JP6320134B2 - 動翼、エロージョンシールドの形成方法及び動翼製造方法 - Google Patents
動翼、エロージョンシールドの形成方法及び動翼製造方法 Download PDFInfo
- Publication number
- JP6320134B2 JP6320134B2 JP2014078907A JP2014078907A JP6320134B2 JP 6320134 B2 JP6320134 B2 JP 6320134B2 JP 2014078907 A JP2014078907 A JP 2014078907A JP 2014078907 A JP2014078907 A JP 2014078907A JP 6320134 B2 JP6320134 B2 JP 6320134B2
- Authority
- JP
- Japan
- Prior art keywords
- blade
- arc
- erosion shield
- tip
- boundary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/286—Particular treatment of blades, e.g. to increase durability or resistance against corrosion or erosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/144—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor the fluid stream containing particles, e.g. powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
- B23K26/1464—Supply to, or discharge from, nozzles of media, e.g. gas, powder, wire
- B23K26/147—Features outside the nozzle for feeding the fluid stream towards the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/005—Repairing methods or devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/14—Form or construction
- F01D5/141—Shape, i.e. outer, aerodynamic form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/001—Turbines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
- B23K2103/26—Alloys of Nickel and Cobalt and Chromium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/30—Application in turbines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/20—Rotors
- F05D2240/30—Characteristics of rotor blades, i.e. of any element transforming dynamic fluid energy to or from rotational energy and being attached to a rotor
- F05D2240/303—Characteristics of rotor blades, i.e. of any element transforming dynamic fluid energy to or from rotational energy and being attached to a rotor related to the leading edge of a rotor blade
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Fluid Mechanics (AREA)
- Laser Beam Processing (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Description
11 ケーシング
12 ロータ
13 軸受
14 ロータディスク
15 動翼
16 静翼
17 蒸気通路
18 蒸気供給口
19 蒸気排出口
21 翼根部
22 プラットホーム
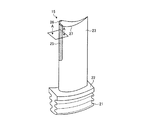
23 翼部
24 翼本体
25 エロージョンシールド
26 先端
27 翼面
28 境界
40、42 基体
46 肉盛部
60、62、64 余肉部
82、84、86、88 加工対象物
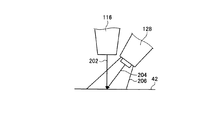
100 肉盛溶接装置
102 レーザ照射装置
104 パウダ供給装置
Claims (11)
- タービンに設置される動翼であって、
回転方向の上流側の端部となる先端と、前記先端と接しており、作動流体の流れ方向の上流側の面である翼面とを有する翼本体と、
前記翼本体の前記先端及び前記翼面の少なくとも一部に、レーザ溶接を用いて前記翼面側から前記翼面とは反対側に向かう一方向に順次肉盛りされた1層の肉盛で形成されたエロージョンシールドと、を備え、
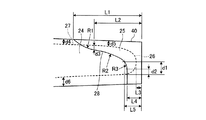
前記翼本体は、延在方向に直交する断面において、前記エロージョンシールドとの境界が、前記翼面側の端部から前記先端に向かうに従って、前記翼面の反対側の面に近づく形状であり、前記翼面側の端部を含む第1円弧と、前記第1円弧よりも前記先端側に配置された第2円弧と、前記第2円弧よりも前記先端側に配置された第3円弧と、を含み、
前記第1円弧は、前記翼本体の内側に凸であり、
前記第2円弧は、前記翼本体の外側に凸であり、
前記第3円弧は、前記翼本体の外側に凸であり、
前記翼本体と前記エロージョンシールドは、表面が仕上げ加工された面であることを特徴とする動翼。 - 前記境界は、前記第1円弧と前記第2円弧が滑らかに接続されていることを特徴とする請求項1に記載の動翼。
- 前記境界は、前記第2円弧が前記第1円弧よりも曲率半径が大きいことを特徴とする請求項1または2に記載の動翼。
- 前記エロージョンシールドは、前記先端の厚みが、前記第1円弧と前記第2円弧との間の厚みよりも厚いことを特徴とする請求項1から3のいずれか一項に記載の動翼。
- 動翼本体の先端及び翼面の少なくとも一部にエロージョンシールドを形成するエロージョンシールドの形成方法であって、
動翼となる基体の先端及び端面の少なくとも一部を除去し、境界を形成する工程と、
前記境界にレーザ溶接で1層の肉盛部を前記翼面側から前記翼面とは反対側に向かう一方向に順次形成する工程と、
前記基体の余肉及び前記肉盛部の一部を除去する仕上げ加工を行う工程と、を有し、
前記境界は、前記翼面側の端部から前記先端に向かうに従って、前記翼面の反対側の面に近づく形状であり、前記翼面側の端部を含む第1円弧と、前記第1円弧よりも前記先端側に配置された第2円弧と、前記第2円弧よりも前記先端側に配置された第3円弧と、を含み、
前記第1円弧は、前記翼本体の内側に凸であり、
前記第2円弧は、前記翼本体の外側に凸であり、
前記第3円弧は、前記翼本体の外側に凸であり、
前記仕上げ加工を行う工程で除去する前記基体の前記翼面の反対側の余肉の厚みは、前記仕上げ加工を行う工程で除去する前記基体の前記翼面側の余肉の厚み以上となることを特徴とするエロージョンシールドの形成方法。 - 前記基体は、前記翼面の余肉部の厚みが0.5mm以上である請求項5に記載のことを特徴とするエロージョンシールドの形成方法。
- 前記基体は、前記翼面と反対側の面の余肉部の厚みが前記翼面側の余肉部の厚み以上となることを特徴とする請求項5または請求項6に記載のエロージョンシールドの形成方法。
- 前記境界は、前記第1円弧と前記第2円弧が滑らかに接続されていることを特徴とする請求項5から7のいずれか一項に記載のエロージョンシールドの形成方法。
- 前記境界は、前記第2円弧が前記第1円弧よりも曲率半径が大きいことを特徴とする請求項5から8のいずれか一項に記載のエロージョンシールドの形成方法。
- 前記エロージョンシールドは、前記先端の厚みが、前記第1円弧と前記第2円弧との間の厚みよりも厚いことを特徴とする請求項5から9のいずれか一項に記載のエロージョンシールドの形成方法。
- 前記動翼に余肉部を有する基体を成型する基体製造工程と、
請求項5から10のいずれか一項に記載のエロージョンシールドの形成方法で、前記翼本体にエロージョンシールドを形成する工程と、を有することを特徴とする動翼製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014078907A JP6320134B2 (ja) | 2014-04-07 | 2014-04-07 | 動翼、エロージョンシールドの形成方法及び動翼製造方法 |
| PCT/JP2015/060316 WO2015156182A1 (ja) | 2014-04-07 | 2015-04-01 | 動翼、エロージョンシールドの形成方法及び動翼製造方法 |
| CN201580012248.2A CN106460529B (zh) | 2014-04-07 | 2015-04-01 | 动叶片、腐蚀屏蔽件的形成方法及动叶片制造方法 |
| KR1020167023983A KR101862964B1 (ko) | 2014-04-07 | 2015-04-01 | 동익, 에로전 실드의 형성 방법 및 동익 제조 방법 |
| DE112015001705.4T DE112015001705B4 (de) | 2014-04-07 | 2015-04-01 | Turbinenschaufel, Verschleissschutz-Ausbildungsverfahren, und Turbinenschaufel-Herstellungsverfahren |
| US15/123,800 US10907483B2 (en) | 2014-04-07 | 2015-04-01 | Turbine blade, erosion shield forming method, and turbine blade manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014078907A JP6320134B2 (ja) | 2014-04-07 | 2014-04-07 | 動翼、エロージョンシールドの形成方法及び動翼製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015200218A JP2015200218A (ja) | 2015-11-12 |
| JP2015200218A5 JP2015200218A5 (ja) | 2017-05-25 |
| JP6320134B2 true JP6320134B2 (ja) | 2018-05-09 |
Family
ID=54287759
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014078907A Active JP6320134B2 (ja) | 2014-04-07 | 2014-04-07 | 動翼、エロージョンシールドの形成方法及び動翼製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10907483B2 (ja) |
| JP (1) | JP6320134B2 (ja) |
| KR (1) | KR101862964B1 (ja) |
| CN (1) | CN106460529B (ja) |
| DE (1) | DE112015001705B4 (ja) |
| WO (1) | WO2015156182A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3123379B1 (fr) * | 2021-05-28 | 2024-10-11 | Safran Aircraft Engines | procédé de fabrication d'un bouclier de bord d'attaque et bouclier de bord d'attaque. |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01182504A (ja) * | 1988-01-12 | 1989-07-20 | Mitsubishi Heavy Ind Ltd | タービン動翼の表面改質方法 |
| DE4310896C1 (de) * | 1993-04-02 | 1994-03-24 | Thyssen Industrie | Verfahren zum Herstellen von verschleißfesten Kanten an Turbinenschaufeln |
| JPH10280907A (ja) | 1997-04-07 | 1998-10-20 | Mitsubishi Heavy Ind Ltd | 蒸気タービン動翼 |
| RU2191930C2 (ru) * | 1997-06-24 | 2002-10-27 | Сименс Акциенгезелльшафт | Компрессорная лопатка (варианты) и ее применение |
| JP2006016671A (ja) * | 2004-07-02 | 2006-01-19 | Hitachi Ltd | Ni基合金部材とその製造法及びタービンエンジン部品並びに溶接材料とその製造法 |
| GB0504576D0 (en) * | 2005-03-05 | 2005-04-13 | Alstom Technology Ltd | Turbine blades and methods for depositing an erosion resistant coating on the same |
| JP4546318B2 (ja) * | 2005-04-15 | 2010-09-15 | 株式会社日立製作所 | Ni基合金部材とその製造法及びタービンエンジン部品並びに溶接材料とその製造法 |
| RU2297538C2 (ru) | 2005-04-28 | 2007-04-20 | Открытое акционерное общество "Теплоэнергосервис" | Способ упрочнения поверхности верхней части пера турбинной лопатки |
| JP4901413B2 (ja) * | 2006-10-13 | 2012-03-21 | 株式会社東芝 | 浸食防止方法と浸食防止部を備えた部材 |
| CN101495265B (zh) * | 2006-08-02 | 2012-06-13 | 株式会社东芝 | 侵蚀防止方法以及具有侵蚀防止部的构件 |
| JP4928916B2 (ja) * | 2006-11-22 | 2012-05-09 | 株式会社東芝 | ガスタービン高温部品の補修方法およびガスタービン高温部品 |
| EP2072176A1 (de) * | 2007-12-21 | 2009-06-24 | Sulzer Markets and Technology AG | Verfahren zur Herstellung einer Erosionsschutzschicht aus Stahl durch Laserauftragschweissen; Bauteil mit einer solchen Erosionsschutzschicht |
| US8471168B2 (en) * | 2008-06-19 | 2013-06-25 | General Electric Company | Methods of treating metal articles and articles made therefrom |
| US20100028160A1 (en) * | 2008-07-31 | 2010-02-04 | General Electric Company | Compressor blade leading edge shim and related method |
| EP2404739A1 (en) * | 2010-07-09 | 2012-01-11 | 3M Innovative Properties Co. | Durable hyrophobic structured surface |
| JP5785376B2 (ja) | 2010-10-19 | 2015-09-30 | 株式会社東芝 | 肉盛溶接方法 |
| KR20120061140A (ko) * | 2010-10-25 | 2012-06-13 | 삼성전자주식회사 | 피시험 소자의 테스트 장치 및 이를 이용한 피시험 소자의 테스트 방법 |
| US20130316183A1 (en) * | 2011-01-13 | 2013-11-28 | Anand A. Kulkarni, JR. | Localized repair of superalloy component |
| US20150275687A1 (en) * | 2011-01-13 | 2015-10-01 | Siemens Energy, Inc. | Localized repair of superalloy component |
| GB201106623D0 (en) * | 2011-04-20 | 2011-06-01 | Rolls Royce Plc | Laser beam intensity distribution |
| JP5456124B2 (ja) | 2012-07-04 | 2014-03-26 | 三菱重工業株式会社 | 耐エロージョン性金属材料の溶接方法及びタービン翼 |
| CN104718348B (zh) * | 2012-09-21 | 2016-09-28 | 三菱日立电力系统株式会社 | 抗蚀性金属材料的焊接方法以及涡轮叶片 |
| US9272363B2 (en) * | 2013-01-31 | 2016-03-01 | Siemens Energy, Inc. | Hybrid laser plus submerged arc or electroslag cladding of superalloys |
| JP6100037B2 (ja) * | 2013-03-13 | 2017-03-22 | 三菱重工業株式会社 | 蒸気タービン翼製造方法 |
| CN103668188B (zh) | 2013-12-31 | 2016-03-30 | 无锡透平叶片有限公司 | 一种汽轮机叶片激光熔覆防水蚀方法 |
-
2014
- 2014-04-07 JP JP2014078907A patent/JP6320134B2/ja active Active
-
2015
- 2015-04-01 CN CN201580012248.2A patent/CN106460529B/zh active Active
- 2015-04-01 KR KR1020167023983A patent/KR101862964B1/ko active IP Right Grant
- 2015-04-01 US US15/123,800 patent/US10907483B2/en active Active
- 2015-04-01 WO PCT/JP2015/060316 patent/WO2015156182A1/ja active Application Filing
- 2015-04-01 DE DE112015001705.4T patent/DE112015001705B4/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR101862964B1 (ko) | 2018-07-04 |
| CN106460529A (zh) | 2017-02-22 |
| US10907483B2 (en) | 2021-02-02 |
| JP2015200218A (ja) | 2015-11-12 |
| KR20160114181A (ko) | 2016-10-04 |
| US20170016334A1 (en) | 2017-01-19 |
| DE112015001705B4 (de) | 2021-05-27 |
| WO2015156182A1 (ja) | 2015-10-15 |
| DE112015001705T5 (de) | 2017-01-05 |
| CN106460529B (zh) | 2018-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6341731B2 (ja) | 肉盛溶接装置、エロージョンシールドの形成方法及び動翼製造方法 | |
| JP5618643B2 (ja) | ガスタービン動翼の補修方法およびガスタービン動翼 | |
| CN105772957B (zh) | 用于进行受约束式激光钻孔的方法和系统 | |
| US8969760B2 (en) | System and method for manufacturing an airfoil | |
| US9815139B2 (en) | Method for processing a part with an energy beam | |
| JP6341730B2 (ja) | パウダ供給ヘッドの管理方法、エロージョンシールドの形成方法、及び装置 | |
| JP6320134B2 (ja) | 動翼、エロージョンシールドの形成方法及び動翼製造方法 | |
| JP2013194694A (ja) | ガスタービン動翼の補修方法およびガスタービン動翼 | |
| RU2652280C2 (ru) | Способ восстановления детали турбомашины | |
| RU2617077C2 (ru) | Способ лазерно-порошковой наплавки защитного покрытия на входные кромки рабочих лопаток паровых турбин | |
| JP2014234747A (ja) | タービン翼およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170331 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171205 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180306 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180403 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6320134 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |