A patent/BR112017016025A2/ja not_active IP Right Cessation
- 2016-01-27 US US15/546,197 patent/US11198520B2/en active Active
- 2016-01-27 CA CA2974790A patent/CA2974790C/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3239056A1 (en) | 2017-11-01 |
| US11198520B2 (en) | 2021-12-14 |
| CA2974790C (en) | 2020-08-25 |
| CA2974790A1 (en) | 2016-08-04 |
| CN107207099A (zh) | 2017-09-26 |
| EP3239056A4 (en) | 2018-01-17 |
| US20170369186A1 (en) | 2017-12-28 |
| CN107207099B (zh) | 2019-12-03 |
| BR112017016025A2 (ja) | 2018-03-20 |
| JP2016137839A (ja) | 2016-08-04 |
| WO2016121825A1 (ja) | 2016-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6523693B2 (ja) | 航空機部品位置決め装置、航空機組立システム及び航空機組立方法 | |
| RU2509681C2 (ru) | Способ выполнения синхронизированной роботизированной технологической операции на конструкции, имеющей ограниченное пространство, в частности на кессоне крыла летательного аппарата, соответствующее компьютерное устройство и роботизированная установка | |
| CN110147084B (zh) | 用于操作柔性制造系统的基于计量的系统 | |
| JP6475622B2 (ja) | 主翼ボックスを製造するためのシステム及び方法 | |
| EP3199298B1 (en) | Determining hole locations for parts | |
| EP2881817B1 (en) | System and method for operating a machine and performing quality assurance | |
| US10393504B2 (en) | Optical coordinate measurement system | |
| US10435179B2 (en) | Camera assisted robotic system for locating the end of a fastener extending through an aircraft part during manufacture thereof | |
| US20210237903A1 (en) | Method and apparatus for producing component parts of aircraft airframes | |
| EP3134781B1 (en) | Airframe production | |
| JP6746709B2 (ja) | 部品製造方法及び部品製造システム | |
| US9656319B2 (en) | Positioning system for electromagnetic riveting | |
| US20170036780A1 (en) | Object production | |
| WO2018088149A1 (ja) | 部品製造方法及び部品製造システム | |
| CN109649575B (zh) | 一种惯组装配精度控制方法 | |
| JP6838076B2 (ja) | 部品製造方法及び部品製造システム | |
| CN119525315B (zh) | 一种弱刚性结构飞机钣金框缘偏移修复工装及方法 | |
| US10025288B2 (en) | Machining fixture production | |
| EP4619185A1 (en) | A hole drilling system | |
| CN107428002A (zh) | 用于控制执行工作过程的操纵器的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180306 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180420 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190426 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6523693 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |