JP6385472B2 - 透明な円柱状製品を測定するための装置および方法 - Google Patents
透明な円柱状製品を測定するための装置および方法 Download PDFInfo
- Publication number
- JP6385472B2 JP6385472B2 JP2016573891A JP2016573891A JP6385472B2 JP 6385472 B2 JP6385472 B2 JP 6385472B2 JP 2016573891 A JP2016573891 A JP 2016573891A JP 2016573891 A JP2016573891 A JP 2016573891A JP 6385472 B2 JP6385472 B2 JP 6385472B2
- Authority
- JP
- Japan
- Prior art keywords
- peak
- peaks
- true
- image
- cylindrical product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 58
- 230000003287 optical effect Effects 0.000 claims description 50
- 238000001228 spectrum Methods 0.000 claims description 36
- 239000010410 layer Substances 0.000 claims description 31
- 239000000463 material Substances 0.000 claims description 20
- 238000004458 analytical method Methods 0.000 claims description 18
- 238000005253 cladding Methods 0.000 claims description 17
- 239000013307 optical fiber Substances 0.000 claims description 17
- 238000004519 manufacturing process Methods 0.000 claims description 16
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 11
- 238000001514 detection method Methods 0.000 claims description 11
- 239000010439 graphite Substances 0.000 claims description 11
- 229910002804 graphite Inorganic materials 0.000 claims description 11
- 238000005070 sampling Methods 0.000 claims description 10
- 239000012530 fluid Substances 0.000 claims description 9
- 239000012792 core layer Substances 0.000 claims description 4
- 230000007547 defect Effects 0.000 claims description 3
- 239000011162 core material Substances 0.000 description 35
- 239000011521 glass Substances 0.000 description 22
- 238000010438 heat treatment Methods 0.000 description 17
- 238000005259 measurement Methods 0.000 description 13
- 239000000835 fiber Substances 0.000 description 10
- 238000005229 chemical vapour deposition Methods 0.000 description 6
- 230000001681 protective effect Effects 0.000 description 6
- 230000010354 integration Effects 0.000 description 5
- 239000004071 soot Substances 0.000 description 5
- 238000005516 engineering process Methods 0.000 description 4
- 238000012681 fiber drawing Methods 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 230000003595 spectral effect Effects 0.000 description 2
- 238000010183 spectrum analysis Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000007740 vapor deposition Methods 0.000 description 2
- 238000004017 vitrification Methods 0.000 description 2
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 241000276427 Poecilia reticulata Species 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000000424 optical density measurement Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000010187 selection method Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images











Classifications
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/60—Analysis of geometric attributes
- G06T7/62—Analysis of geometric attributes of area, perimeter, diameter or volume
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/08—Measuring arrangements characterised by the use of optical techniques for measuring diameters
- G01B11/12—Measuring arrangements characterised by the use of optical techniques for measuring diameters internal diameters
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/08—Measuring arrangements characterised by the use of optical techniques for measuring diameters
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/003—Measuring of motor parts
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/89—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles
- G01N21/892—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles characterised by the flaw, defect or object feature examined
- G01N21/896—Optical defects in or on transparent materials, e.g. distortion, surface flaws in conveyed flat sheet or rod
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/952—Inspecting the exterior surface of cylindrical bodies or wires
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/954—Inspecting the inner surface of hollow bodies, e.g. bores
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/958—Inspecting transparent materials or objects, e.g. windscreens
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B23/00—Telescopes, e.g. binoculars; Periscopes; Instruments for viewing the inside of hollow bodies; Viewfinders; Optical aiming or sighting devices
- G02B23/24—Instruments or systems for viewing the inside of hollow bodies, e.g. fibrescopes
- G02B23/2407—Optical details
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/0002—Inspection of images, e.g. flaw detection
- G06T7/0004—Industrial image inspection
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/10—Segmentation; Edge detection
- G06T7/136—Segmentation; Edge detection involving thresholding
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/10—Segmentation; Edge detection
- G06T7/194—Segmentation; Edge detection involving foreground-background segmentation
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M11/00—Testing of optical apparatus; Testing structures by optical methods not otherwise provided for
- G01M11/30—Testing of optical devices, constituted by fibre optics or optical waveguides
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M11/00—Testing of optical apparatus; Testing structures by optical methods not otherwise provided for
- G01M11/30—Testing of optical devices, constituted by fibre optics or optical waveguides
- G01M11/37—Testing of optical devices, constituted by fibre optics or optical waveguides in which light is projected perpendicularly to the axis of the fibre or waveguide for monitoring a section thereof
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04N—PICTORIAL COMMUNICATION, e.g. TELEVISION
- H04N23/00—Cameras or camera modules comprising electronic image sensors; Control thereof
- H04N23/50—Constructional details
- H04N23/555—Constructional details for picking-up images in sites, inaccessible due to their dimensions or hazardous conditions, e.g. endoscopes or borescopes
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Analytical Chemistry (AREA)
- General Health & Medical Sciences (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Biochemistry (AREA)
- Health & Medical Sciences (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Theoretical Computer Science (AREA)
- Textile Engineering (AREA)
- Optics & Photonics (AREA)
- Geometry (AREA)
- Quality & Reliability (AREA)
- Astronomy & Astrophysics (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Geochemistry & Mineralogy (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Length Measuring Devices By Optical Means (AREA)
Description
プリフォーム中心位置=左側縁の位置+OD/2
ジョイントの中心位置=ジョイントの左側縁の位置+(ジョイント幅)/2
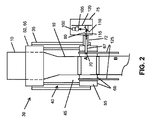
初期段階では、下部の接触部60の壁部65を通る開口部は130mmであった。この幅は、以前使用されていたテレセントリックレーザスキャン方法には十分であったが、約130mmよりも大きい直径を有するプリフォームを測定するのには十分ではなかった。拡張された開口部が、加熱領域40全体にわたって、炉の温度および均一性に、許容可能ではない影響を与えるであろう幅を推定するために、数値モデルが使用された。加熱領域40内で得られる加熱パターンを示した数値モデル化の、図によって表された結果が、図4A、図4Bおよび図4Cに提示されている。より具体的には、図4Aは、130mmの最初の開口部67による、許容可能に均一な加熱パターンを示している。図4Bも、150mmに拡張された開口部67が依然として、均一かつ許容可能な加熱パターンを生成することを示している。しかし、開口部67を180mmに拡張すると、数値モデルは、図4Cに示されているように、加熱領域40が許容可能ではない程度まで不均一に加熱されるであろうことを予測した。
使用されたカメラ機器:Allied Vision Technologies社の「Guppy」5メガピクセル(MP)カメラ、モデル F−503B。
Claims (22)
- 透明な円柱状製品を、前記円柱状製品を見ることができる水平方向開口部を有する高温炉内での製造中に測定するための装置であって、前記装置は、
(A)デジタルカメラと、
(B)デジタルプロセッサと、
を含んでおり、
前記デジタルカメラは、レンズが取り付けられており、かつ、センシングおよびデジタル記録装置を有し、前記レンズは、前記炉の壁部の前記開口部を通じて、前記円柱状製品の光学像を受け取り、前記光学像を前記センシングおよびデジタル記録装置に導き、前記センシングおよびデジタル記録装置は、前記光学像をデジタルイメージに変換し、前記デジタルイメージを記録し、
前記デジタルプロセッサは、アルゴリズムがプログラムされ、前記アルゴリズムは、前記センシングおよびデジタル記録装置からの前記デジタルイメージにアクセスして、前記デジタルイメージを解釈し、前記円柱状製品の測定値を決定し、報告し、
前記アルゴリズムは、以降のステップ(1)〜(6)を含んでおり、すなわち、
(1)前記デジタルイメージを切り取って、周囲の暗い空間を除去し、前記炉の前記水平方向開口部を通して見ることができた明るい視野のみを含んでいる、所定の高さおよび幅を有している、より小さい、切り取られたデジタルイメージを生成するステップを含んでおり、
(2)前記切り取られたデジタルイメージから、標準偏差フィルターを用いて勾配フィルタリングされたイメージを生成するステップを含んでおり、
(3)複数のラインスキャンを実行し、複数のラインスキャンを総計して、1つまたは複数の左側ピークと、1つまたは複数の右側ピークと、1つまたは複数のマイナーバックグラウンドピークと、を有しているグレーレベル勾配スペクトルを形成するステップを含んでおり、ここで、前記複数のラインスキャンは、前記勾配フィルタリングされたイメージの鉛直中心の近くに位置するスキャン領域内に存在し、かつ、前記勾配フィルタリングされたイメージの全幅にわたって水平に延在し、
(4)以降のステップ(a)〜(c)を実行することによって、前記グレーレベル勾配スペクトル内の前記1つまたは複数の左側ピークおよび前記1つまたは複数の右側ピークのうちのどれが、前記円柱状製品の真の左側縁および真の右側縁を表すのかを識別するステップを含んでおり、
(a)前記グレーレベル勾配スペクトル上で、前記複数の左側ピークを含んでいる左側ピークウィンドウ領域を選択し、前記複数の右側ピークを含んでいる右側ピークウィンドウ領域を選択し、各ウィンドウ領域の外側にある前記マイナーバックグラウンドピークを、別個の分析のために残すステップ、
(b)以降の(i)〜(iii)によって、さらなる分析から、前記マイナーバックグラウンドピークを除去する、ピーク検出のためのベースラインを確立するステップ、
(i)前記マイナーバックグラウンドピークの一部分をダイナミックにサンプリングし、前記ダイナミックサンプリングに基づいてノイズ・フロア・レベルを計算すること、
(ii)前記ノイズ・フロア・レベルに閾値を加えることによってベースラインを決定すること、
(iii)その後、前記ベースラインを下回るあらゆるピークを無視すること、
(c)それぞれ以降の(i)、(ii)によって、前記円柱状製品の前記真の左側縁の位置と真の右側縁の位置に対する数値を提供するために、ターゲット左側ピークとターゲット右側ピークを識別するステップ、
(i)前記左側ピークウィンドウ領域において、前記ベースラインよりも高い前記複数の左側ピークをそれぞれ分析し、前記左側ピークウィンドウ領域において最も左側に位置する前記ターゲット左側ピークを選択し、前記円柱状製品の前記真の左側縁に等しい数値として前記ターゲット左側ピークの位置を記録すること、
(ii)前記右側ピークウィンドウ領域において、前記ベースラインよりも高い前記複数の右側ピークをそれぞれ分析し、前記右側ピークウィンドウ領域において最も右側に位置する前記ターゲット右側ピークを選択し、前記円柱状製品の前記真の右側縁に等しい数値として前記ターゲット右側ピークの位置を記録すること、
(5)前記円柱状製品の前記真の左側縁の値と前記真の右側縁の値との間の差の絶対値を取ることによって、前記円柱状製品の外径を計算するステップを含んでおり、
(6)前記円柱状製品の前記外径を報告するステップを含んでいる、
装置。 - 前記透明な円柱状製品は、2つ以上のガラス質材料層を含んでいる光ファイバープリフォームである、
請求項1記載の装置。 - 前記プリフォームは、所定の屈折率を有するコア層と、所定の屈折率を有し、かつ、内側の層を取り囲んでいるクラッド層と、を含んでおり、
前記コア層の屈折率は、前記クラッド層の屈折率よりも高い、
請求項2記載の装置。 - 前記センシングおよびデジタル記録装置は、電荷結合素子(「CCD」)イメージセンサーを含んでいる、
請求項1記載の装置。 - 前記測定値は、前記円柱状製品の直径を含んでいる、
請求項1記載の装置。 - 前記カメラは、流体密封型かつ流体冷却式のハウジング内に封入されており、前記ハウジングは、前記円柱状製品の前記光学像を通すために、前記炉の壁部の前記開口部と位置合わせされた入口を有している、
請求項1記載の装置。 - 前記炉の壁部の前記開口部および前記流体冷却式のハウジングの入口を通して受け取った前記光学像を、前記カメラの前記レンズに向けるための反射器をさらに含んでいる、
請求項6記載の装置。 - 前記炉は、ジャケット付き流体冷却式のグラファイト炉であり、
前記炉は、加熱されている間に前記円柱状製品が通過する上部および下部の環状グラファイト接触部を伴った加熱される内部を有しており、前記上部および下部の接触部は、それぞれ環状壁を有しており、かつ、前記加熱される内部の両端の近くに位置しており、
前記炉は、前記上部の環状グラファイト接触部の前記環状壁を通る前記円柱状製品を見ることができる前記水平方向開口部の少なくとも一部を有しており、前記上部および下部の接触部は、内部に前記円柱状製品を有する前記グラファイト炉の内部を加熱するために、電流を受け取り、伝導する、
請求項1記載の装置。 - 透明な円柱状製品の直径を、前記円柱状製品を見ることができる水平方向開口部を有する高温炉内での製造中に測定するための方法であって、前記方法は、
(A)レンズが取り付けられているカメラを用いて、前記水平方向開口部を通して放出された、前記円柱状製品の光学像を受け取るステップと、
(B)前記光学像をセンシングおよびデジタル記録装置に導くステップと、
(C)前記センシングおよびデジタル記録装置を用いて、前記光学像をデジタルイメージに変換し、前記デジタルイメージを記録するステップと、
(D)アルゴリズムがプログラムされたプロセッサを用いて、前記デジタルイメージを解釈し、前記円柱状製品の直径を決定するステップと、
を含み、
前記アルゴリズムは、以降のステップ(1)〜(6)を含んでおり、すなわち、
(1)前記デジタルイメージを切り取って、周囲の暗い空間を除去し、前記炉の前記水平方向開口部を通して見ることができた明るい視野のみを含んでいる、所定の高さおよび幅を有している、より小さい、切り取られたデジタルイメージを生成するステップを含んでおり、
(2)前記切り取られたデジタルイメージから、標準偏差フィルターを用いて勾配フィルタリングされたイメージを生成するステップを含んでおり、
(3)複数のラインスキャンを実行し、複数のラインスキャンを総計して、1つまたは複数の左側ピークと、1つまたは複数の右側ピークと、1つまたは複数のマイナーバックグラウンドピークと、を有しているグレーレベル勾配スペクトルを形成するステップを含んでおり、ここで、前記複数のラインスキャンは、前記勾配フィルタリングされたイメージの鉛直中心の近くに位置するスキャン領域内に存在し、かつ、前記勾配フィルタリングされたイメージの全幅にわたって水平に延在し、
(4)以降のステップ(a)〜(c)を実行することによって、前記グレーレベル勾配スペクトル内の前記1つまたは複数の左側ピークおよび前記1つまたは複数の右側ピークのうちのどれが、前記円柱状製品の真の左側縁および真の右側縁を表すのかを識別するステップを含んでおり、
(a)前記グレーレベル勾配スペクトル上で、前記複数の左側ピークを含んでいる左側ピークウィンドウ領域を選択し、前記複数の右側ピークを含んでいる右側ピークウィンドウ領域を選択し、各ウィンドウ領域の外側にある前記マイナーバックグラウンドピークを、別個の分析のために残すステップ、
(b)以降の(i)〜(iii)によって、さらなる分析から、前記マイナーバックグラウンドピークを除去する、ピーク検出のためのベースラインを確立するステップ、
(i)前記マイナーバックグラウンドピークの一部分をダイナミックにサンプリングし、前記ダイナミックサンプリングに基づいてノイズ・フロア・レベルを計算すること、
(ii)前記ノイズ・フロア・レベルに閾値を加えることによってベースラインを決定すること、
(iii)その後、前記ベースラインを下回るあらゆるピークを無視すること、
(c)それぞれ以降の(i)、(ii)によって、前記円柱状製品の前記真の左側縁の位置と真の右側縁の位置に対する数値を提供するために、ターゲット左側ピークとターゲット右側ピークを識別するステップ、
(i)前記左側ピークウィンドウ領域において、前記ベースラインよりも高い前記複数の左側ピークをそれぞれ分析し、前記左側ピークウィンドウ領域において最も左側に位置する前記ターゲット左側ピークを選択し、前記円柱状製品の前記真の左側縁に等しい数値として前記ターゲット左側ピークの位置を記録すること、
(ii)前記右側ピークウィンドウ領域において、前記ベースラインよりも高い前記複数の右側ピークをそれぞれ分析し、前記右側ピークウィンドウ領域において最も右側に位置する前記ターゲット右側ピークを選択し、前記円柱状製品の前記真の右側縁に等しい数値として前記ターゲット右側ピークの位置を記録すること、
(5)前記円柱状製品の前記真の左側縁の値と前記真の右側縁の値との間の差の絶対値を取ることによって、前記円柱状製品の外径を計算するステップを含んでおり、
(6)前記円柱状製品の前記外径を報告するステップを含んでいる、
方法。 - 前記センシングおよびデジタル記録装置を、前記デジタルカメラ内に収容する、
請求項9記載の方法。 - 前記センシングおよびデジタル記録装置は、電荷結合素子(「CCD」)イメージセンサーである、
請求項9記載の方法。 - 前記炉の前記水平方向開口部は、前記円柱状製品の前記直径よりも幅が狭い、
請求項9記載の方法。 - 前記光学像を導く前記ステップ(B)を、さらに、反射器を用いて実行する、
請求項9記載の方法。 - さらに前記ステップ(3)で、各勾配ラインスキャンを、前記勾配フィルタリングされたイメージの前記スキャン領域内に水平スキャンライン位置を設定し、設定された前記水平スキャンライン位置に沿って前記イメージの前記グレーレベルをセンシングし、記録することによって実行する、
請求項9記載の方法。 - さらに前記ステップ(3)で、前記複数の勾配ラインスキャンは、総計で40〜50のスキャンである、
請求項9記載の方法。 - さらにステップ(4)(a)で、前記左側ピークウィンドウ領域を、前記複数の左側ピークのうちの最も高い左側ピークにセンタリングし、前記右側ピークウィンドウ領域を、前記複数の右側ピークのうちの最も高い右側ピークにセンタリングする、
請求項9記載の方法。 - さらにステップ(4)(b)(ii)で、前記閾値は、(前記グレーレベル勾配スペクトルの最大ピーク高さ)−(前記ノイズ・フロア・レベル)/(所定のファクター)に等しい、
請求項14記載の方法。 - 前記デジタルイメージを切り取って、切り取られたデジタルイメージを生成するステップ(1)を実行した後、前記方法は、さらに、前記切り取られたデジタルイメージ内の平均グレーレベルを計算することを含み、前記平均グレーレベルが所定の閾値未満である場合に、アルゴリズムの実行を停止する、
請求項14記載の方法。 - ダイナミックにサンプリングされた、マイナーバックグラウンドピークの前記一部分の平均的な高さに0.5を乗算することによって前記閾値を決定する、
請求項14記載の方法。 - 前記左側縁の値に前記外径の半分を加えることによって、前記透明な円柱状製品の中心位置を決定することをさらに含む、
請求項9記載の方法。 - 透明な円柱状製品内のジョイントまたは欠陥を、前記円柱状製品を見ることができる水平方向開口部を有する高温炉内での製造中に検出するための方法であって、前記方法は、
(A)レンズが取り付けられているカメラを用いて、前記水平方向開口部を通して放出された、前記円柱状製品の光学像を受け取るステップと、
(B)前記光学像をセンシングおよびデジタル記録装置に導くステップと、
(C)前記センシングおよびデジタル記録装置を用いて、前記光学像をデジタルイメージに変換し、前記デジタルイメージを記録するステップと、
(D)アルゴリズムがプログラムされたプロセッサを用いて、前記デジタルイメージを解釈し、前記円柱状製品内にジョイントまたは欠陥が存在することを決定するステップと、を含み、
前記アルゴリズムは、以降のステップ(1)〜(5)を含んでおり、すなわち、
(1)前記デジタルイメージを切り取って、周囲の暗い空間を除去し、前記炉の前記水平方向開口部を通して見ることができた明るい視野のみを含んでいる、所定の高さおよび幅を有している、より小さい、切り取られたデジタルイメージを生成するステップを含んでおり、
(2)前記切り取られたデジタルイメージから、標準偏差フィルターを用いて勾配フィルタリングされたイメージを生成するステップを含んでおり、
(3)複数のラインスキャンを実行し、複数のラインスキャンを総計して、1つまたは複数の左側ピークと、1つまたは複数の右側ピークと、1つまたは複数のマイナーバックグラウンドピークと、を有しているグレーレベル勾配スペクトルを形成するステップを含んでおり、ここで、前記複数のラインスキャンは、前記勾配フィルタリングされたイメージの鉛直中心の近くに位置するスキャン領域内に存在し、前記勾配フィルタリングされたイメージの全幅にわたって水平に延在し、
(4)以降のステップ(a)〜(c)を実行することによって、前記グレーレベル勾配スペクトル内の前記1つまたは複数の左側ピークおよび前記1つまたは複数の右側ピークのどれが、前記円柱状製品の真の左側縁および真の右側縁を表すのかを識別するステップを含んでおり、
(a)前記グレーレベル勾配スペクトル上で、前記複数の左側ピークを含んでいる左側ピークウィンドウ領域を選択し、前記複数の右側ピークを含んでいる右側ピークウィンドウ領域を選択し、各ウィンドウ領域の外側にある前記マイナーバックグラウンドピークを、別個の分析のために残すステップ、
(b)以降の(i)〜(iii)によって、さらなる分析から、前記マイナーバックグラウンドピークを除去する、ピーク検出のためのベースラインを確立するステップ、
(i)前記マイナーバックグラウンドピークの一部分をダイナミックにサンプリングし、前記ダイナミックサンプリングに基づいてノイズ・フロア・レベルを計算すること、
(ii)前記ノイズ・フロア・レベルに閾値を加えることによってベースラインを決定すること、
(iii)その後、前記ベースラインを下回るあらゆるピークを無視すること、
(c)それぞれ以降の(i)、(ii)によって、前記円柱状製品の前記真の左側縁の位置と真の右側縁の位置に対する数値を提供するために、ターゲット左側ピークとターゲット右側ピークを識別するステップ、
(i)前記左側ピークウィンドウ領域において、前記ベースラインよりも高い前記複数の左側ピークをそれぞれ分析し、前記左側ピークウィンドウ領域において最も左側に位置する前記ターゲット左側ピークを選択し、前記円柱状製品の前記真の左側縁に等しい数値として前記ターゲット左側ピークの位置を記録すること、
(ii)前記右側ピークウィンドウ領域において、前記ベースラインよりも高い前記複数の右側ピークをそれぞれ分析し、前記右側ピークウィンドウ領域において最も右側に位置する前記ターゲット右側ピークを選択し、前記円柱状製品の前記真の右側縁に等しい数値として前記ターゲット右側ピークの位置を記録すること、
(5)前記真の左側ピークと前記真の右側ピークとの間に1つまたは複数の中間ピークが存在するか否かを決定するステップを含んでいる、
方法。 - 前記真の左側ピークと前記真の右側ピークとの間に1つまたは複数の中間ピークが存在するか否かを決定するステップは、
(1)前記真の左側ピークと前記真の右側ピークとの間の前記グレーレベル勾配スペクトルの中央ウィンドウを選択するステップと、
(2)前記中央ウィンドウに対する統合領域を計算するステップと、
(3)前記統合領域が所定の値を超えているか否かを決定するステップと、
を含んでいる、
請求項21記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2014/042790 WO2015195102A1 (en) | 2014-06-17 | 2014-06-17 | Apparatus and method for measurement of transparent cylindrical articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017522551A JP2017522551A (ja) | 2017-08-10 |
| JP6385472B2 true JP6385472B2 (ja) | 2018-09-05 |
Family
ID=51162961
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016573891A Active JP6385472B2 (ja) | 2014-06-17 | 2014-06-17 | 透明な円柱状製品を測定するための装置および方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10388028B2 (ja) |
| EP (1) | EP3158284B1 (ja) |
| JP (1) | JP6385472B2 (ja) |
| KR (1) | KR102233643B1 (ja) |
| CN (1) | CN107076544B (ja) |
| WO (1) | WO2015195102A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107108313B (zh) * | 2015-01-22 | 2021-07-30 | 贺利氏石英北美有限责任公司 | 使用夹持器设备形成具有低弓度的细长玻璃部件 |
| CN108178496A (zh) * | 2016-12-08 | 2018-06-19 | 肖特股份有限公司 | 用于再加工玻璃管半成品的方法 |
| DE102016123865A1 (de) | 2016-12-08 | 2018-06-14 | Schott Ag | Verfahren zum Weiterverarbeiten eines Glasrohr-Halbzeugs einschließlich einer thermischen Umformung |
| DE102016124833A1 (de) | 2016-12-19 | 2018-06-21 | Schott Ag | Verfahren zum Herstellen eines Hohlglasprodukts aus einem Glasrohr-Halbzeug mit Markierungen, sowie Verwendungen hiervon |
| DE102016125129A1 (de) | 2016-12-21 | 2018-06-21 | Schott Ag | Verfahren zum Herstellen eines Glasrohr-Halbzeugs oder eines daraus hergestellten Hohlglasprodukts mit Markierungen, sowie Verwendungen hiervon |
| WO2020153063A1 (ja) * | 2019-01-25 | 2020-07-30 | 東レ株式会社 | 構造体の検査方法および製造方法、構造体の検査装置および製造装置 |
| JP7533382B2 (ja) | 2021-06-30 | 2024-08-14 | 横河電機株式会社 | スペクトル解析装置、スペクトル解析方法、及びスペクトル解析プログラム |
| CN114292021A (zh) * | 2021-12-30 | 2022-04-08 | 南京春辉科技实业有限公司 | 石英光纤拉丝过程中预制棒实时对中调整系统及方法 |
Family Cites Families (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3982816A (en) | 1974-06-21 | 1976-09-28 | Western Electric Company, Inc. | Method for measuring the parameters of optical fibers |
| US4067651A (en) | 1974-06-21 | 1978-01-10 | Western Electric Company, Inc. | Method for measuring the parameters of optical fibers |
| JPS5311039A (en) | 1976-07-19 | 1978-02-01 | Hitachi Ltd | Controller of diameter of optical fiber |
| US4280827A (en) | 1979-09-04 | 1981-07-28 | Corning Glass Works | System for measuring optical waveguide fiber diameter |
| US4319901A (en) | 1980-12-10 | 1982-03-16 | Owens-Corning Fiberglas Corporation | Electro-optic fiber monitor |
| US4331463A (en) | 1981-06-22 | 1982-05-25 | Gte Laboratories Incorporated | Self-centering apparatus for making optical fibers |
| IT1144279B (it) | 1981-07-06 | 1986-10-29 | Cselt Centro Studi Lab Telecom | Procedimento ed apparecchiatura per la misura del diametro di fibre ottiche |
| JPS62171932A (ja) | 1986-01-21 | 1987-07-28 | Mitsubishi Cable Ind Ltd | 光フアイバ母材の延伸炉 |
| FR2595814A1 (fr) | 1986-03-14 | 1987-09-18 | Bertin & Cie | Procede et dispositif de mesure du diametre d'une fibre, en particulier d'une fibre optique |
| EP0256539A3 (en) * | 1986-08-15 | 1989-06-14 | Sumitomo Electric Industries Limited | Method and apparatus of measuring outer diameter and structure of optical fiber |
| FR2679646B1 (fr) | 1991-07-08 | 1995-03-10 | France Telecom | Dispositif de mesure, sans contact, du diametre d'un objet sensiblement cylindrique, par exemple une fibre optique. |
| US5264909A (en) | 1991-11-22 | 1993-11-23 | Hughes Aircraft Company | Measurement of optical fiber diameter |
| US5352395A (en) * | 1992-07-17 | 1994-10-04 | Phillips Petroleum Company | Carbon and ceramic-containing layers for use in sintering of silicon nitride article |
| US5298047A (en) | 1992-08-03 | 1994-03-29 | At&T Bell Laboratories | Method of making a fiber having low polarization mode dispersion due to a permanent spin |
| ES2120467T3 (es) | 1992-11-19 | 1998-11-01 | Shinetsu Quartz Prod | Procedimiento para fabricar un tubo de vidrio de cuarzo de gran tamaño, una preforma y una fibra optica. |
| JPH06211534A (ja) | 1993-01-14 | 1994-08-02 | Furukawa Electric Co Ltd:The | 光ファイバの線引き方法 |
| US5443610A (en) | 1994-01-29 | 1995-08-22 | Corning Incorporated | Apparatus for controlling fiber diameter during drawing |
| JP2799291B2 (ja) * | 1994-06-07 | 1998-09-17 | 動力炉・核燃料開発事業団 | 炉内検査装置 |
| DE19536960A1 (de) | 1995-10-04 | 1996-03-21 | Heraeus Quarzglas | Verfahren und Vorrichtung zum Herstellen eines Bauteils aus Glas durch Ziehen aus einem Rohling |
| JP3159116B2 (ja) | 1997-04-11 | 2001-04-23 | 住友電気工業株式会社 | ガラス母材の延伸機および延伸方法 |
| FR2766481B1 (fr) | 1997-07-24 | 1999-09-24 | Alsthom Cge Alcatel | Dispositif de fibrage d'une fibre optique comportant un capteur de diametre a precision de mesure amelioree |
| JP3859189B2 (ja) | 1998-11-09 | 2006-12-20 | 信越石英株式会社 | 光ファイバ用母材の製造方法 |
| DE19852704A1 (de) | 1998-11-16 | 2000-05-18 | Heraeus Quarzglas | Verfahren zur Herstellung einer Vorform für eine optische Faser und für die Durchführung des Verfahrens geeignetes Substratrohr |
| JP2000162152A (ja) | 1998-11-30 | 2000-06-16 | Sumitomo Wiring Syst Ltd | 透明線条体の検査装置 |
| US6661502B1 (en) | 1999-10-28 | 2003-12-09 | Fitel Usa Corp. | Method and apparatus for measuring the diameter and/or eccentricity of a coating layer of a coated optical fiber |
| ATE287528T1 (de) | 1999-10-29 | 2005-02-15 | Pirelli & C Spa | Verfahren zur messung des twists verliehen an einen optischen fiber und vorgehen bei dem verfahren zur verarbeitung eines optischen fibers |
| WO2002001150A1 (en) * | 2000-06-27 | 2002-01-03 | Universite Catholique De Louvain | Measurement of cylindrical objects through laser telemetry |
| EP1356682A4 (en) * | 2001-01-30 | 2005-07-20 | Greene Tweed Inc | MONITORING SYSTEM FOR HOSTILE ENVIRONMENT |
| US6542665B2 (en) * | 2001-02-17 | 2003-04-01 | Lucent Technologies Inc. | GRIN fiber lenses |
| US6816243B2 (en) | 2001-03-05 | 2004-11-09 | Omniguide Communications | Optical waveguide monitoring |
| KR100837747B1 (ko) | 2002-01-24 | 2008-06-13 | 헤라에우스 테네보 게엠베하 | 저항로 |
| JP4104924B2 (ja) | 2002-07-08 | 2008-06-18 | 東レエンジニアリング株式会社 | 光学的測定方法およびその装置 |
| US6791678B2 (en) | 2002-07-23 | 2004-09-14 | Fitel Usa Corp. | System and method for obtaining spin and mechanical twist data during optical fiber draw |
| KR100441156B1 (ko) * | 2002-08-31 | 2004-07-19 | 엘지전선 주식회사 | 광섬유에 인가되는 스핀을 모니터링하는 방법 및 양방향스핀의 대칭성을 확보하기 위한 광섬유 제조방법 |
| US7057735B2 (en) | 2002-11-14 | 2006-06-06 | Fitel U.S.A. Corp. | Method for measuring the optical and physical thickness of optically transparent objects |
| US7292758B2 (en) | 2003-07-14 | 2007-11-06 | Massachusetts Institute Of Technology | Optoelectronic fiber photodetector |
| JP4022769B2 (ja) * | 2003-11-20 | 2007-12-19 | 住友電気工業株式会社 | ガラスパイプ加工方法 |
| JP4233098B2 (ja) | 2005-05-31 | 2009-03-04 | 信越化学工業株式会社 | 光ファイバ用母材の構造測定方法と測定装置 |
| US7921675B2 (en) | 2007-11-16 | 2011-04-12 | Corning Incorporated | Methods for making optical fiber preforms and microstructured optical fibers |
| JP5041425B2 (ja) | 2008-03-05 | 2012-10-03 | 古河電気工業株式会社 | 光ファイバ母材の延伸装置および光ファイバ母材の製造方法 |
| WO2010116438A1 (ja) * | 2009-03-30 | 2010-10-14 | 東洋ガラス株式会社 | Grinレンズ・ファイバの線径制御方法及び線引き装置 |
| CN101891380B (zh) | 2010-07-13 | 2012-07-04 | 长飞光纤光缆有限公司 | 一种大尺寸光纤预制棒及其光纤的制造方法 |
| JP5205443B2 (ja) | 2010-12-08 | 2013-06-05 | 株式会社フジクラ | 光ファイバ素線の製造装置 |
| CN102374849B (zh) | 2011-09-22 | 2013-11-20 | 清华大学 | 一种高温有氧加载光学测量系统 |
| CN102538691B (zh) * | 2011-12-31 | 2014-04-16 | 太原理工大学 | 一种用图像识别技术测量高温钢管直径的方法 |
-
2014
- 2014-06-17 JP JP2016573891A patent/JP6385472B2/ja active Active
- 2014-06-17 EP EP14737122.3A patent/EP3158284B1/en active Active
- 2014-06-17 US US15/310,605 patent/US10388028B2/en active Active
- 2014-06-17 KR KR1020177001385A patent/KR102233643B1/ko active IP Right Grant
- 2014-06-17 WO PCT/US2014/042790 patent/WO2015195102A1/en active Application Filing
- 2014-06-17 CN CN201480079938.5A patent/CN107076544B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR102233643B1 (ko) | 2021-04-01 |
| US20170084050A1 (en) | 2017-03-23 |
| EP3158284A1 (en) | 2017-04-26 |
| US10388028B2 (en) | 2019-08-20 |
| WO2015195102A1 (en) | 2015-12-23 |
| CN107076544A (zh) | 2017-08-18 |
| KR20170023968A (ko) | 2017-03-06 |
| JP2017522551A (ja) | 2017-08-10 |
| EP3158284B1 (en) | 2022-03-16 |
| CN107076544B (zh) | 2020-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6385472B2 (ja) | 透明な円柱状製品を測定するための装置および方法 | |
| US5933231A (en) | Method and system for measuring cavities and probe for use therein | |
| EP3014238B1 (en) | Method for detecting defects in a rod-shaped transparent object | |
| KR102128214B1 (ko) | 광섬유 모재의 기하학적 속성을 결정하기 위한 방법 및 장치 | |
| SE518836C2 (sv) | Anordning och förfarande för ett infrarött bildanalyserande autofokus | |
| KR102238388B1 (ko) | 투명판 표면 검사 장치, 투명판 표면 검사 방법, 및 유리판의 제조 방법 | |
| CN102159510B (zh) | 制造微结构光纤的工艺以及在线控制微结构光纤的方法和系统 | |
| JP4885471B2 (ja) | プリフォームロッドの屈折率分布測定方法 | |
| EP1079216A1 (en) | Infrared high temperature measurement of optical fiber during draw | |
| JP2016064933A (ja) | シリカガラスルツボの製造方法 | |
| JP2007024711A (ja) | 光分散を用いた熱ガラス体厚の無接触光学測定方法及び装置 | |
| KR100877647B1 (ko) | 광섬유 인선공정에서 광섬유 클래드층의 보이드 결함 감시장치 및 그 방법 | |
| JPH10300680A (ja) | 注入樹脂中の異物検査方法 | |
| Latha et al. | Photonic crystal fiber based optical studies of oil deterioration by near field imaging | |
| EP2084112B1 (en) | Process for manufacturing a low-attenuation optical fiber | |
| Scime et al. | Viability of Data Analytics to Ascertain Component Performance for Additive Manufacturing | |
| Vítek et al. | Forging measurement using passive stereo vision | |
| CN117693677A (zh) | 用于监测制造设备的防护玻璃的状态的分析装置和用于增材制造过程的制造设备 | |
| CN116809975A (zh) | 一种选区激光熔化熔池不失真在线监测系统的装置及方法 | |
| CN114322806A (zh) | 弯曲传感器及其制造方法和系统,弯曲检测方法 | |
| JP2002181665A (ja) | 光ファイバ用ガラス母材の屈折率分布測定方法及び装置 | |
| JP2011209300A (ja) | 材料組織観察装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170519 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180619 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180709 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180807 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6385472 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |