JP6288993B2 - Lighting lamp and lighting device - Google Patents
Lighting lamp and lighting device Download PDFInfo
- Publication number
- JP6288993B2 JP6288993B2 JP2013181771A JP2013181771A JP6288993B2 JP 6288993 B2 JP6288993 B2 JP 6288993B2 JP 2013181771 A JP2013181771 A JP 2013181771A JP 2013181771 A JP2013181771 A JP 2013181771A JP 6288993 B2 JP6288993 B2 JP 6288993B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- light source
- cover
- lid
- source unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000758 substrate Substances 0.000 claims description 133
- 229920001296 polysiloxane Polymers 0.000 claims description 53
- 238000005286 illumination Methods 0.000 claims description 22
- 238000005452 bending Methods 0.000 claims description 10
- 238000003780 insertion Methods 0.000 claims description 7
- 230000037431 insertion Effects 0.000 claims description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 26
- 238000004519 manufacturing process Methods 0.000 description 14
- 229910052742 iron Inorganic materials 0.000 description 13
- 229910052782 aluminium Inorganic materials 0.000 description 10
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 10
- 229910000831 Steel Inorganic materials 0.000 description 9
- 239000010959 steel Substances 0.000 description 9
- 238000010586 diagram Methods 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 238000000034 method Methods 0.000 description 7
- 239000004642 Polyimide Substances 0.000 description 6
- 238000002347 injection Methods 0.000 description 6
- 239000007924 injection Substances 0.000 description 6
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 6
- 230000035699 permeability Effects 0.000 description 6
- 229920001721 polyimide Polymers 0.000 description 6
- 239000003566 sealing material Substances 0.000 description 5
- 239000011521 glass Substances 0.000 description 4
- 238000007373 indentation Methods 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 230000006866 deterioration Effects 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 238000005476 soldering Methods 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- 229920002379 silicone rubber Polymers 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000005401 electroluminescence Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

















Landscapes
- Fastening Of Light Sources Or Lamp Holders (AREA)
- Non-Portable Lighting Devices Or Systems Thereof (AREA)
- Led Device Packages (AREA)
Description
この発明は、たとえば、街路灯用LED(発光ダイオード素子)電球に関するものである。 The present invention relates to a street light LED (light emitting diode element) bulb, for example.
特許文献1のように、街路灯や防犯灯に使用されるHIDランプ(High Intensity Discharge lamp)に近い広い配光のLED電球を実現するものがある。特許文献1では、光源ユニットをカバー内に挿入し、シリコーンを充填する技術が開示されている。 As disclosed in Patent Document 1, there is one that realizes an LED light bulb having a wide light distribution close to an HID lamp (High Intensity Discharge lamp) used for a street light or a crime prevention light. Patent Document 1 discloses a technique in which a light source unit is inserted into a cover and filled with silicone.
以下に述べる実施の形態では、光源ユニットをカバー内に挿入する際に、光源ユニットがカバー内にできるだけ傾くことなく挿入でき、できるだけ傾くことなく収納されるようにしたい。 In the embodiment described below, when the light source unit is inserted into the cover, it is desired that the light source unit can be inserted into the cover without tilting as much as possible and stored without tilting as much as possible.
この発明に係る照明ランプは、
折り曲げ部で折り曲げて形成された筒状の基板の複数の外側面に光源を有する光源ユニットと、
該光源ユニットの外側面を覆う透光性のカバーを有し、光源ユニットを内部に収納した筐体と、
を備え、
基板の外側面よりもカバーの内壁面の方向に向かって突設され、前記光源ユニットの前記カバーへの挿入をガイドする基板突設部が、折り曲げて形成された外側面にそれぞれ配置されたことを特徴とする。
The illumination lamp according to the present invention is:
A light source unit having a light source on a plurality of outer surfaces of a cylindrical substrate formed by bending at a bending portion;
A housing having a translucent cover covering the outer surface of the light source unit, and housing the light source unit therein;
With
The board projecting portions that project from the outer surface of the substrate toward the inner wall surface of the cover and guide the insertion of the light source unit into the cover are respectively disposed on the outer surfaces formed by bending. It is characterized by.
この発明によれば、基板突設部を備えているので、光源ユニットが、カバー内に傾くことなく挿入でき、傾くことなく収納される。 According to the present invention, since the board projecting portion is provided, the light source unit can be inserted into the cover without tilting and stored without tilting.
実施の形態1.
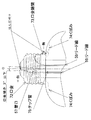
図1は、実施の形態1における照明ランプ50の口金有りの外観図である。
図2は、実施の形態1における照明ランプ50の口金無しの外観図である。
照明ランプ50は、照明装置のソケットに物理的に取り付けられ、照明ランプの光源を点灯させる点灯装置に電気的に接続され点灯する。
Embodiment 1 FIG.
FIG. 1 is an external view of the
FIG. 2 is an external view of the
The
照明ランプ50は、光源ユニット60と筐体70を有している。
光源ユニット60は、ステム76と基板61と光源65を有している。
光源ユニット60は、筒状の基板61の外側面84に複数の光源65を配列実装し、その他の電子部品を実装している。
基板61は、筒状部63と錐状部64を有している。
基板61は、アルミニウム製の金属板に絶縁層や回路層を形成した回路基板である。基板61は、樹脂性、銅製、鉄製などでもよい。
The
The light source unit 60 includes a
In the light source unit 60, a plurality of
The
The board |
基板61は、複数の通気孔66を有している。
光源であるLED素子、ワイヤ、ダイなどを封止するための封止材料、例えば、LEDパッケージを構成する封止材料は、空気に触れないと、光学的特性が劣化するといわれている。この経時劣化を抑制するためには、光源(LEDパッケージ)に空気を供給する必要がある。通気孔66は、基板61の裏から表に対して空気を供給する穴である。
The
It is said that a sealing material for sealing an LED element, a wire, a die, or the like that is a light source, for example, a sealing material constituting an LED package, deteriorates optical characteristics unless it is exposed to air. In order to suppress this deterioration over time, it is necessary to supply air to the light source (LED package). The
筒状部63は、照明ランプ50の中心軸Cに直交する断面形状が正12角形の多角柱の形状をしている。筒状部63の内部は空洞である。
錐状部64は、正12角錐または正12角錐に類似した形状をしている。錐状部64の内部も空洞であり、筒状部63の内部空間と連続している。
The cylindrical portion 63 has a polygonal column shape in which a cross-sectional shape orthogonal to the central axis C of the
The pyramidal portion 64 has a shape similar to a regular 12 pyramid or a regular 12 pyramid. The inside of the conical portion 64 is also hollow and is continuous with the internal space of the tubular portion 63.
筐体70は、カバー71と口金72を有している。
筐体70は、光源ユニット60の発光面側を覆う透光性のカバー71を有し、光源ユニット60を内部に収納している。
The housing 70 has a
The housing 70 has a
カバー71は、透明又は半透明のガラス製である。カバー71は、バルブと呼ばれる。ガラス製の場合は、ガラスバルブとも呼ばれる。カバー71は樹脂製でもよく、樹脂製の場合は、耐熱性を有することが好ましい。
The
カバー71は、上部(図では左側)が半球状の円筒形の形状をしており、下部(図では右側)が口金72で覆われている。照明ランプ50の中心軸C(カバー71の中心軸C)からカバー71の内壁までの半径Rは一定であるが、0.5mm程度の製造時の製造ばらつきBが存在する。
The upper part (left side in the figure) of the
カバー71に、光源ユニット60が挿入されている。カバー71の中心軸Cと光源ユニット60の中心軸Zとが一致するように収納されているのが望ましい。
シリコーン53は、基板61の外側面とカバー71の内壁面との間に充填されている。
シリコーン53は、透明で熱伝導性のある樹脂であり、カバー71と光源ユニット60の空間部に存在している。
シリコーン53は、カバー71の半球状の頂部の内面から光源ユニット60の基板61
の筒端部86の端面近傍まで充填されている。
シリコーン53は、ガス透過性を有し、通気孔66から供給される空気は、シリコーン
53の内部を伝播し、光源65に到達する。
The light source unit 60 is inserted into the
The
The cylinder end portion 86 is filled up to the vicinity of the end face.
The
光源65は、発光ダイオード、レーザーダイオード、有機エレクトロルミネッセンスのいずれかである。図では、光源65が発光ダイオードの場合を示しており、基板61がLED基板の場合を示している。
The
蓋部90は、基板61の筒端部86に設けられている。
蓋部90は、正12角形または円形状の平板(プレート)である。
蓋部90は、筒端部86との間に蓋隙間99を設けるようにして、ねじ96で基板61に固定される。
蓋部90の周囲は、基板61の筒状部63の外側面84よりも庇状にとび出ている外縁突設部91を形成している。外縁突設部91は、蓋部90の外縁部である。外縁突設部91は、突設部80の一例である。
蓋部90は、ステム76に固定され、ステム76は、カバー71に固定されている。
カバー71は、口金72の下端部から口金72の内側に向かって、1対のくぼみ74を有している。1対のくぼみ74は、180度方向に設けられている。くぼみ74は、キー溝とも呼ばれる。くぼみ74は、カバー71の肩部から口金72の下端部(ネジ切り部の下部)まで凹状にくぼんでいる。
The
The
The
The periphery of the
The
The
図2に示すように、カバー71のネジ切り部には、くぼみ74と連続してU字溝が形成されており、このU字溝は、ネジ切り方向と直交しており、中心軸C方向に口金72の内面との間に口金隙間73を形成している。口金隙間73は、中心軸C方向にリード線を通す隙間であり、かつ、カバー71に口金72が取り付けられても口金72の内部空間と外部空間とを連通する隙間である。
図2に示すように、ステム76には、チップ管75の一端がステム口56として開口しており、チップ管75の他端が管口57として口金72側に開口している。チップ管75は、カバー71の内部空間と口金72の内部空間とを連通させている。
As shown in FIG. 2, the threaded portion of the
As shown in FIG. 2, one end of the
図3は、実施の形態1における光源ユニット60の図である。
蓋部90は、締結金具95とねじ96により、筒状部63の端部に締結固定される。
ステム76は、カバー71の端部に融着されるガラス製の封止部である。
支持柱58は、ステム76の下端部中央にあらかじめ融着されて固定されている。
蓋支持鋼線98は、蓋部90に溶接され、さらに、蓋支持鋼線98の中央が、支持柱58の下端に溶接される。
チップ管75が、ステム76の下部に連結され、ステム口56を形成する。チップ管75は、チップカットされ管口57が形成される。ステム口56と管口57はチップ管75により連通している。ステム口56は、カバーの内部空間にある。管口57は、口金72の内部空間にある。
FIG. 3 is a diagram of the light source unit 60 in the first embodiment.
The
The
The support column 58 is fused and fixed in advance at the center of the lower end of the
The lid support steel wire 98 is welded to the
A
2本のリード線59が、ステム76を貫通しており、2個のステンレススリーブ77に固定されている。
2本のNIP鉄線78は、2本のリード線59と電気的に接続され、基板61の回路にはんだ付けされる。NIP鉄線78は、蓋部90を通過する部分がポリイミドチューブ79で覆われている。
Two lead wires 59 pass through the
The two NIP iron wires 78 are electrically connected to the two lead wires 59 and soldered to the circuit of the
図4は、実施の形態1における基板の組立外観図である。
図5は、実施の形態1における基板の展開図である。
基板61は組立てられて、筒状になり、筒状部63には、12面のLED実装平面(外側面84)がある。基板61の筒状部63は、筒軸Zに直交する断面形状が正12角形の12角筒である。筒状部63の内側面の一辺(短辺)の長さをDとし、筒状部63の対抗する1対の内側面の距離をL3とする。
FIG. 4 is an external view of assembly of the substrate in the first embodiment.
FIG. 5 is a development view of the substrate in the first embodiment.
The
基板61になる平板のアルミニウム板には、回路が形成され、図5に示すように、ダイオードブリッジ68、ヒューズ69、光源65、配線パッド83等の電子部品や電子回路が搭載されている。平板のアルミニウム板は折り曲げ部62で折り曲げられ、アルミニウム板の両サイド辺がはんだ付けされて筒状になる。
基板61は、筒状部63の対抗する面に、1対の基板ねじ孔82を有している。基板ねじ孔82は、蓋部90に溶接された締結金具95をねじ固定するためのねじ穴である。
A circuit is formed on a flat aluminum plate serving as the
The
複数の通気孔66は、光源65や電子部品や回路パターンが実装されていない箇所に形成されている。
例えば、複数の通気孔66は、基板61の折り曲げ部62に形成されている。複数の通気孔66を折り曲げ部62に直線状に形成すると、アルミニウム板を折り曲げ部62に沿って直線状に折り曲げ易くなり好適である。
The plurality of vent holes 66 are formed at locations where the
For example, the plurality of vent holes 66 are formed in the
例えば、基板61の折り曲げ部62には列状に径が約1.0mmの通気孔66が設けられる。通気孔66はアルミニウム板(基板61)を貫通している貫通孔である。はんだ留め部67によって継合される継合部には基板隙間55が形成されるため、通気孔66が設けられていない。
通気孔66は、全ての折り曲げ部62に設けられてもよい。
通気孔66は、LEDの単位面積当たりの実装密度に応じて、延べ開孔面積が大きくなるように設けられるのが望ましい。
通気孔66は、LEDの発熱に伴う基板61の温度上昇に応じて、延べ開孔面積が大きくなるように設けられてもよい。
通気孔66は、錐状部64の外側面84に設けられてもよい。
通気孔66は、筒状部63の外側面84に設けられてもよい。
For example, the
The air holes 66 may be provided in all the
The
The
The
The
図6は、実施の形態1における筐体70のうち口金周辺を拡大した外観図である。
2本のリード線59のうち、一方のリード線59は、口金72のトップの+側に、はんだ付けされる。他方のリード線59は、口金72の側部の−側に、はんだ付けされる。
カバー71には、カバー71の管軸Cに直交する断面において管軸Cを中心として回転対称の位置に2つのくぼみ74が設けられている。
口金72の内部空間は、管口57からチップ管75を経由して、カバー71の内部空間に通じている。また、口金72の内部空間は、カバー71と口金72のネジ切りの間の口金隙間73を経由し、くぼみ74から外部空間に通じている。
FIG. 6 is an external view in which the periphery of the base in the casing 70 according to the first embodiment is enlarged.
One of the two lead wires 59 is soldered to the + side of the top of the base 72. The other lead wire 59 is soldered to the minus side of the side portion of the base 72.
The
The internal space of the base 72 communicates with the internal space of the
カバー71は、点灯に伴う発熱の影響を受けて膨張や収縮を繰り返し、これによるカバー71内の気圧の変化で空気の出入りが発生し、カバー71の内部と外部とで空気の交換が行われる。
The
図7は、実施の形態1における蓋部90の外観図である。
図8は、実施の形態1における蓋部90と基板61との組立外観図である。
FIG. 7 is an external view of the
FIG. 8 is an external view of the assembly of
蓋部90は、基板61の筒端部86を覆う平板である。
蓋部90の面積は、筒状部63の筒軸Zに直交する断面形状の断面積よりも大きく、蓋部90は、筒状部63の断面形状と相似形の多角形のアルミニウム平板である。ここでは、筒状部63の断面形状が正12角形なので、蓋部90も正12角形のアルミニウム平板である。蓋部90は、筒状部63の筒軸Zに直交する断面形状を覆う円形平板でもよい。
蓋部90は、基板61の筒端部86全体を覆うように、かつ、基板の筒端部86から筒軸Z方向に離れて、基板に固定される。
蓋部90は、筒軸Z方向において筒状部63の断面形状を完全に覆っておりに、筒状部63の筒端部86よりも外側にはみ出した外縁突設部91を有している。
The
The area of the
The
The
外縁突設部91の対角線の長さ(あるいは、円形の蓋部90の場合は直径)は、カバー71の内径と同じである。あるいは、カバー71の中心軸Cから半径方向に、カバー71の半径方向の製造ばらつきB(0.5mm)だけ小さい。
外縁突設部91は、筒状部63の外側面84より外側に突出している。
外縁突設部91は、光源ユニット60のカバー71への挿入をガイドする突設部80の一例である。
The length of the diagonal line of the outer edge protruding portion 91 (or the diameter in the case of the circular lid portion 90) is the same as the inner diameter of the
The outer edge projecting portion 91 projects outward from the
The outer edge protruding portion 91 is an example of a protruding portion 80 that guides insertion of the light source unit 60 into the
図8に示すように、外縁突設部91の突出高さW2は、筒状部63の光源65や電子部品の高さW1より高く設定するのがよい。例えば、カバー71の中心軸Cと光源ユニット60の中心軸Zとを一致させた状態で、外縁突設部91の突出高さW2は、カバー71の内壁までの高さW3(外側面84と内壁との距離)よりも小さく、電子部品の最大の高さW1より0.5mm高くする。
As shown in FIG. 8, the protruding height W <b> 2 of the outer edge protruding portion 91 is preferably set higher than the
カバー71の筒軸Zから半径方向に見た高さの関係は以下のとおりである。
カバー71の内壁の半径R>外縁突設部91の突出高さ>電子部品の最大高さ>筒状部63の外側面84
W3=W2+製造ばらつきB
W2=W1+0.5mm
なお、W1=W2としてもよい。
The relationship of the height of the
Radius R of inner wall of
W3 = W2 + Manufacturing variation B
W2 = W1 + 0.5mm
Note that W1 = W2 may be set.
外縁突設部91を設けることで、LEDのレンズ先端部とカバー71の内壁面が直接接触することを避けることができる。また、LEDパッケージの高さ寸法に依存せずに、外縁突設部91(突設部80)によって光源ユニット60をカバー内に安定して、傾くことなく挿入でき、かつ、傾くことなく収納することができる。
外縁突設部91は、光源ユニット60のカバー71への挿入途中から光源ユニット60をカバー71の中心に位置させる機能を有する。製造ばらつきBがゼロであれば、理論的には、W3=W2とすることができ、蓋部90の外縁突設部91では、カバー71の中心軸Cと光源ユニット60の中心軸Zとが完全に一致する。
By providing the outer edge protruding portion 91, it is possible to avoid direct contact between the lens tip of the LED and the inner wall surface of the
The outer edge protruding portion 91 has a function of positioning the light source unit 60 at the center of the
このように、外縁突設部91は、蓋部90がカバー71に挿入される際に、カバー71の中心軸Cと光源ユニット60の中心軸Zとを一致させる機能を有する。このため、光源ユニット60をカバー71内に挿入する際に、光源ユニット60がカバー71内で大きく傾くことなく挿入でき、さらに大きく傾くことなく収納できる。
Thus, the outer edge protruding portion 91 has a function of causing the center axis C of the
基板61の組立寸法としては、常温の環境下において、基板61がカバー71に傾かずに(挿入されて)収納された状態で、光源や電子部品の先端部とカバーの内壁面との間隔K1(W3−W1)は約0.5mm確保する。すなわち、カバー71の中心軸Cと光源ユニット60の中心軸Zとを一致させた状態で、間隔K1は約0.5mm(K1=W3−W1=0.5mm)確保する。
また、蓋部90の最大外径端とカバー71の内壁面との間隔K2(W3−W2)は、製造ばらつきB(約0.5mm)以上であって製造ばらつきBに近い値になるようにする。すなわち、カバー71の中心軸Cと光源ユニット60の中心軸Zとを一致させた状態で、間隔K2は約0.5mm(K2=W3−W2=0.5mm)にする。
The assembly dimension of the
Further, the distance K2 (W3-W2) between the maximum outer diameter end of the
光源や電子部品の先端部がカバーの内壁面に接触しても問題はないが、光源や電子部品に機械的圧力やストレスを与えないようにするほうが望ましい。そこで、光源や電子部品の先端部がカバーの内壁面に接触しないようにするためには、間隔K1>間隔K2とするのがよい。
間隔K1=間隔K2の場合は、光源や電子部品の先端部がカバーの内壁面に接触する場合がある。
間隔K1<間隔K2の場合は、光源や電子部品の先端部が蓋部90の最大外径端よりも先にカバーの内壁面に接触してしまい、光源や電子部品に機械的圧力やストレスを与えることになる。
There is no problem even if the tip of the light source or the electronic component comes into contact with the inner wall surface of the cover, but it is preferable to prevent mechanical stress or stress from being applied to the light source or the electronic component. Therefore, in order to prevent the tip portion of the light source or the electronic component from coming into contact with the inner wall surface of the cover, it is preferable that the interval K1> the interval K2.
When the interval K1 = the interval K2, the light source and the tip of the electronic component may come into contact with the inner wall surface of the cover.
When the interval K1 <the interval K2, the tip of the light source or the electronic component comes into contact with the inner wall surface of the cover before the maximum outer diameter end of the
蓋部90の口金側の面(表面)には、ランプマーク54が印字される。
蓋部90の口金側の面(表面)には、蓋支持鋼線98がある。蓋支持鋼線98は、コ形状をしており、両端が蓋部90に溶接される。蓋支持鋼線98の中央には、ステム76に固定された支持柱58が溶接され、ステム76と蓋部90とが固定される。
A lamp mark 54 is printed on the surface (front surface) of the
There is a lid supporting steel wire 98 on the surface (surface) of the
蓋部90の光源ユニット60側の面(裏面)には、締結金具95がある。
締結金具95は、短辺長Dの矩形板金をC字形状(コ字形状)に折り曲げたC金具であり、平らな背中板と背中板の両側にある2枚の締結側部85がある。締結金具95の中央にある背中板が蓋部90にスポット溶接される。背中板の両側にある2枚の締結側部85には、金具ねじ孔97があり、締結側部85は、ねじ96により、基板61に固定される。接着剤や嵌め込み機構等のねじ96以外の締結部材を用いてもよい。締結金具95と基板61が固定されることにより、基板61に対して蓋部90が固定される。
A fastening fitting 95 is provided on the surface (back surface) of the
The fastening fitting 95 is a C fitting obtained by bending a rectangular sheet metal having a short side length D into a C shape (U shape), and includes a flat back plate and two fastening side portions 85 on both sides of the back plate. The back plate at the center of the fastener 95 is spot welded to the
前述したとおり、蓋支持鋼線98と支持柱58が溶接されるので、ステム76と蓋部90と基板61とが一体形成され、ステム76と蓋部90と基板61とにより光源ユニット60が形成される。
As described above, since the lid support steel wire 98 and the support column 58 are welded, the
蓋部90の周囲には、180度方向に1対の幅広凹部93(凹部の一例)がある。幅広凹部93は矩形の切り取り部である。幅広凹部93の長辺の長さは、筒状部63の内側面の短辺(正12角形の1辺)の長さDと同じである。幅広凹部93の短辺の長さは、筒状部63の内部空間を露出させない長さ(図8の突出高さW以下)とする。すなわち、幅広凹部93は、基板の外側面84よりも外側に存在する。筒軸Z方向において、幅広凹部93が、筒状部63の内部空間を露出させることはない。
Around the
蓋部90の周囲には、1対の弧状凹部94(凹部の一例)がある。弧状凹部94は半円状又はU字状の形をしている。弧状凹部94の幅と奥行きは、ポリイミドチューブ79が通過できる大きさであればよい。弧状凹部94の奥行きは、筒状部63の内部空間を露出させない長さ(図8の突出高さW以下)とする。すなわち、弧状凹部94は、基板の外側面84よりも外側に存在する。筒軸Z方向において、弧状凹部94が、筒状部63の内部空間を露出させることはない。
There is a pair of arcuate recesses 94 (an example of a recess) around the
蓋部90の中心(筒状部63の筒軸Z)から見て、電子部品が存在する半径方向の長さの関係は以下のとおりである。
カバー71の内壁までの半径>外縁突設部91の半径方向の長さ>電子部品の半径方向の高さ>筒状部63の外側面84
例えば、図8に示すとおり、外縁突設部91は、筒状部63の外側面84から、突出高さWだけ、外側に突出している。突出高さWとは、筒軸Z方向に直交する断面における外縁突設部91の一辺と筒状部63の外側面84との距離である。
幅広凹部93と弧状凹部94の場所を除き、蓋部90は、周囲に突出高さWの幅を有する外縁突設部91を有している。
The relationship between the lengths in the radial direction where electronic components are present as seen from the center of the lid 90 (the cylinder axis Z of the cylindrical portion 63) is as follows.
Radius to the inner wall of the
For example, as shown in FIG. 8, the outer edge protruding portion 91 protrudes outward from the
Except for the location of the wide
蓋部90と基板61の口金側端部(筒端部86)との間隔は1.5mm以上確保されるように組立てられる。
2つの幅広凹部93は、光源ユニット60をカバー内に収納した後に、シリコーンを充填するための充填孔の機能を持つとともに、蓋部90の基板側と口金側との通気経路としての機能を併せ持つ。
The
The two wide
2つの弧状凹部94は、ポリイミドチューブ79に包覆されたNIP鉄線78を挿通させる隙間となる。NIP鉄線78は、ステム76のステンレススリーブ77と基板61の配線パッド83とを電気的に接続する。
好ましくは、2つの弧状凹部94は、NIP鉄線78の経路が最短となる位置に設けられる。
The two arc-shaped recesses 94 become gaps through which the NIP iron wire 78 covered by the polyimide tube 79 is inserted. The NIP iron wire 78 electrically connects the stainless sleeve 77 of the
Preferably, the two arc-shaped recesses 94 are provided at a position where the route of the NIP iron wire 78 is the shortest.
2つの弧状凹部94は、蓋部90の周縁部に回転対称に設けられてもよい。
2つの幅広凹部93や2つの弧状凹部94は、光源ユニット60が傾かないように蓋部90の最大外径を大きくしたことによって構造上必要となる構成である。すなわち、弧状凹部94と幅広凹部93とは、蓋部90の最大外径端とカバー71の内壁面との間隔を約0.5mm程度に狭めたことにより、電線やシリコーンの通過経路を確保するものである。
The two arcuate recesses 94 may be provided on the periphery of the
The two
NIP鉄線78の一端は、ステンレススリーブ77にスポット溶接され、他端は、ポリイミドチューブ79に覆われて、蓋部90の弧状凹部94を通過し、配線パッド83にはんだ付けされる。
One end of the NIP iron wire 78 is spot welded to the stainless steel sleeve 77, and the other end is covered with the polyimide tube 79, passes through the arc-shaped recess 94 of the
締結金具95は、ねじ96により筒状部63に固定される。H1>=H2+1.5mmなので、基板61の筒端部86の端面と蓋部90の裏面の間には1.5mm以上の蓋隙間99が形成される。蓋隙間99があるので、基板61の筒内部は密閉されることなく通気性が保たれる。
The fastening fitting 95 is fixed to the cylindrical portion 63 with a screw 96. Since H1> = H2 + 1.5 mm, a
締結金具95が折り曲げられて、蓋部90から起立する締結側部85の短辺長(締結金具95の短辺長)は、基板61の折り曲げ間隔D(多角形の一辺長D)と同寸法である。また、締結側部85の短辺長(締結金具95の短辺長)は、幅広凹部93の幅とも同寸法である。したがって、締結側部85の外面全面が基板61の筒状部63の内側面の筒端部全面に渡って当接する。すなわち、締結側部85の両辺が折り曲げ部62に沿って直線状に挿入される。このため、蓋部90を基板61にねじ留めする際に、蓋部90にスポット溶接された締結金具95の金具ねじ孔97の中心を支点とした蓋部90の回動を規制することができ、蓋部90の面は基板61の筒状部63の筒軸Zに対して正確に直交して固定される。
The short side length (short side length of the fastening bracket 95) of the fastening side portion 85 that stands up from the
蓋部90と基板61の口金側端部との間隔は1.5mm以上確保されるように組立てられる。この間隔は締結金具95の金具ねじ孔97の位置と基板61の基板ねじ孔基板ねじ孔82の位置との相対関係で決まるもので、設計仕様に応じて任意に設定できる。
The
以下に、長さの関係を示す。
L1:蓋部90の平行な2辺の距離
L2:締結金具95の背中板の長さ
L3:筒状部63の平行な内側面の距離
H1:蓋部90の裏面と金具ねじ孔97の中心との距離
H2:基板61の筒端部86の端面と基板ねじ孔82の中心との距離
D:筒状部63の内側面の短辺の長さ(正12角形の一辺の長さ)
W:筒軸Z方向に直交する断面における外縁突設部91の一辺と筒状部63の外側面84との距離
L1>L2=L3
L1−(W×2)=L2=L3
W>幅広凹部93の短辺の長さ
W>弧状凹部94の半径方向の奥行き
L1−(幅広凹部93の短辺の長さ×2)>L3
L1−(弧状凹部94の半径方向の奥行き×2)>L3
H1>=H2+1.5mm
D=幅広凹部93の長編の長さ
D=締結金具95の幅(締結金具95の短辺長)
The length relationship is shown below.
L1: Distance between two parallel sides of the
W: Distance between one side of the outer edge protruding portion 91 and the
L1- (W × 2) = L2 = L3
W> length of short side of wide concave portion 93 W> depth in radial direction of arc-shaped concave portion 94 L1- (length of short side of wide
L1− (depth of arcuate recess 94 in the radial direction × 2)> L3
H1> = H2 + 1.5mm
D = length of the long part of the wide recess 93 D = width of the fastening fitting 95 (short side length of the fastening fitting 95)
図9は、実施の形態1における基板突設部81を示す図である。
基板突設部81は、アルミニウム板をエンボス加工して、周囲より山形に突出させたものである。基板突設部81の天頂部は、カバー71の内壁を傷つけないようにするために曲面を呈している。
基板突設部81は、基板61の筒状部63の外側面84の端部(錐状部64側の端部)にあり、カバー71の内壁面の方向(半径方向)に向かって突出している。
基板突設部81は、光源ユニット60のカバー71への挿入をガイドする突設部の一例である。
基板突設部81は、LED実装部や配線パタン付設部を避けて、基板61を部分的に突設させて形成する。
基板突設部81は、円周上に均等間隔で3箇所(例えば120度毎に)設ける。基板突設部81は、円周上に均等間隔で4箇所以上あってもよい。
FIG. 9 is a diagram showing the
The
The
The
The
The
図10に示すように、基板突設部81の高さT2は、筒状部63の光源65や電子部品の高さT1より高く設定するのがよい。例えば、カバー71の中心軸Cと光源ユニット60の中心軸Zとを一致させた状態で、基板突設部81の高さT2は、カバー71の内壁までの高さT3(外側面84と内壁との距離)よりも小さく、電子部品の最大の高さT1より0.5mm高くする。
As shown in FIG. 10, the height T2 of the
カバー71の筒軸Zから半径方向に見た高さの関係は以下のとおりである。
カバー71の内壁の半径R>基板突設部81の高さ>電子部品の最大高さ>筒状部63の外側面84
T3=T2+製造ばらつきB
T2=T1+0.5mm
なお、T1=T2としてもよい。
The relationship of the height of the
Radius R of inner wall of
T3 = T2 + manufacturing variation B
T2 = T1 + 0.5mm
T1 = T2 may be set.
基板突設部81を設けることで、LEDのレンズ先端部とカバー71の内壁面が直接接触することを避けることができる。また、LEDパッケージの高さ寸法に依存せずに、基板突設部81(突設部80)によって光源ユニット60をカバー内に安定して、傾くことなく挿入でき、かつ、傾くことなく収納することができる。
光源ユニット60をカバー71に挿入する際に、LEDのパッケージ内の断線など、LEDに対する機械的ストレスを回避することができる。
基板突設部81は、光源ユニット60のカバー71への挿入当初から光源ユニット60をカバー71の中心に位置させる機能を有する。製造ばらつきBがゼロであれば、理論的には、T3=T2とすることができ、基板突設部81がある部分において、カバー71の中心軸Cと光源ユニット60の中心軸Zとが完全に一致する。
By providing the
When the light source unit 60 is inserted into the
The
結局、蓋部90の外縁突設部91と基板61の基板突設部81とがあることにより、外縁突設部91のある位置と基板突設部81のある位置との2箇所においてカバー71の中心軸Cと光源ユニット60の中心軸Zとが完全に一致することになる。その結果、カバー71の中心軸Cと光源ユニット60の中心軸Zとは全ての位置で一致することになり、カバー71に対して光源ユニット60が傾くことなく挿入でき、かつ、傾くことなく収納できる。仮に、カバー71の中心軸Cと光源ユニット60の中心軸Zとにずれが生じたとしても、ずれの最大は製造ばらつきBの範囲内になる。
Eventually, due to the outer edge projecting portion 91 of the
基板突設部81は、エンボス加工によらず切り起し曲げ加工によって、LED実装部や配線パタン付設部を避けて、基板61を部分的に突設させて形成することができる。
あるいは、基板突設部81は、釣鐘状の部品やドーム状の部品を筒状部63に接着して形成してもよい。
Alternatively, the
図11は、実施の形態1における基板の通気孔の形状を示す図である。
通気孔66の形状は、円形でもよい。四角形でもよい。長孔やスリットでもよい。通気孔66は単独で存在してもよいし、複数個配列されて存在していてもよい。
通気孔66は、折り曲げ部62以外に、LED以外や配線パタン以外の箇所であれば、外側面84に配置してもよい。
FIG. 11 is a diagram showing the shape of the air holes of the substrate in the first embodiment.
The shape of the
The
図12は、実施の形態1の空気の経路を説明する図である。
照明ランプ50は、消灯状態と点灯状態との繰り返しや、設置環境温度の上昇と下降の繰り返しなどに伴って、カバー71およびカバー71の内部の空気は膨張と収縮とを繰り返す。
FIG. 12 is a diagram illustrating the air path of the first embodiment.
The
これによって、口金付近の2つのくぼみ74、蓋部90と基板61との蓋隙間99、および、基板61の通気孔66を介して、空気は照明ランプの外部空間とLEDが実装されている照明ランプの内部空間との間で、吸排気方向に移動する。図12の矢印は、吸気方向を示したおり、排気方向はその逆である。
As a result, the air is illuminated through the two indentations 74 near the base, the
シリコーン53は、良好な放熱特性を有するが、良好なガスの透過性もある。例えば、シリコーンの気体透過性は天然ゴムを100とした場合、以下の値をもつ。
水素:1070
酸素:2200
窒素:3300
二酸化炭素:1600
空気:2700
Hydrogen: 1070
Oxygen: 2200
Nitrogen: 3300
Carbon dioxide: 1600
Air: 2700
このため、光源65がシリコーン53で覆われていても、シリコーン内を空気が伝搬して光源65に到達することができる。ここで、空気が伝搬するシリコーン内の距離を短くした方が通気性は向上するので、通気孔66は、光源65の近傍に設けるのが望ましい。
通気孔66のサイズを大きくするとシリコーン53を基板61とカバー71の間に充填する際に、シリコーン53が通気孔66を経由して、基板61の内部空間に漏れ出てしまうので、通気孔66のサイズは、シリコーン53が通過しないサイズの穴、例えば、せいぜい直径が1mm程度の穴にする。あるいは、シリコーン53の充填前に通気孔66をシリコーン53で目止め(コーキング)しておき、通気孔66からシリコーン53が基板61の内部空間に漏れ出てしまうことを防止するのがよい。
基板61の内部空間はシリコーン53が存在せず空気で満たしておき、通気孔66からシリコーン53を経由して光源65に空気を取り込ませるのがよい。
For this reason, even if the
If the size of the
It is preferable that the internal space of the
このため、LEDが実装される基板61の内部空間には常に新鮮な空気が満たされ、LEDの動作温度を下げる効果に加え、LEDパッケージを構成する樹脂封止材料の経時劣化を抑制する効果を奏する。
For this reason, the internal space of the
空気の伝搬経路をまとめると以下のとおりである。
外気−くぼみ74−口金隙間73−口金72の内部空間−管口57−チップ管75−ステム口56−カバー71の内部空間−蓋隙間99−基板61の内部空間−基板61の通気孔66−シリコーン53−光源65
The air propagation path is summarized as follows.
Outside air-Recess 74-Base gap 73-Internal space of base 72-Pipe port 57-Tip pipe 75-Stem port 56-Internal space of cover 71-Cover gap 99-Internal space of substrate 61-
以上のように、発光ダイオードの表面付近と照明ランプの外部との間に、空気が流動し得る経路を設けたので、LEDパッケージを構成する封止材料の光学的特性の経時劣化を抑制することができ、長期間に渡って安定した光学的特性を維持できる。 As described above, since a path through which air can flow is provided between the vicinity of the surface of the light emitting diode and the outside of the illumination lamp, the optical characteristics of the sealing material constituting the LED package are prevented from deterioration over time. And stable optical characteristics can be maintained over a long period of time.
以下、照明ランプ50の製造方法、特に、シリコーン充填方法について特徴的部分を説明する。
Hereinafter, a characteristic part about the manufacturing method of the
<<<基板61の製造方法>>>
光源や回路が搭載されたアルミニウム基板を専用治具によって折り曲げる。折り曲げ後、基板隙間55が最小になるようにモールで固定しておく。そして、基板の合わせ面の4箇所のはんだ留め部67をはんだ付けする。錐状部64の基板隙間55は、表面からマスキングテープを貼って、塞いでおく。
<<< Method for
The aluminum substrate on which the light source and circuit are mounted is bent using a special jig. After the bending, it is fixed with a molding so that the
次に、基板61の内部空間にシリコーン53が入り込む隙間をなくしておく。具体的には、基板61を組立成形した後で、基板61の内側から、通気孔66及び基板隙間55を、信越シリコーン製シリコーンゴムのうちシーリング用のシリコーン(例えばKE−1885)でコーキング(シーリング)する。コーキングは、基板61の内側より外側に向かって、かつ、折り曲げ部62又は基板隙間55に沿って行う。錐状部64の基板隙間55もコーキングする。コーキング後に、基板61を恒温槽内で乾燥させる。
Next, a clearance for the
目止め材として、カバー71内に充填するシリコーン53と同じシリコーンあるいは通気性のある接着用シリコーンを塗布して目止めしてもよい。目止めする理由は、基板61の内部空間にまでシリコーン53が注入されることを防止するためである。基板61の内部空間にまでシリコーン53が注入されると、シリコーン53の空気の伝播経路が長くなり、光源65に空気が供給されにくくなってしまう。
As the sealing material, the same silicone as the
<<<蓋部90の製造方法>>>
蓋部90にランプマーク54をレーザ印字する。
蓋部90の口金側面(表面)に、蓋支持鋼線98を専用治具で固定して、スポット溶接する。
蓋部90の基板側面(裏面)に、締結金具95を専用治具で固定して、スポット溶接する。
<<< Method for
The lamp mark 54 is laser-printed on the
A lid support steel wire 98 is fixed to the side surface (surface) of the
Fastening metal fitting 95 is fixed to the substrate side surface (back surface) of
<<<光源ユニット60の製造方法>>>
締結金具95の締結側部85を基板61の内面に挿入し、金具ねじ孔97と基板ねじ孔82とにねじ96を通し、蓋部90の裏面と基板61の端面部の端面の距離が1.5mm以上になるように固定する。
ポリイミドチューブ79にNIP鉄線78を通し、NIP鉄線78と蓋部90とが電気的に接触しないようにする。
NIP鉄線78を、弧状凹部94の位置に嵌め込む。
NIP鉄線78の一端を基板61の配線パッド83にはんだ付けする。
蓋支持鋼線98と支持柱58をスポット溶接する。
NIP鉄線78の他端をステンレススリーブ77にスポット溶接する。
リード線59をステンレススリーブ77にスポット溶接する。
この時点で、光源ユニット60が完成する。
<<< Method for Manufacturing Light Source Unit 60 >>>
The fastening side portion 85 of the fastening bracket 95 is inserted into the inner surface of the
The NIP iron wire 78 is passed through the polyimide tube 79 so that the NIP iron wire 78 and the
The NIP iron wire 78 is fitted into the arc-shaped recess 94.
One end of the NIP iron wire 78 is soldered to the
The lid support steel wire 98 and the support column 58 are spot welded.
The other end of the NIP iron wire 78 is spot welded to the stainless steel sleeve 77.
The lead wire 59 is spot welded to the stainless sleeve 77.
At this point, the light source unit 60 is completed.
<<<シリコーン53の注入方法>>>
一端が開放したカバー71に光源ユニット60を挿入し、カバー71の開放部とステム76の端部とを溶融して結合する。
図13に示すように、チップ管75の管口57にシリコーンディスペンサーの注入針(専用ノズル)を挿入し、カバー71内部にシリコーンディスペンサーから押し出されたシリコーン53を注入する。この時、チップ管75の開口部を上向きにしてディスペンサーの注入針を挿入する。つまり、口金72が取り付けられる側を上向きに配置し、シリコーン53を注入針の先端から重力により垂らして注入する。カバー71は、一方の幅広凹部93が斜め下(図13では、左下)になり、他方の幅広凹部93が斜め上(図13では、右上)になるように、垂直方向に対して管軸Cがθ度(例えば、20度〜30度)傾けられる。
<<< Injection Method of
The light source unit 60 is inserted into the
As shown in FIG. 13, a silicone dispenser injection needle (dedicated nozzle) is inserted into the tube port 57 of the
シリコーン53は、信越シリコーン製シリコーンゴムKE−109E−AとKE−109E−Bとを2:1に混合したものが好適である。
シリコーン53が注入されると、シリコーン53は蓋部90の表面に滴下する。53は蓋部90がθ度だけ傾斜しているので、左下に流れ、左下の幅広凹部93から基板61の外側面とカバー71の内壁面の間に落下してゆく。蓋部90が基板61を覆っているので、シリコーン53が基板61の内部に入ることはない。
シリコーン53の注入と同時に、注入されたシリコーン53の体積分だけ、カバー71内の空気は、右上にある幅広凹部93を通過して、注入針230とチップ管75の内面との隙間から外部に流出する。
When the
Simultaneously with the injection of the
シリコーン53は、光源の放熱用であるから、光源が配置された部分が存在する高さまで充填すればよい。基板61の筒端部86までシリコーン53を注入すると、蓋隙間99が塞がれてしまい通気性がなくなるので、シリコーン53は、全ての光源65を覆う高さ以上で筒端部86未満の高さまで注入する。例えば、シリコーン53は、筒端部86の端面から約10mmの位置まで注入する。
Since the
<<<口金付け>>>
シリコーン53の充填後に、チップ管75のチップカットを行う。
その後、口金72を取り付け、2本のリード線59を口金72にはんだ付けする。
基板61の−側のリード線は、口金隙間73に配線され、カバー71のくぼみ74で口金サイドにはんだ付けする。
基板61の+側のリード線は、アイレット側にはんだ付けする。
<<< With clasp >>>
After the
Thereafter, the base 72 is attached, and the two lead wires 59 are soldered to the base 72.
The lead wire on the negative side of the
The lead wire on the + side of the
実施の形態2.
以下、前述した実施の形態と異なる点を説明する。
図14のように、通気孔66を全ての折り曲げ部62に設けてもよい。
図14の場合は、筒状部63の全ての光源65の横に、3個1組の通気孔66が1対1に対応して設けられている。3個1組の通気孔66の長さは、光源65の長さに等しい。
Embodiment 2. FIG.
Hereinafter, differences from the above-described embodiment will be described.
As shown in FIG. 14, the air holes 66 may be provided in all the
In the case of FIG. 14, a set of three
図15のように、光源65の配置が異なっていてもよい。光源65の配置は、格子状、チェック状、ジグザグ状、ランダム状でもよい。
図15のように、錐状部64の形状が異なっていてもよい。錐状部64の形状は、半球状、台錐状、釣鐘状、平板状、円錐状でもよい。錐状部64がなくてもよく、筒状部63が平面で覆われていてもよい。
図示しないが、筒状部63は、正12角柱でなくてもよく、3角柱、4角柱、5角柱、それ以上の角柱でもよい。均一な配光性の点からは、6角柱以上が望ましく、8角柱、12角柱がより望ましい。
As shown in FIG. 15, the arrangement of the
As shown in FIG. 15, the shape of the conical portion 64 may be different. The shape of the conical portion 64 may be hemispherical, trapezoidal, bell-shaped, flat, or conical. The conical portion 64 may not be provided, and the tubular portion 63 may be covered with a flat surface.
Although not shown in the drawings, the cylindrical portion 63 may not be a regular dodecagonal prism, but may be a triangular prism, a quadrangular prism, a pentagonal prism, or a larger prism. From the standpoint of uniform light distribution, hexagonal prisms or more are desirable, and octagonal and dodecagonal prisms are more desirable.
実施の形態3.
以下、前述した実施の形態と異なる点を説明する。
図16は、実施の形態3における蓋部90を示す図である。
図16の蓋部90の形状は、筒状部63の断面形状と同じ正12角形でかつ同じサイズである。
図16の蓋部90には、外縁突設部91がなく、代わりに、舌状突設部92がある。
舌状突設部92は、蓋部90の外周の複数の角に舌状に設けられ、外周から円弧状または半円状にまたは扇状に突設されている。
Embodiment 3 FIG.
Hereinafter, differences from the above-described embodiment will be described.
FIG. 16 is a diagram illustrating the
The shape of the
The
The tongue-shaped protruding portion 92 is provided in a tongue shape at a plurality of corners on the outer periphery of the
舌状突設部92は、基板61の折り曲げ部62に対応する位置にあり、折り曲げ部62よりもカバー71の内面の方向に向かって突出している。
舌状突設部92は、光源ユニット60のカバー71への挿入をガイドする突設部80の一例である。
舌状突設部92の数は2以上の任意の数である。
図16の(a)の蓋部90には、舌状突設部92が円周上に均等間隔で3個ある。
図16の(b)の蓋部90には、舌状突設部92が円周上に均等間隔で4個ある。
The tongue-shaped projecting portion 92 is located at a position corresponding to the
The tongue-shaped protruding portion 92 is an example of a protruding portion 80 that guides insertion of the light source unit 60 into the
The number of the tongue-shaped projecting portions 92 is an arbitrary number of 2 or more.
16 (a) has three tongue-like projecting portions 92 at regular intervals on the circumference.
In the
舌状突設部92の先端部を直角に折り曲げて、直角に折り曲げた先端部によりカバー71の内壁面と当接する当接面を形成すれば、蓋部90の面がカバー71の中心軸Cに対して直交した状態を維持して収納させることができる。
光源ユニット60をカバー71に挿入する際の、当接面と内壁面との摩擦を軽減するために、当接面に滑りを促進する部材を付設してもよい。
If the tip of the tongue-shaped projecting portion 92 is bent at a right angle and a contact surface that contacts the inner wall surface of the
In order to reduce friction between the contact surface and the inner wall surface when the light source unit 60 is inserted into the
図17の舌状突設部92は、折り曲げ部62に対応する位置ではなく、基板61の外側面84の中央に対応する位置に存在している。
図17の舌状突設部92は、外側面84の中央に配置された光源65あるいは電子部品の最大高さよりも、前記カバー71の内壁の方向に向かって突出している。
舌状突設部92は、折り曲げ部62に対応する位置と基板61の外側面84の中央に対応する位置との両方にあってもよい。
The tongue-shaped projecting portion 92 in FIG. 17 is not at a position corresponding to the
17 protrudes in the direction of the inner wall of the
The tongue-shaped projecting portion 92 may be at both a position corresponding to the
実施の形態4.
以下、前述した実施の形態と異なる点を説明する。
図18は、基板突設部81を筒軸Z方向に3箇所設けた場合を示している。
また、基板突設部81を、周上に6個配置した場合を示している。
このため、光源ユニット60の挿入時に斜め挿入を防ぐことができる。
基板突設部81を筒軸Z方向に2箇所設けておけば、基板突設部81のある2箇所においてカバー71の中心軸Cと光源ユニット60の中心軸Zとが一致することになり、結局、カバー71の中心軸Cと光源ユニット60の中心軸Zとは全ての位置で一致することになる。このため、カバー71に対して光源ユニット60を傾くことなく挿入でき、かつ、傾くことなく収納できる。基板突設部81を筒軸Z方向に2箇所設けておけば、外縁突設部91はなくてもよい。
Embodiment 4 FIG.
Hereinafter, differences from the above-described embodiment will be described.
FIG. 18 shows a case where the
Moreover, the case where the six board |
For this reason, it is possible to prevent oblique insertion when the light source unit 60 is inserted.
If two
50 照明ランプ、51 ソケット、52 点灯装置、53 シリコーン、54 ランプマーク、55 基板隙間、56 ステム口、57 管口、58 支持柱、59 リード線、60 光源ユニット、61 基板、62 折り曲げ部、63 筒状部、64 錐状部、65 光源、66 通気孔、67 はんだ留め部、68 ダイオードブリッジ、69 ヒューズ、70 筐体、71 カバー、72 口金、73 口金隙間、74 くぼみ、75 チップ管、76 ステム、77 ステンレススリーブ、78 NIP鉄線、79 ポリイミドチューブ、80 突設部、81 基板突設部、82 基板ねじ孔、83 配線パッド、84 外側面、85 締結側部、86 筒端部、90 蓋部、91 外縁突設部、92 舌状突設部、93 幅広凹部、94 弧状凹部、95 締結金具、96 ねじ、97 金具ねじ孔、98 蓋支持鋼線、99 蓋隙間。 50 lighting lamp, 51 socket, 52 lighting device, 53 silicone, 54 lamp mark, 55 substrate gap, 56 stem port, 57 tube port, 58 support pillar, 59 lead wire, 60 light source unit, 61 substrate, 62 bent portion, 63 Cylindrical part, 64 conical part, 65 light source, 66 vent hole, 67 soldering part, 68 diode bridge, 69 fuse, 70 housing, 71 cover, 72 base, 73 base gap, 74 recess, 75 chip tube, 76 Stem, 77 Stainless steel sleeve, 78 NIP iron wire, 79 Polyimide tube, 80 Projection, 81 Substrate projection, 82 Substrate screw hole, 83 Wiring pad, 84 Outer surface, 85 Fastening side, 86 Tube end, 90 Lid 91, outer edge protruding portion, 92 tongue-shaped protruding portion, 93 wide recessed portion, 94 arc-shaped recessed portion, 95 Forming metal, 96 screws, 97 fitting the screw hole, 98 the lid supporting steel wire, 99 cover the gap.
Claims (8)
前記光源ユニットの前記外側面を覆う透光性のカバーを有し、前記光源ユニットを内部に収納した筐体と、
を備え、
前記基板の前記外側面よりも前記カバーの内壁面の方向に向かって突設され、前記光源ユニットの前記カバーへの挿入をガイドする基板突設部が、折り曲げて形成された前記外側面にそれぞれ配置されたことを特徴とする照明ランプ。 A light source unit having a light source on a plurality of outer surfaces of a cylindrical substrate formed by bending at a bending portion;
A light-transmitting cover that covers the outer surface of the light source unit, and a housing that houses the light source unit therein;
With
Substrate protruding portions that project toward the inner wall surface of the cover from the outer surface of the substrate and guide the insertion of the light source unit into the cover are respectively formed on the bent outer surfaces. An illumination lamp characterized by being arranged.
前記蓋部の周囲に沿って設けられた外縁突設部とを備えたことを特徴とする請求項1から3のいずれか1項に記載の照明ランプ。 A lid provided at a cylindrical end of the substrate;
The illumination lamp according to any one of claims 1 to 3, further comprising an outer edge protruding portion provided along the periphery of the lid portion.
前記照明ランプの光源を点灯させる点灯装置と
を備えることを特徴とする照明装置。 The illumination lamp according to any one of claims 1 to 7 ,
A lighting device comprising: a lighting device that turns on a light source of the lighting lamp.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013181771A JP6288993B2 (en) | 2013-09-03 | 2013-09-03 | Lighting lamp and lighting device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013181771A JP6288993B2 (en) | 2013-09-03 | 2013-09-03 | Lighting lamp and lighting device |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015050078A JP2015050078A (en) | 2015-03-16 |
| JP2015050078A5 JP2015050078A5 (en) | 2016-09-08 |
| JP6288993B2 true JP6288993B2 (en) | 2018-03-07 |
Family
ID=52699925
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013181771A Active JP6288993B2 (en) | 2013-09-03 | 2013-09-03 | Lighting lamp and lighting device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6288993B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6983061B2 (en) * | 2017-05-08 | 2021-12-17 | 三菱電機株式会社 | Lighting lamps, lighting devices, and methods for manufacturing lighting lamps. |
| CN208381796U (en) * | 2018-06-19 | 2019-01-15 | 张小勇 | A kind of light source and drive modular LED bulb |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009199820A (en) * | 2008-02-20 | 2009-09-03 | Kanehirodenshi Corp | Led lamp |
| JP5227147B2 (en) * | 2008-11-27 | 2013-07-03 | 有限会社橘工業 | Lamp |
| TW201037224A (en) * | 2009-04-06 | 2010-10-16 | Yadent Co Ltd | Energy-saving environmental friendly lamp |
| JP5422828B2 (en) * | 2010-05-26 | 2014-02-19 | 株式会社 巽中央経營研究所 | Linear illumination lamp having light sources at both ends of a light guide |
| JP6161872B2 (en) * | 2011-07-14 | 2017-07-12 | 三菱電機照明株式会社 | LIGHT EMITTING DIODE LAMP, LIGHTING APPARATUS, AND LIGHT EMITTING DIODE LAMP |
| JP5475063B2 (en) * | 2012-06-29 | 2014-04-16 | 株式会社光波 | vending machine |
-
2013
- 2013-09-03 JP JP2013181771A patent/JP6288993B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015050078A (en) | 2015-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5320609B2 (en) | Lamp apparatus and lighting apparatus | |
| JP5699753B2 (en) | Lamp apparatus and lighting apparatus | |
| KR102172743B1 (en) | Vehicular lighting instrument semiconductor light source light source unit and vehicular lighting instrument | |
| US8500301B2 (en) | Illuminant device and manufacturing method of lamp holder | |
| JP5967346B2 (en) | Lighting device | |
| JP6234119B2 (en) | Lighting lamp and lighting device | |
| JP2009158144A (en) | Illumination fixture | |
| KR20110048057A (en) | Lighting devices | |
| JP6288993B2 (en) | Lighting lamp and lighting device | |
| JP2010170903A (en) | Socket for light source, and lighting fixture | |
| JP5534215B2 (en) | Lamp device and lighting device | |
| KR101230620B1 (en) | Led illumination apparatus | |
| JP6731809B2 (en) | Light source unit, lighting fixture, and lighting device | |
| CN107830424B (en) | L ED bulb | |
| JP5834220B2 (en) | Lamp and lighting device | |
| JP5534216B2 (en) | Lamp device and lighting device | |
| KR20170063393A (en) | Boltless-type illuminating device | |
| JP6198051B2 (en) | Illumination light source and illumination device | |
| JP2012216305A (en) | Lamp device and lighting fixture | |
| JP2010262780A (en) | Lamp device, and lighting fixture | |
| JP5736925B2 (en) | light bulb | |
| US20150077993A1 (en) | Lighting apparatus | |
| WO2014049916A1 (en) | Lamp | |
| JP6983061B2 (en) | Lighting lamps, lighting devices, and methods for manufacturing lighting lamps. | |
| JP2019033092A (en) | Illumination lamp, lighting device, and manufacturing method of illumination lamp |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160722 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160722 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170417 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170425 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171010 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180206 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6288993 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |