JP6509043B2 - 車載用電子制御装置 - Google Patents
車載用電子制御装置 Download PDFInfo
- Publication number
- JP6509043B2 JP6509043B2 JP2015108104A JP2015108104A JP6509043B2 JP 6509043 B2 JP6509043 B2 JP 6509043B2 JP 2015108104 A JP2015108104 A JP 2015108104A JP 2015108104 A JP2015108104 A JP 2015108104A JP 6509043 B2 JP6509043 B2 JP 6509043B2
- Authority
- JP
- Japan
- Prior art keywords
- control
- control terminal
- power module
- extending
- electronic control
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000758 substrate Substances 0.000 claims description 48
- 229910000679 solder Inorganic materials 0.000 claims description 23
- 239000004065 semiconductor Substances 0.000 claims description 13
- 229920005989 resin Polymers 0.000 claims description 9
- 239000011347 resin Substances 0.000 claims description 9
- 239000000463 material Substances 0.000 claims description 7
- 238000007789 sealing Methods 0.000 claims description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims 1
- 229910000881 Cu alloy Inorganic materials 0.000 claims 1
- 229910052802 copper Inorganic materials 0.000 claims 1
- 239000010949 copper Substances 0.000 claims 1
- 238000000034 method Methods 0.000 description 21
- 238000005476 soldering Methods 0.000 description 18
- 230000008569 process Effects 0.000 description 15
- 230000000694 effects Effects 0.000 description 14
- 239000004593 Epoxy Substances 0.000 description 9
- 239000011521 glass Substances 0.000 description 9
- 238000003466 welding Methods 0.000 description 8
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 229910052759 nickel Inorganic materials 0.000 description 6
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 238000013461 design Methods 0.000 description 4
- 238000005553 drilling Methods 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 229910052763 palladium Inorganic materials 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 238000004382 potting Methods 0.000 description 3
- 238000001721 transfer moulding Methods 0.000 description 3
- 238000011179 visual inspection Methods 0.000 description 3
- 229910017518 Cu Zn Inorganic materials 0.000 description 2
- 229910017755 Cu-Sn Inorganic materials 0.000 description 2
- 229910017752 Cu-Zn Inorganic materials 0.000 description 2
- 229910017827 Cu—Fe Inorganic materials 0.000 description 2
- 229910017927 Cu—Sn Inorganic materials 0.000 description 2
- 229910017943 Cu—Zn Inorganic materials 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 2
- TVZPLCNGKSPOJA-UHFFFAOYSA-N copper zinc Chemical compound [Cu].[Zn] TVZPLCNGKSPOJA-UHFFFAOYSA-N 0.000 description 2
- 238000010891 electric arc Methods 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 230000020169 heat generation Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 230000007257 malfunction Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- 238000012993 chemical processing Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000005549 size reduction Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images









Landscapes
- Structures For Mounting Electric Components On Printed Circuit Boards (AREA)
Description
この場合、チップの発熱は拡散しにくくなるため、インバータモジュールの発熱は大きなものになると考えられる。
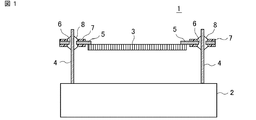
図1は、この発明の実施の形態1による車載用電子制御装置を示す構成図である。
車載用電子制御装置1は、パワーモジュール2と、制御基板3と、パワーモジュール2に設けられた制御端子(パワーモジュール制御端子とも称す)4と、制御基板3に設けられた制御端子(制御基板制御端子とも称す)5と、鉛フリーはんだ8から構成される。
パワーモジュール2は、電力用半導体素子であるパワー半導体例えば、SiC素子が実装されており、Cu製のリードであるパワーモジュールから伸びる制御端子4を介して制御する。
制御基板3は、パワーモジュール2の動作を制御する電子回路基板であり、一般的なプリント回路基板例えば、ガラスエポキシ製プリント回路基板に、電子部品を実装したものであり、制御基板3から伸びる制御端子5から構成される。
制御基板との接続は、パワーモジュールに設けられたコネクタと、制御基板3設けられたコネクタとをコネクタ付きケーブルを用いてコネクタ接続されている。この場合、前述したように200℃以上の高温動作するパワーモジュール近傍に配置され、更に過酷な温度サイクル環境下(−40〜120℃)に曝された場合、比較的融点の低い樹脂で構成されるコネクタやケーブルは、溶融や脆化する可能性がある。このため、耐熱性に課題があった。
また、コネクタ接続部はケーブルとコネクタとの嵌合により電気的接続を得てしているため、走行時に発生する振動により、接続が外れる可能性がある。このため、耐振動性に課題があった。
また、工程時にスパッタと呼ばれる1000℃以上の金属粒が飛散するため、スパッタが付着しないように車載用電子制御装置の形状に厳しい設計制約が生じるという課題があった。
また、溶接は多数の制御端子を同時に接合することができないため、溶接すべき制御端子の数が複数存在する場合、工程開始から完了までに非常に時間がかかる。このため、工作性に課題があった。
また、制御端子同士は溶着しているため、位置ずれ等、工程内でミスが生じ、制御端子同士を再度分離して修正することは大変困難である。このため、リペア性に課題があった。
また、工程時にスパッタが発生しないため、車載用電子制御装置の形状に設計制約が生じることはない。このため、設計の自由度が優れている。
更に、はんだ付けは複数の端子を同時に接合できるため、工程時間を短縮することができる。このため、工作性に優れている。
また、制御端子同士の位置ずれ等、工程内でミスが生じた場合、はんだ接合部の融点は比較的低融点であるため、制御端子同士を再度分離して修正することは容易である。このため、リペア性に優れている。
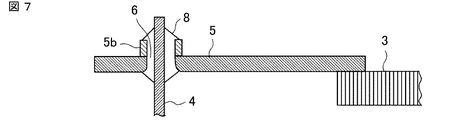
また、この時、リードは溶融はんだと広い面積で接触するため、制御端子から制御基板に伝わる熱負荷は大きいものとなる。
また、レジスト部7は、はんだ付け時の熱を遮断することが出来るため、制御端子から制御基板に伝わる熱負荷を削減することができる。このため、製品の歩留まりを更に高くすることができる。
振動性に優れている。
なお、溶接による接合工法と比較して、高密度の狭いピッチ間隔の制御端子を一括して接合できるため、容易に接合部位の小型化及び、工程時間の短縮を図ることが可能である。
また、本実施の形態での接合プロセスは、溶接による接合と比較して、溶接中に発生する可能性がある数kVのノイズ発生及び、1000℃以上の高温環境下への曝露はなく、最高400℃程度の比較的低温の接合プロセスであるため、チップ等に電気的・熱的な負荷が掛からないため、製品の歩留まりを向上に貢献することができ、更に信頼性の高い車載用電子制御装置を提供することができる。
また、本実施の形態での接合部は、容易に再溶融し接合部を分離することができる。このため、制御端子同士の位置ずれ等工程内でミスが生じた場合でも容易に修正することが可能であるため、製品の歩留まりを向上に貢献することができる。
図5は、本発明の実施の形態2による車載用電子制御装置を示す構成図である。
車載用電子制御装置1は、パワーモジュール2と、制御基板3と、パワーモジュール2に設けられた制御端子(パワーモジュール制御端子とも称す)4と、制御基板3に設けられた制御端子(制御基板制御端子とも称す)5と、鉛フリーはんだ8から構成される。
パワーモジュール2は、電力用半導体素子であるパワー半導体例えば、SiC素子が実装されており、Cu製のリードであるパワーモジュールから伸びる制御端子4を介して制御する。
制御基板3は、パワーモジュール2の動作を制御する電子回路基板であり、一般的なプリント回路基板例えば、ガラスエポキシ製プリント回路基板に、電子部品を実装したものであり、制御基板3から伸びる制御端子5から構成される。
本構成をとることで、実施の形態1と同様に、過酷な温度環境下においても信頼性が高く、耐振動性に優れ、ノイズ対策部品を大幅に削減することができ、歩留まりが高く、設計の自由度が優れており、工作性に優れ、リペア性に優れた車載用電子制御装置を得ることができる。
であるが、貫通孔をパワーモジュールから伸びる制御端子側に設けて、制御基板から伸びる制御端子を挿入し、はんだ付けしたものであっても同様の効果が得られる。
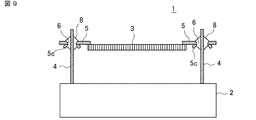
図9は、本発明の実施の形態3による車載用電子制御装置を示す構成図である。
車載用電子制御装置1は、パワーモジュール2と、制御基板3と、パワーモジュール2に設けられた制御端子(パワーモジュール制御端子とも称す)4と、制御基板3に設けられた制御端子(制御基板制御端子とも称す)5と、鉛フリーはんだ8から構成される。
パワーモジュール2は、電力用半導体であるパワー半導体例えば、SiC素子が実装されており、Cu製のリードであるパワーモジュールから伸びる制御端子4を介して制御する。
制御基板3は、パワーモジュール2の動作を制御する電子回路基板であり、一般的なプリント回路基板例えば、ガラスエポキシ製プリント回路基板に、電子部品を実装したものであり、制御基板から伸びる制御端子5から構成される。
部5cは、誘い口となるため、挿入しやすくすることができる。これによって、工作性が向上した車載用電子制御装置を得ることができる。
Claims (4)
- 電力用半導体素子を実装したパワーモジュールと、前記パワーモジュールを制御する制御基板と、前記パワーモジュールに設けられたパワーモジュール制御端子と、前記制御基板に設けられ前記パワーモジュール制御端子と同じ材質で構成された制御基板制御端子を有し、前記パワーモジュール制御端子と前記制御基板制御端子は、前記パワーモジュール制御端子および前記制御基板制御端子の何れか一方の制御端子に設けられ、つぶし加工を施したバーリング加工部を有した貫通孔に、他方の制御端子を挿入し、はんだで接続されたことを特徴とする車載用電子制御装置。
- 前記貫通孔が設けられた前記制御端子には、前記貫通孔と貫通孔以上の大きさとなる同心円部分を除いてレジスト部が施されていることを特徴とする請求項1に記載の車載用電子制御装置。
- 前記パワーモジュール制御端子および前記制御基板制御端子は、銅または銅合金であることを特徴とする請求項1または請求項2に記載の車載用電子制御装置。
- 前記制御基板制御端子の表面の一部を除いて、前記制御基板が封止樹脂により封止されたことを特徴とする請求項1から請求項3のいずれか一項に記載の車載用電子制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015108104A JP6509043B2 (ja) | 2015-05-28 | 2015-05-28 | 車載用電子制御装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015108104A JP6509043B2 (ja) | 2015-05-28 | 2015-05-28 | 車載用電子制御装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016225377A JP2016225377A (ja) | 2016-12-28 |
| JP2016225377A5 JP2016225377A5 (ja) | 2018-05-10 |
| JP6509043B2 true JP6509043B2 (ja) | 2019-05-08 |
Family
ID=57748498
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015108104A Active JP6509043B2 (ja) | 2015-05-28 | 2015-05-28 | 車載用電子制御装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6509043B2 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3484916B2 (ja) * | 1997-04-03 | 2004-01-06 | 松下電器産業株式会社 | 回路基板とその製造方法 |
| JP3619708B2 (ja) * | 1999-06-02 | 2005-02-16 | 株式会社日立製作所 | パワー半導体モジュール |
| JP2004296954A (ja) * | 2003-03-28 | 2004-10-21 | Mitsubishi Electric Corp | リードフレーム基板 |
| JP2006121861A (ja) * | 2004-10-25 | 2006-05-11 | Fuji Electric Fa Components & Systems Co Ltd | 電力変換装置 |
| JP2007115987A (ja) * | 2005-10-21 | 2007-05-10 | Toyota Motor Corp | 半導体装置と半導体装置の組立方法 |
| JP5135525B2 (ja) * | 2009-09-30 | 2013-02-06 | ニチコン株式会社 | 樹脂封止型モジュール |
| JP6044412B2 (ja) * | 2013-03-26 | 2016-12-14 | 株式会社オートネットワーク技術研究所 | リード端子と回路基板との接続構造、回路構成体及び電気接続箱 |
-
2015
- 2015-05-28 JP JP2015108104A patent/JP6509043B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016225377A (ja) | 2016-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1937887B (zh) | 用于减小基板翘曲的结构及方法 | |
| US8502089B2 (en) | Method for contacting a rigid printed circuit board to a contact partner and arrangement of a rigid printed circuit board and contact partner | |
| US9224563B2 (en) | Electronic part and electronic control unit | |
| KR20080061230A (ko) | 전자 제어 장치 | |
| US9332645B2 (en) | Electronic part and electronic control unit | |
| JP5240982B2 (ja) | 熱コンジット | |
| JP2008091610A (ja) | プリント基板 | |
| US9871025B2 (en) | Commutation cell | |
| CN106465552B (zh) | 电子控制模块和用于制造该电子控制模块的方法 | |
| JP6509043B2 (ja) | 車載用電子制御装置 | |
| JP4963281B2 (ja) | 電線とプリント基板との接続構造 | |
| JP2013258013A (ja) | ヒューズ | |
| CN102769007A (zh) | 一种集成电路封装的焊盘结构 | |
| JP2012523685A (ja) | 電子ハウジング用の導体グリッドおよび製造方法 | |
| JP2017017206A (ja) | 車載用電子制御装置 | |
| CN105210458A (zh) | 印刷电路板 | |
| CN110800381B (zh) | 电子部件及电子部件的制造方法 | |
| KR20150076957A (ko) | 패키지 제조 방법 및 그를 이용한 패키지 | |
| WO2017221419A1 (ja) | 回路基板およびその製造方法ならびに電子装置 | |
| JP2010082668A (ja) | 接合構造及びその製造方法 | |
| JP6781376B2 (ja) | 回路基板の製造方法 | |
| JP2008227370A (ja) | プリント配線基板 | |
| JPWO2011034137A1 (ja) | 電子部品内蔵モジュール | |
| JP6171898B2 (ja) | 電子装置及びその製造方法 | |
| JP2009259920A (ja) | 回路基板および回路基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180322 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180322 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190402 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6509043 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |