JP6375906B2 - 蒸着マスク、蒸着マスク準備体、フレーム付き蒸着マスク及び有機半導体素子の製造方法 - Google Patents
蒸着マスク、蒸着マスク準備体、フレーム付き蒸着マスク及び有機半導体素子の製造方法 Download PDFInfo
- Publication number
- JP6375906B2 JP6375906B2 JP2014244261A JP2014244261A JP6375906B2 JP 6375906 B2 JP6375906 B2 JP 6375906B2 JP 2014244261 A JP2014244261 A JP 2014244261A JP 2014244261 A JP2014244261 A JP 2014244261A JP 6375906 B2 JP6375906 B2 JP 6375906B2
- Authority
- JP
- Japan
- Prior art keywords
- mask
- vapor deposition
- alignment mark
- resin
- deposition mask
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007740 vapor deposition Methods 0.000 title claims description 375
- 238000004519 manufacturing process Methods 0.000 title claims description 53
- 238000002360 preparation method Methods 0.000 title claims description 32
- 239000004065 semiconductor Substances 0.000 title claims description 24
- 229920005989 resin Polymers 0.000 claims description 371
- 239000011347 resin Substances 0.000 claims description 371
- 229910052751 metal Inorganic materials 0.000 claims description 269
- 239000002184 metal Substances 0.000 claims description 269
- 238000000034 method Methods 0.000 claims description 46
- 239000000463 material Substances 0.000 claims description 42
- 238000000151 deposition Methods 0.000 claims description 33
- 230000008021 deposition Effects 0.000 claims description 32
- 230000002093 peripheral effect Effects 0.000 claims description 5
- 230000007261 regionalization Effects 0.000 claims description 3
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 120
- 238000005530 etching Methods 0.000 description 15
- 239000007769 metal material Substances 0.000 description 15
- 230000015572 biosynthetic process Effects 0.000 description 10
- 238000010030 laminating Methods 0.000 description 9
- 239000012044 organic layer Substances 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- 238000001514 detection method Methods 0.000 description 6
- 230000001678 irradiating effect Effects 0.000 description 6
- 230000000873 masking effect Effects 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- 238000003672 processing method Methods 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 4
- 229910001030 Iron–nickel alloy Inorganic materials 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 230000008020 evaporation Effects 0.000 description 3
- 238000001704 evaporation Methods 0.000 description 3
- 238000002310 reflectometry Methods 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 229910001374 Invar Inorganic materials 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- IBBMAWULFFBRKK-UHFFFAOYSA-N picolinamide Chemical compound NC(=O)C1=CC=CC=N1 IBBMAWULFFBRKK-UHFFFAOYSA-N 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 229920000298 Cellophane Polymers 0.000 description 1
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical compound OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000003562 lightweight material Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000001579 optical reflectometry Methods 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920006350 polyacrylonitrile resin Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 208000024891 symptom Diseases 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images


























Landscapes
- Electroluminescent Light Sources (AREA)
- Physical Vapour Deposition (AREA)
Description
以下に、本発明の蒸着マスク100について第1実施形態、第2実施形態、第3実施形態を例に挙げて具体的に説明する。
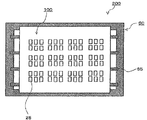
第1実施形態の蒸着マスク100は、図1(a)〜(c)に示すように、蒸着作製するパターンに対応する開口部25が設けられた樹脂マスクの20一方の面上に、開口部25と重なるスリット15が設けられた金属マスク10が積層された構成をとる。そして、第1実施形態の蒸着マスク100は、金属マスク10に、アライメント光の反射光によって検出されるアライメントマーク40が設けられており、蒸着マスク100を樹脂マスク20側から平面視した場合において、アライメントマーク40の外周に位置する樹脂マスク20の他方の面上に、反射層50が設けられていることを特徴としている。さらに、第1実施形態の蒸着マスク100は、この反射層50が、樹脂マスク20側からアライメント光を照射したときに、その反射率が、アライメントマーク40、及び樹脂マスク20の他方の面におけるアライメント光の反射率よりも高い反射層50であることを特徴としている。なお、図1(a)は、第1実施形態の蒸着マスクを樹脂マスク20側から平面視したときの正面図であり、図1(b)は、第1実施形態の蒸着マスクを金属マスク10側から平面視したときの正面図であり、図1(c)は、図1(b)のA−A概略断面図である。
蒸着マスクを樹脂マスク側から平面視した場合において、アライメントマーク40の外周に位置する樹脂マスクの表面には、アライメントマーク40の表面、及び樹脂マスクの表面よりも、アライメント光の反射率が高い反射層50が設けられている。反射層50は、アライメントマークの外周に対応する領域におけるアライメント光の反射強度を高めることを目的とする層である。
(i)蒸着マスクを樹脂マスク側から平面視した場合において、アライメントマーク40の外周に位置する樹脂マスク20の表面に設けられている。
(ii)反射層50の表面におけるアライメント光の反射率は、アライメントマーク40の表面、及び樹脂マスクの表面よりも高い。
ことを必須の条件としている。
各図に示すように、樹脂マスク20の一方の面上には、金属マスク10が積層されている。金属マスク10は、金属から構成され、縦方向或いは横方向に延びるスリット15が配置されている。スリット15は開口と同義である。また、スリット15は、樹脂マスク20と重なる位置に設けられている。スリットの配置例について特に限定はなく、各図に示すように縦方向、及び横方向に延びるスリットが、縦方向、及び横方向に複数列配置されていてもよく、縦方向に延びるスリットが、横方向に複数列配置されていてもよく、横方向に延びるスリットが縦方向に複数列配置されていてもよい。また、縦方向、或いは横方向に1列のみ配置されていてもよい。
図1に示すように、樹脂マスク20には、複数の開口部25が設けられている。複数の開口部25は、金属マスク10と樹脂マスク20を積層したときに、金属マスク10のスリット15と重なる位置に設けられている。
上記で説明しように、アライメントマークに対応する領域に位置する樹脂マスク20の表面で反射したアライメント光の反射光が、アライメントマーク40の検出精度に与える影響は軽微であるものの、アライメントマークの検出精度をより高めるためには、アライメント光がアライメントマーク40まで到達するまでの間に、アライメントマーク40に対応する領域において、アライメント光の反射光は生じないことが好ましい。
第3実施形態の蒸着マスク100は、図14(a)〜(c)に示すように、蒸着作製するパターンに対応する開口部25が設けられた樹脂マスクの20一方の面上に、開口部25と重なるスリット15が設けられた金属マスク10が積層された構成をとる。そして、第3実施形態の蒸着マスク100は、金属マスク10に、アライメント光の反射光によって検出されるアライメントマーク40が設けられており、また、樹脂マスク20には、アライメントマーク40、及び当該アライメントマーク40の外周に位置する金属マスク10の表面の一部を露出させるためのアライメントマーク用開口部26が設けられており、蒸着マスク100を樹脂マスク20側から平面視した場合において、アライメントマーク用開口部26によって露出している金属マスク10の外周に位置する樹脂マスク20の表面に、反射層50が設けられていることを特徴としている。さらに、第3実施形態の蒸着マスク100は、この反射層50が、樹脂マスク20側からアライメント光を照射したときに、その反射率が、アライメントマーク40、及び樹脂マスク20の表面におけるアライメント光の反射率よりも高いことを特徴としている。なお、図14(a)は、第3実施形態の蒸着マスクを樹脂マスク20側から平面視したときの正面図であり、図14(b)は、第3実施形態の蒸着マスクを金属マスク10側から平面視したときの正面図であり、図14(c)は、図14(b)のA−A概略断面図である。
図16に示すように、本発明の実施形態(A)の蒸着マスク100は、複数画面分の蒸着パターンを同時に形成するための蒸着マスクであって、樹脂マスク20の一方の面上に、複数のスリット15が設けられた金属マスク10が積層されてなり、樹脂マスク20には、複数画面を構成するために必要な開口部25が設けられ、各スリット15が、少なくとも1画面全体と重なる位置に設けられていることを特徴とする。さらに、実施形態(A)の蒸着マスク100は、金属マスク10に、アライメント光の反射光によって検出されるアライメントマークが設けられており、蒸着マスク100を樹脂マスク20側から平面視した場合において、金属マスク10に設けられたアライメントマーク40の外周に位置する樹脂マスク20の表面に反射層50が設けられていることを特徴とし、また、反射層50の表面におけるアライメント光の反射率は、アライメントマーク40の表面、及び樹脂マスク20の表面におけるアライメント光の反射率よりも高いことを特徴としている。また、樹脂マスク20に、金属マスク10の表面を露出させることなく、アライメントマーク40のみを露出させるための、或いは、アライメントマーク40、及び金属マスクの表面の一部を露出させるためのアライメントマーク用開口部26が設けられていてもよい。
次に実施形態(B)の蒸着マスクについて説明する。図20、図21に示すように、実施形態(B)の蒸着マスクは、蒸着作製するパターンに対応した開口部25が複数設けられた樹脂マスク20の一方の面上に、1つのスリット(1つの貫通孔16)が設けられた金属マスク10が積層されてなり、当該複数の開口部25の全てが、金属マスク10に設けられた1つの貫通孔と重なる位置に設けられている点を特徴とする。さらに、実施形態(B)の蒸着マスク100は、図20(b)、図21(b)に示すように、金属マスク10に、アライメント光の反射光によって検出されるアライメントマークが設けられており、蒸着マスク100を樹脂マスク20側から平面視した場合において、金属マスク10に設けられたアライメントマーク40の外周に位置する樹脂マスク20の表面に反射層50が設けられていることを特徴とし、また、反射層50の表面におけるアライメント光の反射率は、アライメントマーク40の表面、及び樹脂マスク20の表面におけるアライメント光の反射率よりも高いことを特徴としている。また、樹脂マスク20に、金属マスク10の表面を露出させることなく、アライメントマーク40のみを露出させるための、或いは、アライメントマーク40、及び金属マスクの表面の一部を露出させるためのアライメントマーク用開口部26が設けられていてもよい。
次に、本発明の蒸着マスクの製造方法について一例を挙げて説明する。
第1実施形態の蒸着マスクの製造方法は、図22(a)に示すように、アライメントマーク40、及びスリット15が設けられた金属マスク10を、樹脂板30と積層してなる樹脂板付き金属マスク150を準備する準備工程と、図22(b)に示すように、樹脂板付き金属マスク150に対し、レーザーを照射することで、図22(c)に示すように、樹脂板30に蒸着作製するパターンに対応する開口部25を形成する開口部形成工程と、図22(d)に示すように、樹脂マスク側から平面視したときに、アライメントマーク40の外周に位置する樹脂マスクの表面に反射層50を形成する反射層形成工程を含む。
準備工程は、アライメントマーク40、及びスリット15が設けられた金属マスクを、樹脂板30と積層してなる樹脂板付き金属マスク150を準備する工程である。樹脂板30は、上記樹脂マスク20で説明した材料を用いることができる。
開口部形成工程は、図22(b)に示すように、樹脂板付き金属マスク150に対し、金属マスク10側からスリット15を通してレーザーを照射して、樹脂板30に蒸着作製するパターンに対応する開口部25を形成する工程である。
反射層形成工程は、図22(d)に示すように、樹脂マスク側から平面視したときに、アライメントマーク40の外周、または近傍に反射層50が位置するように、樹脂マスク上に反射層50を形成する工程である。
第2実施形態の蒸着マスクの製造方法は、図24(a)に示すように、アライメントマーク40、及びスリット15が設けられた金属マスク10を、樹脂板30と積層してなる樹脂板付き金属マスク150を準備する準備工程と、図24(b)に示すように、樹脂板付き金属マスク150に対し、レーザーを照射することで、図24(c)に示すように、樹脂板30に蒸着作製するパターンに対応する開口部25を形成し、且つ、金属マスク10の表面を露出させることなく、アライメントマーク40のみを露出させるためのアライメントマーク用開口部26を形成する開口部形成工程と、図24(d)に示すように、樹脂マスク側から平面視したときに、アライメントマーク40の外周に位置する樹脂マスクの表面に反射層50を形成する反射層形成工程を含む。
第2実施形態の蒸着マスクの製造方法における開口部形成工程は、図24(b)に示すように、樹脂板付き金属マスク150に対し、レーザーを照射することで、図24(c)に示すように、樹脂板30に蒸着作製するパターンに対応する開口部25を形成し、且つ、金属マスク10の表面を露出させることなく、アライメントマーク40のみを露出させるためのアライメントマーク用開口部26を形成する工程である。図24(b)では、樹脂板30側からレーザーを照射してアライメントマーク用開口部26を形成しているが、金属マスク10側から、貫通孔によって規定されているアライメントマーク40を通してレーザーを照射し、樹脂板30に、アライメントマーク40を露出させるためのアライメントマーク用開口部26を形成することもできる。また、レーザー加工以外の方法を用いて、開口部25や、アライメントマーク用開口部26を形成することもできる。
第3実施形態の蒸着マスクの製造方法は、図25(a)に示すように、アライメントマーク40、及びスリット15が設けられた金属マスク10を、樹脂板30と積層してなる樹脂板付き金属マスク150を準備する準備工程と、図25(b)に示すように、樹脂板付き金属マスク150に対し、レーザーを照射することで、図25(c)に示すように、樹脂板30に蒸着作製するパターンに対応する開口部25を形成し、且つ、金属マスク10の表面の一部、及びアライメントマーク40を露出させるためのアライメントマーク用開口部26を形成する開口部形成工程と、図25(d)に示すように、樹脂マスク側から平面視したときに、アライメントマーク用開口部によって露出している金属マスクの外周に位置する樹脂マスクの表面に反射層50を形成する反射層形成工程を含む。
第3実施形態の蒸着マスクの製造方法における開口部形成工程は、図25(b)に示すように、樹脂板付き金属マスク150に対し、レーザーを照射することで、図25(c)に示すように、樹脂板30に蒸着作製するパターンに対応する開口部25を形成し、且つ、金属マスク10の表面の一部、及びアライメントマーク40を露出させるためのアライメントマーク用開口部26を形成する工程である。レーザー加工以外の方法を用いて、開口部25や、アライメントマーク用開口部26を形成してもよい。
第3実施形態の蒸着マスクの製造方法における反射層形成工程は、樹脂マスク側から平面視したときに、アライメントマーク用開口部によって露出している金属マスクの外周に位置する樹脂マスクの表面に反射層50を形成する工程である。
次に、本発明の一実施形態の蒸着マスク準備体について説明する。
第1実施形態の蒸着マスク準備体は、図26(a)に示すように、蒸着作製するパターンに対応する開口部が設けられた樹脂マスクの一方の面上に、開口部と重なるスリットが設けられた金属マスクが積層されてなる蒸着マスクを得るための蒸着マスク準備体であって、樹脂板30の一方の面上に、スリット15、及びアライメントマーク40が設けられた金属マスク10が積層されてなり、蒸着マスク準備体を樹脂板30側から平面視した場合において、金属マスクに設けられたアライメントマークの外周に位置する樹脂板30の表面に反射層50が設けられていることを特徴としている。
第2実施形態の蒸着マスク準備体は、図26(b)に示すように、蒸着作製するパターンに対応する開口部が設けられた樹脂マスクの一方の面上に、開口部と重なるスリットが設けられた金属マスクが積層されてなる蒸着マスクを得るための蒸着マスク準備体であって、樹脂板30の一方の面上に、スリット15、及びアライメントマーク40が設けられた金属マスク10が積層されてなり、樹脂板30には、金属マスク10の表面を露出させることなく、アライメントマーク40のみを露出させるためのアライメントマーク用開口部26が設けられており、蒸着マスク準備体を樹脂板30側から平面視した場合において、金属マスクに設けられたアライメントマークの外周に位置する樹脂板30の表面に反射層50が設けられていることを特徴としている。
第3実施形態の蒸着マスク準備体は、図26(c)に示すように、蒸着作製するパターンに対応する開口部が設けられた樹脂マスクの一方の面上に、開口部と重なるスリットが設けられた金属マスクが積層されてなる蒸着マスクを得るための蒸着マスク準備体であって、樹脂板30の一方の面上に、スリット15、及びアライメントマーク40が設けられた金属マスク10が積層されてなり、樹脂板30には、金属マスク10の表面の一部、及びアライメントマーク40を露出させるためのアライメントマーク用開口部26が設けられており、蒸着マスク準備体を樹脂板30側から平面視した場合において、アライメントマーク用開口部26によって露出している金属マスクの表面の外周に位置する樹脂板30の表面に反射層50が設けられていることを特徴としている。
次に、本発明の一実施形態の有機半導体素子の製造方法について説明する。本発明の一実施形態の有機半導体素子の製造方法は、フレーム付き蒸着マスクを用いた蒸着法により蒸着パターンを形成する工程を有し、当該有機半導体素子を製造する工程において以下のフレーム付き蒸着マスクが用いられる点に特徴を有する。
次に、本発明の一実施形態のフレーム付き蒸着マスクについて説明する。本発明の一実施形態のフレーム付き蒸着マスクは、図27、図28に示すように、フレーム60に蒸着マスク100が固定されてなるフレーム付き蒸着マスク200であって、フレームに固定されてなる蒸着マスク100が、上記で説明した各種実施形態の蒸着マスク100であることを特徴としている。
100…蒸着マスク
110…蒸着マスク準備体
150…樹脂板付き金属マスク
10…金属マスク
15…スリット
16…貫通孔
20…樹脂マスク
25…開口部
26…アライメントマーク用開口部
30…樹脂板
40…アライメントマーク
50…反射層
60…金属フレーム
Claims (20)
- 樹脂マスクの一方の面側に金属マスクが積層された蒸着マスクであって、
前記金属マスクには、アライメント光の反射光によって検出されるアライメントマークが設けられ、
前記蒸着マスクを平面視したときの前記アライメントマークの外縁を起点としたときに、前記樹脂マスクの他方の面側には、前記起点と重なる位置から前記樹脂マスクの外周方向に向かって位置する反射層が設けられ、
前記反射層の表面における前記アライメント光の反射率が、前記アライメントマークの表面、及び前記樹脂マスクの表面における前記アライメント光の反射率よりも高い、
蒸着マスク。 - 前記樹脂マスクが、前記金属マスクの表面を露出させることなく、前記アライメントマークのみを露出させるためのアライメントマーク用開口部を有する、
請求項1に記載の蒸着マスク。 - 前記アライメントマーク用開口部を断面視したときの内壁面の形状が、前記樹脂マスクの一方の面側から、前記樹脂マスクの他方の面側に向かって広がりをもつ形状を呈している、
請求項2に記載の蒸着マスク。 - 前記アライメントマーク用開口部の内壁面に前記反射層が設けられている、
請求項3に記載の蒸着マスク。 - 前記アライメントマーク用開口部を断面視したときの向かい合う内壁面の形状が、略平行である、
請求項2に記載の蒸着マスク。 - 前記樹脂マスクの前記反射層と重なる領域が、前記樹脂マスクの他方の面側から前記樹脂マスクの一方の面側に向かって薄肉化されている、
請求項1、2、5の何れか1項に記載の蒸着マスク。 - 前記反射層が、さらに、前記樹脂マスクの薄肉化されていない領域とも重なる、
請求項6に記載の蒸着マスク。 - 前記アライメントマークが複数あり、
前記蒸着マスクを平面視したときに、1つの前記反射層は、複数の前記アライメントマークを一括して囲むように位置している、
請求項1乃至7の何れか1項に記載の蒸着マスク。 - 樹脂マスクの一方の面側に金属マスクが積層された蒸着マスクであって、
前記金属マスクには、アライメント光の反射光によって検出されるアライメントマークが設けられ、
前記樹脂マスクは、前記アライメントマークを露出させるためのアライメントマーク用開口部を有し、
前記蒸着マスクを平面視したときの、前記アライメントマーク用開口部の前記樹脂マスクの一方の面側における開口の大きさは、前記アライメントマークの大きさよりも大きく、
前記蒸着マスクを樹脂マスク側から平面視したときの前記アライメントマーク用開口部の外縁を起点としたときに、前記樹脂マスクの他方の面側には、前記起点から前記樹脂マスクの外周方向に向かって位置する反射層が設けられ、
前記反射層の表面における前記アライメント光の反射率は、前記アライメントマークの表面、及び前記樹脂マスクの表面における前記アライメント光の反射率よりも高い、
蒸着マスク。 - 前記アライメントマーク用開口部と重なる前記金属マスク上にも、前記アライメントマークの表面、及び前記樹脂マスクの表面における前記アライメント光の反射率よりも、その表面における前記アライメント光の反射率が高い反射層が設けられている、
請求項9に記載の蒸着マスク。 - 前記アライメントマークの材料が、前記反射層の材料よりも、前記アライメント光の反射率が低い材料である、
請求項1乃至10の何れか1項に記載の蒸着マスク。 - 前記アライメントマークが、樹脂材料から構成されたアライメントマークである、
請求項1乃至10の何れか1項に記載の蒸着マスク。 - 前記アライメントマークが、着色されたアライメントマークである、
請求項1乃至10の何れか1項に記載の蒸着マスク。 - 前記アライメントマークが、前記金属マスクを貫通する貫通孔である、
請求項1乃至10の何れか1項に記載の蒸着マスク。 - 請求項1乃至14の何れか1項に記載の蒸着マスクを得るための蒸着マスク準備体であって、
樹脂板の一方の面側に金属マスクが位置しており、
前記金属マスクが前記アライメントマークを有し、
前記樹脂板の他方の面側に前記反射層が設けられた、
蒸着マスク準備体。 - 請求項1乃至14の何れか1項に記載の蒸着マスクがフレームに固定されてなる、
フレーム付き蒸着マスク。 - 有機半導体素子の製造方法であって、
請求項1乃至14の何れか1項に記載の蒸着マスク、又は請求項16に記載のフレーム付き蒸着マスクを使用する、
有機半導体素子の製造方法。 - 前記アライメントマークを利用して、前記蒸着マスク又は前記フレーム付き蒸着マスクと、蒸着対象物との位置合わせをし、前記有機半導体素子の製造を行う、
請求項17に記載の有機半導体素子の製造方法。 - 蒸着で作製されるパターンの形成方法であって、
請求項1乃至14の何れか1項に記載の蒸着マスク、又は請求項16に記載のフレーム付き蒸着マスクを使用する、
パターンの形成方法。 - 前記アライメントマークを利用して、前記蒸着マスク又は前記フレーム付き蒸着マスクと、蒸着対象物との位置合わせをし、前記パターンの形成を行う、
請求項19に記載のパターンの形成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014244261A JP6375906B2 (ja) | 2014-12-02 | 2014-12-02 | 蒸着マスク、蒸着マスク準備体、フレーム付き蒸着マスク及び有機半導体素子の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014244261A JP6375906B2 (ja) | 2014-12-02 | 2014-12-02 | 蒸着マスク、蒸着マスク準備体、フレーム付き蒸着マスク及び有機半導体素子の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016108578A JP2016108578A (ja) | 2016-06-20 |
| JP2016108578A5 JP2016108578A5 (ja) | 2018-03-15 |
| JP6375906B2 true JP6375906B2 (ja) | 2018-08-22 |
Family
ID=56121998
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014244261A Active JP6375906B2 (ja) | 2014-12-02 | 2014-12-02 | 蒸着マスク、蒸着マスク準備体、フレーム付き蒸着マスク及び有機半導体素子の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6375906B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6891449B2 (ja) * | 2016-10-27 | 2021-06-18 | 大日本印刷株式会社 | 蒸着マスクの製造方法、蒸着マスク準備体、有機半導体素子の製造方法、及び有機elディスプレイの製造方法 |
| CN106637074B (zh) * | 2017-01-09 | 2019-02-22 | 昆山国显光电有限公司 | 蒸镀掩膜板、oled基板及测量蒸镀像素偏位的方法 |
| JP7406719B2 (ja) | 2019-01-29 | 2023-12-28 | 大日本印刷株式会社 | 蒸着マスク及びその製造方法、蒸着マスク装置及びその製造方法、中間体、蒸着方法、並びに有機el表示装置の製造方法 |
| CN111485194A (zh) * | 2019-01-29 | 2020-08-04 | 大日本印刷株式会社 | 蒸镀掩模、蒸镀掩模装置及其制造方法、中间体、蒸镀方法及有机el显示装置的制造方法 |
| CN111876726B (zh) * | 2020-08-04 | 2022-12-20 | 京东方科技集团股份有限公司 | 金属掩膜板和蒸镀方法,显示面板和显示装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2889062B2 (ja) * | 1991-10-24 | 1999-05-10 | 松下電器産業株式会社 | X線マスクおよびその製造方法 |
| JPH05188579A (ja) * | 1992-01-08 | 1993-07-30 | Seiko Epson Corp | フォトマスク、及び、半導体装置の製造方法 |
| JP3446943B2 (ja) * | 1998-09-21 | 2003-09-16 | 大日本印刷株式会社 | 描画用アライメントマークを有する位相シフトマスク |
| JP2010106358A (ja) * | 2008-09-30 | 2010-05-13 | Canon Inc | 成膜用マスク及びそれを用いた成膜方法 |
| JP5288072B2 (ja) * | 2012-01-12 | 2013-09-11 | 大日本印刷株式会社 | 蒸着マスク、蒸着マスク装置の製造方法、及び有機半導体素子の製造方法 |
-
2014
- 2014-12-02 JP JP2014244261A patent/JP6375906B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016108578A (ja) | 2016-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5780350B2 (ja) | 蒸着マスク、フレーム付き蒸着マスク、及び有機半導体素子の製造方法 | |
| JP6566086B2 (ja) | 蒸着マスクの製造方法、樹脂層付き金属板の製造方法、パターンの製造方法、及び有機半導体素子の製造方法 | |
| JP6375906B2 (ja) | 蒸着マスク、蒸着マスク準備体、フレーム付き蒸着マスク及び有機半導体素子の製造方法 | |
| KR102418817B1 (ko) | 증착 마스크, 증착 마스크 준비체, 증착 마스크의 제조 방법 및 유기 반도체 소자의 제조 방법 | |
| JP6326885B2 (ja) | 蒸着マスク、蒸着マスク準備体、及び有機半導体素子の製造方法 | |
| JP5812139B2 (ja) | 蒸着マスク、蒸着マスク準備体、蒸着マスクの製造方法、及び有機半導体素子の製造方法 | |
| JP6424521B2 (ja) | 蒸着マスク、フレーム付き蒸着マスク、及び有機半導体素子の製造方法 | |
| JP6269264B2 (ja) | 蒸着マスク、蒸着マスク準備体、多面付け蒸着マスク、有機半導体素子の製造方法 | |
| KR102382753B1 (ko) | 증착 마스크, 프레임을 갖는 증착 마스크, 증착 마스크 준비체, 및 유기 반도체 소자의 제조 방법 | |
| CN104755648A (zh) | 成膜掩膜 | |
| JP6394877B2 (ja) | 蒸着マスク、蒸着マスクの製造方法、蒸着マスク準備体、フレーム付き蒸着マスク、及び有機半導体素子の製造方法 | |
| JP6521182B2 (ja) | 蒸着マスクの製造方法、有機半導体素子の製造方法、及び有機elディスプレイの製造方法 | |
| JP6597863B2 (ja) | 蒸着マスク、フレーム付き蒸着マスク、有機半導体素子の製造方法、及び蒸着マスクの製造方法 | |
| JP6601483B2 (ja) | 蒸着マスク、蒸着マスク準備体、蒸着マスクの製造方法、及び有機半導体素子の製造方法 | |
| JP2015067892A (ja) | 蒸着マスク、及び有機半導体素子の製造方法 | |
| JP2015148002A (ja) | 蒸着マスク、蒸着マスク準備体、及び有機半導体素子の製造方法 | |
| JP6394879B2 (ja) | 蒸着マスク、蒸着マスク準備体、フレーム付き蒸着マスク、及び有機半導体素子の製造方法 | |
| JP6347112B2 (ja) | 蒸着マスク、蒸着マスク準備体、蒸着マスクの製造方法、パターンの製造方法、フレーム付き蒸着マスク、及び有機半導体素子の製造方法 | |
| JP6879461B2 (ja) | 蒸着マスク、フレーム付き蒸着マスク、蒸着マスク準備体、有機半導体素子の製造方法、および有機elディスプレイの製造方法 | |
| JP6645534B2 (ja) | フレーム付き蒸着マスク | |
| JP2016053526A (ja) | 蒸着マスクの検査方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180126 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180621 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180626 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180709 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6375906 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |