JP6445773B2 - 管接続方法 - Google Patents
管接続方法 Download PDFInfo
- Publication number
- JP6445773B2 JP6445773B2 JP2014066002A JP2014066002A JP6445773B2 JP 6445773 B2 JP6445773 B2 JP 6445773B2 JP 2014066002 A JP2014066002 A JP 2014066002A JP 2014066002 A JP2014066002 A JP 2014066002A JP 6445773 B2 JP6445773 B2 JP 6445773B2
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- lining
- cylindrical member
- lining pipe
- existing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Landscapes
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
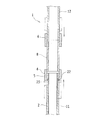
図1は、実施形態1に係る管接続方法により接続された排水たて管1を示す説明図である。
図9は、参考例1に係る管接続方法により接続した排水たて管1の接続要部を半断面により示す説明図である。
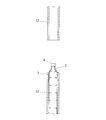
図10は、参考例2に係る管接続方法により接続した排水たて管を示す説明図であり、図11〜図16は、参考例2に係る管接続方法の各工程を示す説明図である。
11 下流側管路
12 上流側管路
2 ライニング管
21 凹部
22 伸縮しろ
23 伸縮性部材
3 第1の円筒部材
4 閉止栓
5 第2の円筒部材
6 継手部材
61 継手本体
62 フランジ部
63 パッキン
7 継手部材
71 締付ボルト
8 新規の接続管
9 ヒーター
Claims (7)
- 既設管をライニングして更生し、更生後の既設管とこれに隣接する管とを接続する管接続方法であって、
更生対象の既設管内にライニング管を挿入し、既設管の先端部を越えてライニング管を突出させ、短管状の第1の円筒部材を、前記既設管の先端部に設置するとともに突出させたライニング管に対して外装する準備工程と、
前記ライニング管を加熱し、既設管の内面および第1の円筒部材の内面を被覆するように拡径させる拡径工程と、
前記ライニング管の、第1の円筒部材の先端部を超えて突出した部分を切断除去し、第1の円筒部材をライニング管から引き抜いて離脱させる除去工程と、
短管状の第2の円筒部材をライニング管の先端部に装着して固定する固定工程とを含み、
前記第1の円筒部材は、既設管の内径に対応する内径を有し、前記拡径工程では、ライニング管を既設管の内径に対応する外径を有するように拡径させ、
前記固定工程では、前記第2の円筒部材の内面に接着剤を塗布し、この第2の円筒部材を、前記ライニング管の先端部の外面に嵌挿して接着し、
少なくとも前記ライニング管の先端部から接続先の管の後端部にかけて継手部材を取り付け、前記既設管と隣接する管とを前記継手部材を介して接続することを特徴とする管接続方法。 - 請求項1に記載の管接続方法において、
前記継手部材を、更生した既設管の先端部から接続先の管の後端部にかけて、前記ライニング管および第2の円筒部材を含めて外装することを特徴とする管接続方法。 - 請求項1または2に記載の管接続方法において、
前記固定工程では、既設管の先端部と第2の円筒部材の後端部との間にライニング管の伸縮しろを設けた状態で第2の円筒部材をライニング管に固定することを特徴とする管接続方法。 - 請求項3に記載の管接続方法において、
前記伸縮しろの外面に伸縮性部材を充填することを特徴とする管接続方法。 - 請求項1〜4のいずれか一つの請求項に記載の管接続方法において、
前記第2の円筒部材は、前記第1の円筒部材と同等の内径を有し、軸方向の長さが第1の円筒部材よりも短いことを特徴とする管接続方法。 - 請求項2〜5のいずれか一つの請求項に記載の管接続方法において、
前記ライニング管の外面と、前記継手部材の内面との間には、前記第2の円筒部材を介在させ、前記ライニング管を前記継手部材の内面と干渉することなく配設することを特徴とする管接続方法。 - 請求項1〜6のいずれか一つの請求項に記載の管接続方法において、
前記既設管は排水たて管であって、前記接続先の管は前記排水たて管の上流に位置して前記排水たて管と同径の管路であることを特徴とする管接続方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014066002A JP6445773B2 (ja) | 2014-03-27 | 2014-03-27 | 管接続方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014066002A JP6445773B2 (ja) | 2014-03-27 | 2014-03-27 | 管接続方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015190486A JP2015190486A (ja) | 2015-11-02 |
| JP6445773B2 true JP6445773B2 (ja) | 2018-12-26 |
Family
ID=54425165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014066002A Active JP6445773B2 (ja) | 2014-03-27 | 2014-03-27 | 管接続方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6445773B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001116168A (ja) * | 1999-10-15 | 2001-04-27 | Osaka Gas Co Ltd | 管接続工法 |
| JP4603312B2 (ja) * | 2004-08-06 | 2010-12-22 | 積水化学工業株式会社 | 管路更生接続方法に使用される封止ユニット |
| JP4806835B2 (ja) * | 2009-07-22 | 2011-11-02 | 有限会社横島 | 管ライニング工法及びライニング管 |
| JP2012000952A (ja) * | 2010-06-21 | 2012-01-05 | Yokoshima & Co | 管路修復方法 |
| JP5772570B2 (ja) * | 2011-12-20 | 2015-09-02 | トヨタ自動車株式会社 | 信号機情報推定装置及び信号機情報推定方法 |
| JP6144125B2 (ja) * | 2013-06-21 | 2017-06-07 | 有限会社横島 | 管ライニング工法及び管ライニング管 |
-
2014
- 2014-03-27 JP JP2014066002A patent/JP6445773B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015190486A (ja) | 2015-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11137102B2 (en) | Cured in place liner system and installation methods | |
| WO2012148572A1 (en) | Robotic system for pipeline rehabilitation | |
| AU2019204248A1 (en) | Method and apparatus for lining a pipe | |
| JP6144125B2 (ja) | 管ライニング工法及び管ライニング管 | |
| KR101618686B1 (ko) | 개량형 관로 보수구조 및 이의 시공방법 | |
| JP6445773B2 (ja) | 管接続方法 | |
| JP3171690U (ja) | 地中埋設用のステンレス鋼管継手 | |
| JP2009162241A (ja) | 管継手、その製造方法、これを用いたマンホール構造物並びに管の接続方法 | |
| JP4890312B2 (ja) | 管路橋更生方法 | |
| US20120211916A1 (en) | Method of strengthening the connection between pipe sections in high pressure pipelines | |
| JP6465757B2 (ja) | マンホール内の管路接続構造および管路接続方法 | |
| JP2012000952A (ja) | 管路修復方法 | |
| JP4625165B2 (ja) | 下水管の取付管接続部の更生工法 | |
| JP5947414B2 (ja) | 管路修復方法 | |
| KR101348260B1 (ko) | 매립 배관의 용접상태 검사가 가능한 신축이음부 | |
| KR101329229B1 (ko) | 매립 배관의 최대 신축을 유도하는 스토퍼가 부착된 신축이음부와 이것을 이용한 배관 보수공법 | |
| CN103322372B (zh) | 一种用pvc管进行非开挖管道修复方法 | |
| JP3410544B2 (ja) | 既設管の補修部材とその製造方法及び既設管の補修工法 | |
| JP6426904B2 (ja) | 管路の止水方法 | |
| RU2584016C1 (ru) | Способ протасова в.н. противокоррозионной защиты сварного раструбного соединения | |
| RU2554454C1 (ru) | Способ соединения труб с внутренним покрытием | |
| JP2022149331A (ja) | 更生配管構造及び更生方法 | |
| LINING | WASTEWATER DEPARTMENT STANDARD SPECIFICATIONS SECTION 404 CURED IN PLACE LINING OF SANITARY SEWERS | |
| JP2008064253A (ja) | 管路の補修又は補強構造 | |
| JP2006132742A (ja) | 止水構造及び既設管と更生管の止水方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170926 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180417 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181130 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6445773 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |