JP6468043B2 - トーションビーム、トーションビームAssy及びトーションビーム式サスペンション装置 - Google Patents
トーションビーム、トーションビームAssy及びトーションビーム式サスペンション装置 Download PDFInfo
- Publication number
- JP6468043B2 JP6468043B2 JP2015082512A JP2015082512A JP6468043B2 JP 6468043 B2 JP6468043 B2 JP 6468043B2 JP 2015082512 A JP2015082512 A JP 2015082512A JP 2015082512 A JP2015082512 A JP 2015082512A JP 6468043 B2 JP6468043 B2 JP 6468043B2
- Authority
- JP
- Japan
- Prior art keywords
- wall portion
- torsion beam
- wall
- fatigue
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Vehicle Body Suspensions (AREA)
Description
トーションビーム式サスペンション装置は、左右の車輪を回転自在に支持する左右一対のアームがトーションビームによって連結され、さらに、左右一対のスプリング受部がトーションビームの左右端近傍に接合されたトーションビームAssyと、トーションビームと車体とを連結するスプリングと、アブソーバとを備え、トーションビームが車体の左右から中央側に向かって伸びるピボット軸を介して車体との揺動が可能に接続された構成とされている。
そのため、路面から種々の外力を受けた場合でも、金属疲労の進展を抑制する必要があり、このような金属疲労を抑制するために種々の技術が開発されている(例えば、特許文献2、3参照。)。
そして、折返し壁部に生じる応力集中を緩和するうえで、折返し壁部に第1壁部及び第2壁部の板厚よりも肉厚とされた厚肉形状部を形成することが有効であることを見い出した。
請求項1に記載の発明は、トーションビーム式サスペンション装置において車体幅方向における左右一対のアームが長手方向の両端部に連結され、前記長手方向と直交する断面が前記車体の前後方向における前端及び後端の間が上側又は下側に突出する略V字形状又は略U字形状の閉断面とされたトーションビームであって、前記略V字形状又は略U字形状の閉断面は、前記閉断面において凹側外面をなす第1壁部と、前記閉断面において凸側外面をなす第2壁部と、前記第1壁部の両端部をなし前記閉断面において前記凹側外面の内方に向かう突出と外方に向かう突出とを接続する第1壁部側折返し点と前記第2壁部の両端部をなし前記第1壁部側折返し点と対応する第2壁部側折返し点との間に形成され前記閉断面において内方から外方に膨出する折返し壁部と、を備え、前記車体の前方側の折返し壁部と前記車体の後方側の折返し壁部の少なくともいずれかに、前記第1壁部及び前記第2壁部よりも厚肉に形成された疲労緩和厚肉形状部を備え、前記第1壁部の肉厚をt1とし前記第2壁部の肉厚をt2とした場合に、前記疲労緩和厚肉形状部は、前記折返し壁部から前記第1壁部側に(2×t1)の範囲まで形成され、かつ前記折返し壁部から前記第2壁部側に(2×t2)の範囲まで形成されていることを特徴とする。
また、折り返し壁部に厚肉に形成された疲労緩和厚肉形状部を備えることにより、板厚が均一なトーションビームと比べてロール剛性が高まるが、トーションビームの周長を小さく設定することにより、金属疲労の進展が抑制可能され、かつロール剛性を調整することができる。
また、第1壁部の肉厚をt1とし第2壁部の肉厚をt2とした場合に、疲労緩和厚肉形状部は、折返し壁部から第1壁部側に(2×t1)の範囲まで形成され、かつ折返し壁部から第2壁部側に(2×t2)の範囲まで形成されているので、折返し壁部の第1壁部側及び第2壁部側における応力集中を充分に分散することができる。
その結果、トーションビームに生じる金属疲労の進展を効果的に抑制しつつ所望のサスペンション性能を確保することができる。
その結果、トーションビームにおける応力集中を緩和し金属疲労の進展を効率的に抑制することができる。
その結果、トーションビームの全長にわたって応力集中を緩和し金属疲労の進展を抑制することができる。
その結果、トーションビームに生じる金属疲労を効果的に低減しつつ所望のサスペンション性能を確保することができる。
以下、図1から図7を参照して、本発明の第1の実施形態について説明する。
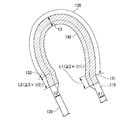
図1は、本発明の第1の実施形態に係るトーションビーム式リアサスペンション装置(トーションビーム式サスペンション装置)の概略を示す図であり、符号1はトーションビーム式リアサスペンション装置を、符号2はトーションビームAssyを、符号10はトーションビームを示している。なお、図に示した符号Fは車両の前方を、符号Rは後方を示している。
なお、第1の実施形態において、トーションビーム10は、図1、図2に示すように、下側に凸とされた略V字形状の閉断面とされている。
図3は、第1の実施形態に係るトーションビーム10の概略構成を説明する斜視図であり、図4はトーションビーム10の長手方向形状変化部の概略を説明する斜視図である。また、図5は、トーションビーム10の概略構成を示す断面図であり、図6は、トーションビーム10の折返し壁部における疲労緩和厚肉形状部の詳細を示す図である。
なお、図5〜図7における二点鎖線は、疲労緩和厚肉形状部と第1壁部及び第2壁部との肉厚差を示すものである。
また、トーションビーム10は、図3に示すように、長手方向の中央側に略V字形状の一定形状の閉断面を有する一定形状閉断面部11と、長手方向形状変化部12と、取付閉断面部13と、長手方向の両端部に形成され略楕円形の閉断面とされてトレーリングアーム5を取付けるための取付部14とを備えている。
また、一定形状閉断面部11、長手方向形状変化部12、取付閉断面部13、取付部14は、トーションビーム10の長手方向中央側から両端に向かってこの順に形成されている。
そして、トーションビーム10の長手方向と直交する断面が、例えば、図5(A)に示すような略V字形状の一定形状の閉断面とされている。
図5(A)で示す閉断面は、図4において矢視VAにより示される閉断面であり、一定形状閉断面部11と長手方向形状変化部12とが接続される一定形状閉断面部11の両端部と長手方向形状変化部12の長手方向中央側の端部における閉断面である。
また、一定形状閉断面部11は、例えば、車体前後方向に対称に形成されている。
そして、トーションビーム10の長手方向と直交する断面が略V字形状の一定形状の閉断面とされ、例えば、図5(A)、図5(B)、図5(C)に示すように、第1壁部110A、110B、110C(110)と第2壁部120A、120B、120C(120)との間隔L10A、L10B、L10C(L10)が、一定形状閉断面部11側から取付閉断面部13に近づくにつれて漸次拡がるように構成されている。
なお、図5(B)、図5(C)で示す閉断面は、図4において矢視VB、矢視VCにより示される閉断面である。
また、長手方向形状変化部12は、例えば、車体前後方向に対称に形成されている。
そして、取付閉断面部13には、長手方向形状変化部12から連続された疲労緩和厚肉形状部140が形成されている。
また、第1壁部110の板厚t1、第2壁部120の板厚t2、疲労緩和厚肉形状部140の板厚t3は、それぞれ全長にわたって同一とされている。
図7は、トーションビーム10の製造工程における概略構成の一例を説明する図であり、図7(A)はトーションビーム10の材料として用いられる溶接管(材料パイプ)を形成するための材料鋼板の概略構成を示す図であり、図7(B)はトーションビーム10に成形する前の溶接管を軸方向に沿って見た図であり、図7(C)はトーションビーム10を長手方向に沿って見た閉断面を示す図である。
なお、図7(A)に示した上側の図は材料鋼板を厚さ方向に見た図であり、下側の図は材料鋼板をトーションビーム10の長手方向と対応する方向に沿って見た図である。
また、図7において、符号M10は材料鋼板を、符号P10は溶接管(金属材料管)を示している。
また、疲労緩和厚肉形状対応部M140は材料鋼板M10Aの長手方向全長にわたって形成され、疲労緩和厚肉形状対応部M140の幅(トーションビーム10の長さ方向と直交する方向の長さ)は、トーションビーム10の長さ方向と対応する長手方向中央側に向かって漸次短く(幅狭に)形成されている。
(1)鋼板を圧延する際に、疲労緩和厚肉形状対応部M140と対応する凹部が形成された圧延ロールを用いることにより、厚肉の疲労緩和厚肉形状対応部M140を形成する。
(2)第1壁部対応部(金属材料)M110、第2壁部対応部(金属材料)M120、疲労緩和厚肉形状対応部(金属材料)M140と対応する形状の短冊(金属材料片)を予め形成する。そして、第1壁部対応部(金属材料)M110と対応する短冊(金属材料片)及び第2壁部対応部(金属材料)M120と対応する短冊(金属材料片)の間に、疲労緩和厚肉形状対応部(金属材料)M140と対応する短冊(金属材料片)を配置して、第1壁部対応部M110と疲労緩和厚肉形状対応部M140の境界及び第2壁部対応部M120と疲労緩和厚肉形状対応部M140の境界を面方向(長手方向)に沿って溶接して接続する。(TWB(テーラードブランク工法))
(3)第1壁部対応部M110及び第2壁部対応部M120と対応する鋼板(金属材料)に、疲労緩和厚肉形状対応部M140を形成するためのパッチ(金属材料)を板厚方向に重ねて溶接する。
この実施形態では、第1壁部対応部M110の板厚t1と、第2壁部対応部M120の板厚t2は同じ板厚とされている。
そして、板厚t3は、例えば、板厚t3=(板厚t1(t2))×(1.05〜1.50)に形成されている。
溶接管P10の製造に際しては、例えば、プレス成形、ロールフォーミングを適用して丸めることが可能である。
なお、シーム部(接続部)P10Sにおける接続には、例えば、レーザー溶接を適用することができる。
また、材料鋼板M10を丸めてシーム部P10Sを形成する際に、電縫管製造工程等、周知の金属管製造技術を適用してもよい。
その結果、図7(C)に示すように、略V字形状に形成された閉断面を有し、第1壁部110にシーム部10Sが形成されたトーションビーム10が形成される。
次に、図8を参照して、第1の実施形態の変形例について説明する。
図8は、第1の実施形態の変形例に係る折返し壁部及び疲労緩和厚肉形状部の概略構成を説明する図であり、図8において符号125は第2壁部を、符号135は折返し壁部を、符号145は疲労緩和厚肉形状部を示している。また、図8における二点鎖線は、疲労緩和厚肉形状部145と第1壁部110及び第2壁部125との肉厚差を示すものである。
折返し壁部135は、第1壁部側折返し点131と第2壁部側折返し点137の間に形成されている。
その結果、トーションビーム10に生じる金属疲労を効果的に低減しつつトーションビーム式リアサスペンション装置1として所望のサスペンション性能を確保することができる。
次に、図9を参照して、第2の実施形態に係るトーションビーム10Aについて説明する。図9において、二点鎖線は、疲労緩和厚肉形状部と第1壁部及び第2壁部との肉厚差を示すものである。
なお、図9(A)に示した上側の図は材料鋼板を厚さ方向に見た図であり、下側の図は材料鋼板をトーションビーム10Aの長手方向と対応する方向に沿って見た図である。
また、図9において、符号M10Aは材料鋼板を、符号P10Aは溶接管(金属材料管)を示している。
また、疲労緩和厚肉形状対応部M140は材料鋼板M10の長手方向全長にわたって形成され、疲労緩和厚肉形状対応部M140Aの幅(トーションビーム10Aの閉断面に沿う方向の長さ)は、材料鋼板M10Aの全長にわたって同じ幅に形成されている。
その結果、図9(C)に示すように、略V字形状に形成された閉断面を有し、第1壁部110にシーム部(接続部)10Sが形成されたトーションビーム10が形成される。
その他は、第1の実施形態と同様であるので、同じ符号を付して説明を省略する。
溶接管P10Aに相当する材料鋼管(金属材料管)を、引抜き成形や押出し成形により直接成形することにより、トーションビーム10Aを効率的かつ低コストに製造することができる。
次に、図10を参照して、第3の実施形態に係るトーションビーム10Bの製造工程における概略構成の一例を説明する。図10において、二点鎖線は、疲労緩和厚肉形状部と第1壁部及び第2壁部との肉厚差を示すものである。
なお、図10(A)に示した上側の図は材料鋼板を厚さ方向に見た図であり、下側の図は材料鋼板をトーションビーム10Aの長手方向と対応する方向に沿って見た図である。
また、図10において、符号M10Bは材料鋼板を、符号P10Bは溶接管(金属材料管)を示している。
また、疲労緩和厚肉形状対応部M140Bは材料鋼板M10Bの長手方向全長にわたって形成され、疲労緩和厚肉形状対応部M140Bの幅(トーションビーム10Bの閉断面に沿う方向の長さ)は、トーションビーム10Bの長さ方向と対応する長手方向中央側に向かって漸次短く(幅狭に)形成されている。
溶接管P10Bは、例えば、プレス成形、ロールフォーミングを適用して製造することができる。
その結果、図10(C)に示すように、略V字形状に形成された閉断面を有し、第2壁部120Bにシーム部(接続部)10Sが形成されたトーションビーム10Bが形成される。
次に、図11を参照して、第4の実施形態に係るトーションビーム10Cの製造工程における概略構成の一例を説明する。図11において、二点鎖線は、疲労緩和厚肉形状部と第1壁部及び第2壁部との肉厚差を示すものである。
なお、図11(A)に示した上側の図は材料鋼板を厚さ方向に見た図であり、下側の図は材料鋼板をトーションビーム10Aの長手方向と対応する方向に沿って見た図である。
また、図11において、符号M10Cは材料鋼板を、符号P10Cは溶接管(金属材料管)を示している。
また、疲労緩和厚肉形状対応部M140Cは材料鋼板M10の長手方向全長にわたって形成され、疲労緩和厚肉形状対応部M140Cの幅(トーションビーム10Cの閉断面に沿う方向の長さ)は、材料鋼板M10Cの全長にわたって同じ幅に形成されている。
溶接管P10Cは、例えば、プレス成形、ロールフォーミングを適用して製造することができる。
その結果、図11(C)に示すように、略V字形状に形成された閉断面を有し、第2壁部120Cにシーム部10Sが形成されたトーションビーム10Cが形成される。
また、閉断面に沿う方向において、疲労緩和厚肉形状部140を折返し壁部130より小さな範囲に形成してもよい。
また、上記実施の形態においては、第1壁部110の板厚t1と第2壁部120の板厚t2がそれぞれ均一とされ、板厚t1と板厚t2が等しい場合について説明したが、例えば、第1壁部110の板厚t1と第2壁部120の板厚t2が異なる構成とされてもよいし、板厚t1と板厚t2のいずれか又は双方が均一とされない構成とすることも可能である。
効果の確認は、以下に示す本発明例及び比較例に係るトーションビームについて、捩じり疲労試験を行うことによって確認した。
本発明例に係るトーションビームは、引張強さ約700MPa、長さ1460mm、長手方向に沿って疲労緩和厚肉形状部が形成されている。疲労緩和厚肉形状部の最大曲率は、一定形状閉断面部において約0.3(1/mm)、長手方向形状変化部の長手方向中央部において約0.14(1/mm)である。
(1)まず、図12(A)に示すような材料鋼板を、材料鋼板と対応する引張強さ700MPa級の高張力鋼からなるそれぞれ板厚3.4mmの短冊と板厚4.3mmの短冊(網かけ部)を並べて、レーザー溶接により接合して形成した。
(2)次に、この材料鋼板をプレス成形により丸めるとともに両側部をレーザー溶接により接合して、図12(B)に示すような閉断面を有する長さ1460mm、外径φ95.5mmの差厚鋼管を成形した。
(3)次いで、この差厚鋼管をプレス成形して、図12(C)に示すような閉断面を有するトーションビームを製造した。
比較例に係るトーションビームは、引張強さ約700MPa、長さ1460mm、板厚は3.4mmで一定である。
(1)まず、引張強さ700MPa級の高張力鋼からなる板厚3.4mmの材料鋼板をプレス成形により丸めるとともに両側部をレーザー溶接により接合して、長さ1460mm、外径φ101.6の鋼管を成形した。
比較例に使用した鋼管を外径φ101.6としたのは、発明例とロール剛性を合わせるためであり、比較例のねじり剛性は7.08×104(Nmm/°)、発明例のねじり剛性は7.12×104(Nmm/°)である。
(2)次いで、この鋼管をプレス成形してトーションビームを製造した。
なお、金属疲労による寿命は、ねじり疲労試験中の反力トルクが試験開始時のトルクの80%以下に到達することを以って破断が発生したと判定した。
また、ねじり疲労試験の寿命は、発明例が40000回であり、比較例が20000回となり、寿命が2倍になることが確認できた。
L130A 第1壁部側折返し点との間隔
M10、M10A、M10B、M10C 材料鋼板(金属材料板)
P10、P10A、P10B、P10C 溶接管(金属材料管)
1 トーションビーム式リアサスペンション装置(トーションビーム式サスペンション装置)
2 トーションビームAssy
5 トレーリングアーム(アーム)
10、10A、10B、10C トーションビーム
10S シーム部(接続部)
11 一定形状閉断面部
12 長手方向形状変化部
13 取付閉断面部
14 取付部
110、110A、110B、110C 第1壁部
120、120A、120B、120C 第2壁部
130、130A、130B、130C、135 折返し壁部
131、131A、131B、131C 第1壁部側折返し点
132、132A、132B、132C、137 第2壁部側折返し点
M110、M110A、M110B、M110C 第1壁部対応部(金属材料)
M110、M110A、M110B、M110C 第2壁部対応部(金属材料)
M140、M140A、M140B、M140C 疲労緩和厚肉形状部(金属材料)
M140、M140A、M140B、M140C 疲労緩和厚肉形状対応部
140、140A、140B、140C 疲労緩和厚肉形状部
Claims (12)
- トーションビーム式サスペンション装置において車体幅方向における左右一対のアームが長手方向の両端部に連結され、前記長手方向と直交する断面が前記車体の前後方向における前端及び後端の間が上側又は下側に突出する略V字形状又は略U字形状の閉断面とされたトーションビームであって、
前記略V字形状又は略U字形状の閉断面は、
前記閉断面において凹側外面をなす第1壁部と、前記閉断面において凸側外面をなす第2壁部と、前記第1壁部の両端部をなし前記閉断面において前記凹側外面の内方に向かう突出と外方に向かう突出とを接続する第1壁部側折返し点と前記第2壁部の両端部をなし前記第1壁部側折返し点と対応する第2壁部側折返し点との間に形成され前記閉断面において内方から外方に膨出する折返し壁部と、を備え、
前記車体の前方側の折返し壁部と前記車体の後方側の折返し壁部の少なくともいずれかに、前記第1壁部及び前記第2壁部よりも厚肉に形成された疲労緩和厚肉形状部を備え、
前記第1壁部の肉厚をt1とし前記第2壁部の肉厚をt2とした場合に、
前記疲労緩和厚肉形状部は、
前記折返し壁部から前記第1壁部側に(2×t1)の範囲まで形成され、かつ前記折返し壁部から前記第2壁部側に(2×t2)の範囲まで形成されている
ことを特徴とするトーションビーム。 - 請求項1に記載のトーションビームであって、
前記疲労緩和厚肉形状部は、
前記長手方向の中央側から両端部に近づくにつれて、前記第1壁部と前記第2壁部との間隔が漸次拡がる長手方向形状変化部の全長にわたって形成されていることを特徴とするトーションビーム。 - 請求項1に記載のトーションビームであって、
前記疲労緩和厚肉形状部は、
前記閉断面において前記車体の前方向と対応する前端側の折返し壁部と前記閉断面において前記車体の後方向と対応する後端側の折返し壁部の少なくともいずれか一方の前記折返し壁部の全長にわたって形成されていることを特徴とするトーションビーム。 - 請求項1に記載のトーションビームであって、
前記疲労緩和厚肉形状部は、
前記閉断面において前記車体の前方向と対応する前端側の折返し壁部と前記閉断面において前記車体の後方向と対応する後端側の折返し壁部の全長にわたって形成されていることを特徴とするトーションビーム。 - 請求項1から請求項4のいずれか1項に記載のトーションビームであって、
前記疲労緩和厚肉形状部は、
前記第1壁部の肉厚t1及び前記第2壁部の肉厚t2に対して、5〜50%の範囲で厚肉に形成されていることを特徴とするトーションビーム。 - 請求項1から請求項5のいずれか1項に記載のトーションビームであって、
前記長手方向における両端から中央側に向かって、前記疲労緩和厚肉形状部の幅が漸次短く形成されていることを特徴とするトーションビーム。 - 請求項1から請求項6のいずれか1項に記載のトーションビームであって、
押出し工程又は引き抜き工程により前記疲労緩和厚肉形状部が形成された金属材料管を塑性加工することにより製造されることを特徴とするトーションビーム。 - 請求項1から請求項6のいずれか1項に記載のトーションビームであって、
前記疲労緩和厚肉形状部と対応する疲労緩和厚肉形状対応部をなす金属材料片、前記第1壁部と対応する第1壁部対応部をなす金属材料片及び前記第2壁部と対応する第2壁部対応部をなす金属材料片を、面方向に配置してこれら金属片の境界を溶接により接続して形成した金属材料板を丸めて両側端部を接続部により接続した金属材料管を塑性加工することにより製造されることを特徴とするトーションビーム。 - 請求項1から請求項8のいずれか1項に記載のトーションビームであって、
前記疲労緩和厚肉形状部と対応する疲労緩和厚肉形状対応部が、前記疲労緩和厚肉形状対応部と対応する金属材料片を厚さ方向に溶接することにより接続して形成された金属材料管を塑性加工することにより製造されることを特徴とするトーションビーム。 - 請求項1から請求項9のいずれか1項に記載のトーションビームであって、
前記長手方向に接続部が形成されている場合に、前記接続部は前記第2壁部に形成されていることを特徴とするトーションビーム。 - 請求項1から請求項10のいずれか1項に記載のトーションビームを備えることを特徴とするトーションビームAssy。
- 請求項11に記載のトーションビームAssyを備えることを特徴とするトーションビーム式サスペンション装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015082512A JP6468043B2 (ja) | 2015-04-14 | 2015-04-14 | トーションビーム、トーションビームAssy及びトーションビーム式サスペンション装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015082512A JP6468043B2 (ja) | 2015-04-14 | 2015-04-14 | トーションビーム、トーションビームAssy及びトーションビーム式サスペンション装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016199209A JP2016199209A (ja) | 2016-12-01 |
| JP6468043B2 true JP6468043B2 (ja) | 2019-02-13 |
Family
ID=57422242
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015082512A Active JP6468043B2 (ja) | 2015-04-14 | 2015-04-14 | トーションビーム、トーションビームAssy及びトーションビーム式サスペンション装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6468043B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180126548A (ko) * | 2016-05-10 | 2018-11-27 | 신닛테츠스미킨 카부시키카이샤 | 토션 빔 제조 방법, 토션 빔 제조 장치 및 토션 빔 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6893637B2 (ja) | 2017-07-27 | 2021-06-23 | 株式会社ワイテック | 車両のトーションビーム構造 |
| JP6973744B2 (ja) * | 2017-09-04 | 2021-12-01 | 株式会社ワイテック | トーションビーム |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007237784A (ja) * | 2006-03-06 | 2007-09-20 | Futaba Industrial Co Ltd | トーションビーム式サスペンションの製造方法 |
| JP2010247694A (ja) * | 2009-04-16 | 2010-11-04 | Toyota Motor Corp | トーションビーム |
| JP2013256260A (ja) * | 2012-06-14 | 2013-12-26 | Suzuki Motor Corp | トーションビーム式サスペンションのトーションビーム構造 |
-
2015
- 2015-04-14 JP JP2015082512A patent/JP6468043B2/ja active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180126548A (ko) * | 2016-05-10 | 2018-11-27 | 신닛테츠스미킨 카부시키카이샤 | 토션 빔 제조 방법, 토션 빔 제조 장치 및 토션 빔 |
| KR102104377B1 (ko) | 2016-05-10 | 2020-04-24 | 닛폰세이테츠 가부시키가이샤 | 토션 빔 제조 방법, 토션 빔 제조 장치 및 토션 빔 |
| US10888916B2 (en) | 2016-05-10 | 2021-01-12 | Nippon Steel Corporation | Torsion beam manufacturing method, torsion beam manufacturing apparatus, and torsion beam |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016199209A (ja) | 2016-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10315484B2 (en) | Vehicle twist axle assembly | |
| US10377203B2 (en) | Vehicle twist axle assembly | |
| US11420472B2 (en) | Front axle beam and production method thereof | |
| EP3303019B1 (en) | Torque rod for vehicle suspension | |
| JP6468043B2 (ja) | トーションビーム、トーションビームAssy及びトーションビーム式サスペンション装置 | |
| WO2014172437A1 (en) | Twist beam with joined inner and outer parts | |
| CN105026189B (zh) | 扭矩梁、扭矩梁组件以及扭矩梁式悬架装置 | |
| CN109305013B (zh) | 车辆用扭力梁式悬架及车辆用扭力梁 | |
| CN107000525B (zh) | 车辆扭力轴组件 | |
| US10744832B2 (en) | Control arm | |
| WO2019103152A1 (ja) | 構造部材 | |
| JP4568161B2 (ja) | テーラードブランク材の溶接構造部材 | |
| US11390116B2 (en) | Front axle beam and production method thereof | |
| JP2009132249A (ja) | トーションビーム式サスペンション | |
| CN116507512A (zh) | 扭转车桥组件 | |
| CN107074013A (zh) | 车辆扭力轴组件 | |
| JP5691094B2 (ja) | 車両用サスペンション構造 | |
| CN113352836A (zh) | 扭力梁式悬架 | |
| GB2528735A (en) | A control arm of a suspension | |
| JP2014065496A (ja) | サブフレーム | |
| JP5342225B2 (ja) | 車軸ケースの構造 | |
| JP6787017B2 (ja) | トーションビームの構造及びトーションビーム式サスペンション | |
| JP6441561B2 (ja) | サスペンションアーム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180816 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180828 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181017 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181231 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6468043 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |